Єдиний тарифно-кваліфікаційний довідник робіт та професій робітників (ЕТКС), 2019
Частина №1 випуску №2 ЕТКС
Випуск затверджений Постановою Мінпраці РФ від 15.11.1999 р. N 45
(У редакції Наказу МОЗсоцрозвитку РФ від 13.11.2008 N 645)
Газозварювальник
§ 6. Газозварювальник 2-го розряду
Характеристика робіт. Прихватка деталей, виробів із конструкцій у всіх просторових положеннях зварного шва. Підготовка з'єднань під зварювання та зачищення швів після зварювання. Підготовка газових балонів для роботи. Обслуговує переносні газогенератори. Газове зварювання простих деталей, вузлів та конструкцій з вуглецевих сталей у нижньому та вертикальному положенні зварного шва. Наплавлення простих деталей. Усунення раковин і тріщин наплавленням у простих виливках. Підігрів конструкцій та деталей при правці.
Повинен знати:будову і принцип роботи газозварювальних апаратів, газогенераторів, кисневих і ацетиленових балонів, що редукують приладів і зварювальних пальників; види зварних швів та з'єднань; правила підготовки простих виробів для зварювання; типи розділів та позначення зварних швів на кресленнях; правила обігу та основні властивості газів та рідин, що застосовуються при зварюванні; допустимий залишковий тиск газу в балонах; призначення та марки флюсів, що застосовуються при зварюванні; причини виникнення дефектів при зварюванні, характеристику газового полум'я; кольори забарвлення балонів; будову комунікацій подачі газу до місць споживання та правила приєднання до них.
Приклади робіт
1. Болти буксові, колончасті та центрові - наплавлення місць виробітку.
2. Горловини бензобаків автомобілів – пайка.
3. Деталі каркасів бортового тенту - прихватка та зварювання.
4. Ілюмінатори та кришки – зварювання.
5. Конуси масляних насосів та фільтрів автомобілів – наплавлення раковин у виливках.
6. Кожухи захисні – зварювання.
7. Кришки жолобів підвагонного освітлення – зварювання.
8. Кронштейни кріплення глушника до рами автомобіля – наплавлення тріщин.
9. Опоки - приварювання вушок.
10. Піддони до верстатів – зварювання.
11. Труби приймальні - зварювання запобіжних сіток.
12. Підсилювачі крил автомобілів – зварювання.
13. Кутові листи внутрішньої та зовнішньої обшиви трамвая - зварювання надрізів.
14. Фіксатори гідравлічних механізмів автосамоскидів - зварювання.
§ 7. Газозварювальник 3-го розряду
Характеристика робіт. Газове зварювання середньої складності вузлів, деталей та трубопроводів з вуглецевих та конструкційних сталей та простих деталей із кольорових металів та сплавів у всіх просторових положеннях зварного шва, крім стельових. Усунення раковин та тріщин у деталях та вузлах середньої складності наплавкою. Наплавлення твердими сплавами простих деталей. Попередній та супутній підігрів при зварюванні деталей з дотриманням заданого режиму.
Повинен знати:будову газозварювальної апаратури, що обслуговується; будова зварювальних швів та способи їх випробування; основні властивості металів, що зварюються; правила підготовки деталей та вузлів під зварювання та наплавлення; правила вибору режиму нагрівання металу залежно від його марки та товщини; причини виникнення внутрішніх напруг і деформацій у виробах, що зварюються, та заходи їх попередження; основні технологічні прийоми зварювання та наплавлення деталей зі сталі, кольорових металів та чавуну.
Приклади робіт
1. Арматура з олов'яних бронз та латуні кремнистої під пробний тиск до 1,6 МПа (15,5 атм.) – усунення дефектів наплавленням.
2. Вали колінчасті та кулачкові вали автомобілів – наплавлення спецсталями дефектних напівоброблених поковок.
3. Глушники – зварювання.
4. Двигуни внутрішнього згоряння (паливна та повітряна система) - зварювання.
5. Деталі автомобілів (горловини маслонагрівача, картер коробки, кришки картера) – усунення дефектів наплавленням.
6. Диски гальмівні бронзові – усунення раковин.
7. Кожухи еластичних муфт – зварювання.
8. Мости задні автомобілів- усунення раковин у виливках.
9. Облицювання радіатора автомобіля – усунення тріщин.
10. Поплавки регулятора рівня (арматура) – зварювання.
11. Рамки профільні вікна кабіни водія – зварювання.
12. Рами пантографів – зварювання за шаблоном.
13. Резервуари для негорючих рідин та гальмівних систем рухомого складу - зварювання.
14. Сальники валів перебірні - наплавлення корпусу та натискної втулки.
15. Ступиці заднього колеса, задній міст та інші деталі автомобіля - паяння ковкого чавуну.
16. Труби вентиляційні – зварювання.
17. Труби газовихлопні мідні - зварювання.
18. Труби пов'язані димогарні в котлах та труби пароперегрівачів - зварювання.
19. Труби гальмівної магістралі – зварювання.
20. Трубопроводи безнапірні для води (крім магістральних) – зварювання.
21. Трубопроводи зовнішніх та внутрішніх мереж водопостачання та теплофікації - зварювання в цехових умовах.
22. Кулі газофікаторів латунні (відкриті) – наплавлення.
§ 8. Газозварювальник 4-го розряду
Характеристика робіт. Газове зварювання складних деталей, конструкцій та трубопроводів з вуглецевих та конструкційних сталей та деталей середньої складності з кольорових металів та сплавів у всіх просторових положеннях зварного шва. Наплавлення твердими сплавами із застосуванням керамічних флюсів у захисному газі деталей та вузлів середньої складності. Усунення дефектів у великих чавунних та алюмінієвих виливках під механічну обробку та пробний тиск наплавленням. Усунення раковин та тріщин наплавленням в оброблених деталях та вузлах. Гаряча виправлення складних конструкцій.
Повинен знати:способи встановлення режимів зварювання металу в залежності від конфігурації та товщини деталей, що зварюються; способи зварювання кольорових сплавів, чавуну; випробування зварних швів із кольорових металів та сплавів; основні правила зварюваності металів; загальні поняттяпро методи отримання та зберігання найбільш поширених газів, що використовуються при газовому зварюванні (ацетилену, водню, кисню, пропан-бутану та ін.); види дефектів у зварних швах та методи їх попередження та усунення; правила читання креслень.
Приклади робіт
1. Арматура трубопроводів запірна з кольорових металів та сплавів під пробний тиск понад 1,6 до 4,9 МПа (понад 15,5 до 48,4 атм) – усунення дефектів наплавленням.
2. Бабітова заливка підшипників – наплавлення.
3. Блоки циліндрів двигунів автомобілів – усунення раковин у виливках.
4. Вали колінчасті – наплавлення шийок.
5. Вкладиші бронзові та латунні – наплавлення на сталеві підшипники.
6. Деталі та вузли з кольорових металів – зварювання з подальшим випробуванням під тиском.
7. Золотникові рамки, маятники – зварювання.
8. Зуби чавунних шестерень – наплавлення.
9. Вироби з кольорових сплавів тонкостінні (кришки охолоджувачів повітря, підшипникові щити, вентилятори турбогенераторів) - наварювання тіла латунню або силуміном.
10. Вироби чавунні великі (рами, шківи, маховики, шестерні) – усунення раковин та тріщин.
11. Картери великих моторів та корпусу механічної передачі тепловозів - зварювання.
12. Котушки полюсів електричних машин із смугової міді – зварювання перемичок.
13. Корпуси щіткотримачів, сегменти реверсів, ротори електродвигунів – наплавлення.
14. Меблі з алюмінію – зварювання.
15. Підігрівачі - зварювання обойми, водогрійної труби з обоймою, конусом, кільцями та фланцями.
16. Поршні пневматичних молотів – усунення раковин та тріщин.
17. Підшипники та вкладиші буксові, дишлові - наплавлення по рамці та наплавлення тріщин.
18. Рамки ілюмінаторні із алюмінієвих сплавів - зварювання.
19. Резервуари повітряні тролейбусів – зварювання.
20. Сітки металеві одинарні та кручені для целюлозно-паперового виробництва - паяння кінців срібним припоєм.
21. Трубки під датчики з радіоактивним ізотопом – усунення.
22. Трубні елементи казанів, бронелісти тощо. - Гаряча правка.
23. Трубопроводи зовнішніх та внутрішніх мереж водопостачання та теплофікації - зварювання на монтажі.
24. Трубопроводи технологічні (5 категорії) – зварювання.
25. Трубопроводи зовнішніх та внутрішніх мереж газопостачання низького тиску - зварювання в цехових умовах.
26. Холодильники латунні - зварювання швів під гідровипробування при тиску до 2,5 МПа (24,2 атм).
27. Кулі, поплавці та цистерни із спеціальних алюмінієвих сплавів - зварювання.
§ 9. Газозварювальник 5-го розряду
Характеристика робіт. Газове зварювання складних деталей, вузлів, механізмів, конструкцій та трубопроводів з високовуглецевих, легованих, спеціальних та корозійно-стійких сталей, чавуну, кольорових металів та сплавів, призначених для роботи під динамічними та вібраційними навантаженнями та під тиском. Наплавлення твердими сплавами складних деталей, вузлів, конструкцій та механізмів. Зварювання та усунення тріщин та раковин у тонкостінних виробах та у виробах із важкодоступними для зварювання місцями. Термообробка газовим пальником зварних стиків після зварювання.
Повинен знати:механічні та технологічні властивості металів, що зварюються, включаючи високолеговані сталі, а також наплавленого металу; правила вибору технологічної послідовності накладання швів та режимів зварювання; способи контролю та випробування зварних швів; вплив термічної обробки на властивості зварної сполуки.
Приклади робіт
1. Амбразури доменних печей – заварка раковин та тріщин.
2. Арматура трубопровідна запірна з олов'яних бронз та латуні (кремнистої) – заварка під пробний тиск понад 5 МПа (48,4 атм).
3. Балони, ковпаки, сфери, що працюють у вакуумі, – зварювання.
4. Ванни свинцеві – зварювання.
5. Гвинти гребні бронзові та латунні – виправлення дефектів наплавленням.
6. Деталі газозварювальної апаратури - паяння срібними припоями.
7. Змійовики з міді – зварювання.
8. Кесони мартенівських печей (гарячий ремонт) – внутрішнє зварювання.
9. Компенсатори сильфонного типу з корозійностійких сталей - пайка.
10. Колектори складної конфігурації з 20 і більше деталей з корозійностійких сталей та жароміцної сталі з перевіркою макроструктури за допомогою рентгенографії - зварювання.
11. Корпуси, кришки, трійники, коліна, чавунні циліндри - усунення дефектів наплавленням.
12. Котли парові – наплавлення тріщин.
13. Виливки алюмінієві та бронзові, складні та великі - наплавлення раковин та тріщин.
14. Прес-форми – зварювання у важкодоступних місцях.
15. Ротори електричних машин - зварювання короткозамкнутих кілець, стрижнів, наплавлення.
16. Станини складні, фартухи великих токарних верстатів - зварювання, наплавлення тріщин.
17. Трубки імпульсні системи КВП та автоматики - зварювання.
18. Трубні елементи парових котлів тиском до 4,0 МПа (38,7 атм.) – зварювання.
19. Трубопроводи зовнішніх та внутрішніх мереж газопостачання низького тиску – зварювання на монтажі.
20. Трубопроводи технологічні 3 та 5 категорії (груп), трубопроводи пари та води 3 та 5 категорії - зварювання.
21. Свинцеві труби - зварювання.
22. Трубопроводи зовнішніх мереж газопостачання середнього та високого тиску – зварювання на монтажі.
23. Холодильники латунні - зварювання швів під гідровипробування при тиску понад 2,5 МПа (24,2 атм.).
24. Циліндри двигунів внутрішнього згоряння - заварювання внутрішніх та зовнішніх сорочок.
25. Шини, стрічки, компенсатори до них із кольорових металів – зварювання.
§ 10. Газозварювальник 6-го розряду
Характеристика робіт. Газове зварювання складних деталей, вузлів механізмів, конструкцій та трубопроводів з високовуглецевих, легованих, спеціальних та корозійно-стійких сталей, чавуну, кольорових металів та сплавів, призначених для роботи під динамічними та вібраційними навантаженнями та під високим тиском. Наплавлення твердими сплавами складних деталей, вузлів, конструкцій та механізмів.
Повинен знати:різновид легких і важких сплавів, їх зварювальні та механічні властивості; види корозій та фактори, що викликають її; металографію зварних швів; методи спеціальних випробувань виробів, що зварюються, і призначення кожного з них.
Приклади робіт
1. Блоки поділу повітрокисневих цехів – зварювання деталей із кольорових металів.
2. Деталі та вузли з кольорових металів, що працюють під тиском понад 4,0 МПа (38,7 атм.) – зварювання.
3. Ємності, ковпаки, сфери та трубопроводи вакуумні та кріогенні – зварювання.
4. Лопатки роторів та статорів турбін – паяння.
5. Проведення імпульсних турбін і котлів - зварювання.
6. Трубні елементи парових котлів із тиском понад 4,0 МПа (38,7 атм.) – зварювання.
7. Трубопроводи зовнішніх мереж газопостачання середнього та високого тиску – зварювання при монтажі.
8. Трубопроводи технологічні 1 та 2 категорії (груп), а також трубопроводи пари та води 1 та 2 категорії - зварювання.
§ 55. Електрозварювальник ручного зварювання(2-й розряд)
Характеристика робіт
- Прихватка деталей, виробів та конструкцій у всіх просторових положеннях зварного шва.
- Ручне дугове та плазмове зварювання простих деталей у нижньому та вертикальному положенні зварного шва, наплавлення простих деталей.
- Підготовка виробів та вузлів під зварювання та зачищення швів після зварювання.
- Забезпечує захист зворотного боку зварного шва в процесі зварювання в захисному газі.
- Нагрів виробів та деталей перед зварюванням.
- Читання простих креслень.
Повинен знати:
- будову та принцип дії електрозварювальних машин та апаратів для дугового зварювання в умовах застосування змінного та постійного струму;
- способи та основні прийоми прихватки;
- форми поділу швів під зварювання;
- будову балонів;
- кольори, фарби та правила поводження з ними;
- правила зварювання у захисному газі та правила забезпечення захисту при зварюванні;
- правила обслуговування електрозварювальних апаратів;
- види зварних з'єднань та швів;
- правила підготовки кромок виробів для зварювання;
- типи обробок та позначення зварних швів на кресленнях;
- основні властивості застосовуваних електродів і металу, що зварюється, і сплавів;
- призначення та умови застосування контрольно-вимірювальних приладів;
- причини виникнення дефектів при зварюванні та способи їх попередження;
- пристрій пальників для зварювання електродом, що не плавиться в захисному газі.
Приклади робіт
- 1. Баки трансформаторів - підварювання стін під автоматичне зварювання.
- 2. Балки люлечні, бруси підресорні та надресорні суцільнометалевих вагонів та вагонів електростанцій - приварювання підсилюючих косинців, направляючих та центруючих кілець.
- 3. Балки прокатні - наварювання точок та захоплюючих коліс по розмітці.
- 4. Бійки, шаботи парових молотів – наплавлення.
- 5. Діафрагми рам платформ та металевих напіввагонів та віконні каркаси пасажирських вагонів – зварювання.
- 6. Каркаси дитячого стільця, табуретки, теплиці – зварювання.
- 7. Кожухи огорожі та інші слабонавантажені вузли сільськогосподарських машин – зварювання.
- 8. Кронштейни жниварки, валики гальмівного управління - зварювання.
- 9. Кронштейни підрамників автосамоскидів - зварювання.
- 10. Накладки та підкладки ресори - зварювання.
- 11. Опоки сталеві - зварювання.
- 12. Рами баків трансформаторів-зварювання.
- 13. Рами матраців ліжок, сітки панцирні та ромбічні – зварювання.
- 14. Різці прості - наплавлення швидкорізу та твердого сплаву.
- 15. Сталеві та чавунні дрібні виливки - наплавлення раковин на місцях, що не обробляються.
Зварювання електродугове:
- 1. Бобишки, втулки, склянки – прихватка.
- 2. Конструкції, що не підлягають випробуванню - приварювання набору на стенді та в нижньому положенні.
- 3. Плити, стійки, косинці, куточки, каркаси, фланці прості з металу завтовшки понад 3 мм - прихватка.
- 4. Майданчики та трапи – наплавлення валиків (рифлення).
- 5. Стелажі, ящики, щитки, рамки з косинців та смуг – прихватка.
- 6. Таврові вузли та чищення фундаментів під допоміжні механізми – зварювання.
- 7. Набір до легких перегородок та вигородок у нижньому положенні - приварювання на ділянці попереднього складання.
- 8. Деталі кріплення обладнання, ізоляції, кінці технологічні, гребінки, тимчасові планки, бобишки - приварювання до конструкцій з вуглецевих і низьколегованих сталей.
Зварювання у захисних газах:
- 1. Зварні з'єднання відповідальних конструкцій – захист зварного шва у процесі зварювання.
§ 56. Електрозварювальник ручного зварювання (3-й розряд)
Характеристика робіт
- Ручне дугове та плазмове зварювання середньої складності деталей, вузлів та конструкцій з вуглецевих сталей та простих деталей із конструкційних сталей, кольорових металів та сплавів у всіх просторових положеннях зварного шва, крім стельового.
- Ручне дугове кисневе різання, стругання деталей середньої складності з маловуглецевих, легованих, спеціальних сталей, чавуну та кольорових металів. різних положеннях.
- Наплавлення зношених простих інструментів, деталей із вуглецевих та конструкційних сталей.
Повинен знати:
- будову електрозварювальних машин і зварювальних камер;
- вимоги до зварювального шва та поверхонь після кисневого різання (стругання);
- властивості та значення обмазок електродів;
- основні види контролю зварних швів;
- способи підбору марок електродів, залежно від марок сталі;
- причини виникнення внутрішніх напруг і деформацій у виробах, що зварюються, і заходи їх попередження.
Приклади робіт
- 1. Барабани бітерні та ріжучі, передні та задні осі тракторного причепа, дишла та рами комбайна та хедера, шнеки та жниварки, грабліна та мотовила – зварювання.
- 2. Боковини, перехідні майданчики, підніжки, обшивка залізничних вагонів – зварювання.
- 3. Буї та бочки рейдові, артщити та понтони – зварювання.
- 4. Вали електричних машин – наплавлення шийок.
- 5. Деталі каркасу кузова вантажних вагонів – зварювання.
- 6. Деталі лаштункового механізму - наплавлення отворів.
- 7. Каркаси для щитів та пультів управління – зварювання.
- 8. Катки опорні – зварювання.
- 9. Кільблоки – зварювання.
- 10. Кожухи у зборі, котли обігріву – зварювання.
- 11. Колодки гальма вантажних автомобілів, кожухи, півосі заднього моста – підварювання.
- 12. Конструкції, вузли, деталі артустановки – зварювання.
- 13. Корпуси електричної вибухонебезпечної апаратури – зварювання.
- 14. Крани вантажопідйомні – наплавлення скатів.
- 15. Кузова автосалонів – зварювання.
- 16. Рами тепловоза – приварювання кондукторів, листів настилу, деталей.
- 17. Різці фасонні та штампи прості - зварювання та наплавлення швидкорізу та твердого сплаву.
- 18. Станини верстатів малих розмірів – зварювання.
- 19. Стійки, бункерні грати, перехідні майданчики, сходи, перила огорож, настили, обшивка котлів – зварювання.
- 20. Труби димові заввишки до 30 м та вентиляційні з листової вуглецевої сталі - зварювання.
- 21. Труби зв'язкові димогарні в котлах та труби пароперегрівачів - зварювання.
- 22. Нагріті труби - наплавлення буртів.
- 23. Трубопроводи безнапірні для води (крім магістральних) – зварювання.
- 24. Трубопроводи зовнішніх та внутрішніх мереж водопостачання та теплофікації - зварювання в стаціонарних умовах.
- 25. Шестерні – наплавлення зубів.
Зварювання електродугове:
- 1. Баки розширювальні – зварювання, приварювання труб.
- 2. Баки, трубопроводи, судини, ємності з вуглецевої та низьколегованих сталей під налив водою – зварювання.
- 3. Буї, бочки рейдові, артщити та понтони – зварювання.
- 4. Валики, втулки – наплавлення у нижньому положенні.
- 5. Вали та станини електромоторів – заварювання раковин та тріщин.
- 6. Вигородки легені – зварювання на стапелі між собою та до внутрішніх конструкцій.
- 7. Втулки на лицьових панелях головних розподільчих щитів – приварювання до кондуктора.
- 8. Двері, кришки люків проникні – зварювання.
- 9. Двері проникні, кришки люків – зварювання.
- 10. Деталі розподільних щитів: ковпачки, замінники, жолобки, петлі, бочки, стійки, навариші, шпильки - приварювання до корпусу, каркасу або кришці.
- 11. Деталі суднових механізмів - наплавлення кромок листів та інших деталей при складальних роботах.
- 12. Деталі вузлів, дрібних фундаментів товщиною металу 3 мм і вище з вуглецевих сталей - зварювання.
- 13. Дифузори компенсаторів газотурбінних установок, фундаментальні рами – прихватка деталей.
- 14. Димарі та димові труби головних та допоміжних котлів - зварювання вертикальних та горизонтальних швів, приварювання ребер жорсткості.
- 15. Жолоби прямі та кутові для прокладання кабелів - приварювання вздовж траси дистанційного керування.
- 16. Заготовки круглі для штампів – зварювання.
- 17. Замки: барашкові, регільні, важільні, шпингалетні - зварювання стикових та нахлесткових з'єднань.
- 18. Зашивка під час монтажу обладнання - зварювання в нижньому положенні.
- 19. Ілюмінатори полегшені – зварювання.
- 20. Камери водяні, кожухи компенсаторів, рами, агрегати живлення – зварювання.
- 21. Камери для дробометних установок, броньовий захист для дробоструминних апаратів - зварювання.
- 22. Каркаси, кронштейни, балки та рами приладові простої конструкції - зварювання.
- 23. Каркас та обшивка допоміжних водотрубних утилізаційних котлів та повітропідігрівачів - зварювання.
- 24. Каркаси, ліжка та інше оснащення для збирання великих вузлів - зварювання в об'ємні вузли.
- 25. Кишені для фотосхем, пеналів, запасних запобіжників, плавких вставок – приварювання у струморозподільних пристроях.
- 26. Конструкції корпусні зварені з вуглецевих та низьколегованих сталей - повітряно-дугове стругання у всіх просторових положеннях (видалення тимчасових елементів, виплавка дефектних ділянок зварних швів, обробка кромок).
- 27. Кріплення баласту – зварювання на стапелі.
- 28. Кришки герметичних коробок - приварювання обечайок, жолобків.
- 29. Каркаси та облицювання дверей струморозподільних пристроїв – зварювання.
- 30. Каркаси побутівок, ліжка - зварювання в об'ємні вузли.
- 31. Ковзани електромостового крана - наплавлення.
- 32. Кільблоки та клітини для стапеля - зварювання.
- 33. Конструкції основного корпусу зі сталей АК і ПЗ - електроприхватка (що видаляється) по монтажним стикам.
- 34. Кожухи, жолоби, панелі, піддони з вуглецевих та низьколегованих сталей товщиною металу понад 2 мм - зварювання.
- 35. Корпуси турбін високого тиску – прихватка.
- 36. Кузови, рами пересувних дизель-електростанцій, рамки, важелі, косинці - зварювання.
- 37. Кріплення спецпокриттів: шпильки, скоби, гребінки – приварювання.
- 38. Кільця розпірні, противаги, балки розпірні - приварювання до ОК з технологічним непроміром.
- 39. Кришки водонепроникні - приварювання під тиском від 0,1 до 1,5 МПа (1-15 кгс/кв. см).
- 40. Комінгси кришок, дверей, люків, горловини, решітки – зварювання.
- 41. Листи відкидні, обтічники, суднові пристрої - зварювання в цеху.
- 42. Люк світлий - зварювання корпусу та приварювання кришок.
- 43. Надбудови - приварювання набору, зварювання та приварювання до палуб.
- 44. Надбудови - приварювання набору, зварювання та приварювання до палуб у нижньому та вертикальному положеннях.
- 45. Насичення слюсарного корпусу – зварювання.
- 46. Зовнішній корпус - зварювання технологічних закладень, що не підлягають контролю.
- 47. Нескладні корпусні конструкції - електроповітряна стружка (наплавлення кореня шва та видалення тимчасових кріплень).
- 48. Обрешітники ізоляції по бортах і перебиранням - зварювання на стапелі та на плаву.
- 49. Грамадник - приварювання в стельовому положенні.
- 50. Обуха та вироби вантажопідйомні до 5 т - зварювання ділянки попереднього збирання.
- 51. Обшивка каркасів, лицьові панелі - приварювання до конструкцій.
- 52. Огородження майданчиків, віялові огородження поручня (шторм-поручні, поручні до трапів) - приварювання до конструкцій.
- 53. Опори, накладки для розподільних щитів – зварювання.
- 54. Пайпи настилів – зварювання.
- 55. Підвіски труб, кабелів, кріплення електроприладів, скоби з вуглецевих та низьколегованих сталей - зварювання.
- 56. Підставки опорні, тумби, балки без обробки кромок - зварювання.
- 57. Пристосування спеціальні для заливання кабельних коробок - приварювання втулки до валу.
- 58. Перебирання легкі, вигородки - приварювання ребер жорсткості в нижньому положенні.
- 59. Перо керма з маловуглецевих сталей - зварювання.
- 60. Перебирання поперечні та поздовжні, вигородки палуби - зварювання вузлів, полотнищ по стиках та пазах у нижньому положенні на ділянці попереднього складання.
- 61. Планки, книці, скоби, стійки, підвіски труб, кабелів, кріплення електроприладів – приварювання на стапелі.
- 62. Протектори – приварювання.
- 63. Рами та каркаси приладові складної конфігурації - зварювання.
- 64. Розпірні балки, кільця, хрестовини – приварювання до основного корпусу.
- 65. Ґрати із трубок діаметром від 10 до 15 мм - зварювання.
- 66. Ролики, маточини, муфти - заварка та наплавлення зубів.
- 67. Рулі - зварювання плоскої частини пір'я.
- 68. Столи газорізальні, ящики для перевезення деталей та шихти – зварювання.
- 69. Скоби-трали, перехідні містки, майданчики, фальшборти, цифри, літери - приварювання на стапелі.
- 70. Скоби, кріплення пакетників, кліщів, панелей – зварювання.
- 71. Столи газорізальні, ящики для перевезення деталей та муфти - зварювання.
- 72. Стелажі для зберігання документації – зварювання.
- 73. Стінки з листового металу товщиною 3 мм і вище - зварювання в нижньому та вертикальному положенні.
- 74. Трапи вертикальні та похилі (сталеві), сходи - зварювання.
- 75. Труби димоходів камбуза – зварювання.
- 76. Труби суднової вентиляції з вуглецевих та низьколегованих сталей завтовшки понад 2 мм - зварювання.
- 77. Пристрій повітронапрямний, повітронагрівачі водотрубних котлів - зварювання.
- 78. Пристрій леєрний, навантажувальний, лебідки, юшки - зварювання.
- 79. Фланці вентиляційні – зварювання.
- 80. Фундаменти з вуглецевих та низьколегованих сталей: під допоміжні механізми, балони, шлюпкові та швартовні пристрої, кріплення обладнання - зварювання.
- 81. Хвостовики сальників, пуансонів, штампів – приварювання до металевих конструкцій.
- 82. Циліндри, патрубки, склянки, що не вимагають випробувань на герметичність - зварювання поздовжніх та кільцевих швів.
- 83. Шафи та сейфи із замками - зварювання.
- 84. Шпангоути з вуглецевих та низьколегованих сталей - зварювання та приварювання до обшивки на ділянці попереднього складання.
- 85. Штампи середньої складності тиском до 400 т – зварювання.
- 86. Якорі, ахтерштевні, форштевні – заварювання дефектів.
Зварювання у захисних газах:
- 1. Бобишки, денця, хрестовини, перегородки, планки, ребра, склянки, косинці, фланці, штуцери у зібраних зварних вузлах з алюмінієвих, мідних та інших сплавів – прихватка.
- 2. Вигородки легкі, платформи зі сплавів – зварювання між собою та приварювання на стапелі до внутрішніх конструкцій.
- 3. Гільзи на опору з мідних та мідно-нікелевих сплавів – зварювання бобишок, відростків.
- 4. Деталі ізоляції водотрубних котлів – зварювання.
- 5. Деталі з алюмінієвих сплавів, товщиною металу понад 3 мм – прихватка.
- 6. Деталі рами з алюмінієвих сплавів товщиною 6 мм – зварювання.
- 7. Деталі для кріплення меблів та виробів із кольорових сплавів – приварювання.
- 8. Вироби, що працюють під тиском – захист шва в процесі зварювання.
- 9. Вироби з алюмінієвих сплавів товщиною металу понад З мм (кожухи, жолоби, панелі, екрани, піддони, коробки, корпуси, кришки, каркаси, кронштейни, вузли різні) – зварювання.
- 10. Вироби з латуні товщиною металу до 1,5 мм – зварювання під хромування.
- 11. Каркаси, кронштейни, рами з профільного металу, зі сплавів – зварювання.
- 12. Кожухи на трасі парового опалення та електрокабелів із кольорових сплавів - зварювання.
- 13. Коробки розміром 300х300х100 мм - прихватка та зварювання.
- 14. Меблі металеві - зварювання.
- 15. Набір у секціях із алюмінієвих сплавів - прихватка при встановленні.
- 16. Виливки з кольорових сплавів, нескладних конструкцій – заварювання раковин та тріщин.
- 17. Виливки кольорового лиття – заварювання дефектів.
- 18. Планки, касети, скоб-мости, підвіски, хвостовики та інше насичення зі сплавів – приварювання.
- 19. Підвіски, фундаменти під електрообладнання - зварювання на ділянці попереднього збирання.
- 20. Прості деталі з титану та його сплавів – зварювання.
- 21. Резервуари зі сплавів, які потребують гідровипробувань на непроникність - зварювання.
- 22. Резервуари, які потребують гідровипробувань на непроникність - зварювання.
- 23. Пристрої леєрні (стійки, леєри, обшивки, гачки заземлення) із кольорових сплавів - зварювання.
- 24. Фундаменти головні, шпангоути, рубки, цистерни - захист зварного шва у процесі зварювання.
- 25. Шпильки, скоби зі сплавів – приварювання до конструкцій судна.
§ 57. Електрозварювальник ручного зварювання (4-й розряд)
Характеристика робіт
- Ручне дугове та плазмове зварювання середньої складності деталей апаратів, вузлів, конструкцій та трубопроводів із конструкційних сталей, чавуну, кольорових металів та сплавів та складних деталей, вузлів, конструкцій та трубопроводів із вуглецевих сталей у всіх просторових положеннях зварного шва.
- Ручне кисневе різання (стругання) складних деталей із високовуглецевих, спеціальних сталей, чавуну та кольорових металів, зварювання конструкцій із чавуну.
- Наплавлення нагрітих балонів та труб, дефектів деталей машин, механізмів та конструкцій.
- Наплавлення складних деталей, вузлів та складних інструментів.
- Читання креслень складних зварних металоконструкцій.
Повинен знати:
- будову різної електрозварювальної апаратури;
- особливості зварювання та дугового різання на змінному та постійному струмі;
- технологію зварювання виробів у камерах із контрольованою атмосферою;
- основи електротехніки в межах виконуваної роботи;
- способи випробування зварених швів;
- види дефектів у зварних швах та методи їх попередження та усунення;
- принципи підбору режиму зварювання за приладами;
- марки та типи електродів;
- механічні властивості металів, що зварюються.
Приклади робіт
- 1. Апарати, судини, ємності з вуглецевої сталі, що працюють без тиску – зварювання.
- 2. Арматура несучих залізобетонних конструкцій- Зварювання.
- 3. Баки трансформаторів – приварювання патрубків, зварювання коробок під висновки, коробок охолоджувачів, установок струму та кришок баків.
- 4. Балери керма, кронштейни гребних валів – наплавлення.
- 5. Гарнітура та корпуси пальників котлів – зварювання.
- 6. Деталі з чавуну - зварювання, наплавлення з підігрівом та без підігріву.
- 7. Камери робочих коліс гідравлічних турбін - зварювання та наплавлення.
- 8. Каркаси промислових печей та котлів ДКВР – зварювання.
- 9. Картери моторів – зварювання.
- 10. Колектори газовихлопні та труби - зварювання та підварювання.
- 11. Кільця регулюючі гідравлічних турбін - зварювання та наплавлення.
- 12. Корпуси та мости провідних коліс жниварки - зварювання.
- 13. Корпуси компресорів, циліндри низького та високого тиску повітряних компресорів – наплавлення тріщин.
- 14. Корпуси роторів діаметром до 3500 мм – зварювання.
- 15. Корпуси стопорних клапанів турбін потужністю до 25000 кВт – зварювання.
- 16. Кріплення та опори для трубопроводів – зварювання.
- 17. Кронштейни та шкворневі кріплення візка тепловоза – зварювання.
- 18. Листи великих товщин (броня) – зварювання.
- 19. Щогли, вежі бурові та експлуатаційні - зварювання в цехових умовах.
- 20. Підкоси, півосі стійки шасі літаків – зварювання.
- 21. Плити фундаментні великі електричні машини - зварювання.
- 22. Пилегазовоздухопроводи, вузли паливовіддачі та електрофільтрів - зварювання.
- 23. Рами трансформаторів – зварювання.
- 24. Рами ліжок - зварювання в поворотному кондукторі у всіх просторових положеннях, крім стельового.
- 25. Резервуари для нафтопродуктів місткістю менше ніж 1000 куб.м - зварювання.
- 26. Рейки та збірні хрестовини - наплавлення кінців.
- 27. Статори турбогенераторів з повітряним охолодженням – зварювання.
- 28. Станини дробарок - зварювання.
- 29. Станини та корпуси електричних машин зварно-литі - зварювання.
- 30. Станини великогабаритних верстатів чавунні – зварювання.
- 31. Станини робочих клітей прокатних станів - наплавлення.
- 32. Трубопроводи зовнішніх та внутрішніх мереж водопостачання та теплофікації - зварювання при монтажі.
- 33. Трубопроводи зовнішніх та внутрішніх мереж газопостачання низького тиску - зварювання у стаціонарних умовах.
- 34. Трубопроводи технологічні (V категорії) – зварювання.
- 35. Фрези та штампи складні - зварювання та наплавлення швидкорізу та твердого сплаву.
- 36. Фахверки, зв'язки, ліхтарі, прогони, монорейки – зварювання.
- 37. Циліндри блоку машин - наплавлення раковин.
- 38. Цистерни автомобільні – зварювання.
Зварювання електродугове:
- 1. Арматура, трубопроводи, відростки, фланці, штуцери, балони, резервуари, цистерни з вуглецевих сталей, що працюють під тиском 1,5 до 4,0 МПа (від 15 до 40 кгс/см2) - зварювання.
- 2. Балки та траверзи візків кранів та механізмів – зварювання.
- 3. Бобишки, фланці, навариші, штуцери балонів компресорів високого тиску – зварювання.
- 4. Балони, баки, резервуари, цистерни, сепаратори, фільтри, випарники з вуглецевих сталей – зварювання під тиском від 0,1 до 1,5 МПа (від 1 до 15 кгс/кв.см).
- 5. Бачки відбивні з маловуглецевих сталей завтовшки від 1,0 до 1,5 мм - зварювання в нижньому положенні.
- 6. Банкетки, корпуси шахт, корпуси лебідок, корпуси редукторів лебідок, палубні склянки – зварювання під тиском від 0,1 до 1,0 МПа (від 1 до 10 кгс/кв. см) у нижньому положенні.
- 7. Блок-секції – приварювання вигородок, насичення до корпусу.
- 8. Валики ватерліній – наплавлення по корпусу судна.
- 9. Вали колінчасті середніх розмірів - зварювання та наплавлення зношених частин.
- 10. Гвинти гребні, лопаті, маточини звичайного класу точності всіх розмірів та конструкцій - повітряно-дугове стругання всіх поверхонь.
- 11. Вигородки, перебирання та рубання - зварювання та приварювання у різних просторових положеннях.
- 12. Газові лопи, повітророзподільники, труби вентиляції в надбудові - зварювання.
- 13. Глушники компенсаторів високого тиску, сталеві, товщиною металу 1,5 мм та діаметром до 100 мм - зварювання.
- 14. Двері, кришки люків водогазонепроникні - зварювання.
- 15. Днищові, бортові, верхні та нижні палуби, платформи, об'ємні секції країв, перебирання поперечні та поздовжні - зварювання стиків набору на стапелі.
- 16. Деталі слюсарного насичення по основному корпусу та обшивці основних цистерн - зварювання.
- 17. Деталі шельфів - приварювання до міжвідсічним поперечним перебиранням.
- 18. Двері, щити, косинці, листи, втулки з товщиною металу від 1,4 до 1,6 мм – зварювання.
- 19. Деталі складної конфігурації, призначені для робіт під динамічними та вібраційними навантаженнями, товщиною матеріалу від 10 до 16 мм – зварювання.
- 20. Вироби МСЧ – антикорозійні наплавлення зі сталей типу АК на поверхні під механообробку.
- 21. Кожухи, жолоби, панелі, піддони з вуглецевих і низьколегованих сталей завтовшки до 2 мм, з легованої сталі завтовшки понад 2 мм - зварювання.
- 22. Коробки кабельні – зварювання під випробуванням тиском від 0,1 до 1,5 МПа (від 1 до 15 кгс/кв.см) при вузловому складанні.
- 23. Кожухи, жолоби, панелі, піддони з вуглецевих і низьколегованих сталей завтовшки до 2 мм, з легованої сталі завтовшки понад 2 мм - зварювання.
- 24. Канали суднової вентиляції - приварювання до перебирання на стапелі.
- 25. Клюзи якірні – зварювання.
- 26. Кожухи, жолоби, панелі, піддони з легованих сталей завтовшки до 2 мм - зварювання.
- 27. Клапани вентиляції – зварювання.
- 28. Комінгси вантажних трюмів – зварювання набору між собою.
- 29. Конструкції корпусні з вуглецевих, низьколегованих та високолегованих сталей - повітряно-дугова стружка у важкодоступних місцях (виплавка кореня шва, видалення тимчасових елементів, виплавка дефектних ділянок).
- 30. Конструкції судновозного поїзда – зварювання.
- 31. Корпус надводного судна: зовнішня обшивка палуби - зварювання стиків та пазів на стапелі у всіх положеннях.
- 32. Корпуси важких ілюмінаторів - зварювання та вварювання в корпус судна.
- 33. Корпусні конструкції та вузли, до 20% зварних швів яких піддаються ультразвуковому чи гаммаграфічному контролю - зварювання.
- 34. Кронштейни, кромки, екрани з листового та профільного металу товщиною до 2 мм – зварювання.
- 35. Кришки та корпуси підшипників з виливків - зварювання під випробування на непроникність.
- 36. Листи знімні з вуглецевих та низьколегованих сталей - зварювання.
- 37. Марки поглиблення, вантажне зварювання – приварювання до корпусу судна.
- 38. Щогли, вантажні стріли, вантажні колони - зварювання монтажних стиків та вибійних листів на стапелі.
- 39. Щогли сигнальні - зварювання при складанні.
- 40. Металоконструкції суден - підварювання дефектних ділянок швів при випробуванні на стапелі та на плаву у всіх положеннях.
- 41. Міжвідсічні поперечні перебирання - зварювання.
- 42. Насичення слюсарно-корпусне - приварювання на поперечних та поздовжніх перебираннях надбудови.
- 43. Набір поздовжній та поперечний днищових, бортових та палубних (розрахункових) секцій із конструкційних сталей - зварювання між собою та приварювання до зовнішньої обшивки та настилу палуб на передстапельному складанні.
- 44. Набір з обробкою кромок, стики та пази перебірок зі сталі - складання та приварювання на ділянці попереднього складання.
- 45. Набір секцій днища висотою від 0,8 до 1,5 м - приварювання в носовому краю, до настилу дна і зварювання між собою.
- 46. Надбудови, рубки з легованих сталей - зварювання та приварювання до основного корпусу.
- 47. Настили подвійного дна - зварювання стиків та пазів на стапелі.
- 48. Насичення вантажних щоглів, стріл (головки, фундаменти, майданчики керування з леєрною огорожею) - приварювання до конструкцій.
- 49. Обухи для транспортування секцій вантажопідйомністю до 20 т - зварювання та приварювання до секцій.
- 50. Обухи вантажопідйомністю понад 20 т - приварювання та зварювання.
- 51. Перо керма зі сталі - зварювання плоскої частини.
- 52. Поперечні та поздовжні перебирання, зовнішні стінки надбудов - зварювання стиків та пазів полотнищ у всіх положеннях на стапелі.
- 53. Підкріплення під фундаменти, упору будовного пристрою, бічні кілі, зовнішні стінки цистерн, зовнішні стінки димової труби - приварювання на стапелі.
- 54. Інші цистерни - зварювання швів з обробкою кромок та конструктивним непроваром на секційному складанні.
- 55. Рейки цехових електровізків - зварювання.
- 56. Стики та пази обшивки кормового краю, бракет та стабілізаторів - зварювання.
- 57. Стики листів стінок, дахів та набору внутрішніх цистерн - зварювання та приварювання до обшивки, перебирання та між собою.
- 58. Стики монтажні залізобетонних склепінь - зварювання.
- 59. Тамбур, шлюз, санвузли - зварювання та привари.
- 60. Труби суднової вентиляції з вуглецевих та низьколегованих сталей товщиною до 2 мм - зварювання та приварювання до них фланців.
- 61. Трубопроводи з вуглецевих сталей, що працюють під тиском від 0,1 до 1,5 МПа (від 1 до 15 кгс/см2) при товщині стінки труби понад 2 мм - зварювання.
- 62. Трубопроводи – зварювання стиків на підкладних кільцях з контролем якості швів рентгенографуванням.
- 63. Трубопроводи - зварювання стиків з наддувом із контролем якості швів рентгенографуванням.
- 64. Пристрої якірні, буксирні, спускові та швартовні, упори стройового пристрою - зварювання.
- 65. Фланці, патрубки, штуцери, привариші, насадки, ніпелі - приварювання до трубопроводу під тиском від 0,1 до 1,5 МПа (від 1 до 15 кгс/кв.см).
- 66. Фундаменти з легованих сталей під допоміжні механізми, балони, шлюпкові та швартовні пристрої - зварювання.
- 67. Шпангоути – зварювання стиків при термообробці на установці ТВЧ.
- 68. Штампи для пресів тиском понад 400 т – зварювання.
Зварювання у захисних газах:
- 1. Арматура з олов'янистих бронз під тиском від 0,1 до 1,5 МПа (від 1 до 15 кгс/кв.см) - наплавлення дефектів виливків, що розкрилися, після механічної обробки.
- 2. Арматура, лиття, деталі з алюмінієво-магнієвих сплавів-зварювання, заварювання дефектів.
- 3. Вентилятори – зварювання дисків зі щіткою із алюмінієвих сплавів.
- 4. В'юшки з кольорових сплавів – зварювання.
- 5. Головки полум'яної труби, полум'яна труба з алюмінієвих сплавів – зварювання.
- 6. Газовихлопи, глушники з нержавіючих сталей, мідно-нікелевих сплавів - зварювання.
- 7. Глушники компресорів високого тиску з алюмінієвих сплавів товщиною металу від 2 до 3 мм – зварювання.
- 8. Деталі насичення корпусу з алюмінієвих сплавів – приварювання у стельовому положенні.
- 9. Деталі та вузли з алюмінієво-магнієвих сплавів середньої складності, що працюють під тиском від 0,1 до 1,0 МПа (від 1 до 10 кгс/см2) - зварювання.
- 10. Деталі та вузли струморозподільних пристроїв з алюмінієвих сплавів: коробки герметичні, обичайки, косинці, петлі – шарніри, банки, скоби, стійки, рамки, буртики, привариші, сальники, жолобки – приварювання до корпусу та зварювання.
- 11. Корпусні конструкції після гідравлічних випробувань - прихватка, зварювання, виправлення дефектів швів; прив'язка тимчасових кріплень.
- 12. Кільця відростки труб секцій із кольорових сплавів під тиском від 0,1 до 1,5 МПа (від 1 до 15 кгс/кв.см) – зварювання.
- 13. Конструкції з алюмінієвих, титанових та кольорових сплавів - заварка отворів, прихватка у вертикальному та стельовому положенні.
- 14. Крилатки, фланці, кришки електроприладів із алюмінієвих сплавів - заварка тріщин, прив'язка відбитих частин.
- 15. Конструкції зі сплавів – прихватка у всіх просторових положеннях.
- 16. Конструкції з алюмінієвих та титанових сплавів – правка методом накладання холостих валиків.
- 17. Конструкції композитні (сталь – алюмінієвий сплав) – зварювання з використанням біметалічних вставок.
- 18. Щогли з алюмінієвих сплавів - зварювання стиків та пазів стовбура щогли та приварювання комплектуючих виробів.
- 19. Надбудови, рубки з алюмінієвих сплавів – зварювання об'ємних вузлів, стиків набору у місцях перетину.
- 20. Виливка з товщиною стінки до 10 мм - заварка раковин, тріщин під випробування тиском 0,1 до 1,0 МПа (від 1 до 10 кгс/см2).
- 21. Виливки з алюмінієвих сплавів – заварювання дефектів.
- 22. Виливки з товщиною стінки понад 10 мм, що працюють під тиском понад 1,0 МПа (10 кгс/кв.см) – заварювання дефектів.
- 23. Поршні гідроциліндрів та інші вироби (гаки якірних пристроїв, сальники лебідок) – наплавлення мідними сплавами.
- 24. Рами, стулки із кольорового металу - приварювання вхідних деталей.
- 25. Таврові з'єднання - з повним проваром листа зовнішньої обшивки з алюмінієвих сплавів.
- 26. Стики труб, що не працюють під тиском, з алюмінієвих та кольорових сплавів - зварювання поворотних стиків.
- 27. Трапи вертикальні та похилі з алюмінієвих сплавів - зварювання.
- 28. Вузли арматури із кольорових металів – приварювання деталей, заварювання деталей під тиском від 0,1 до 1,5 МПа (від 1 до 15 кгс/кв.см).
- 29. Фланці, валики, корпуси, коробки, кришки, блоки - наплавлення та заварювання бронзою, сплавами, корозійно-стійкими сталями.
- 30. Фундаменти під механізми та прилади - редагування.
- 31. Шви після автоматичного зварювання в захисних газах - виконання жолобників та оздоблювальних валиків.
- 32. Шпигати зі сплавів – обварювання.
- 33. Шинопровод мідний з товщиною металу 12 мм - зварювання з попереднім підігрівом металу.
§ 58. Електрозварювальник ручного зварювання (5-й розряд)
Характеристика робіт
- Ручне дугове та плазмове зварювання складних будівельних та технологічних конструкцій, що працюють у складних умовах.
- Ручне дугове кисневе різання (стругання) складних деталей з високовуглецевих, легованих та спеціальних сталей та чавуну.
- Наплавлення дефектів різних деталей машин, механізмів та конструкцій.
- Наплавлення складних деталей та вузлів.
Повинен знати:
- електричні схеми та конструкції різних типівзварювальних машин;
- технологічні властивості металів, що зварюються, металу, наплавленого електродами різних марок і виливків, що піддаються струганню;
- технологію зварювання відповідальних виробів у камерах із контрольованою атмосферою;
- вибір технологічної послідовності накладання швів та режимів зварювання;
- способи контролю та випробування відповідальних зварних швів;
- правила читання креслень складних зварних просторових металоконструкцій
Приклади робіт
- 1. Апарати та судини з вуглецевих сталей, що працюють під тиском, та з легованих сталей, що працюють без тиску - зварювання.
- 2. Арматура мартенівських печей – зварювання під час ремонту діючого обладнання.
- 3. Арматура несучих та відповідальних залізобетонних конструкцій: фундаменти, колони, перекриття тощо. - Зварювання.
- 4. Баки унікальних потужних трансформаторів – зварювання, включаючи приварювання підйомних гаків, домкратних скоб, нержавіючих плит, що працюють під динамічними навантаженнями.
- 5. Балки хребтові, буферні, шкворневі, рами візків локомотивів та вагонів, ферми кузова вагона – зварювання.
- 6. Балки та траверси візків кранів та балансири – зварювання.
- 7. Балки прогонові мостових кранів вантажопідйомністю менше 30 т – зварювання.
- 8. Барабани котлів тиском до 4,0 МПа (38,7 атм) – зварювання.
- 9. Блоки будівельних та технологічних конструкцій з листового металу (повітронагрівачі, скубери, кожухи доменних печей, сепаратори, реактори, газоходи доменної печі тощо) – зварювання.
- 10. Блоки циліндрів та водяні колектори дизелів - зварювання.
- 11. Вали колінчасті великі – зварювання.
- 12. Газгольдери та резервуари для нафтопродуктів об'ємом 5000 куб.м і більше – зварювання у стаціонарних умовах.
- 13. Газонефтепродуктопроводи – зварювання на стелажі.
- 14. Деталі машин та механізмів (апарати засипні доменних печей, гребні гвинти, лопаті турбін, валки прокатних станів тощо) - на плавлення спеціальними, твердими, зносостійкими та корозійно-стійкими матеріалами.
- 15. Деталі машин, механізмів та конструкцій ковані, штамповані та литі (гребні гвинти, лопаті турбін, блоки циліндрів деталей тощо) - наплавлення дефектів.
- 16. Кесони для мартенівських печей, що працюють при високих температурах- Зварювання.
- 17. Колони, бункери, кроквяні та підкроквяні ферми, балки, естакади тощо. - Зварювання.
- 18. Конструкції радіощогл, телевеж та опор ЛЕП - зварювання в стаціонарних умовах.
- 19. Корпуси головок, траверси, основи та інші складні вузли пресів та молотів – зварювання.
- 20. Корпуси роторів діаметром понад 3500 мм – зварювання.
- 21. Корпуси стопорних клапанів турбін потужністю понад 25000 кВт – зварювання.
- 22. Корпуси врубових, вантажних машин, вугільних комбайнів та шахтних електровозів - зварювання.
- 23. Кришки, статори та облицювання лопатей та гідравлічних турбін - зварювання.
- 24. Щогли, вежі бурові та експлуатаційні - зварювання при монтажі.
- 25. Підстави з високолегованих бурових труб під бурові вежі та тридизельні приводи - зварювання.
- 26. Плити фундаментні для агрегату крокуючого екскаватора - зварювання.
- 27. Рами та вузли автомобілів та дизелів - зварювання.
- 28. Рами шкворневі та піддизельні локомотивів – зварювання.
- 29. Резервуари для нафтопродуктів місткістю від 1000 до 5000 куб. - Зварювання на монтажі.
- 30. Стрижні для станів холодної прокатки, труб і трубоволочильних станів - зварювання окремих елементів.
- 31. Стики випусків арматури елементів несучих збірних. залізобетонних конструкцій - зварювання.
- 32. Трубні елементи парових котлів тиском до 4,0 МПа (38,7 атм.) – зварювання.
- 33. Трубопроводи зовнішніх та внутрішніх мереж газопостачання низького тиску - зварювання під час монтажу.
- 34. Трубопроводи зовнішніх та внутрішніх мереж газопостачання середнього та високого тиску - зварювання у стаціонарних умовах.
- 35. Трубопроводи технологічні III та IV категорій (груп), трубопроводи пари та води III та IV категорій - зварювання.
- 36. Вузли підмоторних рам та циліндри амортизаторів шасі літаків – зварювання.
- 37. Шини, стрічки компенсатори до них із кольорових металів - зварювання.
Зварювання електродугове:
- 1. Арматура, трубопроводи, відростки, фланці, штуцери, балони, резервуари, цистерни з корозійностійких сталей, що працюють під тиском від 1,5 до 4 МПа (від 15 до 40 кгс/см2) - зварювання.
- 2. Ахтерштевні, форштевні – зварювання стиків та приварювання зовнішньої обшивки.
- 3. Вали проміжні, гребні та дейдвудні труби – зварювання.
- 4. Гвинти гребні - приварювання сталевих, литих чи кованих наделок лопатей.
- 5. Гвинти гребні, лопаті маточини середнього, вищого та особливого класу точності всіх розмірів та конструкцій - повітряно-дугове стругання всіх поверхонь гребного гвинта, лопатей і маточок.
- 6. Вертикальні кілі та непроникні стрінгери - зварювання монтажних стиків.
- 7. Газоплотноміцні настили зі сталей - зварювання та приварювання до основного корпусу.
- 8. Деталі слюсарного насичення по основному корпусу та обшивці основних цистерн – приварювання.
- 9. Деталі шельфів - приварювання до основного корпусу та кінцевих поперечних перебірок.
- 10. Деталі зі сталі - повітряно-дугова стружка (виплавка кореня шва та видалення тимчасових кріплень).
- 11. Деталі, що працюють в умовах вібраційних навантажень – зварювання секцій.
- 12. Корпуси суден із вуглецевих та низьколегованих сталей - зварювання стиків та пазів зовнішньої обшивки у всіх просторових положеннях.
- 13. Корпуси катерів (ремонт) – зварювання.
- 14. Кронштейни, мортири та кружки гребних валів - зварювання, зварювання стиків, приварювання до корпусу.
- 15. Колони стабілізуючі, розкоси, зв'язки трубчастої та коробчастої форм плавучих бурових установок - зварювання при монтажі на плаву.
- 16. Конструкції з маломагнітної сталі завтовшки металу від 1,5 до 3 мм, планованих сталей - зварювання.
- 17. Корпуси суднових насосів, сегменти сопел з фрезерними лопатками, суднові кермові машини (циліндри, плунжери, клапанні коробки) - зварювання.
- 18. Кронштейни, мортири, викружки гребних гвинтів - зварювання та приварювання на суднах типу.
- 19. Комінгси люків із легованих сталей - приварювання до обшивки корпусу (під наглядом технолога).
- 20. Конструкції зі сталі ПЗ - зварювання стиків та пазів.
- 21. Кінцеві та міжвідсічні перебирання - приварювання до основного корпусу.
- 22. Кормові та носові краї в замкнутих приміщеннях у цехових умовах - зварювання набору між собою та до обшивки країв.
- 23. Набір з обробкою кромок, стики та пази перебірок зі сталі - складання та приварювання на ділянці попереднього складання.
- 24. Ніші якірних дзьобів - приварювання до зовнішньої обшивки на стапелі.
- 25. Обухи, траверси, балки прогонових мостових кранів вантажопідйомністю до 30 т - приварювання та зварювання.
- 26. Обшивка та набір ОР, надбудова обтічників та країв ПК - приварювання до ОК.
- 27. Опорні деталі фундаментів відкривання щитів - зварювання між собою та приварювання до конструкцій носового краю.
- 28. Обшивка та набір стабілізаторів - приварювання до мортир.
- 29. Основні цистерни - зварювання та прихватка їх до основного корпусу.
- 30. Обшивка зовнішнього корпусу зі сталей – зварювання монтажних стиків.
- 31. Палуби та платформи - зварювання стиків та пазів у стельовому положенні на стапелі.
- 32. Привариші, навариші з легованих сталей, контейнерні склянки – приварювання на стапелі.
- 33. Полотна та набори перебірок та цистерн, розташованих усередині ОК та нерівноміцних йому - зварювання.
- 34. Полотна розпірних платформ - приварювання до перебирання.
- 35. Поперечні та поздовжні бракети стабілізаторів – зварювання між собою.
- 36. Рами фундаментні компресорів високого тиску – зварювання.
- 37. Стики та пази зовнішньої обшивки технологічних конструкцій корпусу судна - зварювання на пристапельному складанні.
- 38. Секції кормових та основних країв на ділянці попереднього складання та стапелі - зварювання стиків та пазів.
- 39. Зварювання та набір непроникних перебірок та стрінгерів, стабілізаторів, кермів, насадок, гондол - зварювання на ділянці.
- 40. Стики та пази обичайок основного корпусу – зварювання.
- 41. Стики та пази зовнішньої обшивки зі сталей типу АК та ПЗ, стрінгери, вертикальний кіль, шпангоути - зварювання шва у всіх просторових положеннях із наскрізним дротом.
- 42. Трубопроводи з низьколегованих та корозійностійких сталей, що працюють під тиском від 0,1 до 1,5 МПа (від 1 до 15 кгс/кв.см) при товщині стінки труби понад 2 мм - зварювання.
- 43. Фундаменти під основні механізми, підкріплення міжвідсічних перебірок, внутрішніх цистерн – зварювання.
- 44. фундаменти під висувні пристрої - приварювання до опорних плит, платформ та імпульсної цистерни.
- 45. Шахти, інші рубки, комінгси вхідних та вантажних люків - приварювання до основного корпусу.
- 46. Шпангоути - зварювання стиків та приварювання до основного корпусу.
- 47. Шахти, інші рубки - зварювання стиків та пазів.
- 48. Штампи – наплавлення твердими сплавами.
- 49. Штампи складної конфігурації, тарілки, штоки, наконечники, шпинделі – наплавлення кромок твердими сплавами.
Зварювання у захисних газах:
- 1. Апарати теплообмінні та інші змійовики з легких та кольорових сплавів, а також баки, резервуари та судини з алюмінієвих сплавів під гідравлічним тиском від 1,5 до 4,0 МПа (від 15 до 40 кгс/кв.см) – зварювання.
- 2. Арматура зі сплавів, трубопроводи та арматура з алюмінієвих сплавів - приварювання фланців, штуцерів, насадок, ніпелів.
- 3. Арматура до сильфонних компенсаторів з корозійностійких сталей та титанових сплавів - приварювання зі 100% гаммаграфуванням.
- 4. Блоки, каркаси, коробки, кришки, панелі із кольорового металу – зварювання під випробуванням тиском від 0,1 до 1,0 МПа (від 1 до 10 кгс/кв.см).
- 5. Гвинти гребні із кольорових сплавів - наплавлення, заварювання тріщин, приварювання наделок.
- 6. Двері та вузли з товщиною металу до 1,5 мм з однорідних та різнорідних алюмінієвих сплавів - зварювання.
- 7. Деталі складної конфігурації з різнорідних алюмінієвих сплавів та корозійностійких сталей при товщині стінки до 2 мм - зварювання.
- 8. Кожухи, обтічники із сплавів – зварювання під випробуванням тиском до 4,0 МПа (40 кгс/кв.см).
- 9. Компенсатори та інші відповідальні вузли водотрубних котлів зі сплавів – зварювання.
- 10. Корпуси з корозійностійких сталей, що працюють під тиском від 1,5 до 4,0 МПа (від 15 до 40 кгс/кв.см) - зварювання.
- 11. Надбудови зі сплавів – приварювання до корпусу.
- 12. Насичення корпусу та кінцевих перебірок зі сплавів – приварювання.
- 13. Трубопроводи з мідно-нікелевих та алюмінієвих сплавів, що працюють під тиском від 0,1 до 1,5 МПа (від 1 до 15 кгс/кв.см) – зварювання.
- 14. Труби з мідних, мідно-нікелевих, алюмінієвих сплавів, з корозійностійких сталей та сплавів - зварювання стиків, приварювання фланців, патрубків, штуцерів, приваришів під тиском від 1,5 до 4,0 МПа (від 15 до 40 кгс/ кв.см).
- 15. Труби дейдвудні, вали гребні, кришки герметизованого закриття - наплавлення кольоровими сплавами та корозійностійкими сталями.
- 16. Вузли агрегатів із сплавів товщиною металу 0,3 мм – зварювання.
§ 59. Електрозварювальник ручного зварювання (6-й розряд)
Характеристика робіт
- Ручне дугове та плазмове зварювання складних апаратів, вузлів, конструкцій та трубопроводів з різних сталей, кольорових металів та сплавів.
- Ручне дугове та газоелектричне зварювання складних будівельних та технологічних конструкцій, що працюють під динамічними та вібраційними навантаженнями, та конструкцій складної конфігурації.
- Зварювання експериментальних конструкцій з металів та сплавів з обмеженою зварюваністю, а також з титану та титанових сплавів.
- Зварювання складних конструкцій у блочному виконанні у всіх просторових положеннях зварного шва.
Повинен знати:
- конструкцію устаткування, що обслуговується;
- різновиди титанових сплавів, їх зварювальні та механічні властивості;
- види корозії та фактори, що викликають її;
- методи спеціальних випробувань виробів, що зварюються, та призначення кожного з них;
- схеми відкачувальних систем камер із контрольованою атмосферою;
- основні види термічної обробкизварних з'єднань;
- основи металографії зварених швів
Приклади робіт
- 1. Балки робочих майданчиків мартенівських цехів, конструкцій бункерних та розвантажувальних естакад металургійних підприємств, підкранові балки під крани важких режимів роботи, стріли крокуючих екскаваторів - зварювання.
- 2. Балки прогонові мостових кранів вантажопідйомністю 30 т і вище – зварювання.
- 3. Барабани котлів із тиском понад 4,0 МПа (38,7 атм.) – зварювання.
- 4. Газгольдери та резервуари для нафтопродуктів об'ємом 5000 куб.м і більше – зварювання при монтажі.
- 5. Газонефтепродуктопроводи магістральні - зварювання під час монтажу.
- 6. Ємності, ковпаки, сфери та трубопроводи вакуумні та кріогенні - зварювання.
- 7. Ємності та покриття сферичні та краплеподібні – зварювання.
- 8. Замки бурильних труб та муфт – зварювання подвійним швом.
- 9. Колеса робочі газотурбокомпресорів, парових турбін, потужних повітродувок – приварювання лопатей та лопаток.
- 10. Колони синтезу аміаку – зварювання.
- 11. Конструкції радіощогл, телевеж та опор ЛЕП - зварювання при монтажі.
- 12. Коробки парових турбін - зварювання та наплавлення раковин.
- 13. Корпуси статорів великих турбогенераторів з водневим та воднево-водяним охолодженням – зварювання.
- 14. Корпуси важких дизельних двигунів та пресів – зварювання.
- 15. Котли парові суднові – приварювання денців, зварювання відповідальних вузлів одностороннім стиковим швом.
- 16. Конструкції з легких алюмінієво-магнієвих сплавів – зварювання.
- 17. Лапи та шарудіння бурових доліт, бурильні паропровідники – зварювання.
- 18. Нафто- та газопроводи - зварювання для ліквідації розривів.
- 19. Обв'язка трубопроводами нафтових та газових свердловин та свердловин законтурного заводнення - зварювання.
- 20. Резервуари та конструкції з двошарової сталі та інших біметалів - зварювання.
- 21. Стрижні арматури залізобетонних конструкцій у роз'ємних формах – зварювання ванним способом.
- 22. Будівлі прогонові металевих та залізобетонних мостів – зварювання.
- 23. Трубні елементи парових котлів тиском понад 4,0 МПа (38,7 атм.) – зварювання.
- 24. Трубопроводи напірні; камери спіральні та камери робочого колеса турбін гідроелектростанцій - зварювання.
- 25. Трубопроводи зовнішніх мереж газопостачання середнього, високого тиску - зварювання під час монтажу.
- 26. Трубопроводи технологічні I та II категорій (груп), трубопроводи пари та води I та II категорій - зварювання.
Зварювання електродугове:
- 1. Апарати теплообмінні та інші судини із спеціальних сталей під пробний тиск понад 20,0 МПа (понад 200 кгс/кв.см) – зварювання.
- 2. Бракети ПЦ – приварювання до обшивки.
- 3. Горловини з легованих сталей – зварювання герметичним швом під тиском понад 4,0 МПа (понад 40 кгс/кв.см).
- 4. Двері та коміри вхідних люків з полотном перебірок – вварювання.
- 5. Ємності буферні під повітряний тиск 40,0 МПа (400 кгс/см2) - зварювання.
- 6. Заглушки для гідравлічних випробувань блоку – приварювання.
- 7. Колектори, камери, труби, балони, цистерни, резервуари з вуглецевих та низьколегованих сталей під тиском понад 4,0 МПа (понад 40 кгс/кв.см) – зварювання.
- 8. Коробки кабельні – зварювання під випробуванням тиском понад 4,0 МПа (понад 40 кгс/кв.см).
- 9. Корпуси бавовна та труб ТА - приварювання до основного корпусу изд.21.
- 10. Корпуси баків спеціального призначення (полотна днища, поперечні перебирання, дах) – зварювання.
- 11. Колони опорні плавучих бурових установок – зварювання під час монтажу.
- 12. Конструкції з високоміцних спеціальних сталей - зварювання монтажних стиків ОК у вертикальному та стельовому положеннях.
- 13. Корпусні конструкції та вузли, 100% зварних швів яких піддається ультразвуковому чи гаммаграфічному контролю - зварювання.
- 14. Листи знімні корпуси із високоміцних сталей - зварювання після гідравлічних випробувань.
- 15. Міжкорпусні переходи, комінг-майданчики, труби ТА та дейдвудні - зварювання та правка.
- 16. Мортири, горловини, викружки, стільці, склянки та інші - зварювання та приварювання.
- 17. Обухи, траверси, балки прогонових кранів вантажопідйомністю понад 30 т – зварювання.
- 18. Обшивка ОК, ПР – зварювання стиків та пазів.
- 19. Обшивка зовнішніх міцних цистерн та вигородок - зварювання та приварювання.
- 20. Обшивка та шпангоути рятувальних пристроїв, а також комінгсів, що вварюються в них, штокові пристрої - зварювання та приварювання.
- 21. Обшивка та шпангоути контейнерів – зварювання.
- 22. Обшивка внутрішніх міцних цистерн, рецесів, вигородок та полотен непроникних перебірок (стрінгерів) - зварювання між собою та приварювання.
- 23. Інші капсули, камери, гондоли і т.д., що працюють на повний забортний тиск - зварювання.
- 24. Полотна шельфів та набір кінцевих міцних перебірок - зварювання та приварювання.
- 25. Полотна та набір міжкорпусних зв'язків ОК та рівноміцних конструкцій - зварювання та приварювання до ОК.
- 26. Полотна та набори розпірних платформ та непроникних перебірок - зварювання та приварювання.
- 27. Стінки та ребра жорсткості рами ПТУ, фундаменти головних механізмів - зварювання та приварювання.
- 28. Знімні листи та загортання основного корпусу изд.21 - зварювання.
- 29. Торці набору кінцевих перебірок, зовнішніх та внутрішніх цистерн - приварювання до обшивки ОК та ПЦ.
- 30. Трубопроводи головної та допоміжної пари - приварювання арматури та нащадків під тиском понад 4,0 МПа (понад 40 кгс/кв.см).
- 31. Труби котельні під пробний тиск понад 4,0 МПа (понад 40 кгс/кв.см), неповоротні стики під міцний тиск понад 2,5 МПа (понад 25 кгс/кв.см) - зварювання.
- 32. Трубопроводи - зварювання у важкодоступних місцях із контролем якості швів рентгенографуванням.
- 33. Трубопроводи високого тиску з робочим тиском 40,0 МПа (400 кгс/кв.см) та вище на плавучих бурових установках - зварювання.
- 34. Труби біметалічні під тиском понад 20,0 МПа (понад 200 кгс/кв.см) - виправлення фланців та зварювання.
- 35. Шви зварні - зварювання у важкодоступних місцях із застосуванням дзеркала.
Зварювання у захисних газах:
- 1. Апарати теплообмінні з алюмінієвих та мідних сплавів під гідравлічним тиском понад 4,0 МПа (понад 40 кгс/кв.см) – зварювання.
- 2. Арматура з олов'янистих бронз та кремнистої латуні – заварка дефектів під тиском понад 4,0 МПа (понад 40 кгс/кв.см).
- 3. Балони з титанових сплавів та корозійностійких сталей під тиском понад 4,0 МПа (понад 40 кгс/кв.см) – зварювання.
- 4. Ілюмінатори зі спеціальних сплавів та сталей під тиском понад 20,0 МПа (понад 200 кгс/кв.см) - попереднє зварювання та вварювання в корпус.
- 5. Ковпаки, обичайки, корпуси, кришки, труби із кольорових металів - зварювання під випробування тиском понад 4,0 МПа (понад 40 кгс/кв.см).
- 6. Конструкції зі сплавів та корозійностійких сталей, що працюють під тиском понад 20,0 МПа (понад 200 кгс/кв.см) – зварювання.
- 7. Конструкції спеціальні з корозійностійких сталей товщиною до 2 мм, що піддаються рентгеногаммаграфуванню, гідро- та пневмовипробуванням під тиском понад 5,0 МПа (понад 50 кгс/кв.см) - зварювання.
- 8. Контейнери, корпуси з корозійностійких сталей - зварювання під випробування тиском понад 5,0 МПа (понад 50 кгс/см2).
- 9. Патрубки з корозійностійких сталей – зварювання неповоротних стиків.
- 10. Стики труб із мідно-нікелевих, мідних, алюмінієвих, титанових сплавів, корозійностійких сталей у системах з тиском понад 4,0 МПа (понад 40 кгс/кв.см) – зварювання, приварювання арматури.
- 11. Стики монтажні корпуси зі спеціальних сталей та сплавів - зварювання у важкодоступних місцях.
- 12. Трубопроводи з корозійностійких сталей під тиском понад 5,0 МПа (понад 50 кгс/кв.см) – зварювання у важкодоступних місцях із застосуванням дзеркала.
- 13. Установки водоопреснювальні мідні – зварювання під тиском 0,6 МПа (6 кгс/кв.см).
Техніка газового зварювання
Газове зварювання - спосіб універсальний, але при її виконанні необхідно пам'ятати, що нагріванню піддається досить велика ділянка навколо зварного з'єднання. Тому не можна виключити виникнення короблення та розвиток внутрішніх напруг у конструкціях, причому вони більш значні, ніж за інших способів зварювання. У зв'язку з цим газове зварювання більшою мірою підходить для таких сполук, для яких достатньо невеликої кількості наплавленого металу та малого нагріву основного металу. Насамперед йдеться про стикові, кутові та торцеві з'єднання (незалежно від їх просторового положення – нижнього, горизонтального, вертикального або стельового), у той час як таврових і нахлесткових слід уникати (хоча вони теж можуть здійснюватися).
Щоб зварний шов вирізнявся високими механічними властивостями, потрібно виконати такі дії:
- підготувати кромки металу;
- Вибрати відповідну потужність пальника;
– відрегулювати полум'я пальника;
- Взяти необхідний присадочний матеріал;
- правильно зорієнтувати пальник і визначити траєкторію її переміщення по шву, що виконується.
Як і при дуговому зварюванні, при газовій кромці металу, що зварюється, потрібно підготувати. Їх очищають (на 20–30 мм з кожного боку) від іржі, вологи, олії та ін. Для цього достатньо прогріти кромки. У разі зварювання кольорових металів використовують механічні та хімічні способи очищення.
При здійсненні стикових з'єднань (табл. 42) слід пам'ятати про деякі правила обробки кромок:
– при зварюванні тонколистового металу (до 2 мм) присадки не використовують – достатньо виконати відбирання кромок, які потім розплавляються і дають валик зварного шва. Можливий і такий варіант: зварити кромки встик без обробки та зазору, але із застосуванням присадного матеріалу;
– при зварюванні металу товщиною менше 5 мм можна обійтися без скосу кромок та вести одностороннє газове зварювання;
– при з'єднанні металу товщиною понад 5 мм кромки скошують під кутом 35–40°, щоб загальний кут розкриття шва становив 70–90°. Це дозволить проварити метал на всю товщину.
Таблиця 42. ПОПЕРЕДНЯ ПІДГОТОВКА КРОМОК МЕТАЛУ, ЗВАРУВАЧОГО ПРИ ВИКОНАННІ СТИКОВИХ СПОЛУКІВ
Примітка: a – величина зазору; а1 – величина притуплення; S та S1 – товщина металу.
При виконанні кутових з'єднань матеріал не використовують, а шов формують розплавленням кромок металу.
Нахлесточные і таврові з'єднання допускаються виключно при зварюванні металу товщиною до 3 мм, оскільки при більшій товщині локальне нагрівання металу буває нерівномірним, що призводить до розвитку значних внутрішніх напруг і деформацій, а також до появи тріщин як у металі шва, так і в основному металі.
Щоб у процесі зварювання деталі не зрушувалися і зазор між ними не змінювався, їх фіксують або спеціальними пристроями або прихватками. Довжина, кількість та проміжок між останніми залежать від товщини металу, довжини та конфігурації шва:
- якщо метал тонкий, а шви короткі, довжина прихваток становить 5-7 мм при інтервалі між ними 70-100 мм;
– якщо метал товстий, а шви довгі, то довжину прихваток збільшують до 20–30 мм, а відстань між ними – до 300–500 мм.
У процесі зварювання полум'я пальника направляють на метал таким чином, щоб він потрапляв у відновлювальну зону і знаходився за 2-6 мм від ядра. При зварюванні легкоплавких металів полум'я пальника в основному орієнтують на присадочний матеріал, а зону ядра відсувають ще більшу відстань від зварювальної ванни.
При зварюванні необхідно регулювати швидкість нагрівання та плавлення металу. Для цього вдаються до таких дій (рис. 91):
- Змінюють кут нахилу мундштука;
- Маніпулюють самим мундштуком.
Мал. 91. Способи регулювання швидкості нагрівання та плавлення металу шляхом зміни: а – кута нахилу мундштука; б – траєкторії руху мундштука та дроту; 1 – при зварюванні тонколистового металу; 2, 3 – при зварюванні товстолистового металу
При зварюванні необхідно стежити за тим, щоб:
- ядро полум'я не контактувало з розплавленим металом, оскільки останній може від цього навуглерожуватись;
– зварювальна ванна була захищена зоною факела та відновлювальною зоною, інакше метал окислюватиметься атмосферним киснем.
У процесі використання газового пальника необхідно дотримуватись правил поводження з нею:
1. Якщо пальник знаходиться у справному стані, то полум'я, яке він дає, буває стійким. У тому випадку, якщо спостерігаються якісь відхилення (горіння нестабільне, полум'я відривається або гасне, трапляються зворотні удари), треба звернути особливу увагуна вузли пальника та відрегулювати її.
2. Щоб перевірити інжекторний пальник, приєднують кисневий рукав, до корпусу кріплять наконечник. Після затягування гайки накидної акуратно відкручують ацетиленовий вентиль, кисневим редуктором встановлюють відповідний тиск кисню, після чого відкривають кисневий вентиль.
3. Якщо приставлений до ацетиленового ніпелю палець присмоктується, це означає, що кисень створює розрядження. Якщо цього не відбувається, можливо, засмічився інжектор, змішувальна камера або мундштук. Їх слід прочистити.
4. Повторити перевірку на розрядження (підсмоктування). Його величина визначається зазором між кінцем інжектора та входом у змішувальну камеру. Викручуючи інжектор, зазор регулюють.
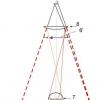
Розрізняють два способи газового зварювання (рис. 92):
Мал. 92. Способи газового зварювання (стрілкою вказано напрямок зварювання): а – лівий; б - правий; 1 – присадний дріт; 2 – зварювальний пальник
- ліве зварювання, при якому пальник переміщають праворуч наліво і тримають позаду присадного дроту. При цьому зварювальне полум'я орієнтоване ще не зварений шов. Цей спосіб не дозволяє достатньо захистити метал від окислення, супроводжується частковою втратою тепла і дає низьку продуктивність зварювання;
- праве зварювання, при якому пальник переміщають зліва направо і тримають попереду дроту присадки. В цьому випадку полум'я орієнтоване на закінчений шов і кінець дроту присадки. Такий спосіб дає можливість направити на розплавлення металу зварювальної ванни більше теплоти, а коливальні поперечні рухи мундштука і дроту здійснюються рідше, ніж при лівому способі. Крім того, кінець присадного дроту виявляється постійно зануреним у зварювальну ванну, тому їм можна перемішувати її, що сприяє переходу оксидів у шлак.
Правий спосіб зазвичай застосовують, якщо товщина металу, що зварюється, перевищує 5 мм, тим більше що при цьому зварювальне полум'я з боків обмежене кромками виробу, а ззаду - валиком наплавленого металу. Завдяки цьому втрати теплоти знижуються і вона використовується більш ефективно.
Лівий спосіб має свої переваги, оскільки, по-перше, шов весь час знаходиться в зору зварювальника і він може регулювати його висоту і ширину, що має особливе значення при зварюванні тонколистового металу; по-друге, при зварюванні полум'я може розтікатися поверхнею металу, знижуючи ризик перепалу.
При виборі того чи іншого способу зварювання потрібно керуватися і просторовим положенням зварного шва:
– під час виконання нижнього шва слід враховувати товщину металу. Його можна накладати і правим, і лівим способом. Цей шов найлегший, оскільки зварювальник може спостерігати за процесом. Крім того, рідкий присадочний матеріал стікає у кратер і не виливається із зварювальної ванни;
- Для горизонтального шва кращий правий спосіб. Щоб не допустити витікання рідкого металу, стінки зварювальної ванни роблять із деяким перекосом;
– для вертикального шва на підйом – і лівий, і правий, а для вертикального шва на спуск – лише правий спосіб;
– стельовий шов легше накладати правим способом, оскільки потік полум'я спрямований на шов і не дає рідкому металу витекти із зварювальної ванни.
Спосіб, що гарантує високу якість зварного шва, є зварювання ваннами (рис. 93).
Мал. 93. Зварювання ваннами: 1 – напрямок зварювання; 2 – траєкторія руху присадного дроту; 3 – траєкторія руху мундштука
Даний метод застосовують для зварювання тонколистового металу та труб з низьковуглецевих та низьколегованих сталей полегшеними швами. Ним можна скористатися і при зварюванні стикових і кутових з'єднань при товщині металу до 3 мм.
Процес зварювання ваннами протікає наступним чином:
1. Розплавивши метал діаметром 4-5 мм, зварювальник поміщає в нього кінець присадного дроту. Коли її кінець розплавиться, він вводить його у відновлювальну зону полум'я.
2. Одночасно з цим зварювальник, трохи змістивши мундштук, робить їм кругові рухи, щоб утворити чергову ванну, яка повинна кілька (приблизно на третину діаметра) перекривати попередню. При цьому дріт треба продовжувати тримати у відновлювальній зоні, щоб не допустити його окислення. Ядро полум'я не можна занурювати у зварювальну ванну, інакше відбудеться навуглерожування металу шва.
При газовому зварюванні шви бувають одно-або багатошаровими. Якщо товщина металу становить 8-10 мм, шви наварюють у два шари, при товщині понад 10 мм – три шари і більше, причому кожен попередній шов попередньо очищають від шлаку та окалини.
Багатопрохідні шви при газовому зварюванні не практикують, оскільки накласти вузькі валики дуже важко.
При газовому зварюванні виникають внутрішні напруги і деформації, оскільки ділянка нагрівання виявляється більшою, ніж, наприклад, при дуговому зварюванні. Для зменшення деформацій необхідно вживати відповідних заходів. Для цього рекомендують:
– рівномірно нагрівати виріб;
- Добирати адекватний режим зварювання;
– рівномірно розподіляти наплавлений метал поверхнею;
– дотримуватись певного порядку накладання швів;
- Не захоплюватися виконанням прихваток.
Для боротьби з деформаціями застосовують різні способи:
1. При виконанні стикових з'єднань зварний шов накладають зворотно-ступінчастим або комбінованим способом, розділивши його на ділянки довжиною 100-250 мм (рис. 94). Оскільки теплота рівномірно розподіляється по поверхні шва, основний метал практично не схильний до жолоблення.
Мал. 94. Послідовність накладання шва при зварюванні стикових з'єднань: а – від кромки; б – від середини шва
2. Зменшенню деформацій сприяє їх врівноваження, коли наступний шов викликає деформації, обернені до тих, які викликав попередній шов.
3. Знаходить застосування та спосіб зворотних деформацій, коли перед зварюванням деталі укладають так, щоб після неї в результаті дії деформацій вони зайняли потрібне положення.
4. Боротися з деформаціями допомагає і попередній нагрівання виробів, що з'єднуються, в результаті чого досягається менша різниця температур між зварювальною ванною і виробом. Цей спосіб добре працює при ремонті чавунних, бронзових та алюмінієвих виробів, а також у тому випадку, якщо вони виготовлені з високовуглецевих та легованих сталей.
5. У ряді випадків вдаються до проковування зварного шва (у холодному або гарячому стані), що покращує механічні характеристики шва та знижує усадку.
6. Термічна обробка - ще один спосіб усунення напруг, що розвинулися. Вона буває попередньою, проводиться одночасно із зварюванням або їй піддають уже готовий виріб. Режим термічної обробки визначають форма деталей, властивості металів, що зварюються, умови та ін.
З книги Внутрішнє оздоблення. Сучасні матеріалита технології автораМетод холодного зварювання в домашніх умовах Зварювання стиків полотнищ лінолеуму ви можете робити двома способами - гарячим, тобто інфрачервоним промінням і гарячим повітрям, і холодним. Перший метод зварювання в основному застосовують на виробництві, а в домашніх умовах -
З книги Зварювальні роботи. Практичний довідник автора Серікова Галина ОлексіївнаТеорія зварювання
З книги Сучасний квартирний сантехнік, будівельник та електрик автора Кашкаров Андрій ПетровичМеталургія зварювання Процеси розплавлення та затвердіння металу, під час яких його хімічний складзазнає змін, а кристалічні грати – трансформацію, називаються металургійними. Зварювання також відноситься до них, але в порівнянні з іншими подібними
З книги Вироби з кераміки автора Дорошенко Тетяна МиколаївнаВиди зварювання Нагадаємо, що отримання нероз'ємного з'єднання твердих матеріалів у процесі їхнього місцевого плавлення або пластичного деформування називається зварюванням. Метали та сплави, як уже було сказано, є твердими кристалічними тілами, що складаються з
З книги Нова енциклопедія правильного ремонту автора Нестерова Дар'я ВолодимирівнаЗварювальні матеріали та обладнання для дугової
З книги автораТехніка дугового зварювання Зварювальні роботи передбачають певну підготовку деталей, яка включає кілька операцій: - правку, яку здійснюють на верстатах або вручну. Наприклад для правки листового та смугового металу застосовують різні
З книги автораВисокопродуктивні способи зварювання Для підвищення продуктивності ручного дугового зварювання розроблено кілька способів. Один з них називається зварюванням з глибоким проплавленням (завдяки такому методу продуктивність праці зростає приблизно на 50–70 %),
З книги автораТехнологія зварювання в захисних газах Дугове зварювання в середовищі захисних газів набуває все більшого поширення, оскільки відрізняється низкою технологічних переваг: - забезпечує високу продуктивність праці та ступінь концентрації тепла джерела живлення,
З книги автораОсобливості зварювання різних матеріалів Газове зварювання може бути застосоване для зварювання різних матеріалів.1. Зварювання легованої сталі. До її складу входять титан, молібден, хром, нікель та ін. Від присутності тих чи інших легуючих компонентів залежать особливості
З книги автораТехніка безпеки при газовому зварюванні та різанні Газове зварювання та різання пов'язані з певним ризиком, тому при їх здійсненні необхідно суворо дотримуватися правил техніки безпеки:1. До проведення робіт слід уважно прочитати інструкцію із застосування
З книги автора З книги автораТехніка "резерваж" Резерваж - спосіб, заснований на нанесенні воскового або жирового шару за наміченим на виробі малюнку перед його глазуруванням. У бджолиний віск додають скипидар і нагрівають до розчинення. За допомогою пензлика накладають склад на місця, не
З книги автораТехніка шпаклювання Беруть трохи шпаклівки на шпатель і наносять її на поверхню стіни мазками середньої товщини, потім натискають на лезо шпателя трохи сильніше і розрівнюють шпаклювальний шар рухами по вертикалі. Шпаклівку розрівнюють до отримання дуже тонкого
З книги автораТехніка фарбування При фарбуванні стель і стін звертають увагу на напрямок світла, що падає з вікна. Якщо фарбування виробляється пензлем, передостанній шар фарби обов'язково наносять проти спрямування сонячних променів, а останній - навпаки. Інакше, після
З книги автораМетод холодного зварювання в домашніх умовах Зварювання стиків полотнищ лінолеуму виробляють наступними способами: - тепловий, тобто інфрачервоними променями та гарячим повітрям; - холодний. Перший метод зварювання в основному застосовують на виробництві, а в домашніх умовах - тільки
З книги автораТехніка безпеки Кожен професійний електрик, перед тим як переходити безпосередньо до практики, складає спеціальний іспит з техніки безпеки. У цей іспит входять питання експлуатації електроустановок і способів роботи з ними, які були б
Щоденник з практики студента-зварювальника, який проходив практику на Ростовському заводі металоконструкцій «Південтехмонтаж» у 2017 році.
Щоденник з навчальної практики студента 2 курсу Професійного Ліцею №2 м. Батайськ Кривошликова Олексія Миколайовича, спеціальність 150709.02: «Зварювальник (електрозварювальні та газозварювальні роботи)». Практика проходила з 13.03.2017 до 03.04.2017 року на Ростовському заводі металоконструкцій «Південтехмонтаж».
| період | види робіт | позначки |
| 13.03.2017 р. | Ознайомлення з умовами роботи, проходження інструктажів, вивчення правил безпечного виконання зварювальних робіт, підписання трудового договору | |
| 14.03.2017 р. | Виконує стандартні слюсарні маніпуляції, пов'язані з підготовкою металу до зварювання. | |
| 15.03.2017 р. - | Дугове зварювання: Сплавів та кольорових металів; Швів, розташованих у стельовому положенні; Швів складної конфігурації та кільцевих. Вивчення особливостей зварювання трубопроводу, виконання вправи для зварювання труб. | |
| 17.03.2017 р. - | Дугове наплавлення валиків при положенні шва: Бокове; Похилий; Горизонтальне. | |
| 21.03.2017 р. | Дугове зварювання пластин, що знаходяться в різних положеннях. Дугове зварювання багатошарове, виконання вправ по зварюванню електродом, розташованим у похилому та лежачому положенні. | |
| 22.03.2017 р. | Газове наплавлення та зварювання пластин з не вуглецевої сталі у вертикальному та горизонтальному положенні. Газове зварювання простих та складних вузлів. | |
| 23.03.2017 р. | Автоматичне та напівавтоматичне зварювання сплавів, кольорових металів та низьколегованих сталей. | |
| 24.03.2017 р. | Виконує кисневе та киснево-флюсове різання металів. | |
| 27.03.2017 р. | Робота з міддю та її сплавами - газове зварювання. Багатошарове газове зварювання. Холодне та гаряче зварювання чавуну, заварювання тріщин у чавунних виробах. | |
| 28.03.2017 р. | Самостійна підготовканапівавтомата до роботи, виконання дугового зварювання на напівавтоматах у захисному газі, самозахисним та порошковим дротом. Вивчення правил користування двополюсними утримувачами під час проведення зварювання від трифазного струму. | |
| 29.03.2017 р. | Дугове зварювання на автоматах в аргоновому та азотному середовищі. | |
| 30.03.2017 р. | Зварювання мідних та алюмінієвих сплавів. Вивчення та практичне застосуванняприйомів зварювання спареними та пучковими електродами. | |
| 31.03.2017 р. | Вивчення креслення звареної конструкції. Спільно з керівником практики виготовлення конструкції з металу дуговим ручним зварюванням із застосуванням електрода, що не плавиться і плавиться. Застосування практично способів зменшення деформуючих процесів при зварюванні, виконання гарячої плавки зварюваних конструкцій. | |
| 03.04.2017 р. | Завершальний день практики, здавання підсумкового заліку керівнику, написання звіту та підготовка щоденника. |
Мені подобається
studynote.ru
Реферат: Зварювання та праця зварювальника
Зварювання та праця зварювальника
Вступ
Історія зварювання
Сучасний технічний прогрес у промисловості нерозривно пов'язані з удосконаленням зварювального виробництва. Зварювання як високопродуктивний процес виготовлення нероз'ємних сполук знаходить широке застосування при виготовленні металургійного, хімічного та енергійного обладнання, різних трубопроводів, у машинобудуванні, у виробництві будівельних та інших конструкцій.
Зварювання – такий самий необхідний технологічний процес, як і обробка металів, різання, лиття, кування. Великі технологічні можливості зварювання забезпечили її широке застосування під час виготовлення та ремонту суден, автомобілів, літаків, турбін, котлів, реакторів, мостів та інших конструкцій. Перспективи зварювання, як у науковому, і у технічному плані безмежні. Її застосування сприяє вдосконаленню машинобудування та розвитку ракетобудування, атомної енергетики, радіо електроніки.
Про можливість застосування «електричних іскор» для плавлення метолів ще 1753р. говорив академік Російської академії наук Г.Р. Ріхман під час досліджень атмосферної електрики. У 1802р. професор. Санкт-Петербурзької військово-хірургічної академії В.В. Петров відкрив явище електричної дугиі вказав можливі області її практичного використання. Однак знадобилося багато років спільних зусиль учених та інженерів, спрямованих на створення джерел енергії, необхідних для реалізації процесу електричного зварювання металів. Можливу роль у створенні цих джерел відіграли відкриття та зображення в галузі магнетизму та електрики.
У 1882р. Російський вчений інженер Н.М. Бенардос, працюючи над створенням акумуляторних батарей, відкрив спосіб електродугового зварювання металів вугільним електродом, що не плавиться. Ним був розроблений спосіб дугового зварювання в захисному газі та дугове різання металів.
У 1888р. Російський інженер Н.Г. Слов'янов запропонував проводити зварювання металургійних електродів, що плавляться. З його ім'ям пов'язано розвиток металургійних основ електричного дугового зварювання, розробка флюсів для дії на склад металу шва, створення першого електричного генератора.
У середині 1920-х років. Інтенсивні дослідження процесів зварювання були розпочаті у Владивостоці (В.П. Вологдін, Н.Н. Рикалін), у Москві (Г.А. Ніколаєв, К. К. Окерблом). Особливу роль розвитку та становленні зварювання нашій країні зіграв академік Є.О. Патон, який організував 1992г. лабораторію, а потім інститут електрозварювання (ІЕС).
У 1924-1934гг. В основному застосовували ручне зварювання електродами з тонкими іонізуючими (крейдовими) покриттями. У роки під керівництвом академіка В.П. Вологдіна були виготовлені перші вітчизняні котли та корпуси кількох суден. З 1935-1939рр. почали застосовувати товсто покриті електроди, в яких стрижні виготовляли з легованої сталі, що забезпечило широке використання зварювання у промисловості та будівництві. У 1940-ті роки. було розроблено зварювання під флюсом, яке дозволило підвищити продуктивність процесу та якість зварних виробів, механізувати виробництво зварних конструкцій. На початку 1950-х років. в інституті електрозварювання ім. О.О. Патона створюють електрошлакове зварювання для виготовлення великогабаритних деталей із литих та кованих заготовок, що знизило витрати при виготовленні обладнання важкого машинобудування.
З 1948р. отримали промислове застосування способи дугового зварювання в захисних газах: ручне зварювання електродом, що не плавиться, механізована і автоматичне зварювання неплавящимися і плавящимися електродами. У 1950-1952 р. у ЦНДІТМаші за участю МДТУ ім. н.е. Баумана та ІЕС імені Є.О Патона було розроблено високопродуктивний процес зварювання низьковуглецевих та низьколегованих сталей у середовищі вуглекислого газу, що забезпечує високу якість зварних сполук.
В останні десятиліття створення вченими нових джерел енергій – концентрованих електронного та лазерного променів – зумовило появу принципово нових способів зварювання плавленням, які отримали назву електронно-променевого та лазерного зварювання. Ці способи зварювання успішно застосовують у нашій промисловості.
Зварювання знадобилося і в космосі. У 1969р. знайшли космонавти В. Кубасов і Г. Шонін і в 1984 р. С. Савицька та В. Джанібеков привели в космосі зварювання, різання та пайку різних металів.
Газове зварювання, при якому для плавлення металу використовують теплоту суміші газів, що горить, також відносяться до способів зварювання плавленням. Спосіб газового зварювання був розроблений наприкінці ХIХ.., коли почалося промислове виробництво кисню, водню та ацетилену, і є основним способом зварювання металів.
Найбільшого поширення набула газова зварка із застосуванням ацетилену. В даний час обсяг газозварювальних робіт у промисловості значно скорочений, але її успішно застосовують при ремонті виробів з тонколистової сталі, алюмінію та його сплавів, при паянні та зварюванні міді, латуні та інших кольорових металів використовують у сучасних продуктивних процесах газо-термічне різання, наприклад при цехових умовах та на монтажі.
До зварювання із застосуванням тиску відносяться контактне зварювання, при якому використовується теплота, що виділяється в контакті частин, що зварюються при проходженні електричного струму. Розрізняють точкове, стикове, шовне та рельєфне контактне зварювання.
Основні способи контактного зварювання розроблені наприкінці ХІХ. У 1887р. Н.М. Бенардос отримав момент на способи точкового та шовного контактного зварювання між вугільними електродами.
Пізніше, коли з'явилися електроди з міді та її сплавів, ці способи контактного зварювання стали основними.
Контактне зварювання займає чільне місце серед механізованих способів зварювання в автомобілі будови при з'єднанні штампованих тонколистових конструкцій кузова автомобіля. Стиковим зварюванням з'єднують стики залізничних рейок, стики магістральних трубопроводів. Шовне зварювання застосовують при виготовленні тонкостінних ємностей. Рельєфне зварювання - найбільш високопродуктивний спосіб арматури для будівельних залізобетонних конструкцій. Конденсаторне контактне зварювання широко використовують у радіотехнічній промисловості при виготовленні елементної бази та мікросхем. Одне з найбільш розвиваютьсяу зварювальному виробництві – широке використання механізованого та автоматичного зварювання. Мова йдеяк про механізацію та автоматизацію самих зварювальних процесів (тобто перехід від ручної праці зварника до механізованого), так і про комплексну механізацію та автоматизацію, що охоплює всі види робот, пов'язані з виготовленням зварних конструкцій (заготівельні, складальні та ін.) та створенням потокових та автоматичних виробничих ліній. З розвитком техніки виникає необхідність зварювання деталей різних товщин з різних матеріалів, у зв'язку з цим постійно розширюється набір видів і способів зварювання, що застосовуються. Нині зварюють деталі завтовшки від кількох мікрометрів (мікроелектроніці) до десятків сантиметрів і навіть метрів (у важкому машинобудуванні). Поряд із конструкційними вуглецевими та низьковуглецевими сталями все частіше доводиться зварювати спеціальні сталі, легкі сплави та сплави на основі титану, молібдену, хрому, цирконію та інших металів, а також різнорідні матеріали.
В умовах безперервного ускладнення конструкцій та зростання обсягу зварювальних робіт велику роль відіграє правильна підготовка – теоретична та практична – кваліфікованих робітників – зварювальників.
1.1 Класифікація видів зварювання
Розрізняють понад 150 видів зварювальних процесів. ГОСТ 19521-74 зварювальні процеси класифікує за основними фізичними, технічними та технологічними ознаками.
Основа класифікації за фізичними ознаками – вид енергії, яка використовується для отримання зварювального з'єднання. За фізичними ознаками всі зварювальні процеси відносять до одного з трьох класів: термічного, термомеханічного та механічного.
Термічний клас – всі види зварювання плавлення, що здійснюються з використанням теплової енергії (газова, дугова, електрошлакова, плазмова, електроно – променева та лазерна).
Термомеханічний клас – всі види зварювання, що здійснюються з використанням теплової енергії та тиску (контактна, дифузійна, ковальська, газо – та дугопресова).
Механічний клас – усі види зварювання, тиском, що пробачаються з використанням механічної енергії (холодна, тертя, ультразвукова та вибухом).
За технічними ознаками зварювальні процеси класифікують залежно від способу захисту металу в зоні зварювання, безперервності процесу та ступеня його механізації.
1.2 Високопродуктивні види РДС
Щоб полегшити працю зварювальника і підвищення продуктивність праці застосовують різні високопродуктивні види зварювання.
Зварювання пучком електрода – два або кілька електродів з'єднують у пучок (двох трьох місцях зварюють контактні кінці один з одним) та електродотримачем ведуть зварювання. При зварюванні пучком електрода контакт відбувається між виробом, що зварюється, і одним стрижнів електродів у міру оплавлення, контакт переходить на наступний стрижень. При зварюванні пучком електрода можна користуватися підвищеною силою струму.
Зварювання з глибоким проваром - на стрижень електрода наноситися, товстіший шар покриття збільшуючи цим теплову силу дуги і підвищити її дії, що проплавляють, тобто збільшити глибину розплавлення основного металу. Зварювання ведуть короткою дугою, горіння якої підтримується за рахунок оперування козирка покриття на основний метал застосовують при зварюванні кутових та таврових з'єднаннях.
Зварювання похилим електродам - електрод укладається в обробку шва, для утримання електрода в обробці та для ізоляції та захисту дуги застосовують мідні накладки довжина дуги в процесі горіння дорівнює товщина шару покриття діаметр електрода 6-10мм, а довжина електрода 800-1000мм.
Зварювання електрода великим діаметром – 8-12мм і величина струму від 350-600А, але має свої недоліки:
1. Важко виконувати у вузьких місцях.
2. Швидка стомлюваність зварювальника.
3. Виникає значне магнітне дуття.
Ванне зварювання виконують одним або декількома електродами при підвищеній величині струму це забезпечує розігрів зварюваних елементів для утворення великої ванни рідкого металу яку утримують спеціальною формою в процесі зварювання наплавлений метал постійно знаходиться в рідкому стані в кінці процесу зварювання для прискорення та охолодження дуги зварювальної періодично переривають.
Безогаркова зварювання - електрод не закріплюється в тримачі, а приварюється до нього торцем, що дозволяє використовувати весь стрижень.
1.3 Види зварювання
Ручне дугове зварювання.
Газове зварювання та різання.
Напівавтоматичне зварювання
Автоматичне зварювання під шаром флюсу та серед захисних газів.
Аргона – дугове зварювання
Електроконтактне зварювання
2. Спеціальна частина
2.1 Призначення та опис конструкції
Трубопровід служить для транспортування холодної гарячої води в приміщенні для опалення, стиснутих газів, пари. Ця роботаскладається з двох роздільних ділянок труби з'єднаних між собою за допомогою ручного електродугового зварювання.
2.2 Вибір та опис матеріалу
Для виготовлення конструкції застосовується сталь марки сталь 3 низьковуглецева, відноситься до групи добре зварюваних. Вуглецю в ній до 0,25%, марганцю 0,5%, кремнію 0,35%.
Для зварювання низьковуглецевих сталей застосовуються електроди марок: ОЗС – 3; ОЗС – 4; МР – 3, стрижень цих електродів виготовлений із дроту марки св – 08А. До складу покриття входить: 30 - 50% двоокису титану, польовий шпат, феромарганець, рідке скло.
Цей електрод дасть найменший відсоток розбризкування металу, придатний для зварювання на постійному та змінному струмі, він є, не шкідливий для організму людини, тому широко використовується промисловості.
2.3 Вибір обладнання та технічні характеристикиджерел живлення
Я вибрав зварювання трубопроводу. Для заварювання труби трансформатор ТДМ – 401 найбільш зручний, тому що легко можна підібрати силу струму. Сам трансформатор складається із замкнутого сердечника, первинної та вторинної обмотки. При послідовному з'єднанні первинної та вторинної обмоток трансформатора електричний ланцюг включається частина витків первинної обмотки, отримують діапазон малих струмів.
При паралельному з'єднанні обмоток електричний ланцюг включаються всі гілки первинної обмотки, отримують діапазон великих струмів.
Вторинна обмотка рухлива, за допомогою її ведеться регулювання сили струму.
2.5 Підготовка металу під зварювання
У місці зварювання трубопроводу кромки ретельно зачищають залізною щіткою від бруду, олії, іржі, які призводять до утворення дефектів.
Від стану поверхні кромок, що зварюються значною мірою залежить якість зварних швів.
2.6 Складання конструкції
При складанні важливо забезпечити необхідну точність, і збіг кромок елементів, що зварюються.
Для точного збирання деталей під зварювання потрібно використовувати вимірювальні інструменти.
А велика увагаТреба звертати, що при нагріванні металу може деформуватися при зварюванні кореня шва потрібно бути особливо уважним ретельно зачистити від шлаку.
Прихватки роблять електродом діаметром 3мм.
2.7 Вибір режиму зварювання
Діаметр електрода вибирають залежно від товщини металу, катета шва, положення шва у просторі.
Зразкове відношення між товщиною металу (s) і діаметром електрода при зварюванні шва в потрібному становищі складають:
Sмм 1 – 2 3 – 5 4 – 10 12 – 24 30 – 60
dмм 2 – 3 3 – 5 4 – 5 5 – 6 і більше
Сила зварювального струму зазвичай встановлюється залежно від вибраного діаметра електрода.
При зварюванні швів у нижньому положенні сила струму може бути визначена станом Jд = (20+60) d Jсв (40÷60) для електродів діаметром менше 3мм Jд = 30 d.
Напруга дуги 18 – 20, ширина шва 15 – 16мм довжина дуги 1 – 0,5мм від основного металу,
Jсв ≈ 80 – 120 H
Нижнє положення Jсв ≈ 120А
Горизонтальне положення Jсв ≈ 100А
Вертикальне положення Jсв ≈ 80А.
Стельове положення Jсв ≈ 60А
2.8 Витрата зварювального матеріалу
Витрата покритих електродів визначають: множимо маси наплавленого металу на коефіцієнт витрати.
Gnе = Gн * Кр (кг, гр)
Gne – маси покритих електродів.
Gн – маси спрямованого металу
Кр – коефіцієнт витрати електродів
Кр = 1.5 - 1.8
для покритих електродів при РДС
Gн = 7.85*F*L
Gн = 7.85 г/см3 * 0.32 см2 * 49.9 см = 125
Gне = 125 * 1 * 7 = 212 * 5? 212
G одного електрода = (4 * 970кг) / 125шт = 39 * 76 гр
Кількість електродів 212гр/(39*76) = 5*33 ≈ 6шт
Витрата зварювальних електродів на виріб становило 6 електродів
2.9 Визначення норми часу
Норма часу на зварювання. Т
t0 – основний час
Куп - коефіцієнт враховує організацію праці приймають при РДС 0.25 - 0.40.
Час горіння дуги Т0 визначається за такою формулою:
t0 = 7.85*F*L/hнj
де 7.85 – питома густина сталі г/см2
F – площа перетину шва – при товщині металу 8мм
F = 64см2/2 = 0.32 см2
L*Fм = 1/2*а2 довжина шва
L = Ø * П L = 159 * 3.14 = 499.26 ≈ 499мм
Lн – коефіцієнт налавки для електродів МР – 3 Lн = 16 г/нч
J - Зварювальний струм, А J = 30 * deК
К - коефіцієнт зниження потужності дуги при зварюванні на змінному струмі (0.7-0.97)
30 - це ампери на мм електрода
J = 87*3 ≈ 90A
t0 = (7.85 г / см3 * 0.32 см2 * 49.9 см) / (16гр * 7 * 90А) = (125 * 34мм) / 1440 = = 0.08 год
Т = 0.08/0.25 = 0.68 = 32 хв
Потрібно було 32 хв.
2.10 Техніка та послідовність зварювання
Для 170 труби за розрахунками зробив три прихватки, прихватка довжиною 30мм.
Прихватки наносяться кожні 30мм.
Для зварювання кореня шва вибрав електрод діаметром 3мм.
Для зварювання другого шва вибрав 4мм.
Для проходження другого шва потрібно робити коливальні рухи з боку на бік для захоплення (зварювання) обох кромок.
3. Технічний контроль
3.1 Організація контролю якості
Дефекти в зварних з'єднаннях можуть бути спричинені поганою якістю зварних матеріалів, неточною збіркою та підготовкою стиків під зварювання, порушенням технології зварювання, низькою кваліфікацією зварювальника та іншими причинами. Завдання контролю якості з'єднань – виявлення можливих причин появи шлюбу та його попередження.
Роботи з контролю якості зварювальних робіт проводять у три етапи:
Попередній контроль, який проводиться до початку робіт:
Контроль у процесі збирання та зварювання (по операційний).
Контролює якість готових зварних з'єднань.
Попередній контроль включає: перевірку кваліфікації зварювальників, дефектоокопістів та ітр, керівних роботами зі складання, зварювання та контролю.
У процесі виготовлення (поопераційний контроль) перевіряють якість підготовки кромок та складання, режими зварювання, порядок виконання швів, зовнішній вигляд шва, його геометричні розміри, за справністю зварювальної апаратури.
Остання контрольна операція – перевірка якості зварювання в готовому виробі: зовнішній огляд та вимірювання зварних з'єднань, випробування на щільність, контроль ультразвуком, магнітні методи контролю.
Перевірка кваліфікації зварювальника: кваліфікацію зварювальників перевіряють при встановленні розряду. Розряд надають згідно з вимогами, передбаченими тарифно – кваліфікаційними довідниками, випробування зварювальників перед допусками до відповідальних робіт проводять за правилами відтистації зварювальників та спеціалістів зварювального виробництва.
Контролює якість основного металу. Якість основного металу має відповідати вимогам сертифікату, який надсилають заводи – постачальники разом із партією металу необхідно провести зовнішній огляд встановити механічні властивості та хімічний склад металу.
При зовнішньому огляді перевіряють відсутність на металі окалини, іржі, тріщин та інших дефектів.
Попередня перевірка металу з метою виявлення дефектів поверхні – необхідна та обов'язкова операція, завдяки якій можна запобігти застосуванню неякісного металу при зварюванні виробу.
Механічне властивості основного металу визначають випробуваннями стандартних зразків на машинах для розтягування, песах та копрах відповідно до ГОСТ 1497 – 73 металу методи випробування на розтягування.
Контроль якості зварювального дроту: на дріт сталевий наплавочний встановлюють марку та діаметр зварювального дроту, хімічний склад правило приймання та методи випробування, вимоги до упаковки, маркування, транспортування та зберігання.
Кожна бухта зварювального дроту повинна мати металеву бирку на якій зазначено найменування та товарний знак підприємства – виробника зварювальний дріт, на якому немає документації, піддають ретельному контролю.
Контроль якості електрода. При зварюванні конструкції, у кресленнях яких зазначений тип електрода, не можна застосовувати електрод, що не має сертифікату. Електрод без сертифікату перевіряють на міцність покриття та зварювальні властивості визначають так само механічні властивості металу шва та зварювального з'єднання виконаного електрода з партією, що перевіряється.
Контроль якості флюсів. Флюс перевіряють на однорідність по зовнішньому вигляду, визначають його механічний склад, розмір зерна, об'єм масу та вологість.
Контроль заготовок. Перед надходженням заготовок на складання перевіряють чистоту поверхні металу та габарити якості підготовки кромок.
Контроль зборки: зібраному контролюють: зазор між кромками, притуплення та кут розкриття для стикових з'єднань: ширину нахлестки і зазор між місцями для нахлесткових з'єднань.
Контролює якість зварювального обладнання та приладів. Перевіряють справність контрольно-вимірювальних приладів, надійність контактів та ізоляції, правильність підключення зварювальної дуги, справність замкнутих пристроїв, електродотримача, зварювальних пальників, редукторів, проводів.
Контроль технологічного процесузварювання: перед тим як переступити до зварювання, зварювальник знайомиться з технологічними картами, В яких зазначені послідовність операцій, діаметр і марка електродів, що застосовуються, режими зварювання і необхідні розміри зварних швів. Не дотримання порядку накладання швів може спричинити значну деформацію.
4. Організація робочого місця
4.1 Вимоги до організації робочого місця
При виконанні виробничих операцій за робітником або бригадою робітників закріплюється робоче місце у вигляді певної ділянки виробничої площі, оснащеної відповідно до вимог технологічного процесу, відповідним обладнанням та необхідним приладдям. Робоче місце зварювальника називають зварювальним постом.
Для захисту робітників від випромінювання дуги в постійних місцях зварювання встановлюють для кожного зварювальника окрему кабіну розміром 2х2, 5 або 2х2.
Стінки кабіни можуть бути зроблені з тонкого заліза, або іншого незгоряного матеріалу висотою 1,8 - 2,0 м, для кращої вентиляції, що не доходять до підлоги на 0,2-0,3 м. Підлога має бути з вогнестійкого матеріалу: цегла, бетон, цемент. Стіни фарбують у світло-сірий колір фарбами, що добре поглинають ультрафіолетові промені. Кабіну обладнають місцевою вентиляцією з повітрообміном 40м3/год на одного робітника.
Вентиляційний відсмоктувач розташовують так, щоб гази, що виділяються при зварюванні, що проходить повз зварювальника.
Зварювання деталі роблять на робочому столі заввишки 0,5-0,7м. Кришку столу виготовляють із чавуну товщиною 20-25мм, у ряді випадків на столі встановлюють різні пристосування для збирання та зварювання виробів.
До нижньої частини кришки або ніжки столу приварюють сталевий болт, що служить для кріплення дроту від джерела зварювального струму і для дроту заземлення столу. З боку столу є гнізда для зберігання електродів. У висувній скриньці столу зберігається інструмент та технологічна документація. Для зручності роботи в кабіні встановлюють металевий стілець з гвинтовим підйомним сидінням, виготовленим не електропровідного матеріалу. Під ногами у зварювальника повинен бути гумовий килимок.
Зварювальний піст оснащений генератором або зварювальним трансформатором.
5. Техніка безпеки
5.1 Техніка безпеки при зварювальних роботах
До зварювальних робіт допускаються особи не молодші 18 років після здачі техмінімуму за правилами техніки безпеки.
Організація кожного робочого місця має забезпечувати безпечне виконання робот.
Робоче місцеповинні бути обладнані різного роду огорожами, захисними та запобіжними пристроями та пристосованими.
Для створення безпечних умов робот зварювальників необхідно враховувати, крім загальних положень техніки безпеки на виробництві та особливості виконання різних зварювальних робіт. Такими особливостями є можливі ураження електричним струмом, отруєння шкідливими газами та парами, опіки випромінюванням зварювальної дуги та розплавленим металом, ураження від вибухів балонів зі стислими та зрідженими газами.
Електрична зварювальна дуга випромінює яскраві видимі світлові промені та невидимі ультрафіолетові та інфрачервоні. Світлові промені надають сліпучі дії. Ультрафіолетові промені викликають захворювання очей, а при тривалій дії наводять опікам шкіри.
Для захисту зору шкіри обличчя застосовують щитки, маски або шоломи, в оглядові отвори вставляють світлофільтри, що затримують і поглинають промені. Для захисту рук зварювальників від опіків і бризок розплавленого металу потрібно використовувати захисні рукавиці, а на тіло надягати брезентову спец. одяг.
У процесі зварювання виділяється значна кількість аерозолю, що призводить до отруєння організму. Найбільш висока концентрація пилу та шкідливих газів у хмарі диму, що піднімається із зони зварювання, тому зварювальник повинен стежити за тим, щоб потік не падав за щиток. Для видалення шкідливих газів пилу із зони зварювання необхідно влаштувати місцеву вентиляцію, витяжну та загальнооб'ємну припливну – витяжку. У зимовий час припливна вентиляція повинна подавати до приміщення підігріте повітря. При отруєнні потерпілого необхідно винести на свіже повітря, звільнити від стисненого одягу і надати йому спокій до прибуття лікаря, а при необхідності слід застосувати штучне дихання.
5.2 Електробезпека
Ураження електричним струмом відбувається при зіткненні людини з струмопровідними частинами обладнання. Опір людського організму залежно від його стану (втомлюваність, вологість шкіри, стану здоров'я) змінюється в широких межах від 1000 до 20000 Ом. Напруга холостого ходу джерел живлення дуги досягає 90В, а стиснутої дуги – 200В відповідно до закону Ома при несприятливому стані зварювальника через нього може пройти струм, близький до граничного:
Для попередження можливого ураження електричним струмом при виконанні електрозварювальних робіт необхідно дотримуватись основних правил:
Корпуси обладнання та апаратури, до яких підведено електричний струм, мають бути заземлені;
Усі електричні дроти, що йдуть від розподільних щитків та на робочі місця повинні бути надійно ізольовані та захищені від механічних пошкоджень;
Забороняється використовувати контур заземлення, металоконструкції будівель, а також труби водяної та опалювальної систем як зворотний дроти зварювального ланцюга;
При виконанні зварювальних робіт усередині замкнутих судин (котлів, ємностей, резервуарів, тощо) слід застосовувати дерев'яні щити, гумові килимки, рукавички, калоші: Зварювання необхідно проводити з підручним, що знаходиться поза посудиною. Слід пам'ятати, що для освітлювальних цілей усередині судин, а також у сирих приміщеннях застосовують електричний струм напругою не вище 12В, а в сухих приміщеннях – не вище 36В, у судинах без вентиляції зварювальник повинен працювати не більше 30 хвилин із перервами для відпочинку на свіжому повітрі .
Монтаж, ремонт електрообладнання та спостереження за ним повинні виконувати електромонтери. Зварювальникам категорично забороняється виправляти силові електричні ланцюги. При ураженні електричним струмом необхідно вимкнути струм первинного ланцюга звільнити від його впливу потерпілого, забезпечити доступ свіжого повітря, викликати лікаря, а за необхідності до приходу лікаря зробити штучне дихання.
5.3 Пожежна безпека
Причинами пожежі при зварювальних роботах можуть бути іскри або краплі розплавленого металу та шлаку, необережне поводження з полум'ям пальника за наявності горючих матеріалів поблизу робочого місця зварювальника. Небезпеку пожежі особливо слід враховувати на будівельно-монтажних майданчиках та при ремонтних роботах у непристосованих для зварювання приміщеннях.
Для попередження пожеж необхідно дотримуватись таких протипожежних заходів:
Не можна зберігати поблизу місця зварювання вогненебезпечні або легкозаймисті матеріали, а також проводити зварювальні роботи в приміщеннях, забруднених ганчір'ям, папером, відходами дерева тощо;
Забороняється користуватися одягом та рукавицями зі слідами олій, жирів, бензину, гасу та інших горючих рідин;
Виконувати зварювання та різання свіжопофарбованими олійними фарбами конструкцій до повного їх висихання
Забороняється виконувати зварювання апаратів, що знаходяться під електричною напругою, та судин, що знаходяться під тиском;
Не можна проводити без спеціальної підготовки зварювання та різання ємностей з-під рідкого палива;
При виконанні у приміщеннях тимчасових зварювальних робіт дерев'яні підлоги, настили та помости повинні бути захищені від займання листами азбесту чи заліза;
Потрібно постійно мати та стежити за справним станом протипожежних засобів - вогнегасників, ящиків з піском, лопат, відер, пожежних рукавів тощо, а також утримувати у справності пожежну сигналізацію;
Після закінчення зварювальних робіт необхідно вимкнути зварювальний апарат, а також переконатися у відсутності предметів, що горять. Засобами пожежогасіння є вода, піна, гази, пара, порошкові склади та ін.
Для подачі води до установки пожежогасіння використовують спеціальні водопроводи. Піна являє собою концентровану емульсію діоксиду вуглецю у водному розчині мінеральних солей, що містять піноутворюючі речовини.
При гасінні пожежі газами та парою використовують діоксид вуглецю, азот, димові гази та ін.
При гасінні гасу, бензину, нафти, електричних проводів, що горять, забороняється застосовувати воду і пінні вогнегасники. У цих випадках слід користуватися вуглекислотними або сухими вогнегасниками.
6. Охорона навколишнього середовища
Відповідно до конституції в інтересах нині живого, і майбутніх поколінь вживаються заходи для охорони і раціонального використанняземлі та її надр, водних ресурсіві рослинного та тваринного світу, для збереження в чистоті повітря та води, забезпечення відтворення природних багатств та покращення навколишнього людини середовища. Ці заходи у річних планахпідприємств групуються за розділами: охорона та використання водних ресурсів, охорона повітряного басейну, охорона та раціональне використання земель, охорона та використання мінеральних ресурсів.
Охорона та використання водних ресурсів передбачають заходи щодо зведення споруд для забору води та водойм, очищення стічних вод, систем оборотного водопостачання з метою зменшення безповоротних втрат води та ін.
У зварювальному виробництві багатьох підприємствах застосовують систему зворотного водопостачання воду, використовувану для охолодження зварювального устаткування, багаторазово використовують після її природного охолодження.
Охорона повітряного басейну передбачає заходи щодо знешкодження шкідливих для людини та навколишньому середовищіречовин, що викидаються з газами, що відходять: спорудження очисних установок у вигляді мокрих сухих пилу уловлювачів, для хімічного та електричного очищення газів, а також для уловлювання цінних речовин, утилізації відходів та ін. цілей.
Охорона та раціональне використання земель передбачає заходи, спрямовані на скорочення виходу земель із сільськогосподарського обороту, запобігання їх від епозії та інших руйнівних процесів, рекультивацію земель та ін.
Охорона та раціональне використання мінеральних ресурсів передбачають заходи щодо вдосконалення систем та методів розробки родовищ корисних копалин та схем збагачення руд, використання відходів металургійного виробництва та машинобудування, підвищення з руд покупних цінних компонентів та ін. Діяльність підприємства не повинна порушувати нормальних умов роботи інших підприємств , погіршувати побутові умови населення З цією метою в газових планахпередбачаються також заходи боротьби з виробничими шумами, вібраціями, впливами електричних та магнітних полів. Шум, створюваний зварювальним обладнанням, має бути мінімальним.
Джерела живлення зварювальної дуги, а також ряд електричних пристроїв, що застосовуються в зварювальних автоматах та напівавтоматах, створюють перешкоди та радіо- та тілу прийому. З метою усунення цього явища у всіх типах зварювального обладнання, що створює такі перешкоди, встановлюють завадні пристрої.
Дефекти зварних швів
| Найменування дефекту | Спосіб виявлення | Спосіб усунення |
| 1. Непровар піднаплавів | Зовнішній огляд. | Вирубка дефектного простору та наступна заварка. |
| 2. Підріз | Зовнішній огляд та вимірювання щупом. | Зачищення, підрізування ділянок та заварювання. |
| 3. Хвилястість шва різко вираженими межами. | Зовнішній огляд. | Вирубування дефектного місця. |
| 4. Нерівномірні утворення складок. | Зовнішній огляд. | Вирубування дефектного місця. |
| 5. Різні розміри кажетів кутового шва. | Вимірювання шаблон. | 1) при К та К обробка шва. 2) при К і К Х підварювання. |
| 6. Неправильна висота швів. | Вимірювання шаблон. Примітка: місцеві відхилення у висоті наплаву, що перевищують допуски, не повинні бути більше 10 % від загальної довжини шва місцевого відхилення до 15 мм. | а) обробка шва до основного розміру. б) підварювання з попереднім зачищенням. |
| 7. Нерівномірна ширина наплаву. | Вимірювання шаблон. | Підрубка шва. |
Література
1. Виноградов В.С. Обладнання та технологія дугового автоматичного та механізованого зварювання, М: 1997 року;
2. Рибаков В.М. Дугове та газове зварювання, М: ВШ, 1986 року.
3. Степанова В.В. Довідник зварювальника, М: 1982 року.
4.Фоміних В.П. Електрозварювання, М: В.Ш ..., 1978 року.
5. Чернишов Г.Г. Зварювальна справа, М: 2003 року.
www.ronl.ru
Програма навчальної практики за фахом «Зварювальник»
Міністерство освіти Пензенської області
Державне автономне професійне
освітня установаПензенської області
«Пензенський багатопрофільний коледж»
ЗАТВЕРДЖУЮ
Начальник відділення будівництва
ГАПОУ З ПМПК
РОБОЧА ПРОГРАМА
НАВЧАЛЬНОЇ ПРАКТИКИ
професія 15.01.05 «Зварювальник»
(Електрозварювальні та газозварювальні роботи)
термін навчання 2,5 роки
професія за загальним класифікатором (ОК 016-94)
1. Електрогазозварювальник
Узгоджено:
_____________________
Пенза, 2015р.
ПОЯСНЮВАЛЬНА ЗАПИСКА
Ця програма практики призначена для підготовки кваліфікованих робітників за професією «Зварювальник (електрозварювальні та газозварювальні роботи)» за програмою середньої професійної освіти.
Програма включає: пояснювальну записку, професійні та загальні компетенції, зведено-тематичний план виробничого навчання, навчальну програму.
Організація навчання здійснюється на основі переліку професій початкової професійної освіти та федерального державного освітнього стандартупочаткової професійної освіти (ФГОС СПО)
У програмі передбачено конкретну номенклатуру професій, що відображають ринок. робочої силирегіону, визначається зміст професійних компетенційз урахуванням специфіки регіону.
Професійна характеристика відбиває змістовні параметри професійної компетенції: її основні види, і навіть їх теоретичні основи.
Вимоги до результатів навчання є основними параметрами при оцінці якості підготовки учнів за професією «Зварювальник» (електрозварювальні та газозварювальні роботи).
Виконання цих вимог є підставою для видачі випускникам документів державного зразкапро рівень кваліфікації за професією «Зварювальник» (електрозварювальні та газозварювальні роботи).
Робоча програма професійного навчаннярозроблено на основі Федерального державного освітнього стандарту за професією, Положення про навчальну практику (виробниче навчання) та виробничу практику учнів, які освоюють основні професійні освітні програми
Організація-розробник:
Державний автономний професійний освітній заклад Пензенської області «Пензенський багатопрофільний коледж» відділення будівництва (далі - ДАПОУ З ПМПК)
1. ПАСПОРТ РОБОЧОЇ ПРОГРАМИ
НАВЧАЛЬНОЇ ПРАКТИКИ
Область застосування програми:
Робоча програма навчальної практики є частиною основної професійної освітньої програми відповідно до ФГОС СПО за професією Зварювальник (електрозварювальні та газозварювальні роботи) в частині освоєння кваліфікацій:
Газозварювальник,
Електрогазозварювальник,
Електрозварювальник на автоматичних та напівавтоматичних машинах,
Електрозварювальник ручного зварювання,
Газорізач
та основних видів професійної діяльності(ВПД):
1. Підготовчо-зварювальні роботи.
3. Наплавлення дефектів деталей та вузлів машин, механізмів, конструкцій та виливків під механічну обробку та пробний тиск.
Робоча програма навчальної практики може бути використана в додаткової освітиі професійної підготовкиза професіями робітників:
19756 Електрогазозварювальник;
19906 Електрозварювальник ручного зварювання;
11620 Газозварювальник.
1.2. Цілі і завдання виробничої практики:
Формування у початкових практичних, що навчаються професійних уміньу рамках модулів ОПОП СПО з основних видів професійної діяльності для освоєння робітничої професії, навчання трудовим прийомам, операціям та способам виконання трудових процесів, характерних для відповідної професії та необхідні для подальшого освоєння ними загальних та професійних компетенцій за обраною професією.
Вимоги до результатів освоєння виробничої практики
У результаті проходження навчальної практики за видами професійної діяльності учень повинен вміти:
| Вимоги до умінь |
|
| 1. Підготовчо-зварювальні роботи | ПК 1.1. Виконувати типові слюсарні операції, що застосовуються під час підготовки металу до зварювання. ПК 1.2.Підготовляти газові балони, регулюючу та комунікаційну апаратуру для зварювання та різання. ПК 1.3. Виконувати збирання виробів під зварювання. ПК 1.4. Перевіряти точність збирання. |
| 2. Зварювання та різання деталей з різних сталей, кольорових металів та їх сплавів, чавунів у всіх просторових положеннях. | ПК 2.1. Виконувати газове зварювання середньої складності та складних ПК 2.2. Виконувати ручне дугове та плазмове зварювання середньої складності та складних деталей апаратів, вузлів, конструкцій та трубопроводів з конструкційних та вуглецевих сталей, чавуну, кольорових металів та сплавів. ПК 2.3. Виконувати автоматичне та механізоване зварювання з використанням плазмотрона середньої складності та складних апаратів, вузлів, деталей, конструкцій та трубопроводів з вуглецевих та конструкційних сталей. ПК 2.4. Виконувати кисневе, повітряно-плазмове різання металів прямолінійної та складної конфігурації. ПК 2.6. Забезпечувати безпечне виконання зварювальних робіт на робочому місці відповідно до санітарно- технічними вимогамита вимогами охорони праці. |
| 3. Наплавлення дефектів деталей та вузлів машин, механізмів конструкцій та виливків під механічну обробку та пробний тиск. | ПК 3.1. Наплавляти деталі та вузли простих та середньої складності конструкцій твердими сплавами. ПК 3.2. Наплавляти складні деталі та вузли складних інструментів. ПК 3.3. Наплавляти зношені прості інструменти, деталі з вуглецевих та конструкційних сталей. ПК 3.4. Наплавляти нагріті балони та труби, дефекти деталей машин, механізмів та конструкцій. ПК 3.5. Виконувати наплавку для усунення дефектів у великих чавунних та алюмінієвих виливках під механічну обробку та пробний тиск. ПК 3.6. Виконувати наплавку для усунення раковин та тріщин у деталях та вузлах середньої складності. |
| 4. Дефектація зварних швів та контроль якості зварних з'єднань. | ПК 4.1. Виконувати зачищення швів після зварювання. ПК 4.2. Визначати причини дефектів зварювальних швів та з'єднань. ПК 4.3. Попереджати та усувати різні видидефектів у зварних швах. ПК 4.4. Виконувати гаряче виправлення складних конструкцій. |
1.3. Кількість годин на освоєння робочої програми навчальної практики (виробничого навчання):
Усього - 540 годин, у тому числі:
У рамках освоєння ПМ 01. - 72 години
У рамках освоєння ПМ 02. - 270 годин
В рамках освоєння ПМ 03. - 162 години
У рамках освоєння ПМ 04. -36 годин
1.4. Кількість годин на освоєння робочої програми виробничої практики:
ПП – 52 тижнів – 312 години
У рамках освоєння ПП 01. – 36 годин
В рамках освоєння ПП 02. - 138 годин
В рамках освоєння ПП 03. - 102 години
У рамках освоєння ПП 04. -36 годин
2. РЕЗУЛЬТАТИ ОСВОЄННЯ РОБОЧОЇ ПРОГРАМИ НАВЧАЛЬНОЇ ПРАКТИКИ
Результатом освоєння робочої програми виробничої практики є сформованість у початкових практичних професійних умінь, що навчаються, в рамках модулів ОПОП СПО з основних видів професійної діяльності (ВПД),
| Найменування результату освоєння практики |
|
| Виконувати типові слюсарні операції, що застосовуються під час підготовки металу до зварювання. |
|
| Підготовляти газові балони, регулюючу та комунікаційну апаратуру для зварювання та різання. |
|
| Виконувати збирання виробів під зварювання. |
|
| Перевіряти точність збирання. |
|
| Виконувати газове зварювання середньої складності та складних вузлів, деталей та трубопроводів із вуглецевих та конструкційних сталей та простих деталей із кольорових металів та сплавів. |
|
| Виконувати ручне дугове та плазмове зварювання середньої складності та складних деталей апаратів, вузлів, конструкцій та трубопроводів з конструкційних та вуглецевих сталей, чавуну, кольорових металів та сплавів. |
|
| Виконувати автоматичне та механізоване зварювання з використанням плазмотрона середньої складності та складних апаратів, вузлів, деталей, конструкцій та трубопроводів з вуглецевих та конструкційних сталей. |
|
| Виконувати кисневе, повітряно-плазмове різання металів прямолінійної та складної конфігурації. |
|
| Забезпечувати безпечне виконання зварювальних робіт на робочому місці відповідно до санітарно-технічних вимог та вимог охорони праці. |
|
| Наплавляти деталі та вузли простих та середньої складності конструкцій твердими сплавами. |
|
| Наплавляти складні деталі та вузли складних інструментів. |
|
| Наплавляти зношені прості інструменти, деталі з вуглецевих та конструкційних сталей. |
|
| Наплавляти нагріті балони та труби, дефекти деталей машин, механізмів та конструкцій. |
|
| Виконувати наплавку для усунення дефектів у великих чавунних та алюмінієвих виливках під механічну обробку та пробний тиск. |
|
| Виконувати наплавку для усунення раковин та тріщин у деталях та вузлах середньої складності. |
|
| Виконувати зачищення швів після зварювання. |
|
| Визначати причини дефектів зварювальних швів та з'єднань. |
|
| Попереджати та усувати різні види дефектів у зварних швах. |
|
| Виконувати гаряче виправлення складних конструкцій. |
3. ТЕМАТИЧНИЙ ПЛАН І ЗМІСТ ВИРОБНИЧОЇ ПРАКТИКИ
3.1.Тематичний план виробничої практики
| Код та найменування професійних модулів | Кількість годин з ПМ | Види робіт | Найменування тем виробничої практики | Кількість годин на теми |
|
| Підготовчо-зварювальні роботи | Виконувати правку та згинання, розмітку, рубку, різання механічне, обпилювання металу; готувати газові балони до роботи; виконувати складання виробів під зварювання у складально-зварювальних пристроях прихватками; перевіряти точність збирання; вміти працювати на тренажері МТДС – 05. | Тема 1.1. Слюсарні операції, що виконуються під час підготовки металу під зварювання | |||
| Проміжна атестація |
|||||
| Зварювання та різання деталей з різних сталей, кольорових металів та їх сплавів, чавунів у всіх просторових положеннях | Виконувати технологічні прийоми ручного дугового, плазмового та газового зварювання, автоматичного та напівавтоматичного зварювання з використанням плазмотрона деталей, вузлів, конструкцій та трубопроводів різної складності з конструкційних та вуглецевих сталей, чавуну, кольорових металів та сплавів у всіх просторових положеннях шва; виконувати автоматичне зварювання відповідальних складних будівельних та технологічних конструкцій, що працюють у складних умовах; виконувати автоматичне зварювання серед захисних газів неплавящимся електродом гарячетканних смуг із кольорових металів і сплавів під керівництвом електрозварювальника вищої кваліфікації; виконувати автоматичне мікроплазмове зварювання; виконувати ручне кисневе, плазмове та газове прямолінійне та фігурне різання та різання бензорізальними та гасоворізальними апаратами на переносних, стаціонарних та плазморізальних машинах деталей різної складності з різних сталей, кольорових металів та сплавів по розмітці; виробляти киснево-флюсове різання деталей з високохромистих і хромистонікелевих сталей та чавуну; виконувати кисневе різання суднових об'єктів на плаву; виконувати ручне електродугове повітряне стругання різної складності деталей з різних сталей, чавуну, кольорових металів та сплавів у різних положеннях; проводити попередній та супутній підігрів при зварюванні деталей з дотриманням заданого режиму; встановлювати режими зварювання за заданими параметрами; економно витрачати матеріали та електроенергію, дбайливо поводитися з інструментами, апаратурою та обладнанням; дотримуватись вимог безпеки праці та пожежної безпеки; читати робочі креслення зварних металоконструкцій різної складності. | Ознайомлення з обладнанням для ручного дугового зварювання. | |||
| Різання, складання та дугове зварювання сталевих пластин у похилому, вертикальному, горизонтальному положенні шва. |
|||||
| Складання та дугове зварювання простих деталей та вузлів з низьковуглецевої сталі |
|||||
| Газове наплавлення валиків і зварювання пластин з низьковуглецевої сталі в нижньому, вертикальному положенні шва. |
|||||
| Проміжна Атестація у формі диференціального заліку |
|||||
| Низьковуглецевої |
|||||
| Киснева Різання металів |
|||||
| Зварювання легованих |
|||||
| Зварювання та паяння |
|||||
| Проміжна атестація у формі диференціального заліку |
|||||
| Наплавлення дефектів деталей та вузлів машин, механізмів, конструкцій та виливків під механічну обробку та пробний тиск | Виконувати наплавлення твердими сплавами простих деталей; виконувати наплавлення твердими сплавами із застосуванням керамічних флюсів у захисному газі деталей та вузлів середньої складності; усувати дефекти у великих чавунних та алюмінієвих виливках під механічну обробку та пробний тиск наплавленням; видаляти наплавкою дефекти у вузлах, механізмах та виливках різної складності; виконувати наплавлення нагрітих балонів та труб; наплавляти раковини та тріщини в деталях, вузлах та виливках різної складності. | Дугове наплавлення пластин у нижньому, похилому вертикальному та горизонтальному положеннях. | |||
| Тема 3.2. Газокисневе наплавлення у всіх просторових положеннях. |
|||||
| Наплавлення твердими металами |
|||||
| Дефектація зварних швів та контроль якості зварних з'єднань | Зачищати шви після зварювання; перевіряти якість зварних з'єднань за зовнішнім виглядом та зломом; виявляти дефекти зварних швів та усувати їх; застосовувати способи зменшення та попередження деформації при зварюванні; виконувати гаряче виправлення зварних конструкцій. | Класифікація дефектів та причин їх виникнення. Вплив дефектів на міцність зварних швів | |||
| Неруйнівні види контролю якості зварних швів |
|||||
| Руйнівні вид контролю якості зварних швів |
|||||
| Проміжна атестація у формі диференційованого заліку |
|||||
| Всього годин |
| Код та найменування професійних модулів та тем виробничої практики | освоєння |
||
| ПМ 01. Підготовчо-зварювальні роботи | |||
| Види робіт: 1. Виконання типових слюсарних операцій, які застосовуються під час підготовки металу до зварювання. 2. Виконання складання зварних конструкцій у різний спосіб. 3. Виконання прихваток зібраних деталей. 4. Виконання операцій із контролю збирання зварних конструкцій. 5. Підготовка газових балонів, регулюючої та комунікаційної апаратури для газового зварювання та різання металу. |
|||
| Слюсарні операції, що виконуються під час підготовки металу під зварювання | 1. Зачистка та правка металу. 2. Розмітка та різання деталей. 3. Підготовка кромок деталей під зварювання. | ||
| Ознайомлення та робота на малоамперному дуговому тренажері зварювальника МДТС – 05. Техніка безпеки. | 1. Ручне дугове зварювання (РДЕ). Відпрацювання техніки збудження та підтримки дуги. 2. Ручне дугове зварювання (РДЕ). Відпрацювання техніки підтримки довжини дуги та заданої швидкості зварювання. 3. Ручне дугове зварювання (РДЕ). Відпрацювання техніки підтримки довжини дуги, заданої швидкості зварювання та кутів нахилу електрода. 4. Ручне аргонодугове зварювання (ТІГ). Відпрацювання техніки підтримки довжини дуги, заданої швидкості зварювання та кутів нахилу електрода. 5 Механізоване зварювання в захисних газах електродом, що плавиться (МАГ). Відпрацювання техніки підтримки довжини дуги, заданої швидкості зварювання та кутів нахилу електрода. 6. Ручне дугове зварювання стиків трубопроводів. Відпрацювання техніки підтримки довжини дуги, заданої швидкості зварювання та кутів нахилу електрода при зварюванні неповоротних стиків трубопроводів. | ||
| Виконання збирання виробів та їх контроль | 1. Складання балок та рам 2.Складання решітчастих конструкцій | ||
| Проміжна атестація у формі диференційованого заліку | |||
| ПМ 02. Зварювання та різання деталей з різних сталей, кольорових металів та їх сплавів, чавунів у всіх просторових положеннях | |||
| Види робіт: 1. Інструктаж з експлуатації складально-зварювальних пристроїв. 2. Організація робочого місця та безпеки праці. 3. Складання та зварювання стикових з'єднань. 4. Складання під зварювання стикових з'єднань (без скосу кромок, з одностороннім і двостороннім скосом кромок), встановлення необхідного зазору при складанні. 5. Встановлення прихваток. 6. Складання та зварювання кутових та таврових з'єднань. Порядок виконання складання, постановки прихваток, техніки та технології наплавлення, зварювання. 7. Перевірка якості зварних з'єднань за зовнішнім виглядом та зламу. Виправлення дефектів зварних швів. Вирубування дефектного місця та повторне заварювання. 8. Дугове різання вугільним та металевим електродом: розмітка та вирізка фланців, кілець, різних круглих та фігурних отворів; різання кутів та швелерів, пробивання отворів на пластинах, різання труб. 9. Роздільне повітряно-дугове різання профільного металу, пропалювання отворів, різання труб та швелерів. 10. Поверхневе повітряно-дугове різання канавок, що виконуються на пластинах з вуглецевої та легованої сталі, вибірка дефектних зварних швів. 11. Плазмово-дугове різання нескладних деталей з легованих та кольорових металів. 12. Виконання ручного дугового та плазмового зварювання середньої складності та складних деталей апаратів, вузлів, конструкцій та трубопроводів з конструкційних та вуглецевих сталей, чавуну, кольорових металів та сплавів. 13. Виконання автоматичного та механізованого зварювання з використанням плазмотрона середньої складності та складних апаратів, вузлів, деталей, конструкцій та трубопроводів з вуглецевих та конструкційних сталей. 14. Виконання кисневого, повітряно-плазмового різання металів прямолінійної та складної конфігурації. 15. Читання креслень середньої складності та складних зварних металоконструкцій. 16. Виконання газового зварювання вузлів середньої складності та складних вузлів, деталей та трубопроводів з вуглецевої, конструкційної сталі, кольорових металів та сплавів. 17. Виконання автоматичного та механізованого зварювання вузлів, деталей, конструкцій, трубопроводів з різних конструкційних матеріалів 18. Виконання кисневого, повітряно - плазмового різання металів прямолінійної та складної конфігурації. 19. Виконання зварювальних робіт на робочому місці відповідно до санітарно-технічних вимог та вимог охорони праці. 20. Виконання кисневого, повітряно-плазмового різання металів прямолінійної та складної конфігурації. 21. Читання креслень середньої складності та складних зварних металоконструкцій. 22. Читання інструкційно-технологічних карт, схем. 23. Зварювання труб встик у поворотному та неповоротному положенні. 24. Виконання кільцевих швів ємностей для зберігання різноманітних сипких матеріалів. 25. Приварювання різних ребер жорсткості. 26. Зварювання перехідних майданчиків, рам, огорож, ґрат. 27. Приварювання різноманітних косинок, планок до балок, ферм. 28. Зварювання різних будівельних конструкцій (балки, каркаси будівель, ферми, листові конструкції, Корпусні транспортні конструкції). 29. Зварювання трубопроводів. 30. Перевірка якості зварних швів, усунення дефектів у зварних швах. |
|||
| Ознайомлення з обладнанням для ручного дугового зварювання | Ознайомлення зі зварювальним обладнанням та апаратурою, правила їх обслуговування. Інструктаж з організації робочого місця та безпеки праці. Увімкнення та вимкнення джерела живлення дуги постійного струму. Регулювання сили струму, приєднання дротів. Затискач електрода в електродотримачі. Тренування у збудженні дуги та підтримання її горіння до повного розплавлення електрода. | ||
| Різання, складання та дугове зварювання сталевих пластин у нижньому положенні шва. | 1.Ознайомлення з правилами та прийомами наплавлення та зварювання. Інструктаж з організації робочого місця та безпеки праці. Наплавлення валика на пластину у нижньому положенні шва. 2. Одношарове зварювання листового металу, зварювання пластин у нахльостку, у кут, у стик з обробкою кромок, у тавр. 3. Наплавлення валиків на похилу пластину. Наплавлення суміжних паралельних валиків у різних напрямках. 4. Різання пластин покритими електродами по прямій, кривій і розмітці. Різання металу різного профілю. Вирізка отворів. 5. Вирізування канавок, видалення дефектних зварних швів. Вирізка кореня шва зі зворотного боку для проварювання | ||
| Різання, складання та дугове зварювання сталевих пластин у похилому, вертикальному та горизонтальному положенні шва | 1.Різка пластин у пластинах у похилому, вертикальному та горизонтальному положенні шва. Різання металу різного профілю. 2. Наплавлення валиків на підйом і спуск на пластину, встановлену під різними кутами. 3. Складання деталей під зварювання, встановлення необхідного зазору, визначення місць прихваток у різних просторових положеннях. 4. Постановка прихваток та їх зачистка. 5. Зварювання похилих пластин встик, у похилому положенні. | ||
| Складання та дугове зварювання простих деталей та вузлів з низьковуглецевої сталі. | 1. Складання деталей під зварювання, встановлення необхідного зазору, визначення місць прихваток. 2.Виконання прихватки зібраних деталей у різних просторових положеннях. 3. Зварювання пластинок, косинок, ребер жорсткості до нескладних виробів у нижньому положенні шва. 4. Зварювання пластинок, косинок, ребер жорсткості до нескладних виробів у вертикальному положенні шва. 5. Зварювання пластинок, косинок, ребер жорсткості до нескладних виробів у горизонтальному положенні шва. | ||
| Газове наплавлення валиків і зварювання пластин з низьковуглецевої сталі в нижньому, вертикальному положенні шва. | 1.Вибір режиму зварювання. Наплавлення присадного матеріалу. 2. Наплавлення валиків на сталеві пластини у нижньому положенні шва. 3. Наплавлення валиків на сталеві пластини у вертикальному положенні шва. 4. Зварювання пластин у стик у всіх просторових положеннях | ||
| Проміжна атестація у формі диференційованого заліку | |||
| Складання та газове зварювання простих виробів та вузлів з Низьковуглецевої | 1. Складання деталей під зварювання, встановлення необхідного зазору, визначення місць прихваток та послідовності їх накладання. 2. зварювання простих виробів у похилому, вертикальному та горизонтальному положеннях швів. 3.Заварка раковин та тріщин у простих деталях 4. Перевірка якості простих з'єднань. Виявлення дефектів та їх усунення. | ||
| Кисневе різання металів | 1. Кисневе різання пластин. 2. Кисневе різання куточків, швелерів | ||
| Зварювання легованих сталей. | 1.Ознайомлення з правилами та прийомами зварювання легованих сталей. 2. Наплавлення валиків покритими електродами на пластини з легованої сталі. 3. Зварювання стикових з'єднань без оброблення кромок у різних просторових положеннях 4.Інструктаж з організації робочого місця та безпеки праці при аргоннодуговому зварюванні. Ознайомлення з прийомами зварювання легованих сталей аргонодуговим зварюванням. 5. Відпрацювання навичок при наплавленні валиків аргоннодуговим зварюванням 6.Аргоннодугове зварювання кутових, таврових з'єднань у всіх просторових положеннях | ||
| Зварювання та паяння чавуну | 1. Інструктаж з організації робочого місця та безпеки праці. Ознайомлення зі способами та прийомами зварювання чавуну. 2. Холодне зварювання чавуну сталевими електродами за сталевими шпильками. 3. Наплавлення шару латуні на чавунній пластині. 4. Вирубування дефектів та підготовка кромок виробів під зварювання. | ||
| Зварювання кольорових металів та їх сплавів. | 1. Газове наплавлення валиків на пластини з алюмінію 2. Газове зварювання пластин з алюмінію встик 3.Газова наплавка валиків на пластини з міді та їх сплавів 4. Газове зварювання пластин з міді встик. 5.Аргоннодугова наплавка валиків на пластини з алюмінію 6. Аргоннодугове наплавлення валиків на пластини з міді та їх сплавів встик. | ||
| Проміжна атестація у формі диференційованого заліку | |||
| ПМ 03. Наплавлення дефектів деталей та вузлів машин, механізмів, конструкцій та виливків під механічну обробку та пробний тиск | |||
| Види робіт: 1. Наплавлення деталей та вузлів простих та середньої складності конструкцій твердими сплавами; наплавлення складних деталей та вузлів складних інструментів. 2. Наплавлення зношених простих інструментів, деталей із вуглецевих та конструкційних сталей. 3. Виконує наплавлення для усунення дефектів у великих чавунних та алюмінієвих виливках під механічну обробку та пробний тиск. 4. Виконання наплавлення для усунення раковин та тріщин у деталях та вузлах середньої складності; виконання наплавлення твердими сплавами із застосуванням керамічних флюсів у захисному газі деталей та вузлів середньої складності. 5. Видалення наплавленням дефектів у вузлах, механізмах та виливках різної складності; виконання наплавлення нагрітих балонів та труб. виконання наплавлення для усунення дефектів у великих чавунних та алюмінієвих виливках під механічну обробку та пробний тиск. 6. Виконання наплавлення для усунення раковин та тріщин у деталях та вузлах середньої складності. |
|||
| Техніка наплавлення для усунення дефектів у великих чавунних та алюмінієвих виливках під механічну обробку та пробний тиск | 1Наплавлення деталей та вузлів простих та середньої складності конструкцій твердими сплавами 2. Наплавлення складних деталей та вузлів складних інструментів 3. Наплавлення зношених простих інструментів, деталей із вуглецевих та конструкційних сталей. 4. Виконує наплавлення для усунення дефектів у великих чавунних та алюмінієвих виливках під механічну обробку та пробний тиск. 5. Виконує наплавлення для усунення раковин і тріщин у деталях та вузлах середньої складності. 6. Виконання наплавлення твердими сплавами. 7. Видалення наплавленням дефектів у вузлах, механізмах та виливках різної складності. 8. Виконувати наплавлення нагрітих балонів та труб 9. Наплавлення складних деталей та вузлів, складних інструментів | ||
| Газокисневе наплавлення у всіх просторових положеннях | 1.Експлуатація зварювальних автоматів для механізованого дугового наплавлення. 2. Регулювання зварювальних режимів для механізованого дугового наплавлення. 3. Газове наплавлення поверхонь деталей з різних металів. 4. Відпрацювання техніки усунення дефектів в оброблених деталях та вузлах наплавленням газовим пальником. 5.Наплавлення деталей та вузлів простих та середньої складності конструкцій твердими сплавами. 6. Наплавлення конструкцій твердим сплавом | ||
| Дугова автоматична та напівавтоматична наплавка | 1.Наплавлення складних деталей та вузлів складних інструментів. 2.Наплавлення зношених простих інструментів, деталей із вуглецевих сталей. 3. Застосування технологічних прийомів автоматичного та механізованого наплавлення дефектів деталей машин, механізмів та конструкцій. 4 Наплавлення зношених простих інструментів, деталей із легованих сталей 5 Наплавлення зношених простих інструментів, деталей із конструкційних сталей. 6. Наплавлення твердими металами | ||
| Наплавлення твердими металами. | 1.Ознайомлення з прийомами наплавлення твердими металами. 2. Наплавлення простих деталей та вузлів твердими сплавами. 3. Наплавлення складних деталей та вузлів твердими сплавами. 4. Наплавлення порошковими сплавами | ||
| Проміжна атестація у формі диференційованого заліку | |||
| ПМ 04. Дефектація зварних швів та контроль якості зварних з'єднань | |||
| Види робіт: 1. Виконання зачищення швів після зварювання. 2. Визначення причин дефектів зварювальних швів та з'єднань. 3. Попередження та усунення різних видів дефектів у зварних швах. 4. Виконання гарячої виправлення складних конструкцій. |
|||
| Класифікація дефектів та причина їх виникнення. | 1. Зачищення швів після зварювання. 2. Дефекти зварних з'єднань. Зварювальні деформації. Причини виникнення дефекту | ||
| Неруйнівні види контролю зварювальних швів | 1. Візуальний контроль якості зварної сполуки. 2. Ультразвуковий контроль зварювальних швів | ||
| Руйнівні види контролю зварювальних швів | 1.Гідравлічний контроль зварних швів 2 Гаряче виправлення зварних конструкцій. | ||
| Проміжна атестація у формі диференційованого заліку |
Для характеристики рівня освоєння навчального матеріалувикористовуються такі позначення:
2 – репродуктивний (виконання діяльності за зразком, інструкцією або під керівництвом);
3 – продуктивний (планування та самостійне виконання діяльності, вирішення проблемних завдань)
4. УМОВИ РЕАЛІЗАЦІЇ РОБОЧОЇ ПРОГРАМИ ВИРОБНИЧОЇ ПРАКТИКИ
4.1. Вимоги до мінімального матеріально-технічного забезпечення
Реалізація робочої програми навчальної практики передбачає наявність підприємств та організацій Пензенської області, які здійснюють електрозварювальні та газозварювальні роботи на основі прямих договорів із ДБОУ СПО ВО «ПМПК».
Оснащення підприємств чи організацій:
1.Обладнання:
1. Пост ручного дугового зварювання.
2. Газозварювальний пост.
3. Пост для напівавтоматичного зварювання у захисному газі.
4. Зварювальні пости ручного дугового зварювання постійного струму.
5. Зварювальні пости ручного дугового зварювання змінного струму.
6. Обладнання та оснащення для виконання складально-зварювальних робіт.
7. Електроди для зварювання.
2. Інструменти та пристосування:
1.Набір слюсарних та вимірювальних інструментів.
2. Інструмент для ручної та механізованої обробки металу.
3. Набори контрольно-вимірювального інструменту для перевірки оброблення кромок.
4. Набори контрольно-вимірювального інструменту для перевірки точності збирання.
5. Прилади визначення твердості металів.
6. Складально-зварювальні пристрої.
7. Універсальні та спеціальні пристрої.
8. Контрольно-вимірювальний інструмент та шаблон.
9. Слюсарний інструментелектрозварювальника.
10. Пристосування для правки та рихтування.
3. Засоби навчання:
1. Технічна документація різні види обробки металу.
2. Журнал інструктажу з безпечних умов праці.
4. Засоби індивідуального та колективного захисту.
4.2. Загальні вимогидо організації освітнього процесу
Виробниче навчання проводиться майстрами виробничого навчання та наставниками на підприємстві професійного циклу. Виробниче навчання проводиться концентровано.
4.3. Кадрове забезпечення освітнього процесу
Майстри виробничого навчання, які здійснюють керівництво виробничою практикою учнів, повинні мати кваліфікаційний розрядза професією 3-4, вища або середня професійна освіта за профілем професії, проходити обов'язкове стажування в профільних організаціях не рідше 1-го разу на 3 роки.
5. КОНТРОЛЬ І ОЦІНКА РЕЗУЛЬТАТІВ ОСВІЙЛЕННЯ ПРОГРАМИ
НАВЧАЛЬНОЇ ПРАКТИКИ
Контроль та оцінка результатів освоєння навчальної практики здійснюється керівником практики у процесі проведення навчальних занять, самостійного виконання навчальними завданнями, виконання практичних перевірочних робіт. Через війну освоєння навчальної практики у межах професійних модулів учні проходять проміжну атестацію у вигляді диференційованого заліку.
| Результати навчання (Освоєні вміння в рамках ВПД) | Форми та методи контролю та оцінки результатів навчання |
| ПК 1.1. Виконує типові слюсарні операції, що застосовуються при підготовці металу до зварювання. | |
| ПК 1.2.Підготовка газових балонів, регулюючої та комунікаційної апаратури для зварювання та різання. | |
| ПК 1.3. Виконує складання виробів під зварювання. | Експертна оцінкадіяльності учня |
| ПК 1.4. Перевірка точності збирання. | Експертна оцінка діяльності учня |
| ПК 2.1. Виконання газового зварювання середньої складності та складних вузлів, деталей та трубопроводів з вуглецевих та конструкційних сталей та простих деталей з кольорових металів та сплавів. | Експертна оцінка виконаних робіт |
| ПК 2.2. Виконує ручне дугове та плазмове зварювання середньої складності та складних деталей апаратів, вузлів, конструкцій та трубопроводів з конструкційних та вуглецевих сталей, чавуну, кольорових металів та сплавів. | Експертна оцінка виконаних робіт |
| ПК 2.3. Виконує автоматичне та механізоване зварювання з використанням плазмотрона середньої складності та складних апаратів, вузлів, деталей, конструкцій та трубопроводів з вуглецевих та конструкційних сталей. | Експертна оцінка виконаних робіт |
| ПК 2.4. Виконує кисневого, повітряно-плазмового різання металів прямолінійної та складної конфігурації. | Експертна оцінка виконаних робіт |
| ПК 2.5. Читання креслень середньої складності та складних зварних металоконструкцій. | Експертна оцінка діяльності учня |
| ПК 2.6. Забезпечення безпеки виконання зварювальних робіт на робочому місці відповідно до санітарно-технічних вимог та вимог охорони праці. | Експертна оцінка діяльності учня |
xn - j1ahfl.xn - p1ai
Робоча програма виробничої практики
ДЕРЖАВНИЙ БЮДЖЕТНИЙ ПРОФЕСІЙНИЙ ОСВІТНИЙ ЗАКЛАД
МОСКОВСЬКОЇ ОБЛАСТІ
«ПРОМИСЛОВО-ЕКОНОМІЧНИЙ ТЕХНІКУМ»
Робоча програма
виробничої практики
150709.02 Зварювальник (електрозварювальні та газозварювальні роботи).
Програма виробничої практики розроблена на основі Федерального державного освітнього стандарту за професією початкової професійної освіти (далі - НУО)
150709.02 Зварювальник (електрозварювальні та газозварювальні роботи).
ПАСПОРТ ПРОГРАМИ ВИРОБНИЧОЇ ПРАКТИКИ
СТРУКТУРА І ЗМІСТ ПРОГРАМИ
УМОВИ РЕАЛІЗАЦІЇ ПРОГРАМИ
КОНТРОЛЬ І ОЦІНКА РЕЗУЛЬТАТІВ ОСВОЄННЯ
ВИРОБНИЧОЇ ПРАКТИКИ
1. ПАСПОРТ ПРОГРАМИ ВИРОБНИЧОЇ ПРАКТИКИ
1.1.Область застосування програми
Програма виробничої практики є частиною основної професійної освітньої програми відповідно до ФГОС за професією НУО 150709.02 Зварювальник (електрозварювальні та газозварювальні роботи).
Програма виробничої практики може бути використана у додатковому професійній освіті(у програмах підвищення кваліфікації та перепідготовки) та професійної підготовки робітників за професією 150709.02 Зварювальник (електрозварювальні та газозварювальні роботи): з вихідним рівнем освіти: середня (повна) загальна, професійна без пред'явлення вимог до досвіду роботи.
1.3.Цілі та завдання виробничої практики:
В результаті освоєння програми виробничої практики учень повинен вміти:
Виконувати правку та згинання, розмітку, рубку, різання механічне, обпилювання металу;
готувати газові балони до роботи;
Виконувати складання виробів під зварювання у складально-зварювальних пристроях та прихватками;
Перевіряти точність збирання.
В результаті освоєння програми учень повинен мати практичний досвід:
Перевірка точності складання.
Виконання типових слюсарних операцій, що застосовуються під час зварювання;
Підготовка балонів, регулюючої та комунікаційної апаратури для зварювання та різання;
Виконання збирання виробів під зварювання;
Перевірка точності складання.
1.4. Кількість годин на освоєння програми виробничої практики –216.
Пояснювальна записка
Ця програма складена з метою надання практичної допомогимайстру виробничого навчання у проведенні передвипускної виробничої практики учнів професійного училища з підготовки електрозварювальників 3-4 розрядів. Програма рекомендує проходження практики в цехах підприємств, на будівництві та у приватних підприємствах, які займаються виконанням електрогазозварювальних робіт.
Після придбання умінь та навичок, необхідних для засвоєння та виконання програми, учням надаються конкретні завдання, які допоможуть їм у виконанні пробних кваліфікаційних робіт. У зв'язку з удосконаленням умов виробництва у програму практики можуть бути внесені зміни та доповнення.
Напрям учнів на практику оформляється договором із підприємством, у якому відображаються терміни проведення, умови забезпечення безпеки виконання робіт.
Після закінчення практики на учнів оформляються характеристики, завірені печаткою, у яких зазначаються: виконання норм виробітку, вміння поводитися з технологічним інструментом, обладнанням та пристосуваннями, знання технологічного процесу, рекомендований розряд.
Учні оформляють щоденник виробничої практики, у якому вказують види виконуваних робіт, розряд, якість виконання. Наприкінці ставиться дата закінчення роботи, підпис відповідальної особи та засвідчується печаткою.
Учні проходять виробничу практику на робочих місцях підприємств, де, по можливості, працюватимуть після закінчення технікуму.
Фонд часу на виробничу практику 216 годин упродовж 6 тижнів. Учні навчальної групизгідно з договорами розподіляються на підприємствах району з урахуванням специфіки професії.
Режим праці учнів: робота під керівництвом наставника або у складі бригад в одну або дві зміни відповідно до режиму, що діють у цехах чи дільницях підприємств.
Тривалість робочого дня учнів визначається Конституцією РФ та законодавством про працю підлітків. Для учнів, які досягли 18-річного віку – 41 година на тиждень, які не досягли 18-річного віку – 36 годин на тиждень.
Випускникам, які освоїли професію, надається третій розряд електрогазозварника. Найкращим учням за рішенням Державної екзаменаційної комісії може бути надано четвертий розряд.
Керівництво практикою здійснює майстер виробничого навчання за допомогою висококваліфікованих робітників. Контроль за перебігом практики здійснюють старший майстер та заступник директора училища з навчально-виробничої роботи згідно з графіком контролю.
Цілі і завдання
Метою передвипускної виробничої практики як заключного етапу навчально-виховного процесу є завершення виробничого навчання та підготовка майбутнього робітника до самостійної високопродуктивної роботи на підприємстві.
Основні завдання передвипускної виробничої практики: Адаптація учнів у конкретних виробничих умовах.
Виховання свідомої дисципліни, товариської взаємодопомоги, поваги до традицій підприємства та прагнення примножити їх.
Закріплення та вдосконалення професійних знань, умінь та навичок за обраною професією.
Накопичення досвіду самостійного виконання робіт електрогазозварювальника 3-4 розрядів.
Вивчення технічної документаціїнових виробничих технологій.
Набуття навичок роботи на сучасне обладнання.
Формування таких професійно-цінних якостей, як швидкість реакції, акуратність, узгодженість дій, спостережливість.
Види робіт
Учні повинні виконувати роботи електрогазозварника 3-4 розряди.
Інструктаж з безпеки праці, вивчення інструкцій щодо організації робочого місця та безпечних прийомів роботи. Огляд робочого місця, перевірка наявності та справності інструментів та пристроїв, сигнальних та захисних приладів, протипожежного інвентарю. Чітке та правильне ведення щоденників.
Виконання роботи на робочих місцях. Дотримання робочих властивостей, вимог, технологічного процесу. Періодичний контроль за якістю продукції, роботи устаткування.
Дотримання порядку дій у разі несправностей обладнання.
Вивчення та застосування передових високопродуктивних прийомів та методів праці, інструментів, пристроїв, оснастки, що застосовуються при зварювальних роботах.
Здійснення заходів щодо найбільш ефективного використання робочого часу, запобігання шлюбу, економного витрачання матеріалів.
Підготовка робочого місця до здавання. Виконання зобов'язань за зразковим змістом робочого місця. Здача зміни. Ведення записів у щоденнику.
Тематичний план
Найменування тем
Кількість годин
1. Вступне заняття. Завдання навчання. Інструктаж щодо організації робочого місця, вивчення технологічного процесу, документації. Безпечні прийомироботи на робочому місці.
2. Самостійне виконання робіт складністю 3-4 розряди ручного дугового зварювання.
3. Самостійне виконання робіт складністю 3-4 розряду газового зварювання.
4. Контроль зварювальних робіт.
5. Вивчення та застосування прогресивної технології та передових прийомів та методів праці.
6. Пробна кваліфікаційна робота та випускні кваліфікаційні іспити.
При кожному переміщенні під час проходження практики необхідно проводити тригодинний інструктаж з безпеки праці для вироблення та закріплення автоматичних навичок бездоганного виконання вимог безпеки праці (за рахунок часу на кожну тему).
1. Інструктаж з безпечних умов праці та знайомство з робочим місцем (6 год)2. Самостійне виконання робіт ручного дугового зварювання (150 год)1) Зварювання балок та рам- Заготівельні операції- Складання деталей під зварювання-Зварюваннябалок двотаврового перерізу-Зварювання балок коробчатого перерізу-Зварювання рам2) Зварювання решітчастих конструкцій-Зготувальні деталі під зварювання-Зварювання трубопроводів4-Зварювання трубопроводів4-Зварювання Складання деталей під зварювання-Зварювання резервуарів5) Наплавлення та різання деталей-Наплавлення деталей під механічну обробку- Ручнадугова різання- Різаннята припасування деталей з профільного металопрокату- Різання заготовок з легованої сталі4. Контроль зварювальних робіт (36 год)3. Самостійне виконання робіт газового зварювання (30 год) - Зварювання глушників - Усунення дефектів деталей автомобілів наплавкою - Усунення раковин у виливках - Зварювання резервуара для негорючих рідин - Зварювання вентиляційних труб - Зварювання безнапірних трубдля води - Усунення дефектів арматури з бронз і латуні - Наплавлення сталей на дефектні поковки - Пайка деталей з ковкого чавуну - Кисневе різання4. Контроль зварювальних робіт (6 год)5. Вивчення та застосування прогресивної технології та передових методів та прийомів праці (30 год)- Вивчення способів підвищення продуктивності- Зварювання трифазною дугою- Зварювання лежачим електродом- Зварювання з глибоким проплавленням6. Кваліфікаційні іспити (6 год)
виконання типових слюсарних операцій, що застосовуються під час підготовки металу до зварювання;
Підготовка балонів, регулюючої та комунікаційної апаратури для зварювання та різання;
Виконання збирання виробів під зварювання;
Перевірка точності складання.
ЕЛЕКТРОЗВАРЮВАЛЬНИК РУЧНОГО ЗВАРЮВАННЯ
2-й розряд
Повинен вміти:
1. Виробляти ручне дугове та плазмове зварювання простих дітатей, вузлів та конструкцій з вуглецевих сталей у нижньому, вертикальному положеннях зварного шва.
2. Проводити наплавлення простих невідповідальних деталей.
3. Нагрівати деталі та вироби перед зварюванням.
4. Виконувати прихватку деталей та виробів та конструкцій у всіх просторових положеннях зварного шва.
Повинен знати:
1. Принцип дії електрозварювальних машин та апаратів для дугового зварювання змінного та постійного струму.
2. Правила обслуговування електрозварювальних апаратів.
3. Порядок підготовки кромок виробів під зварювання.
4. Типи обробок.
5. Основні властивості застосовуваних електродів, зварюваного матеріалу та сплавів.
6. Призначення та умови застосування контрольно-вимірювальних приладів.
7. Причини дефектів при зварюванні та способи їх запобігання.
8. Загальні відомості про зварювання у захисному газі.
9. Влаштування пальників для зварювання неплавким електродом у захисному газі.
3-й розряд
Повинен вміти:
1. Виробляти ручне дугове та плазмове зварювання деталей, вузлів та конструкцій середньої складності з вуглецевих сталей та простих деталей їх конструкційних сталей, кольорових металів та сплавів у всіх просторових положеннях зварного шва, крім стельового.
2. Виробляти ручне дугове кисневе різання, стругання деталей середньої складності з маловуглецевих, легованих, спеціальних сталей, чавуну та кольорових металів у різних положеннях.
3. Проводити наплавлення зношених простих інструментів, деталей із вуглецевих та конструкційних сталей.
4. Дотримуватись вимог безпеки праці.
Повинен знати:
1. Пристрій електрозварювальних машин і зварювальних апаратів.
2. Вимоги до зварного шва та поверхонь після кисневого різання (стругання).
3. Властивості та значення покриттів електродів.
4. Основні види контролю зварних швів.
5. Методи підбору марок електродів залежно від марок стали.
6. Причини внутрішніх напруг і деформацій у виробах, що зварюються, заходи їх попередження.
7. Правила організації праці своєму робочому місці.
ЕЛЕКТРОГАЗОЗВАРЮВАЛЬНИК
3-й розряд
Повинен вміти:
1. Виробляти ручне дугове, плазмове, газове, автоматичне та напівавтоматичне зварювання простих деталей, вузлів та конструкцій із конструкційних сталей, кольорових металів та сплавів, а також середньої складності деталей у всіх положеннях шва, крім стельового.
2. Виробляти кисневе плазмове прямолінійне та криволінійне різання металу, просту та середню складність деталей з вуглецевих та легованих сталей, кольорових металів та сплавів за розміткою вручну на переносних, стаціонарних та плазморізальних машинах у всіх положеннях зварного шва.
3. Виробляти ручне кисневе різання та різання бензорізальними та гасоворізальними апаратами на задані розміри з виділенням відходів кольорових металів та збереженням або вирізом вузлів та частин машин.
4. Виробляти ручне дугове повітряне стругання простих та середньої складності деталей з різних сталей, чавуну, кольорових металів та сплавів у різних положеннях.
5. Проводити наплавлення раковин та тріщин у деталях, вузлах та відливах середньої складності.
6. Здійснювати попередній та супутній підігрів при зварюванні деталей з дотриманням заданого режиму.
Повинен знати:
1. Пристрій електрозварювальних і плазморізальних машин, що обслуговуються, газозварювальної апаратури, автоматів, напівавтоматів, а також плазмотрона.
2. Вимога до зварювального шва та поверхні після повітряного стругання.
3. Методи підбору марок електрода залежно від марок стали.
4. Властивості та значення обмазок електродів.
5. Будова зварного шва.
6. Правила підготовки деталей та вузлів під зварювання та заварювання.
7. Правила підбору режиму нагрівання металу залежно від його марки та товщини.
8. Причини внутрішніх напруг і деформування в виробах, що зварюються, заходи їх попередження.
9. Основні технологічні прийоми зварювання та наплавлення деталей з різних сталей, чавуну, кольорових металів та сплавів, режим різання та витрати газів при кисневому та газоелектричному різанні.
4-й розряд
Характеристика робіт:
Ручне дугове та газове зварювання середньої складності деталей, вузлів, конструкцій та трубопроводів із конструкційних сталей, чавуну, кольорових металів та сплавів та складних деталей вузлів, конструкцій та трубопроводів із вуглецевих сталей у всіх просторових положеннях зварного шва.
Ручне кисневе плазмове та газове прямолінійне та фігурне різання бензорізальними та гасоворізальними апаратами на переносних, стаціонарних та плазморізальних машинах у різних положеннях складних деталей з різних сталей, кольорових металів та сплавів по розмітці. Кисне різання деталей з високохромистих та хромистонікелевих сталей та чавуну. Кисне різання суднових об'єктів на плаву. Автоматичне та механізоване зварювання середньої складності та складних апаратів, вузлів, конструкцій трубопроводів з різних статей, чавуну, кольорових металів та сплавів.
Ручне електродугове повітряне стругання складних та відповідальних деталей з різних сталей, чавуну, кольорових металів та сплавів у різних положеннях. Зварювання конструкцій із чавуну. Наплавлення дефектів складних деталей машин, механізмів, конструкцій та виливків під механічну обробку та пробний тиск. Гаряча правка складних та відповідальних конструкцій. Читання креслень складних зварних металоконструкцій.
Повинен знати:
Влаштування різної електрозварювальної та газорізальної апаратури, автоматів та напівавтоматів, особливості зварювання та електродугового стругання на змінному та постійному струмі; основні закони електротехніки у межах виконуваної роботи; види дефектів у зварних швах та методи їх попередження та усунення; основні відомості про зварюваність металів; механічні властивості зварюваності металів; принципи підбору режиму зварювання за приладами; марки та типи електродів; загальні відомостіпро методи отримання та зберігання найбільш поширених газів: ацетилену, водню, кисню, пропан-бутану, які використовуються при газовому зварюванні; процес газового різання легованої сталі.
Газозварник
2-й розряд
Характеристика робіт:газове зварювання простих деталей, вузлів та конструкцій їх вуглецевих сталей у нижньому та вертикальному положеннях зварного шва. Наплавлення простих невідповідальних деталей. Усунення раковин та тріщин наплавленням у простих відливах. Підігрів конструкцій та деталей при правці.
Повинен знати: принципи роботи газозварювальних апаратів, газогенераторів, кисневих і ацетиленових балонів, що редукують приладів і зварювальних пальників; види зварних з'єднань та швів; підготовку кромок виробів для зварювання; типи розділів та позначення зварних швів на кресленнях; основні властивості газів та рідин, що застосовуються при зварюванні; допустимий залишковий тиск газу в балонах; призначення та марки флюсів, що застосовуються при зварюванні; причини виникнення дефектів при зварюванні; характеристику газового полум'я
3-й розряд
Характеристика робіт:газове зварювання середньої складності вузлів, деталей та трубопроводів з вуглецевих та конструкційних сталей та простих деталей із кольорових металів та сплавів у всіх просторових положеннях зварного шва, крім стельових. Усунення раковин та тріщин у деталях та вузлах середньої складності наплавкою. Наплавлення твердими сплавами простих деталей. Попередній та супутній підігрів при зварюванні деталей з дотриманням заданого режиму.
Повинен знати: пристрій обслуговуваної та газозварювальної апаратури; будова зварних швів та способи їх випробування; основні властивості металів, що зварюються; правила підготовки деталей та вузлів під зварювання та наплавлення; правила вибору режиму нагрівання металів залежно від його товщини; причини виникнення внутрішніх напруг і деформацій у виробах, що зварюються, та заходи їх попередження; основні технологічні прийоми зварювання та наплавлення деталей зі сталі, кольорових металів та чавуну.
ЕЛЕКТРОЗВАРЮВАЧ НА АВТОМАТИЧНИХ І НАПІВАВТОМАТИЧНИХ МАШИНАХ
2-й розряд
Характеристика робіт:автоматичне та механізоване зварювання простих вузлів, деталей та конструкцій з вуглецевих та конструкційних сталей. Виконує роботи з обслуговування установок для автоматичного електрошлакового зварювання та автоматів спеціальних конструкцій при зварюванні конструкцій під керівництвом електрозварювальника вищої кваліфікації. Приймає деталі, вироби, конструкції у всіх просторових положеннях напівавтоматами. Підготовка металу для зварювання. Наплавлення дефектів деталей та виливків. Зачищає деталі та вироби під автоматичне та механізоване зварювання. Установка деталей та виробів у пристосуваннях. Заправка електродним дротом. Читання простих креслень.
Повинен знати: принцип дії електрозварювальних автоматів і напівавтоматів, що застосовуються; основні відомості про джерела харчування; види зварних з'єднань та швів; типи обробок та позначення зварних швів на кресленнях; правила підготовки металу для зварювання; основні властивості електродного дроту, що застосовується, флюсів, захисного газуі зварюваних металів та сплавів; призначення та умови застосування контрольно-вимірювальних приладів; загальні відомості про автоматичне та механізоване зварювання; причини виникнення деформації металів при зварюванні та способи її попередження.
3-й розряд
Характеристика робіт:автоматичне та механізоване зварювання з використанням плазмотрона у всіх просторових положеннях зварного шва середньої складності апаратів, вузлів, деталей, конструкцій та трубопроводів з вуглецевих та конструкційних сталей. Наплавлення простих та середньої складності деталей та вузлів. Автоматичне мікроплазмове зварювання. Обслуговує установки для автоматичного електрошлакового зварювання та автоматів при зварюванні конструкцій.
Повинен знати: будову зварювальних автоматів, напівавтоматів, плазмотронів і джерел живлення; властивості та призначення зварювальних матеріалів; основні види контролю зварних швів; вибір зварювальних матеріалів; причини виникнення внутрішніх напруг і деформацій у виробах, що зварюються, та заходи їх попередження; встановлення режимів зварювання за заданими параметрами.
Завантажити у форматі doc: Ви не можете завантажувати файли з нашого сервера