Для виготовлення обробного інструменту в основному застосовують чотири групи інструментальних матеріалів(Інструментальні сталі, тверді сплави, надтверді матеріали, ріжуча кераміка), кожна з яких поділяється на кілька підгруп (рис. 1). Жоден із цих інструментальних матеріалів не є універсальним і займає свою нішу відповідно до показників в'язкості, міцності, зносостійкості та твердості.
Рисунок 1 – Класифікація інструментальних матеріалів
У таблиці наведено дані про поширеність у Росії світі інструментальних матеріалів:
Швидкорізальні сталі - Високолеговані інструментальні сталі високої твердості з карбідним зміцненням та вмістом вуглецю понад 0,6 %. Підвищення якості швидкорізальних сталей досягається при використанні порошкової металургії (ПМ). Характерними властивостями швидкорізальних сталей, виготовлених методом ПМ, є висока міцність на вигин, в 1,5-2,5 рази вища стійкість проти традиційними марками.

Малюнок 2 - Характеристики інструментальних матеріалів
Тверді сплави - це продукти порошкової металургії, що складаються із зерен карбідів тугоплавких металів (WC, TiC, TaC), скріплених в'язким металевим зв'язуванням. Найчастіше як зв'язування використовується кобальт, що відрізняється гарною здатністю змочувати карбіди вольфраму. У твердих сплавах, які не містять карбідів вольфраму, як зв'язок використовується нікель з добавками молібдену.
Карбіди вольфраму, титану і танталу мають високу твердість і тугоплавкість. Чим більше у твердому сплаві карбідів, тим вища його твердість і теплостійкість, але нижча механічна міцність. При збільшенні вмісту кобальту зростає міцність, але твердість та теплостійкість знижуються.
Сучасні тверді сплави можна класифікувати за складом на чотири основні групи:
- § вольфрамокобальтові (ВК) тверді сплави WC-Co;
- § титановольфрамокобальтові (ТК) тверді сплави WC-TiC-Co;
- § титанотанталовольфрамокобальтові (ТТК) тверді сплави WC-TiC-TaC-Co;
- § безвольфрамові (БВТС) тверді сплави TiC (TiN)-Ni-Mo.
У зарубіжній літературі всі тверді сплави, що містять вольфрам, називаються вольфрамовими, а не вольфраму - титановими.
Вольфрамові або вольфрамокобальтові (ВК) тверді сплави (однокарбідні) складаються з вольфраму карбіду WC і кобальту (зв'язки). Сплави цієї групи різняться вмістом кобальту (від 3 до 15%), розмірами зерен карбіду вольфраму та технологією виготовлення. При збільшенні вмісту кобальту збільшуються межа міцності твердого сплаву при згинанні, в'язкість ударна і пластична деформація, однак, при цьому зменшуються твердість і модуль пружності.
Вольфрамокобальтові тверді сплави рекомендуються переважно для обробки матеріалів, що дають при різанні стружку надлому: чавунів, кольорових металів (бронз, силумінів, дуралюмінів), склопластиків. Дрібнозернисті та особливодрібнозернисті сплави цієї групи (мають у позначенні літери М та ОМ, відповідно), рекомендуються також для обробки жароміцних та корозійно-стійких сталей та сплавів.
Значний вплив на фізико-механічні та експлуатаційні властивості твердих сплавів, у тому числі на основі WC-Co, має розмір зерен твердої фази. У сплавах нормальної зернистості середній розмірзерен WC складає 2-3 мкм. При однаковому вмісті кобальту зменшення середнього розміру зерен призводить до збільшення твердості та зносостійкості при незначному зменшенні міцності.
Титановольфрамові або титановольфрамокобальтові (ТК) тверді сплави WC-TiC-Co (двокарбідні) призначені для обробки сталей та кольорових металів (латунів), що дають при різанні зливну стружку. У порівнянні з твердими сплавами ВК на основі WC-Co, вони мають більшу стійкість до окислення, твердість і теплостійкість, менші значення тепло- і електропровідності, модуля пружності.
Карбіди вольфраму і титану, що становлять основу твердих сплавів, мають високу природну теплостійкість. Теплостійкість сплавів групи ТК становить: Т5К10 – 1100єС, Т14К8 та Т30К4 – 1150єС. Цифра, що стоїть після літери К, означає процентний вміст кобальту, цифра за літерою Т – зміст TiC, решта – WC. Збільшення вмісту у твердому сплаві карбідів вольфраму та титану при відповідному зменшенні вмісту кобальту веде до підвищення теплостійкості твердих сплавів.
Сплави Т30К4 та Т15К6 застосовуються при чистовій та напівчистовій обробці сталей з високими швидкостями різання та малими навантаженнями на інструмент, а сплави Т5К10 та Т5К12 призначені для роботи у важких умовах ударних навантажень зі зниженою швидкістю різання.
Титанотанталовольфрамові або титанотанталовольфрамокобальтові (ТТК) тверді сплави WC-TiC-TaC-Co (трикарбідні) відрізняються підвищеною міцністю та високою твердістю (у тому числі при температурах 600-800С). У позначеннях сплавів цієї групи цифри, що стоять за літерами ТТ, означають сумарний вміст карбідів титану та танталу, решта – WC.
Сплави групи ТТК за застосовністю є універсальними і їх можна використовувати як для обробки сталі, так і для обробки чавуну. Основна сфера застосування трикарбідних сплавів - різання з дуже великими перерізами зрізу в умовах точення та стругання, а також обробка з важкими ударами. У цих випадках підвищена міцність, обумовлена наявністю танталу карбідів, компенсує їх знижену теплостійкість.
Наведені вище позначення марок твердих сплавів, які виготовляють Росії, відбивають хімічний склад даних сплавів. Зарубіжні фірми, як правило, присвоюють твердим сплавам позначення, що випускаються ними, що містять інформацію про сфери застосування тієї чи іншої марки.
Позначення твердих вольфрамових сплавів:
Міжнародна організація стандартів ISO (ІСО) запропонувала систему класифікації твердих сплавів, згідно з якою всі тверді сплави поділяються на групи застосування залежно від матеріалів, для обробки яких вони призначені. Ця система виділяє: групу твердих сплавів P – для обробки матеріалів, що дають зливну стружку; групу сплавів K - для обробки матеріалів, що дають елементну стружку та проміжну групу сплавів - M.
Чим більший індекс підгрупи застосування, тим нижче зносостійкість твердого сплаву і допустима швидкість різання, але вище міцність (ударна в'язкість), допустима подача та глибина різання. Таким чином, малі індекси відповідають чистовим операціям, коли від твердих сплавів потрібно висока зносостійкість і мала міцність, а великі індекси відповідають чорновим операціям, коли твердий сплав повинен мати високу міцність.
Така система, незважаючи на всю її умовність, відіграла позитивну роль, оскільки виробники інструменту можуть поряд з торговою маркою твердого сплаву вказати умовно область його застосування, а споживачі - вибирати марку твердого сплаву, що найбільше відповідає умовам роботи.
В останні роки перспективним напрямом є створення та використання безвольфрамових твердих сплавів (БВТС). Інтенсивні дослідження у цьому напрямі проводяться у всьому світі. Найбільш розвинене виробництво безвольфрамових твердих сплавів у Японії (близько 40% загального обсягу випуску твердих сплавів), США, країнах Європи.
Безвольфрамові тверді сплави, як і вольфрамосодержащіе сплави, є продуктами порошкової металургії, проте в якості твердої зносостійкої фази в них використовуються карбід і карбонітрид титану, що мають високу твердість, зносо- і окалиностійкість. В якості цементуючого металу застосовується нікель, а для поліпшення змочування карбідної фази в процесі спікання розплавленим зв'язуванням і одночасно для зниження крихкості БВТС до складу вводиться молібден і ніобій.
У Росії найперспективнішими з погляду практичного застосуванняпроявили себе безвольфрамові сплави ТН20, КНТ16 та ЛЦК20. Сплав марки ТВ4 на основі карбонітриду титану містить у молібдено-нікелевій зв'язці 8-9% вольфраму для підвищення його міцності та по суті є маловольфрамовим. Новий гуртсплавів ЦТУ та НТН30 має підвищену експлуатаційну надійність та розширену сферу застосування за рахунок легування вольфрамом та карбідами титану та ніобію відповідно.
Зазначені сплави призначені для заміни вольфрамосодержащих твердих сплавів групи ТК на операціях точіння та фрезерування сталей (області застосування Р20-Р30). Проте в цілому, незважаючи на економію дорогого вольфраму, БВТС можуть бути рівноцінною заміною вольфрамових твердих сплавів тільки за строго певних умов обробки, а значна нестабільність властивостей і низька циклічна міцність не дають можливість рекомендувати їх як інструментальні матеріали для автоматизованого виробництва.
Ріжуча кераміка (РК) - це висока твердість та міцність на стиск, зберігає свої властивості при високих температурах, підвищена зносостійкість та стійкість до окислення, але значно нижча міцність на вигин у порівнянні з твердими сплавами.
Ріжучі керамічні матеріали можна поділити на чотири групи: 1) оксидна (біла кераміка) на основі Al2O3,
- 2) оксикарбідна (чорна кераміка) на основі композиції Al2O3-TiC,
- 3) оксиднонітридна (кортиніт) на основі Al2O3-TiN,
- 4) нітридна кераміка з урахуванням Si3N4.
Кожна з цих груп має свої особливості, як у технології виготовлення, так і в галузі застосування, обумовлені насамперед складом і структурою матеріалу. Зменшення розміру зерна та пористості мінералокераміки призводить до зростання зносостійкості, міцності та твердості матеріалу.
Вітчизняними марками оксидної РК є ЦМ-332, ВО-13, ВО-18, ВШ-75. На відміну від швидкорізальних сталей та твердих сплавів маркування РК не відображає її складу. Згідно виробничій практиціоксидна кераміка краще при точенні заготовок із незагартованих конструкційних сталей та феритних ковких чавунів (НВ< 230) при скоростях резания свыше 250 м/мин.
Твердість РК різних марок складає HRA 93-96, міцність – 400-950 МПа. Такий широкий діапазон основних властивостей визначається різним вмістом карбідів та нітридів, а також розміром зерен.
Порівняльні характеристики властивостей карбідів показали, що найбільш перспективним з них є карбід титану, який має високу твердість, зносостійкість, достатню теплопровідність і пружні властивості, широко застосовується як основа інструментальних матеріалів. Крім того, він недефіцитний і легко утворюється відновленням оксиду сажею.
На підставі вищесказаного карбід титану був обраний як зміцнююча добавка до оксиду алюмінію. Дослідження його впливу на властивості оксидно-карбідної композиції дозволило вибрати склад та розробити технологію сплаву ВОК-71. Склад ВОК-71 складається із основи Al2O3 з добавкою 20% TiC. По твердості не поступається металу ВОК-63, а, по міцності його перевищує. При різанні чавуну та сталі різної твердості змішана кераміка ВОК-71 показала перевагу перед іншими металами.
Паралельно з удосконаленням оксидно-карбідних керамічних матеріалів розроблялися нові марки різальної кераміки на основі нітриду кремнію. На базі оксидного керамічного матеріалу ВШ-75 розроблено керамічний матеріал ОНТ-20 (кортиніт).
Кортиніт – оксидно-нітридна РК, до складу якої входить дрібнодисперсний нітрид титану. Адгезійна взаємодія кортиніту з оброблюваним матеріалом менш інтенсивна, ніж у оксидно-карбідних керамічних матеріалів.
Позитивні властивості нітриду титану дозволили створити нітридну різальну кераміку. За своїми властивостями композиція на основі нітриду кремнію дещо поступається оксидно-карбідною керамікою, однак такий керамічний матеріал має високу міцність на вигин та низький коефіцієнт термічного розширення, що вигідно відрізняє його від раніше розглянутих типів РК.
Нітридна РК має твердість HRC 86-95, межа міцності на розтяг 600-950 МПа, ударну в'язкість та теплопровідність вища, ніж інші типи кераміки. Перевагою нітридної РК є той факт, що при температурі 790-900єС її твердість вища, ніж твердість оксидно-карбідної та оксидної РК.
Переважною сферою застосування нітридної РК є обробка чавунів та жароміцних сплавів. Для обробки сталей ця РК не рекомендується через високу інтенсивність дифузійного зношування. Швидкості різання при обробці чавуну сіалоном досягають 1500 м/хв.
Проводяться роботи зі створення композицій нітридної РК із карбідами. Наприклад, добавка 20% TiC дозволяє на 50% підвищити ударну в'язкість і твердість, що дає можливість використовувати більш високі значення подачі та швидкості різання (до 1800 м/хв). Такі композиції рекомендуються передусім обробки нікелевих сплавів.
Причинами, що стримують широке застосування кераміки в металообробці є: низька міцність, висока крихкість, значна чутливість до локальних напруг і дефектів структури. Тому основна проблема при створенні нових керамічних матеріалів – підвищення міцності.
В останні роки велика увагафахівців у галузі РК приділяється розробці армованої кераміки. Як армуючий елемент для РК найчастіше використовують ниткоподібні кристали карбіду кремнію SiC (мають міцність до 4000 МПа) довжиною 20-30 мкм і діаметром до 1 мкм. Зазначається, що подібне армування дозволяє підвищити в'язкість оксидної РК у 1,5 рази без суттєвого зниження твердості.
Досить довгі кристали (у 2 і більше разів, що перевищують розміри зерен матриці) служать містками між зернами, підвищуючи їх стабільність під дією навантаження. Крім того, різниця коефіцієнтів теплового розширення кристалів SiC і основи створює при нагріванні сприятливі стискаючі напруги, які компенсують напруги розтягування, що виникають у ШМД в процесі різання.
Армовану РК можна застосовувати при переривчастому точенні та фрезеруванні. Оскільки ріжучий інструмент з армованої кераміки є дорогим, його застосування економічно ефективне тільки в певних областях, наприклад при обробці заготовок із жароміцних нікелевих сплавів, а також загартованих сталей та чавунів.
Надтверді інструментальні матеріали (СТМ) - це інструментальні матеріали, що мають твердість за Віккерс при кімнатній температурі понад 35 ГПа. Надтверді матеріали (СТМ), що використовуються для оснащення метало різальних інструментів, Поділяються на дві основні групи:
- § СТМ на основі вуглецю - природні та штучні (полікристалічні) алмази;
- § СТМ на основі нітриду бору (композити).
Ці дві групи СТМ мають різні сфери застосування, що обумовлено відмінністю їх фізико-механічних властивостей та хімічного складу.
Природні алмази мають цілий ряд важливих властивостей, необхідні інструментальні матеріали. Твердість природних алмазів вища за твердість будь-якого природного або синтетичного матеріалу. Вони мають низький коефіцієнт тертя, високу теплопровідність. При заточенні алмазних інструментів забезпечується радіус заокруглення ріжучої кромки в межах часток мікрометра, тому можливе отримання практично ідеально гострої і прямолінійної ріжучої кромки, що особливо важливо при прецизійній обробці.
Недоліками природних алмазів є: анізотропія властивостей, низька міцність, порівняно низька (700-750єС) теплостійкість та хімічна активність до сплавів на основі заліза за підвищених температур, а також висока вартість.
Зазначені властивості природних алмазів визначають сферу їх ефективного використання: прецизійна обробкадеталей із кольорових металів та неметалічних матеріалів. Зокрема, алмазні інструменти з радіусом округлення ріжучої кромки 5-6 мкм використовуються для обробки металевих дзеркал, дисків пам'яті та деталей оптоелектроніки з глибинами різання 12-20 мкм.
Обмежені запаси природних алмазів, а також їхня висока вартість викликали необхідність розробки технології синтетичних алмазів. Умови отримання синтетичних алмазів полягають у впливі на алмазоутворюючий матеріал, що містить вуглець (графіт, сажа, деревне вугілля). Вплив відбувається при тиску 60 000 атмосфер при температурі 2000-3000єС, що забезпечує рухливість атомів вуглецю та можливість перебудови структури графіту в структуру алмазу.
Синтетичні алмази для різальних інструментів мають, як правило, полікристалічну структуру. Прикладами вітчизняних полікристалічних алмазів (ПКА) є АСПК (карбонадо) та АСБ (баллас). Мікротвердість полікристалічних алмазів у середньому така ж, як природних монокристалів (56-102 гПа), але діапазон зміни її у ПКА ширший. Щільність синтетичних баласу (АСБ) та карбонадо (АСПК) вища, ніж щільність природних монокристалів алмазу, що пояснюється наявністю певної кількості металевих включень.
Синтетичні та природні алмази не можна протиставляти один одному, вони доповнюють один одного і кожен з них має свої оптимальні сфери застосування. Але й синтетичні та природні алмази не рекомендується застосовувати для обробки матеріалів та сплавів, що містять залізо, що пояснюється великою фізико-хімічною спорідненістю чорних металів та алмазу.
Природних сполук нітриду бору (BN) немає. Отримані штучним шляхом модифікації нітриду бору на вигляд кристалічних грат поділяються на графітоподібний, вюртцитний і кубічний нітрид бору (КНБ). Щільні модифікації BN відрізняються технологією виготовлення, структурою та фізико-механічними властивостями.
Прикладами вітчизняних СТМ з урахуванням нітриду бору є композит 01 (ельбор), композит 02 (белбор), СКІМ-ПК, Петбор, КП3. Найбільш відомі зарубіжні матеріали цієї групи – кіборит, Wurbon, Borazon, Amborite, Sumiboron.
СТМ на основі BN застосовуються, в основному, для обробки загартованих сталей (HRC>45) і чавунів (HB>230) з підвищеними швидкостями різання, і лезова обробка за допомогою BN у багатьох випадках ефективніша, ніж шліфування.

Малюнок 3 – Класифікація СТМ
Таким чином, СТМ представлені двома напрямками: на основі вуглецю та на основі нітриду бору. Твердість полікристалічних алмазів вища, ніж твердість композитів, а теплостійкість у 1,5-3 рази нижча. Композити практично інертні до сплавів на основі заліза, а алмази виявляють до них значну активність при високих температурах та контактних тисках, що мають місце в зоні різання. Тому різальні інструменти з композитів застосовують головним чином при обробці сталей та чавунів, а алмазні інструменти - при обробці кольорових металів та сплавів, а також неметалевих матеріалів.
Можливість застосування надтвердих матеріалів нині стримується станом устаткування. Тільки близько 50% існуючих верстатів можуть забезпечити необхідний рівень швидкостей різання, близько 25% верстатів потребують модернізації та близько 25% непридатні для використання інструментів, оснащених СТМ.
З іншого боку, можливість реалізації оптимальних для СТМ високих швидкостей різання на новому устаткуванні, що володіє необхідними характеристиками за потужністю, жорсткістю та вібростійкістю, забезпечує значне підвищення продуктивності металообробки.
Абразивні матеріали – це зерна абразивного матеріалу з гострими кромками служать різальними елементами шліфувальних інструментів. Поділяються на природні та штучні. До природних абразивних матеріалів відносяться такі мінерали, як кварц, наждак, корунд та ін. У промисловості найпоширенішими є штучні абразивні матеріали: електрокорунди, карбіди кремнію та бору. До штучних абразивних матеріалів відносяться також полірувально-доводочні порошки - оксиди хрому і заліза.
Інноваційний напрямок
Перспективною є нанотехнологія у виробництві різальних інструментів. Згідно з експертним прогнозом, частка використання нанотехнологій на російському ринку для моноінструментів зараз становить 63%, а для збірного 6%.
Перспективні нанотехнології у виробництві обробного інструменту.
Зношування металорізального інструменту збільшує похибку на розмір, впливає на якість оброблюваної поверхні, збільшує сили різання призводить до спотворення поверхневого шару деталі.
Процес різання супроводжується великим тиском на різальний інструмент, тертям та тепловиділенням. Такі умови роботи висувають низку вимог, яким повинні задовольняти матеріали, призначені виготовлення ріжучого інструменту.
Інструментальні матеріали повинні мати високу твердість, що перевищує твердість матеріалу, що обробляється. Висока твердість матеріалу різальної частини може бути забезпечена фізико-механічними властивостями матеріалу (алмази, карбіди кремнію, карбіди вольфраму та ін.) або
його термічною обробкою (загартування та відпустка).
У процесі різання шар, що зрізається, тисне на передню поверхню інструменту, створюючи в межах площі контакту нормальну напругу. При різанні конструкційних матеріалів із встановленими режимами різання нормальна контактна напруга може досягати значних величин. Ріжучий інструмент повинен витримувати такі тиски без крихкої руйнації та пластичного деформування. Так як ріжучий інструмент може працювати в умовах змінних значень сил, наприклад через нерівномірно знімається шар металу заготовки, важливо, щоб інструментальний матеріал поєднував у собі високу твердість з опірністю на стиск і вигин, мав високу межу витривалості і ударної в'язкістю. Таким чином, інструментальний матеріал має відрізнятися високою механічною міцністю.
При різанні з боку заготівлі інструмент діє потужний тепловий потік, внаслідок чого на передній поверхні інструменту встановлюється висока температура. При цьому різальні елементи інструменту втрачають свою твердість і зношуються через інтенсивне розігрівання. Тому найважливішою вимогою до інструментального матеріалу є його висока теплостійкість – здатність зберігати при нагріванні твердість, необхідну для здійснення процесу різання.
Переміщення стружки по передній і задній поверхнях різання інструменту при високих контактних напругах і температурах призводять до зношування робочих поверхонь. Таким чином, висока зносостійкість - найважливіша вимога до характеристики інструментального матеріалу. Зносостійкість – це здатність інструментального матеріалу чинити опір при різанні видалення його частинок з контактних поверхонь інструменту. Вона залежить від твердості, міцності та теплостійкості інструментального матеріалу.
Інструментальний матеріал повинен мати високу теплопровідність. Чим вона вища, тим менша небезпека виникнення шліфувальних опіків та тріщин.
У промисловості використовується велика кількість інструменту, що потребує відповідної витрати інструментального матеріалу. Інструментальний матеріал повинен бути по можливості дешевим, не містити дефіцитних елементів, що не збільшуватиме вартість інструменту і, відповідно, вартість виготовлення деталей.
Відповідно до хімічного складу та фізико-механічних властивостей інструментальні матеріали ділять на:
вуглецеві інструментальні сталі;
леговані інструментальні сталі;
швидкорізальні сталі та сплави (високолеговані);
тверді метали;
мінералокераміку;
абразивні матеріали;
алмазні матеріали.
Найбільш поширеними з вуглецевих інструментальних матеріалів є марки: У9А, У10А, У12А, У13А.
Маркування вуглецевих інструментальних сталей розшифровується так: літера «У» означає, що вуглецева сталь; цифра свідчить про вміст у ній вуглецю в десятих частках відсотка; літера "А" говорить про те, що сталь високоякісна.
Вуглецеві сталі через відсутність легуючих хімічних елементів добре шліфуються та є дешевим інструментальним матеріалом. Разом з тим інструмент, що виготовляється з вуглецевої сталі, порівняно швидко зношується і втрачає твердість, отриману при загартуванні.
З цих сталей виготовляють інструменти малих габаритних розмірів для роботи з м'яких матеріалів з малою швидкістю різання. Зі сталей марок У7А, У7, У8А, У8, У8ГА, У9А і У9 виробляють різні слюсарні та ковальські інструменти, інструменти для обробки дерева, шкіри та ін. З цих же марок сталей виготовляють державки та корпуси інструментів, оснащених пластинками з твердого сплаву.
Леговані інструментальні сталі виходять шляхом додавання в вуглецеві сталі не великої кількостілегуючих елементів: хрому (Х), вольфраму (В), ванадію (Ф), кремнію (С), марганцю (Г). Найбільше застосування під час виготовлення інструментів знайшли сталі марок ХВ5, ХВГ, 9ХС.
Сталь ХВ5 після термообробки набуває дуже високої твердості ( HRC 67 ... 67), погано прожарюється, але по міцності не поступається сталі У12А, але через велику твердість має високий опір малим пластичним деформаціям. Для виготовлених із неї інструментів характерна висока формостійкість лез. Ця сталь застосовується виготовлення інструментів, які працюють при невеликих швидкостях різання.
Сталь ХВГ після загартування та відпустки набуває твердості HRC 63 ... 65 і досить високу в'язкість, відрізняється малими об'ємними змінами при гартуванні, добре прожарюється, але має знижений опір малим пластичним деформаціям. Інструмент, виготовлений із цієї сталі, мало деформується і добре піддається виправленню.
Сталь 9ХС після термообробки набуває твердості HRC 63…64. Вона має гарну гарту. Інструмент із цієї сталі малодеформується. Сталь також малочутлива до перегріву. Сталь 9ХС особливо придатна виготовлення інструментів з тонкими ріжучими елементами.
Високолеговані інструментальні (швидкорізальні) сталі та сплави виходять при додаванні до вуглецевої сталі великої кількості легуючих елементів: вольфраму, ванадію, молібдену, хрому. Введенням у сталь вольфраму, ванадію, молібдену та хрому у значних кількостях отримують складні карбіди, що зв'язують майже весь вуглець, що забезпечує зростання теплостійкості швидкорізальної сталі.
На відміну від вуглецевих і легованих інструментальних сталей швидкорізальні сталі мають більш високу твердість, міцність, тепло- і зносостійкість, опір малим пластичним деформаціям, гарну прожарювання. Завдяки високій теплостійкості швидкорізальних сталей інструменти, виготовлені з цих сталей, працюють зі швидкостями різання, в 2,5...3 рази вищими, ніж ті, які за рівної стійкості допускають вуглецеві інструменти. За рівнем теплостійкості швидкорізальні сталі поділяють на:
стали нормальної теплостійкості (Р18, Р9, Р12, Р6М3 та Р6М5);
сталі підвищеної теплостійкості, леговані ванадієм (ванадієві сталі Р18Ф2, Р14Ф4, Р9Ф5) та кобальтом (кобальтові сталі Р9К5, Р9К10);
високолеговані сталі та сплави високої теплостійкості (швидкорізальні сталі підвищеної міцності) – безвуглецеві сплави (Р18М3К25, Р18М7К25 та Р10М5К25), що відрізняються вмістом вольфраму та молібдену.
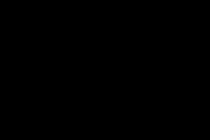
Крім традиційних швидкорізальних сталей, одержуваних плавкою, Останнім часомосвоєно виробництво порошкових швидкорізальних сталей, що мають вищі ріжучі властивості за рахунок особливої дрібнозернистої структури. Такі сталі дозволяють отримати леза з дуже малим початковим радіусом заокруглення ріжучої кромки.
Широке застосування швидкорізальної сталі при виготовленні різних інструментів пояснюється її хорошими різальними і технологічними властивостями. З швидкорізальних сталей виготовляють різні різальні інструменти, у тому числі фрези для обробки деревних і композиційних матеріалів. З огляду на високу вартість швидкорізальних сталей їх, в основному, застосовують при виготовленні збірного інструменту у вигляді ріжучих пластин.
Тверді метали. Крім збірного інструменту, з пластинами з швидкорізальних сталей широкого поширення набули конструкції фрез, оснащених твердим сплавом. На відміну від вуглецевих, легованих і швидкорізальних сталей, що виробляються методом виплавки в електроплавильних печах з подальшою прокаткою, тверді сплави одержують металокерамічним методом порошкової металургії (спіканням). Вихідними матеріалами виготовлення твердих сплавів є порошки карбідів тугоплавких металів: вольфраму, титану, танталу і кобальту, що не утворює карбідів. Порошки змішують у певних пропорціях, пресують у формах та спікають при температурі 1500…2000 0 С. При спіканні тверді сплави набувають високої твердості і додаткової термічної обробки не потребують.
Карбіди вольфраму, титану і танталу мають високу тугоплавкість і твердість. Вони утворюють ріжучу основу сплаву, а кобальт, порівняно з карбідами вольфраму, титану і танталу, значно м'якший і міцніший, і тому в сплаві він є зв'язкою, що цементує ріжучу основу. Збільшення кількості карбідів вольфраму, титану, танталу призводить до збільшення твердості та теплостійкості сплаву та знижує його механічну міцність. При збільшенні вмісту кобальту твердість та теплостійкість сплаву знижуються, але зростає його міцність.
Промисловість випускає чотири групи твердих сплавів:
вольфрамові однокарбідні (ВК), що спекаються з карбіду вольфраму та кобальту: ВК2, ВК3М, ВК4, ВК4В, ВК6М, ВК6, ВК6В, ВК8, ВК8В;
вольфрамові двокарбідні (титановольфрамові ТК), що спекаються з карбіду вольфраму, карбіду титану та кобальту: Т30К4, Т5К6, Т14К8, Т5К10, Т5К12В;
вольфрамові трикарбідні (титанотанталовольфрамові ТТК), що спекаються з карбіду титану, карбіду танталу та карбіду вольфраму та кобальту: ТТ7К12;
безвольфрамові (ТНТ – КНТ), що спекаються з карбіду титану (ТНТ), нітриду титану (КНТ), нікелю та молібдену.
Різні фізико-механічні та ріжучі властивості інструментів визначаються хімічним складом марок твердих сплавів. Основні властивості твердих сплавів представлені у табл. 1. 2 .
Сплави групи ВК використовують із обробки крихких матеріалів.
Таблиця 1.2
Основні властивості твердих сплавів
|
Властивості |
ВК |
ТК |
ТТК |
ТНТ – КНТ |
|
Щільність кг/м 3 |
12900… 15300 |
10100… 13600 |
12000… 13800 |
5500… 9500 |
|
σ ізг, МПа |
1180…2450 |
1170…1770 |
12500…17000 |
400…1750 |
|
Мікротвердість, МПа |
8,8…16,2 |
11,3…21,6 |
13,9…14,4 |
~ 18 |
|
Температура експлуатації, 0С |
~ 500 |
~ 900 |
~ 1000 |
~ 800 |
Сплави групи ТК мають високі зносо-і теплостійкість, але більш крихкі, ніж сплави групи ВК. Основні властивості та хімічний склад деяких сплавів групи ВК представлені у табл. 1. 3 .
Сплави групи ТТК за застосовністю універсальні та підходять для обробки багатьох конструкційних матеріалів. Сплави відрізняються меншою крихкістю, більшою міцністю утримання карбідної фази, кращою опірністю високотемпературної плинності та великою межею міцності при циклічному характері навантаження, ніж сплави ТК та ВК. Тому інструмент, оснащений пластинами з ТТК, особливо ефективний у процесах переривчастого різання. У цих випадках підвищена міцність сплавів ТТК компенсує їхню знижену теплостійкість. Основні властивості та хімічний склад деяких сплавів груп ТК та ТТК представлені в табл. 1. 4 .
Таблиця 1.3
Основні властивості та хімічний склад деяких сплавів групи ВК
|
Марка сплаву |
WC, % |
TiC, % |
TaC, % |
Co, % |
σ ізг, МПа |
HRA |
σ сж, МПа |
НВ |
Властивості |
|
|
ВК2 |
1100 |
15,2 |
416 |
Висока зносостійкість. |
||||||
|
ВК3 |
1100 |
16,2 |
||||||||
|
ВК3М |
||||||||||
|
ВК6 |
1450 |
14,8 |
460 |
Вище, ніж у ВК2, ВК3М |
||||||
|
ВК6М |
1500 |
14,8 |
Зерна великі, знос. нижче |
|||||||
|
ВК8 |
||||||||||
|
ВК10 |
1700 |
14,8 |
366 |
|||||||
|
ВК25 |
2000 |
83,5 |
13,0 |
370 |
Найважливішими правилами при виборі марки твердого сплаву у межах кожної групи є:
за важких умов роботи інструменту в силовому відношенні твердий сплав повинен містити досить великий відсоток кобальту;
чим легший силовий режим роботи, тим більше в сплавах має бути карбідів титану і вольфраму.
Для виготовлення різальних інструментів тверді сплави постачають у вигляді пластинок певної форми та розмірів.
Тверді сплави у формі пластинок з'єднують із кріпильною частиною пайкою або за допомогою спеціальних високотемпературних клеїв. Багатогранні твердосплавні пластини закріплюють прихватами, гвинтами, клинами та ін.
Таблиця 1.4
Основні властивості та хімічний склад деяких сплавів груп ТК та ТТК
|
Марка сплаву |
WC, % |
TiC, % |
TaC, % |
Co, % |
σ ізг, МПа |
HRA |
σ сж, МПа |
Властивості |
|
|
Т30К4 |
900 |
9,7 |
Висока зносостійкість. опір. ударним навантаженням |
||||||
|
Т15К6 |
1159 |
11,3 |
3900 |
Висока зносостійкість. |
|||||
|
Т5К10 |
1385 |
13,0 |
4000 |
Опір. вище, ніж у Т14К8 |
|||||
|
ТТ7К12 |
1600 |
13,0 |
Збільшити. V р в 2 рази (у порівнянні з БРС |
||||||
|
ТТ10К8Б |
1400 |
13,6 |
Помірна знос., Висока експл. міцність |
Дрібнорозмірні твердосплавні інструменти виготовляють у вигляді твердосплавних стрижнів і коронок, що припаюються до хвостовиків, або цілком з твердого сплаву.
Поряд з вольфрамовими твердими сплавами існують також сплави, що не містять вольфраму карбіду, і називаються безвольфрамовими твердими сплавами.
Причиною повної або часткової заміни вольфраму карбіду іншими твердими матеріалами послужив дефіцит вольфраму в якості сировини для отримання металокерамічних твердих сплавів.
Повна заміна карбіду вольфраму може здійснюватися трьома шляхами:
Застосування інших твердих матеріалів, наприклад, нітридів, боридів, силіцидів, оксидів або карбідів неметалів (карбідів бору та кремнію);
Заміна карбіду вольфраму іншими тугоплавкими карбідами металів (карбідами ніобію, цирконію, гафнію, ванадію та ін.) або їх бінарними або потрійними твердими сплавами;
Просте виключення карбіду вольфраму із складу твердого сплаву.
Безвольфрамові тверді сплави в порівнянні з вольфрамовими мають меншу міцність на вигин, але мають більш високу твердість і низьку схоплюваність зі сталями. Інструменти з цих сплавів працюють по сталях практично без наростоутворення, що і визначає область їх застосування (чистове та напівчистове точення та фрезерування малолегованих, вуглецевих сталей, чавуну та кольорових сплавів). Зносостійкість у 1,2 - 1,5 рази вище, ніж у сплавів групи ТК. Основні фізико-механічні властивості твердих безвольфрамових сплавів представлені в табл. 1. 7 .
Таблиця 1.5
Фізико-механічні властивості твердих безвольфрамових сплавів
|
Марка твердого металу |
Щільність, г/см 3 |
σ ізг, МПа |
σ сж, МПа |
Твердість, HRA |
Модуль пружності · 10 3 МПа |
Розмір зерна, мкм |
|
ТМ3 |
5,9 |
1150 |
3600 |
410 |
||
|
ТН-20 |
5,5 |
1000 |
3500 |
89,5 |
400 |
1-2 |
|
ТП-50 |
6,2 |
1250 |
86,5 |
|||
|
КНТ-16 |
5,8 |
1150 |
3900 |
440 |
1,2-1,8 |
|
|
МНТ-А2 |
5,5 |
1000 |
Недоліком є те, що безвольфрамові тверді сплави погано піддаються пайці та заточенню внаслідок незадовільних термічних властивостей і тому застосовуються в основному у вигляді пластин, що не переточуються.
Матеріалом для виготовлення інструментів може служити також мінералокераміка, що є кристалічним оксидом алюмінію ( Al 2 O 3 ). Широкого поширення набула мінеральна кераміка марки ЦМ-332.
В результаті спікання мінералокераміка стає полікристалічним тілом, яке складається з дрібних кристалів корунду та міжкристалітного прошарку у вигляді аморфної склоподібної маси. Мінералокераміка є дешевим і доступним інструментальним матеріалом, оскільки не містить дефіцитних та дорогих елементів, що є основою інструментальних сталей та твердих сплавів.
Крім того, мінералокераміка має високу твердість і винятково високу теплостійкість. По теплостійкості мінеральна кераміка перевершує всі поширені інструментальні матеріали, що дозволяє мінералокерамічного інструменту працювати зі швидкостями різання, що значно перевищують швидкість різання твердосплавних інструментів, і що є основною перевагою мінеральної кераміки.
Разом із зазначеними перевагами мінералокераміки вона має недоліки, що обмежують її застосування: знижену міцність на вигин, низьку ударну в'язкість, виключно низьку опірність циклічній зміні теплового навантаження. В результаті при переривчастому різанні на контактних поверхнях інструменту виникають температурні втомні тріщини, що є причиною передчасного виходу інструменту з ладу.
Низька міцність на вигин і висока крихкість мінеральної кераміки дозволяють використовувати її лише в інструментах для обробки конструкційних матеріалів на чистових операціях з безперервним точенням і з малими перерізами шару, що зрізається при відсутності поштовхів і ударів.
Ріжучий інструмент оснащується пластинками з мінералокераміки певних форм та розмірів. Платівки кріпляться до корпусу інструментів припаюванням, приклеюванням та механічним шляхом.
Все ширше в деревообробці застосовують алмазні та надтверді матеріали, які можна розділити на три різновиди:
природні та синтетичні алмази у вигляді моно- та полікристалів;
кубічний нітрид бору, у вигляді моно- та полікристалів;
синтетичні полікристалічні композиційні матеріали (композити), які отримують шляхом синтезу або спікання.
Природні алмази є особливою групою матеріалів для оснащення різальних інструментів.
Різновидами алмазу є: баллас, карбонадо, борт. Корисною властивістюалмазів є, в першу чергу, виключно висока їхня твердість. Висока теплопровідність, що набагато перевищує теплопровід-
ність всіх відомих інструментальних матеріалів, і малий коефіцієнт лінійного розширення алмазу дозволяють проводити алмазним інструментом точну розмірну обробку. Низький коефіцієнт тертя об оброблюваний матеріал і мала схильність до адгезії забезпечують при різанні алмазними інструментами малу шорсткість поверхні.
У промисловості використовують як природні (марки А), і синтетичні алмази (марок АСО, АСР, АСВ та інших.). Синтетичні алмази одержують із графіту та вуглецевих речовин. Різновиди природного алмазу: борт та карбонадо – використовують тільки в промисловості.
До синтетичних надтвердих матеріалів того ж призначення, що і алмаз, відносять кубічний нітрид бору (ельбор). Він утворюється в результаті хімічної сполуки бору та азоту. Твердість ельбора нижче, ніж алмазу, проте по теплостійкості кубічний нітрид бору перевершує алмаз, але теплопровідності приблизно в 3 рази нижче його. Виробництво великих полікристалічних утворень кубічного нітриду бору діаметром 3...4 і довжиною 5...6 мм, що мають високу міцність, дозволяє оснащувати різальний інструмент.
Вуглецеві та леговані інструментальні сталі.Номенклатура інструментальних матеріалів різноманітна. Раніше інших матеріалів для виготовлення різальних інструментів почали застосовувати вуглецеві інструментальні сталі марок У7, У7А ... У13, У13А. Крім заліза та вуглецю, ці сталі містять 0,2...0,4 % марганцю. Інструменти з вуглецевих сталей мають достатню твердість при кімнатній температурі, але теплостійкість їх невелика, так як при порівняно невисоких температурах (200 ... 250 ° С) їх твердість різко зменшується.
Леговані інструментальні сталіпо своєму хімічного складувідрізняються від вуглецевих підвищеним вмістом кремнію або марганцю, або наявністю одного або декількох легуючих елементів: хрому (збільшує твердість, міцність, корозійну стійкість матеріалу, знижує його пластичність); нікелю (підвищує міцність, пластичність, ударну в'язкість, прожарювання матеріалу); вольфраму (підвищує твердість та теплостійкість матеріалу); ванадія (підвищує твердість та міцність матеріалу, сприяє утворенню дрібнозернистої структури); кобальту (збільшує ударну в'язкість та жароміцність матеріалу); молібдену (підвищує пружність, міцність, теплостійкість матеріалу). Для ріжучих інструментів використовуються низьколеговані сталі марок 9ХФ, 11ХФ, 13Х, В2Ф, ХВ4, ХВСГ, ХВГ, 9ХС та ін. Ці сталі володіють більш високими технологічними властивостями; сталей 350...400 °С і тому вони використовуються для виготовлення ручних інструментів (розгорток) або інструментів, призначених для обробки на верстатах з низькими швидкостямирізання (дрібні свердла, розгортки).
Швидкорізальні інструментальні сталі.З групи високолегованих сталей для виготовлення різальних інструментів використовуються швидкорізальні сталі з високим вмістом вольфраму, молібдену, кобальту, ванадію. Сучасні швидкорізальні сталі можна поділити на три групи.
До сталям нормальної теплостійкості відносяться вольфрамові Р18, Р12, Р9 та вольфрамомолібденові Р6М5, Р6МЗ, Р8МЗ (табл. 6.1). Ці сталі мають твердість у загартованому стані 63...66 НRС е, межа міцності при згині 2900...3400 МПа, ударну в'язкість 2,7...4,8 Дж/м 2 і теплостійкість 600...650 °С . Зазначені марки сталей набули найбільш широкого поширення при виготовленні різальних інструментів. Вони використовуються для обробки конструкційних сталей, чавунів, кольорових металів, пластмас. Іноді застосовуються швидкорізальні сталі, додатково леговані азотом (Р6АМ5, Р18А та ін), які є модифікаціями звичайних швидкорізальних сталей. Легування азотом підвищує ріжучі властивості інструменту на 20...30%, твердість - на 1...2 одиниці НRС е.
Стали підвищеною теплостійкістюхарактеризуються підвищеним вмістом вуглецю – 10Р8МЗ, 10Р6М5; ванадія - Р12ФЗ, Р2МЗФ8, Р9Ф5; кобальту - Р18Ф2К5, Р6М5К5, Р9К5, Р9К10, Р9М4К8Ф, 10Р6М5Ф2К8 та ін.
Твердість сталей у загартованому стані сягає 66...70 НRС е, вони мають вищу теплостійкість (до 620...670 °З). Це дає можливість використовувати їхдля обробки жароміцних та нержавіючих сталей та сплавів, а також конструкційних сталей підвищеної міцності та загартованих. Період стійкості інструментів із таких сталей у 3…5 разів вищий, ніж із сталей Р18, Р6М5.
Табл. 3. Зміст легуючих елементів у швидкорізальних сталях, %
Стали високою теплостійкістюхарактеризуються зниженим вмістом вуглецю, але дуже великою кількістю легуючих елементів - Bl1M7K23, В14М7К25, ЗВ20К20Х4Ф. Вони мають твердість 69...70 HRC Е, і теплостійкість 700...720 °С. Найбільш раціональна область їх використання - різання важкообробних матеріалів та титанових сплавів. У разі період стійкості інструментів в 30…80 разів вище, ніж із сталі Р18, й у 8…15 разів вище, ніж із твердого металу ВК8. При різанні конструкційних сталей і чавунів період стійкості зростає менш значно (3-8 разів).
У зв'язку з гострим дефіцитом вольфраму в СРСР та за кордоном розробляються безвольфрамові інструментальні матеріали, в томучисла швидкорізальні сталі.
До таких сталей відносяться маловольфрамові Р2М5, РЗМЗФ4К5. Р2МЗФ8, А11РЗМЗФ2 та безвольфрамова 11М5Ф (див. табл. 6.1). Експлуатаційні властивості зазначених сталей близькі до властивостей традиційних швидкорізальних сталей відповідних груп.
Перспективним напрямом підвищення якості швидкорізальних сталей є отримання їх методами порошкової металургії. Сталі Р6М5К5-П (П - порошкова), Р9М4К8-П, Р12МЗФЗК10-П та інші мають дуже однорідну дрібнозернисту структуру, добре шліфуються, менше деформуються при термообробці, відрізняються стабільністю експлуатаційних властивостей. Період стійкості різальних інструментів таких сталей зростає до 1,5 разу. Поряд із порошковими швидкорізальними сталями добре зарекомендували себе так звані карбідосталі,що містять до 20 % TiC, які за службовими характеристиками займають проміжне місце між швидкорізальними сталями та твердими сплавами.
Тверді метали.Ці сплави одержують методами порошкової металургії у вигляді пластин або коронок. Основними компонентами таких сплавів є карбіди вольфраму WC, титану TiC, танталу ТаС та ніобію NbС, дрібні частинки яких з'єднані за допомогою порівняно м'яких і менш тугоплавких кобальту або нікелю в суміші з молібденом (табл. 6.2, 6.3).
Тверді сплави мають високу твердість -88...92 HRA (72...76 HRC Е,) та теплостійкість до 850...1000 °С. Це дозволяє працювати зі швидкостями різання в 3-4 рази більшими, ніж інструментами зі швидкорізальних сталей.
Тверді сплави, що застосовуються в даний час, діляться:
1) на вольфрамові сплави групи ВК: ВКЗ, ВКЗ-М, ВК4, ВК6, ВК6-М, ВК6-ОМ, ВК8 та ін. В умовному позначенні цифра показує процентний вміст кобальту. Наприклад, позначення ВК8 показує, що в ньому 8% кобальту та 92% карбідів вольфраму. Літерами М і ОМ позначається дрібнозерниста та особливо дрібнозерниста структура;
2) на титановольфрамові сплави групи ТК:
Т5К10, Т15К6, Т14К8, ТЗОК4, Т60К6 та ін. У умовному позначенні цифра, що стоїть після букви Т, показує відсотковий вміст карбідів титану, після букви К - кобальту, решта - карбіди вольфраму;
Табл. 4. Марки, хімічний склад та властивості вольфрамосодержащих твердих сплавів

Табл. 5. Марки, хімічний склад та властивості безвольфрамових твердих сплавів

3) на титанотанталовольфрамові сплави групи ТТК: ТТ7К12, ТТ8К6, ТТ20К9 та ін. В умовному позначенні цифри, що стоять після букви Т, показують відсотковий вміст карбідів титану та танталу, після букви К - кобальту, решта - карбіди вольфраму;
4) на безвольфрамові тверді сплави ТМ-1, ТМ-3, ТН-20, КНТ-16, ТС20ХН, склад яких наведено у табл. 6.3. Позначення цієї групи твердих сплавів є умовними.
Тверді сплави випускаються у вигляді стандартизованих пластин, які припаюються, приклеюються або механічно кріпляться до державок з конструкційної сталі. Випускаються також інструменти, робоча частина яких повністю виконана з твердого металу (монолітні).
Правильним вибороммарки твердого металу забезпечується ефективна експлуатація ріжучих інструментів. Для конкретного випадку обробки метал вибирають виходячи з оптимального поєднання його теплостійкості і міцності. Наприклад, сплави групи ТК мають вищу теплостійкість, ніж сплави ВК. Інструменти, виготовлені з цих сплавів, можуть використовуватися при високих швидкостях різання, тому широко застосовують при обробці сталей.
Інструменти із твердих сплавів групи ВК застосовують при обробці деталей із конструкційних сталей в умовах низької жорсткості системи СНІД, при переривчастому різанні, при роботі з ударами, а також при обробці крихких матеріалів типу чавуну, що обумовлено підвищеною міцністю цієї групи твердих сплавів і не високими температурамиу зоні різання.
Такі сплави використовуються також при обробці деталей із високоміцних, жароміцних та нержавіючих сталей, титанових сплавів. Це тим, що у більшості цих матеріалів титану викликає підвищену адгезію зі сплавами групи ТК, також містять титан. Крім того, сплави групи ТК мають значно гіршу теплопровідність та нижчу міцність, ніж сплави ВК.
Введення в твердий сплав танталу карбідів або карбідів танталу і ніобію (ТТ10К8-Б) підвищує його міцність. Тому три- і чотирикарбідні тверді сплави застосовуються для оснащення інструментів, що працюють з ударами та забрудненою кіркою. Однак температура теплостійкості цих сплавів нижча, ніж у двокарбідних. З твердих сплавів з істотно поліпшеною структурою слід відзначити дрібнозернисті, що застосовуються для обробки матеріалів з великою стиральною здатністю. Сплави ОМ мають щільну, особливо-дрібнозернисту структуру, а також мають малий (до 0,5 мкм) розмір зерен карбідів вольфраму. Остання обставина дозволяє заточувати та доводити інструмент, виготовлений з них, з найменшими радіусами ріжучих кромок. Інструменти із сплавів цієї групи застосовуються для чистової та напівчистової обробки деталей із високоміцних в'язких сталей із підвищеною схильністю до наклепу.
Незначне додавання до складу сплавів групи ОМ карбіду танталу та кобальту сприяє підвищенню їхньої теплостійкості, що дозволяє використовувати ці сплави при виготовленні інструментів, призначених для чорнової обробки деталей з різних сталей. Дуже ефективна заміна карбідів танталу. карбідами хрому . Це забезпечує отримання сплавів з дрібнозернистою однорідною структурою та високою зносостійкістю. Представником таких матеріалів є сплав ВК10-XOM.
Сплави з низьким відсотковим вмістом кобальту (ТЗОК4, ВКЗ, ВК4) мають меншу в'язкість і застосовуються для виготовлення інструментів, що зрізають тонкі стружки на чистових операціях. Навпаки, сплави з великим вмістом кобальту (ВК8, Т14К8„ Т5К10) є більш в'язкими та застосовуються при знятті стружок великого перерізу на чорнових операціях.
Працездатність твердих сплавів значно зростає при нанесенні на них зносостійких покриттів.
Мінералокераміка.З сучасних інструментальних матеріалів заслуговує на увагу мінералокераміка, яка не містить дорогих та дефіцитних елементів. Основу її складають оксиди алюмінію АOз із невеликою добавкою (0,5...1 %) оксиду магнію MgO. Висока твердість мінералокераміки, теплостійкість до 1200°С, хімічна інертність до металів, опір окисленню багато в чому перевершують ці параметри твердих сплавів. Однак мінералокераміка поступається цим сплавам теплопровідності, має нижчу межу міцності на вигин.
Сучасна мінералокераміка, створена в СРСР та за кордоном, за міцністю наближається до найбільш зносостійких твердих сплавів. Мінералокераміку на основі оксиду алюмінію можна поділити на три групи:
1) чисто оксидна кераміка (біла), основу якої становить оксид алюмінію з незначними домішками (АlОз – до 99,7 %);
2) кераміка, що є оксидом алюмінію з додаванням металів (титан, ніобій та ін.);
3) оксидно-карбідна (чорна) кераміка – оксид алюмінію з додаванням карбідів тугоплавких металів (титану, вольфраму, молібдену) для підвищення її властивостей міцностіта твердості.
Вітчизняна промисловість нині випускає оксидну кераміку ЦМ-332, ВО-13 та оксидно-карбідну ВЗ, ВОК-60, ВОК-63, до складу якої входить до 40 % карбідів титану, вольфраму та молібдену. Поряд із матеріалами на основі оксиду алюмінію випускається матеріал на основі нітриду кремнію - силініт-Р та кортиніт ОНТ-20 (з добавками оксидів алюмінію та деяких інших речовин). Фізико-механічні властивості ріжучої мінералокераміки наведені у табл. 6.4.
Високі ріжучі властивості інструментів з мінералокераміки виявляються при швидкісній обробці сталей та високоміцних чавунів, причому чистове та напівчистове точення та фрезерування підвищує продуктивність обробки деталей до 2 разів при одночасному зростанні періодів стійкості інструментів до 5 разів у порівнянні з обробкою інструментами із твердого сплаву.
Мінералокераміка випускається у вигляді пластин, що не переточуються, що істотно полегшує умови її експлуатації.
Табл. 6. Фізико-механічні властивості ріжучої мінералокераміки

Основні вимоги до інструментальних матеріалів такі:
1. Інструментальний матеріал повинен мати високу твердість у стані поставки або досягається в результаті його термічної обробки- Не менше 63 ... 66 HRC за Роквеллом.
2. Необхідно, щоб за значних температур різання твердість поверхонь інструментів істотно не зменшувалася. Здатність матеріалу зберігати високу твердість при підвищених температурах та вихідну твердість після охолодження називається теплостійкість.Інструментальний матеріал повинен мати високу теплостійкість.
3. Поряд з теплостійкістю інструментальний матеріал повинен мати високу зносостійкість при підвищеній температурі, тобто. мати хорошу опірність стирання оброблюваним матеріалом.
4. Важливою вимогою є висока міцність інструментального матеріалу. Якщо висока твердість матеріалу робочої частини інструменту супроводжується значною крихкістю, це призводить до поломки інструменту та фарбування ріжучих кромок.
5. Інструментальний матеріал повинен мати технологічні властивості, що забезпечують оптимальні умови виготовлення з нього інструментів. Для інструментальних сталей – це гарна оброблюваність різанням та тиском; сприятливі особливостітермічної обробки; хороша шліфування після термічної обробки. Для твердих сплавів особливого значення набуває хороша шліфування, а також відсутність тріщин та інших дефектів, що виникають у твердому сплаві після припаювання пластин, при шліфуванні та заточуванні інструменту.
ВИДИ ІНСТРУМЕНТАЛЬНИХ МАТЕРІАЛІВ І ОБЛАСТІ ЇХ ЗАСТОСУВАННЯ.
Раніше всі матеріали почали застосовувати вуглецеві інструментальні сталімарок У7, У7А … У13, У 13А. Крім заліза вони містять 0,2 ... 0,4% марганцю, мають достатню твердість при кімнатній температурі, але їх теплостійкість невелика, так як при порівняно невисоких температурах (200 ... 250 ° С) їх твердість різко зменшується.
Леговані інструментальні сталіза своїм хімічним складом відрізняються від вуглецевих підвищеним вмістом кремнію або марганцю, або наявністю одного або декількох легуючих елементів: хрому (збільшує твердість, міцність, корозійну стійкість матеріалу, знижує його пластичність); нікелю (підвищує міцність, пластичність, ударну в'язкість, прожарювання матеріалу); вольфраму (підвищує твердість та теплостійкість матеріалу); ванадія (підвищує твердість та міцність матеріалу, сприяє утворенню дрібнозернистої структури); кобальту (збільшує ударну в'язкість та жароміцність матеріалу); молібдену (підвищує пружність, міцність, теплостійкість матеріалу). Для ріжучих інструментів використовуються низьколеговані сталі марок 9ХФ, 11ХФ, 13Х, В2Ф, ХВ4, ХВСГ, ХВГ, 9ХС та ін. сталей 350 ... 400 ° С і тому вони використовуються для виготовлення ручних інструментів (розгорток) або інструментів, призначених для обробки на верстатах з низькими швидкостями різання (дрібні свердла, розгортки).
Швидкорізальні інструментальні сталі.З групи високолегованих сталей для виготовлення різальних інструментів використовуються швидкорізальні сталі з високим вмістом вольфраму, молібдену, кобальту, ванадію. Сучасні швидкорізальні сталі можна поділити на три групи.
До сталям нормальної теплостійкостівідносяться вольфрамові Р18, Р12, Р9 і вольфрамомолібденові Р6М5, Р6М3, Р8М3. Ці сталі мають твердість у загартованому стані 63…66HRC, межа міцності при згині 2900…3400Мпа, ударну в'язкість 2,7…4,8 Дж/м 2 і теплостійкість 600…650°С. Вони використовуються для обробки конструкційних сталей, чавунів, кольорових металів, пластмас. Іноді застосовуються швидкорізальні сталі, додатково леговані азотом (Р6АМ5, Р18А та ін), які є модифікаціями звичайних швидкорізальних сталей. Легування азотом підвищує ріжучі властивості інструменту на 20-30%, твердість - на 1 - 2 одиниці HRC.
Стали підвищеною теплостійкістюхарактеризуються підвищеним вмістом вуглецю - 10Р8М3, 10Р6М5; ванадія – Р12Ф3, Р2М3Ф8; Р9Ф5; кобальту - Р18Ф2К5, Р6М5К5, Р9К5, Р9К10, Р9М4К8Ф, 10Р6М5Ф2К8 та ін.
Твердість сталей у загартованому стані досягає 66...70HRC, вони мають більш високу теплостійкість (до 620...670°С). Це дає можливість використовувати їх для обробки жароміцних та нержавіючих сталей та сплавів, а також конструкційних сталей підвищеної міцності та загартованих. Період стійкості інструментів із таких сталей у 3 – 5 разів вищий, ніж із сталей Р18, Р6М5.
Стали високою теплостійкістюхарактеризуються зниженим вмістом вуглецю, але дуже великою кількістю легуючих елементів - В11М7К23, В14М7К25, 3В20К20Х4Ф. Вони мають твердість 69...70HRC і теплостійкість 700...720°С. Найбільш раціональна область їх використання - різання важкообробних матеріалів та титанових сплавів. В останньому випадку період стійкості інструментів у 30 – 80 разів вищий, ніж із сталі Р18, та у 8 – 15 разів вищий, ніж із твердого сплаву ВК8. При різанні конструкційних сталей і чавунів період стійкості збільшується менш значно (в 3 – 8 разів).
Тверді метали.Ці сплави одержують методами порошкової металургії у вигляді пластин або коронок. Основними компонентами таких сплавів є карбіди вольфраму WC, титану TiC, танталу TaC і ніобію NbC, дрібні частинки яких з'єднані за допомогою порівняно м'яких і менш тугоплавких кобальту або нікелю в суміші з молібденом.
Тверді сплави мають високу твердість – 88…92 HRA (72…76 HRC) та теплостійкість до 850…1000°С. Це дозволяє працювати зі швидкостями різання в 3 - 4 рази більшими, ніж інструментами зі швидкорізальних сталей.
Тверді сплави, що застосовуються в даний час, діляться:
1) на вольфрамові сплавигрупи ВК: ВК3, ВК3-М, ВК4, ВК6, ВК6-М, ВК6-ОМ, ВК8 та ін. В умовному позначенні цифра показує відсотковий вміст кобальту. Наприклад, позначення ВК8 показує, що у ньому 8% кобальту та 92% карбідів вольфраму. Літерами М і ОМ позначається дрібнозерниста та особливо дрібнозерниста структура;
2) на титановольфрамові сплавигрупи ТК: Т5К10, Т15К6, Т14К8, Т30К4, Т60К6 та ін. У умовному позначенні цифра, що стоїть після букви Т, показує відсотковий вміст карбідів титану, після букви К – кобальту, інше – карбіди вольфраму;
3) на титанотанталовольфрамові сплавигрупи ТТК: ТТ7К12, ТТ8К6, ТТ20К9 та ін. В умовному позначенні цифри, що стоять після літери Т, показують відсотковий вміст карбідів титану та танталу, після літери К – кобальту, решта – карбіди вольфраму;
4) на безвольфрамові тверді сплавиТМ-1, ТМ-3, ТН-20, КНТ-16, ТС20ХН. Позначення умовні.
Тверді сплави випускаються у вигляді стандартизованих пластин, які припаюються, приклеюються або механічно кріпляться до державок з конструкційної сталі. Випускаються також інструменти, робоча частинаяких повністю виконана з твердого сплаву (монолітні).
Сплави групи ТК мають вищу теплостійкість, ніж сплави ВК. Вони можуть використовуватися при високих швидкостях різання, тому широко застосовують при обробці сталей.
Інструменти із твердих сплавів групи ВК застосовують при обробці деталей із конструкційних сталей в умовах низької жорсткості системи СНІД, при переривчастому різанні, при роботі з ударами, а також при обробці крихких матеріалів типу чавуну, що обумовлено підвищеною міцністю цієї групи твердих сплавів та не високими температурами у зоні різання. Їх також використовують при обробці деталей із високоміцних, жароміцних та нержавіючих сталей, титанових сплавів. Це тим, що у більшості цих матеріалів титану викликає підвищену адгезію зі сплавами групи ТК, також містять титан. Сплави групи ТК мають значно гіршу теплопровідність та нижчу міцність, ніж сплави ВК.
Введення в твердий сплав танталу карбідів або карбідів танталу і ніобію (ТТ10К8-Б) підвищує його міцність. Однак температура теплостійкості цих сплавів нижча, ніж у двох карбідних.
Особомелкозернисті тверді сплави застосовують для обробки матеріалів з великою стиральною здатністю. Їх застосовують для чистової та напівчистової обробки деталей з високоміцних в'язких сталей з підвищеною схильністю до наклеп.
Сплави з низьким вмістом кобальту (Т30К4, ВК3, ВК4) застосовують на чистових операціях, з великим вмістом кобальту (ВК8, Т14К8, Т5К10) використовують на чорнових операціях.
Мінералокераміка.Її основу складають оксиди алюмінію Al 2 Про 3 з невеликою добавкою (0,5 ... 1%) оксиду магнію MgO. Висока твердість, теплостійкість до 1200°С, хімічна інертність до металів, опір окисленню багато в чому перевершують ті ж параметри твердих сплавів, але поступається теплопровідністю і має нижчу межу міцності на вигин.
Високі ріжучі властивості мінералокераміки виявляються при швидкісній обробці сталей та високоміцних чавунів, причому чистове та напівчистове точення та фрезерування підвищує продуктивність обробки деталей до 2 разів при одночасному зростанні періодів стійкості інструментів до 5 разів у порівнянні з обробкою інструментами із твердого сплаву. Мінералокераміка випускається у вигляді пластин, що не переточуються, що істотно полегшує умови її експлуатації.
Надтверді інструментальні матеріали (СТМ)– найперспективніші – це синтетичні надтверді матеріали на основі алмазу або нітриду бору.
Для алмазів характерні висока твердість та зносостійкість. За абсолютною твердістю алмаз в 4-5 разів твердіший за тверді сплави і в десятки і в сотні разів перевищує зносостійкість інших інструментальних матеріалів при обробці кольорових сплавів і пластмас. Внаслідок високої теплопровідності алмази краще відводять теплоту із зони різання, проте, через їхню крихкість область їх застосування сильно обмежена. Істотний недолік алмазу – за підвищеної температури він входить у хімічну реакцію із залізом і втрачає працездатність.
Тому було створено нові надтверді матеріали, хімічно інертні до алмазу. Технологія отримання їх близька до технології отримання алмазів, але як вихідну речовину використовувався не графіт, а нітрид бору.
ПРИЗНАЧЕННЯ ГЕОМЕТРІЇ ІНСТРУМЕНТА ТА ОПТИМАЛЬНИХ РЕЖИМІВ РІЗАННЯ ПРИ ТОЧЕННІ, СВІРЛЕННІ, ФРЕЗУВАННІ.
Вибір заднього кута a.Відомо, що при обробці сталей більший оптимальний кут a відповідає меншій товщині шару, що зрізається: sin a опт =0,13/а 0,3 .
Для практичних цілей під час обробки сталей рекомендуються такі значення задніх кутів: для чорнових різців при S>0,3мм/об - a=8°; для чистових різців при S<0,3 мм/об - a=12°; для торцовых и цилиндрических фрез - a=12…15°.
Значення задніх кутів при обробці чавунів дещо менше, ніж для обробки сталей.
Вибір переднього кута g.Передній кут повинен бути тим більшим, чим менша твердість і міцність оброблюваного матеріалу і чим більша його пластичність. Для інструментів зі швидкорізальної сталі при обробці м'яких сталей кут g = 20 ... 30 °, сталей середньої твердості - g = 12 ... 15 °, чавуну - g = 5 ... 15 ° і алюмінію - g = 30 ... 40 °. У твердосплавного інструменту передній кут робиться меншим, а іноді навіть негативним через те, що цей інструментальний матеріал менш міцний, ніж швидкорізальна сталь. Однак зменшення g призводить до зростання сил різання. Для зниження сил різання в такому випадку на передній поверхні твердосплавного, так і швидкорізального інструменту заточують негативну фаску.
Вибір головного кута у плані j.При обробці нежорстких деталей зменшення радіальної складової Р у головний кут у плані слід збільшувати до j=90°. В окремих випадках кут j призначають із конструктивних міркувань. Головний кут у плані також впливає на шорсткість обробленої поверхні, тому при чистовій обробці рекомендується використовувати менші значення j.
Вибір допоміжного кута у плані j 1. Для окремих видів інструментів j 1 коливається не більше від 0 до 2…3°. Наприклад, у свердл і мітчиків j 1 =2…3¢, а у відрізного різця j 1 =1…3°.
Вибір кута нахилу головної ріжучої кромки l.Рекомендовані кути для чистових і чорнових різців зі швидкорізальної сталі відповідно l=0…(-4)° та l=5…+10°, для твердосплавних різців при роботі їх без ударів та з ударами відповідно l=5…+10° та l =5 ... +20 °.
Призначення оптимальних режимів різання:
1. Насамперед, вибирають інструментальний матеріал, конструкцію інструменту та геометричні параметри його ріжучої частини. Матеріал різальної частини вибирають в залежності від властивостей оброблюваного матеріалу, стану поверхні заготівлі, а також від умов різання. Геометричні параметри інструменту призначаються залежно від властивостей оброблюваного матеріалу, жорсткості технологічної системи, виду обробки (чорнової, чистової або оздоблювальної) та інших умов різання.
2. Призначають глибину різанняз урахуванням припуску на опрацювання. При чорновому обробленні бажано призначати глибину різання, що забезпечує зрізання припуску за один прохід. Кількість проходів понад один при чорновій обробці слід допускати у виняткових випадках при знятті підвищених припусків. Отримувальна обробка часто проводиться у два проходи. Перший, чорновий, здійснюється з глибиною різання t = (0,6 ... 0,75) h, а другий, остаточний з t = (0,3 ... 0,25) h. Обробка в два проходи в цьому випадку викликана тим, що при знятті шару завтовшки понад 2мм за один прохід якість обробленої поверхні низька, а точність її розмірів недостатня. При чистовій обробці залежно від точності та шорсткості обробленої поверхні глибину різання призначають у межах 0,5…2,0мм на діаметр, а при обробці з шорсткістю менше Ra 1,25 – в межах 0,1…0,4мм.
3. Вибирають подачу (при точенні і свердлінні – S 0 , мм/об; при фрезеруванні S z , мм/зуб). центрах і т.д.), міцності та жорсткості робочої частини ріжучого інструменту, міцності механізму подачі верстата, а також встановленої глибини різання. При чистовій обробці призначення подачі необхідно узгоджувати із заданою шорсткістю обробленої поверхні та квалітетом точності, враховуючи при цьому можливий прогин деталі під дією сил різання та похибки геометричної форми обробленої поверхні. Після вибору нормативної подачі проводять перевірочні розрахунки за формулами: Р х = , або  .
.
4. Визначають швидкість різання. Швидкість різання, що допускається різальним інструментом при певному періоді його стійкості, залежить від глибини різання та подачі, матеріалу різальної частини інструменту та його геометричних параметрів, від оброблюваного матеріалу, виду обробки, охолодження та інших та інших факторів.
При даних глибині різання, подачі та періоді стійкості можна розрахувати швидкість різання: при точенні: ![]() ; при свердлінні:
; при свердлінні: ![]() ; при фрезеруванні:
; при фрезеруванні: ![]() .
.
5. При чорновій обробці перевіряється вибраний режим різанняза потужністю верстата. У цьому випадку має дотримуватися співвідношення: N рез £1,3hN ст. Якщо виявиться, що потужності електродвигуна верстата, на якому проводиться обробка, не вистачає, треба вибрати потужніший верстат. Якщо це неможливо, необхідно зменшити вибрані значення u або S.
6. Визначають основний час кожного проходу(Формули для його розрахунку при різних видах обробки наводяться в нормативно-довідковій літературі.
ПРОЦЕС ШЛІФУВАННЯ
Шліфування– процес різання металів, який здійснюється зернами абразивного матеріалу. Шліфуванням можна практично обробляти будь-які матеріали, тому що твердість зерен абразиву (2200…3100НВ) та алмазу (7000НВ) дуже велика. Порівняйте відзначимо, що твердість твердого металу 1300НВ, цементиту 2000НВ, загартованої стали 600…700НВ. Зерна абразиву скріплюються зв'язкою в інструменти різної форми або наносяться на тканину (абразивні шкірки). Шліфування застосовується найчастіше як обробна операція і дозволяє отримувати деталі 7 ... 9-го і навіть 6-го квалітетів з шорсткістю Ra = 0,63 ... 0,16 мкм і менше. У деяких випадках шліфування застосовується при обдирці виливків та поковок, при зачищенні зварних швів, тобто. як підготовча чи чернова операція. В даний час застосовується глибинне шліфування для знімання великих припусків.
Характерними рисами процесу шліфування є такі:
1) багатопрохідність, що сприяє ефективному виправленню похибок форми та розмірів деталей, отриманих після попередньої обробки;
2) різання здійснюється великою кількістю безладно розташованих абразивних зерен, що мають високу мікротвердість (22000 ... 31000 Мпа). Ці зерна, що утворюють уривчастий ріжучий контур, прорізають дрібні поглиблення, а об'єм металу, що зрізається в одиницю часу, в цьому випадку значно менше, ніж при різанні металевим інструментом. Одним абразивним зерном в одиницю часу зрізається приблизно 400000 разів менший обсяг металу, ніж одним зубом фрези;
3) процес зрізання стружки окремим абразивним зерном здійснюється на високих швидкостях різання (30…70м/с) та за дуже короткий проміжок часу (протягом тисячних та стотисячних часток секунди);
 |
абразивні зерна розташовані в тілі кола хаотично. Вони є багатогранниками неправильної форми і мають заокруглені радіусом r вершини (Стор. 301).
Округлення це невелике (зазвичай r = 8 ... 20 мкм), але його завжди треба враховувати, так як при мікрорізанні товщини шарів, що знімаються окремими зернами, можна порівняти з r;
5) великі швидкості різання та несприятлива геометрія ріжучих зерен сприяє розвитку у зоні різання високих температур (1000…1500°С);
6) управляти процесом шліфування можна тільки за рахунок зміни режимів різання, так як зміна геометрії абразивного зерна, що виконує роль різця або зуба фрези, практично неможливе. Алмазні круги за допомогою спеціальної технології виготовлення можуть мати переважне (необхідне) орієнтування алмазних зерен у тілі кола, що забезпечує більш сприятливі умови різання;
7) абразивний інструмент може у процесі роботи самозаточуватись. Це відбувається, коли ріжучі грані зерен затуплюються, що викликає збільшення сил різання, а отже, і сил, що діють на зерно. В результаті затуплені зерна випадають, вириваються зі зв'язки або розколюються, і в роботу вступають нові гострі зерна;
8) шліфована поверхня утворюється внаслідок одночасної дії як геометричних факторів, характерних для процесу різання, так і пластичних деформацій, що супроводжують цей процес.
Що стосується геометричної схеми утворення шліфованої поверхні, необхідно мати на увазі наступне:
 |
для більшої відповідності дійсному процесу стружкоутворення слід розглядати врізання зерен у шорстку поверхню, а самі зерна вважати хаотично розташованими у всьому обсязі кола (Стор. 302).
Шліфування має розглядатися як явище просторове, а не площинне. У зоні різання оброблювана елементарна поверхня за час її контакту зі шліфувальним кругом стикається не з одним рядом зерен, а з кількома;
2) чим менше нерівності абразивного різального інструменту, тим ближче він підходить до суцільного різального леза і тим менш шорсткою виходить оброблена поверхня. Одинаковий різальний контур можна створити зменшенням номера зернистості або збільшенням часу абразивного впливу, наприклад, за рахунок зниження швидкості обертання деталі або зменшення поздовжньої подачі за один оберт виробу;
3) упорядкований ріжучий рельєф досягається алмазною правкою. У процесі шліфування в міру руйнування та випадання окремих зерен упорядкований ріжучий рельєф порушується;
4) абразивні зерна в процесі різання можна розділити на ріжучі (наприклад, зерна 3, 7), скоблі, якщо вони врізаються на таку малу глибину, що відбувається лише пластичне видавлювання металу без зняття стружки, що давлять 5 і неріжучі 4. У реальному процесі шліфування приблизно 85 ... 90% всіх зерен не ріже, а так чи інакше пластично деформує найтонший поверхневий шар, тобто. наклепує його.
5) на шорсткість впливає не тільки зернистість, а й зв'язка абразивного інструменту, що надає поліруючий ефект, який більше проявляється при менших швидкостях обертання кола.
ХАРАКТЕРИСТИКИ АБРАЗИВНОГО ІНСТРУМЕНТУ І ПРИЗНАЧЕННЯ РЕЖИМІВ ШЛІФУВАННЯ
Усі абразивні матеріали поділяються на дві групи: природні та штучні. До природних матеріалів відносяться корунд та наждак, що складаються з Al 2 O 3 та домішок. Зі штучних абразивних матеріалів найбільшого поширення набули: електрокорунд, карбід кремнію, карбід бору, синтетичний алмаз, кубічний нітрид бору (КНБ), белбор.
Під зернистістю абразивних матеріалів розуміють розміри їх зерен. За своїми розмірами (великістю) вони діляться за номерами:
1) 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16 – шліфзерно;
2) 12, 10, 8, 6, 5, 4, 3 – шліфпорошки;
3) М63, М50, М40, М28, М20, М14 - мікропорошки;
4) М10, М7, М5 – тонкі мікропорошки.
Зернистість мікропорошків визначається розміром зерен основної фракції мкм. Відповідно до ГОСТ 3647-80, розрізняють такі фракції зерна: У (60…55%), П (55…45%), М (45…40%), Д (43…39% зерен основний фракції).
Під твердістю кіл розуміється здатність зв'язки утримувати абразивні зерна від виривання їх із поверхні кола під впливом зовнішніх сил, чи ступінь опору зв'язки вириванню зерен кола з матеріалу зв'язки.
За твердістю кола на керамічній і бакелітовій зв'язках, згідно з ГОСТ 18118-79, діляться на сім класів: М - м'які (М1, М2, М3), М2 твердіше, ніж М1; СМ - середньом'які (СМ1, СМ2); С – середні (С1, С2); СТ - середньотверді (СТ1, СТ2, СТ3); Т – тверді (Т1, Т2); ВТ - дуже жорсткі (ВТ); ЧТ – надзвичайно жорсткі (ЧТ).
Кола на вулканітовій зв'язці розрізняються за твердістю: середньом'яка (СМ), середня (С), середньотверда (СТ) та тверда (Т).
ГОСТ 2424-83 передбачає виготовлення шліфувальних кіл трьох класів точності: АА, А та Б. Залежно від класу точності кіл повинні застосовуватися шліфувальні матеріали з наступними індексами: В та П – для класу точності АА; В, П та Н – для класу точності А; В, П, Н та Д – для класу точності Б.
Під структурою шліфувального кола розуміється його внутрішня будова, тобто відсоткове співвідношення і відносне розташування зерен, зв'язки та пір в одиниці обсягу кола: V з + V з + V п = 100%.
Основою системи структур є вміст абразивних зерен в одиниці об'єму інструменту:
| Номер структури | ||||||||||||
| Вміст зерен, % |
Структури з 1 до 4 – закриті або щільні; з 5 по 8 – середні; з 9 по 12 – відкриті.
ГОСТ 2424-83 регламентує випуск 14 профілів шліфувальних кіл діаметром 3...1600мм, товщиною 6...250мм.
Оптимальним режимом різання при шліфуванні слід вважати режим, що забезпечує високу продуктивність, найменшу собівартість та отримання необхідної якості шліфованої поверхні.
Для визначення режиму шліфування:
1) вибирається характеристика шліфувального кола та встановлюється його окружна швидкість u до;
2) призначається поперечна подача (глибина різання t) та визначається число проходів, що забезпечують зняття всього припуску. Подача варіюється в межах 0,005-0,09 мм за подвійний хід;
3) призначається поздовжня подача частках ширини кола S пр =КВ, де К=0,4…0,6 для чорнового, К=0,3…0,4 – для чистового шліфування;
4) вибирається окружна швидкість обертання деталі u буд. При чорновому шліфуванні слід з встановленого періоду стійкості кола (Т=25…60мин), при чистовому – із забезпечення заданої шорсткості поверхні. Зазвичай швидкість обертання деталі перебуває у межах 40...80м/хв;
5) підбирається охолодна рідина;
6) визначаються сили різання та потужність, необхідні для забезпечення процесу шліфування. Потужність (кВт),необхідна для обертання кола, N k ?P z u до /10 3 h, а для обертання деталі N д ?
7) вибрані режими шліфування коригуються за паспортом верстата. При нестачі потужності зменшуються u д або S, т.к. вони впливають на потужність різання N і машинний час t м;
8) перевіряються умови безприпалювального шліфування за питомою потужністю, що припадає на 1 мм ширини кола: N уд = N до /В. Вона повинна бути меншою за допустиму питому потужність, що наводиться в довідковій літературі;
9) підраховується машинний час.
Подібна інформація.
Раціональна сфера застосування конкретного інструментального матеріалу визначається сукупністю його експлуатаційних та технологічних властивостей (залежать у свою чергу від фізико-механічних та хімічних властивостей), а також економічними факторами.
Інструментальні матеріали працюють у важких умовах – при високих навантаженнях та температурах. Тому всі властивості інструментальних матеріалів можна поділити на механічні та теплові.
До найважливіших експлуатаційних властивостей інструментальних матеріалів відносяться: твердість, міцність, зносостійкість, теплостійкість, теплопровідність.
ТвердістьНі контактних поверхонь інструменту має бути вище твердості Нм оброблюваного матеріалу. Це одна з основних вимог, що висуваються до матеріалу інструменту. Але з підвищенням твердості інструментального матеріалу, як правило, зменшується його опірність до крихкого руйнування. Тому для кожної пари оброблюваного та інструментального матеріалів існує оптимальне значення відношення Нта / Нм, при якому інтенсивність зношування інструментального матеріалу буде мінімальною.
З точки зору міцностіінструмента важливо, щоб інструментальний матеріал поєднував високу твердість при підвищених температурах зони різання з хорошою опірністю на стиск і вигин, а також володів високими значеннями межі витривалості та ударної в'язкості.
Зносостійкістьвимірюється ставленням роботи, витраченої видалення певної маси матеріалу, до величини цієї маси. Зношування, що спостерігається в різанні як загальна втрата маси інструментального матеріалу, викликається різними механізмами: адгезійно-втомним, абразивним, хіміко-абразивним, дифузійним і т.д. Зносостійкість інструментального матеріалу при адгезійному зносі залежить від мікроміцності поверхневих шарів та інтенсивності адгезії з оброблюваним матеріалом. При тендітному адгезійному зносі зносостійкість інструментального матеріалу корелюється з його межею витривалості та міцністю, при пластичному - з межею плинності та твердістю. Як міра зносостійкості інструментального матеріалу при абразивному зносі приблизно приймається його твердість. Дифузійне зношування ріжучого інструменту має місце внаслідок взаємного розчинення компонентів ріжучого і оброблюваного матеріалів з подальшим руйнуванням поверхневих шарів ріжучого матеріалу, зміцнених внаслідок дифузійних процесів. Характеристикою опору дифузійному зносу є ступінь інертності інструментальних матеріалів стосовно оброблюваних.
Твердість контактних поверхонь інструменту у холодному стані, тобто. виміряна при кімнатній температурі, мало повно характеризує його ріжучу здатність. Для характеристики різальних властивостей інструментальних матеріалів за підвищених температур користуються такими поняттями як «гаряча» твердість, червоностійкість і теплостійкість.
Під червоностійкістюрозуміється температура, що викликає зниження твердості інструментального матеріалу не нижче заданого значення. Відповідно до ГОСТ 19265-73 червоностійкість швидкорізальної сталі нормальної продуктивності повинна дорівнювати 620°С, а стали підвищеної продуктивності - 640°С. Червоностійкість визначається вимірюванням твердості зразків при кімнатній температурі після їх нагрівання до температур 620°-640°З витримкою протягом 4-х годин і наступного охолодження. За контрольну норму зміцнення сталі після зазначеного нагріву прийнята твердість HRC 58.
Під теплостійкістюінструментального матеріалу розуміють здатність матеріалу зберігати при нагріванні твердість, достатню процесу різання. Теплостійкість характеризується так званою критичною температурою. Критична температура - це температура, яка встановлюється в процесі різання, при якій інструментальний матеріал ще не втрачає своїх ріжучих властивостей, і інструмент, з якого він виготовлений, здатний різати.
Залежність працездатності інструменту від температурних умов його роботи виражається і такою характеристикою інструментального матеріалу, як опір тепловому удару.Ця характеристика визначає максимальний перепад температур, при якому матеріал зберігає свою цілісність, і відображає можливість тендітного руйнування інструменту в результаті дій термічної напруги. Знання опору тепловому удару особливо важливе під час використання щодо крихких інструментальних матеріалів умовах переривчастого різання. Величина термічної напруги залежить від теплопровідності, коефіцієнта лінійного розширення, модуля пружності, коефіцієнта Пуассона та інших властивостей інструментального матеріалу.
Теплопровідність- одна з найважливіших фізичних властивостей інструментальних матеріалів. Чим нижче теплопровідність, тим вище температура контактних поверхонь інструменту і, отже, нижче допустимі швидкості різання.
Серед технологічних властивостей інструментальних матеріалів найважливіше значення має їх оброблюваністьу гарячому (ковка, лиття, штампування, зварювання та ін.) та холодному (обробка різанням, шліфування) станах. Для інструментальних матеріалів, що піддаються термообробці, не меншу значимість мають і умови їх термічної обробки: інтервал загартованих температур, кількість залишкового аустеніту, здатність залишкового аустеніту, до перетворення, деформації при термічній обробці, чутливість до перегріву та обезуглерожуванням та ін. від багатьох факторів, основними з яких є: хімічний склад, твердість, механічні властивості (міцність, в'язкість, пластичність), мікроструктура та розмір зерна, теплопровідність. Оброблюваність слід розглядати не з точки зору можливості використання високих швидкостей різання при виготовленні інструменту, але також щодо якості одержуваних поверхонь. Інструментальний матеріал, при обробці якого виходять задираки, висока шорсткість, припали та інші дефекти, важко використовувати для виготовлення ріжучого інструменту.
Вартістьінструментального матеріалу, що відноситься до економічних факторів. Інструментальний матеріал має бути по можливості дешевшим. Але ця вимога є умовною, оскільки дорожчий матеріал може забезпечити більш дешеву обробку. До того ж, співвідношення між вартістю окремих матеріалів безперервно змінюється. Важливо, щоб інструментальний матеріал не був дефіцитним.
Ідеального інструментального матеріалу, однаково придатного для різноманіття умов механічної обробки, створити неможливо. Тому в промисловості застосовується велика номенклатура інструментальних матеріалів, об'єднаних у такі основні групи: вуглецеві та леговані сталі; швидкорізальні сталі; тверді метали; ріжуча кераміка; надтверді матеріали; інструмент із покриттями.