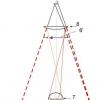
Зварювання в нижньому положенні труднощів не викликає і не потребує спеціальних прийомів. Зварювання вертикальних швів знизу нагору зручніше виконувати лівим способом (рис. 87, а). Горизонтальні шви частіше виконують правим способом (рис. 87 б), при якому газовий потік полум'я спрямований на шов і тим самим перешкоджає стіканню металу зі зварювальної ванни. У цьому випадку на відміну від звичайного правого способу зварювання ведуть праворуч наліво, а зварювальній ванні надають деякий нахил, що полегшує формування шва. Стельові шви краще зварювати правим способом (рис. 87, в), в цьому випадку кінець присадкового дроту і тиск газового потоку перешкоджають стіканню рідкого металу вниз.


Мал. 87. Зварювання вертикальних (а), горизонтальних на вертикальній площині (б) та стельових (в) швів
Режими газового зварюваннявизначаються переважно наступними чинниками: потужністю зварювального полум'я, швидкістю зварювання, діаметром присадного матеріалу, кутом нахилу мундштука пальника. Всі ці фактори пов'язані з товщиною металу, що зварюється.
Потужність полум'явизначається витратою пального і зазвичай вимірюється у літрах на годину. Приблизно потужність ацетилено-кисневого полум'я можна визначити за формулою V а = kS,
де V a - потужність полум'я (витрата ацетилену), л/год;
S - товщина металу, що зварюється, мм;
k - коефіцієнт пропорційності, л/ч*мм (для низьковуглецевої сталі - 100-130, для високолегованої сталі та чавуну - 75-100, для алюмінію - 100-150, для міді та її сплавів-150-225).
При зварюванні правим способом значення коефіцієнта пропорційності дещо зростає.
Швидкість зварюванняприблизно може бути визначена за формулою v св = А/S,
де v св-швидкість зварювання, м / год;
S - товщина металу, що зварюється, мм; А - коефіцієнт, що залежить від властивостей металу, що зварюється і частково від його товщини, м*мм/ч (для сталі середніх товщин-12-15, для нікелю -9-11).
Діаметр присадного матеріалу у вигляді дроту, прутків або литих стрижнів наближено підбирається за формулами:
для лівого способу зварювання d=S/2+1;
для правого способу зварювання d=S/2;
При товщині металу понад 15 мм у практиці завжди застосовують матеріал присадки діаметром 6-8 мм і більше.
Кут нахилу мундштука пальниказбільшують зі збільшенням товщини металу, що зварюється. Приблизні значення, рекомендовані для лівого способу зварювання сталей, наведені на рис. 88. При зварюванні більш теплопровідних матеріалів (мідь, її сплави та ін.) кут нахилу має бути дещо більшим.

Мал. 88. Кути нахилу мундштука пальника при зварюванні сталі різних товщин
Режим зварювання - сукупність параметрів процесу, що зумовлюють можливість зварювання даного з'єднання з металу заданої марки та товщини у просторових положеннях, що визначаються конструкцією виробу.
Основними параметрами газового зварювання є вид та потужність полум'я, діаметр присадного дроту та швидкість зварювання.
Вид полум'я залежить від матеріалу, що зварюється: нормальним полум'ям зварюють вуглецеві і леговані сталі, що вуглерожує - чавун і окислювальним - латуні. Вибір потрібного виду полум'я здійснюється характером його світіння.
Потужність полум'я пальника, що вибирається відповідно до товщини металу, що зварюється і його теплофізичними властивостями, визначається витратою ацетилену, необхідним для його розплавлення. Чим товщі метал, що зварюється, і вище його теплопровідність (як, наприклад, у міді та її сплавів), тим більше повинна бути потужність полум'я. Її регулюють ступінчасто - підбором наконечника пальника і плавно - вентилями.
Для цього виду робіт я вибираю інжекторний пальник малої потужності ГС-2, оскільки його застосовують для зварювання металу малої товщини. Пальник випускають у комплекті з чотирма наконечниками (0,1,2,3). Вона має голчасті ацетиленові та кисневі вентилі, які забезпечують точне регулювання газів.
Номер наконечника 2, так як пальником із цим наконечником можна зварювати метал завтовшки 1,0 -2,0 мм. Номер мундштука також 2, для цього наконечника підходить даний мундштук.
Робочий тиск кисню має бути 0,2 – 0,5МПа. Але якщо воно буде більше даного, то полум'я буде жорстке і метал дуже швидко розплавлятиметься і пропалюватиме дірки в металі, а якщо тиск буде меншим за цей, то полум'я буде м'яким, довше буде нагріватися, будуть часті бавовни і зворотні удари. Робочий тиск ацетилену має бути 1-7кПа. Якщо воно буде меншим, то будуть часті бавовни та зворотні удари, а якщо більше, то полум'я буде жорстким.
Діаметр шлангів вибирається в залежності від виду пальника, так як у пальників різної потужності діаметри штуцерів і вкручених у них ніпелів різні. Для цього пальника потрібні шланги з внутрішнім діаметром 6,3 мм.
Для розплавлення зазору між кромками металу, що зварюється, і утворення валика шва в зварювальну ванну вводять присадний дріт, того ж складу, що і метал, що зварюється. Не можна зварювати метал дротом невідомої марки. Перед зварюванням дріт повинен бути очищений від вологи, бруду, іржі, олії, фарби.
Вибір діаметра присадного дроту здійснюється в залежності від товщини металу, що зварюється, і способу зварювання. При зварюванні низько- та середньовуглецевих сталей діаметр присадного дроту, мм, для лівого способу зварювання визначається за формулою:
а для правого -
де s - товщина металу, що зварюється, мм.
Швидкість зварювання встановлюється зварювальником відповідно до швидкості плавлення кромок деталі.
Техніка зварювання
Техніка зварювання - сукупність способів, прийомів та маніпуляцій, що здійснюються зварником для формування високоякісного шва.
При газовому зварюванні складовими елементами техніки зварювання є:
* кут нахилу мундштука пальника до поверхні кромок, що зварюються;
* спосіб зварювання;
* маніпуляції мундштуком пальника та присадковим дротом під час руху полум'я вздовж шва.
Кут нахилу мундштука пальника до поверхні кромок, що зварюються, вибирає зварювальник залежно від товщини металу та його теплофізичних властивостей. Для низьковуглецевих сталей такий взаємозв'язок може бути представлений у наступному вигляді:
Таблиця 1.
Залежність кута нахилу мундштука пальника від товщини металу
Пальник у руці зварювальника може переміщатися лише у двох напрямках:
* Праворуч наліво, коли полум'я спрямоване на холодні, ще не зварені кромки металу, а дріт, що присаджується, подається попереду полум'я. Такий спосіб отримав назву лівого;
* зліва направо, коли полум'я спрямоване на зварену ділянку шва, а присадний дріт подається за полум'ям.
Такий спосіб називається правим.
Лівий спосіб застосовують при зварюванні тонкостінних (товщиною до 3 мм) конструкцій та легкоплавких металів та сплавів.
Правий спосіб використовують для зварювання конструкцій з товщиною стінки понад 3 мм та металів з великою теплопровідністю.
Якість шва при правому способі зварювання вища, ніж при лівому, тому що метал краще захищений полум'ям пальника від дії повітря.
Перед запаленням пальника необхідно перевірити її на інжекцію. Процес перевірки пальника на інжекцію включає: спочатку потрібно зняти ацетиленовий шланг з пальника, потім відкривати вентиль кисню, кисень йде через центральний отвір інжектора і прискорюється, тим самим створює вакуум в бічних каналах інжектора і за рахунок цього підсмоктується з цих каналів. Після того, як вентиль кисню відкритий, ми підставляємо палець до штуцера пальника і якщо палець присмоктується, це означає, що пальник працює і можна робити зварювання.
Пальник слід запалювати в наступному порядку. Спочатку, на підлогу обороту відкривають кисень, а потім ацетилен, але в жодному разі не навпаки, тому що полум'я коптитиме і не повністю згорятиме ацетилен.
Для зварювання різних металів та сплавів, потрібно певний виглядполум'я. Для зварювання низьковуглецевої сталі, вид полум'я має бути нормальним. Нормальне полум'я, де на 1 об'єм ацетилену надходить 1,1 - 1,3 об'єму кисню. Ядро нормального полум'я має циліндричну форму. У відновній зоні відсутня вільний кисень та вуглець.
Кут нахилу мундштука і поверхні металу, що зварюється, дорівнює приблизно 30°. Це робиться для того, щоб метал не прогорав.
Низьковуглецеві сталі містять до 0,25% вуглецю.
Т р у д н о с т і п р і с в ар к е. Особливих труднощів зварювання не викликає. Сталь має гарну зварюваність у широкому діапазоні значень теплової потужності полум'я.
Характеристики. Вигляд полум'я – нормальне. Його теплову потужність при лівому способі зварювання вибирають виходячи з витрати ацетилену 100... 130 дм3/год на 1 мм товщини металу, що зварюється, а при правому способі - 120... 150 дм3/ч.
Т е х н о л о г і ч е с к е е с о б е н н о с ти. Зварювання проводять без флюсу з використанням як присадковий матеріал зварювального дроту наступних марок:
* Св-08 і -08А - для невідповідальних конструкцій;
* Св-08Г, -08ГА, -10ГА і -14ГС - для відповідальних конструкцій.
Т е х н і к а с в а р к і. Зварювання виконують як лівим, так і правим способом.
Д о п о л н і т е л ні м е ри. Для ущільнення та підвищення пластичності наплавленого металу після зварювання застосовують проковування та подальшу термообробку шва. Проковування рекомендується здійснювати при температурі світло-червоного гартування (800...850 °С) і закінчувати при температурі темно-червоного гартування.
Термічній обробці після зварювання підлягають відповідальні та товстостінні конструкції.
Для зварювання низьковуглецевої сталі товщиною 1,5 мм необхідно налаштувати нормальне полум'я, потужність полум'я виходячи з витрати ацетилену 150...200 м3/год для лівого способу зварювання, діаметр дроту присадки - 1,7 мм.
Шви довжиною 800 мм зварюють зворотно-ступінчастим способом зварювання. Для цього шов розбивають на ділянки 100-200 мм, так як при газовому зварюванні більше деформації, попередньо виконують прихватки, довжина прихваток близько 10 мм, а відстань між ними близько 80 мм. Зварювання ведуть згідно зі схемою ділянками 1, 2, 3 в одному напрямку, а шов збільшується, росте у зворотному напрямку. Все це робиться для того, щоб прогріти рівномірно шов по всій довжині і зменшити деформацію при зварюванні.
Так як товщина металу, що зварюється 1,5 мм, виконується одношаровий шов. Зазор між двома листами повинен бути мінімальний, щоб уникнути пропалів.
При цьому способі зварювальник добре бачить шов, що зварюється, тому зовнішній виглядшва краще, ніж за правого способу.
Газове зварюваннявикористовується для нагрівання металу високотемпературним полум'ям, яке утворюється в результаті згоряння газу ацетилену в суміші з киснем. У деяких випадках замість ацетилену можуть використовуватися його замінники: пропан-бутан, метан, пари бензину або гасу, МАФ (метилацетилен-аленова фракція). У Останнім часомзбільшується обсяг використання як пального газу водню, одержуваного електролізом води.
Малюнок. Газове зварювання, схема процесу
Пальний газ із балона або спеціального газового генератора надходить у зварювальний пальник. З балона в пальник надходить кисень. У пальнику вони змішуються у певному співвідношенні і на виході із сопла підпалюються. Полум'я розплавляє кромки виробу, що зварюється, присадковий приплив, а також виконує функції захисту розплавленого металу від атмосфери. Регулювання витрати кисню та пального газу здійснюється відповідними вентилями.
У своєму перерізі полум'я складається з трьох зон (див. малюнок нижче):
- ядро полум'я (А),
- відновлювальна зона (Б),
- смолоскип полум'я (В).

Малюнок. Будова газового полум'я та розподіл температур за його перерізом
Максимальне значення температури полум'я має після ядра у відновлювальній зоні. У зв'язку з цим саме в цій зоні повинні знаходитися пруток присади і кромки металу, що розплавляються. При використанні замість ацетилену інших горючих газів температура полум'я знижується. Температура полум'я залежить також від пропорції, в якій поєднуються кисень і горючий газ.
Технологія газового зварювання
Основними параметрами режиму газового зварювання є потужність полум'я, кут нахилу пальника та діаметр присадного дроту. Потужність полум'я залежить від товщини металу та його теплофізичних властивостей. Чим більша товщина металу і вища температура плавлення та теплопровідність, тим більше має бути потужність полум'я. Потужність полум'я встановлюється витратою пального газу та кисню. При зварюванні сталі та чавуну витрата ацетилену V a пов'язана з товщиною δ наступним співвідношенням:
V a = (100-150)δ л/год
При зварюванні міді внаслідок її вищої теплопровідності:
V a = (150-200) δ л/год
Кут нахилу мундштука пальника по відношенню до площини виробу також залежить від товщини та теплофізичних властивостей металу. Зі зміною товщини сталі від 1 до 15 мм кут нахилу мундштука змінюється в межах 10-80 °.
Таблиця. Зміна кута нахилу мундштука при газовому зварюванні в залежності від товщини сталі
У початковий момент зварювання для кращого прогріву металу та швидкого утворення зварювальної ванни кут нахилу встановлюють найбільшим (80-90 °). Потім він зменшується.
Діаметр присадного прутка вибирають залежно від товщини металу, користуючись співвідношенням:
d = δ/2 ÷ δ/2 + 1 мм
Залежно від техніки виконання зварювання розрізняють правий та лівий способи.

Малюнок. Правий (А) та лівий (Б) способи газового зварювання
При правому способі газового зварювання полум'я пальника спрямоване на шов, і процес зварювання ведеться зліва направо. Пальник переміщається попереду прутка.
При лівому способі газового зварювання полум'я спрямоване від шва та процес зварювання ведеться праворуч наліво. Пальник переміщається за прутком.
При правому способі газового зварювання забезпечується кращий захист зварювальної ванни, нижча витрата газів, менша швидкість охолодження шва. При лівому способі краще формування шва, оскільки зварювальник добре бачить процес зварювання. При товщині металу до 3 мм продуктивніший лівий спосіб, при великих товщинах - правий.
Переваги газового зварювання
Основною перевагою газового зварювання є її незалежність від електричних джерелживлення. Це робить зручним її застосування в будівельних та монтажних умовах, де не завжди є силова електрична мережа. При газовому зварюванні легко змінюється теплоукладання в метал за рахунок зміни кута нахилу пальника та його відстані до виробу, що дозволяє уникати пропалів навіть при зварюванні тонкого металу. Типовим прикладомє зварювання водопровідних труб малого діаметра, коли відсутній доступ до зворотного боку шва для розміщення підкладок або підварювання кореня. Обладнання для газового зварювання досить мобільне та транспортабельне.
Недоліки газового зварювання
Недоліками газового зварювання є низька продуктивність, велика зона термічного впливу, високі вимоги до кваліфікації зварювальника. У зв'язку з цим на машинобудівних підприємствах за стабільної програми випуску продукції газове зварювання не може конкурувати з дуговою і практично не застосовується.
Такому способу з'єднання металевих деталей, як газове зварювання, вже понад сотню років. Протягом цього часу дана технологіяпродовжує успішно вдосконалюватися, хоча інші методи зварювання, в яких використовується електрична дуга, розвиваються більш активно і витісняють зварювання, в якому використовується газовий пальник.
Плюси та мінуси газового зварювання
Такий метод з'єднання металів, як газове зварювання, передбачає плавлення матеріалів, що з'єднуються, в результаті чого формується гомогенна структура. Горіння газу, за рахунок якого здійснюється нагрівання і розплав металу, забезпечується за рахунок введення в газову суміш чистого кисню. Такий метод з'єднання металів відрізняється цілою низкою переваг.
- Цей спосіб зварювання не вимагає використання складного обладнання ( зварювального інвертораабо напівавтоматичного апарату).
- Усе витратні матеріалидля здійснення такого зварювання нескладно придбати.
- Газове зварювання (відповідно і газове зварювання труб) може виконуватися навіть без потужного джерела енергії і часом без спеціальних захисних засобів.
- Процес такого зварювання добре піддається регулюванню: можна встановлювати необхідну потужність полум'я пальника, контролювати рівень нагрівання металу.
У даного методує й недоліки.
- Метал нагрівається дуже повільно, на відміну використання електричної дуги.
- Зона тепла, яка формується газовим пальником, є дуже широкою.
- Дуже складно концентрувати тепло, створюване газовим пальником, воно є більш розсіяним порівняно з електродуговим способом.
- Газове зварювання можна віднести до досить дорогих методів з'єднання металів, якщо порівнювати його з . Вартість витраченого кисню та ацетилену значно перекриває ціну електрики, що витрачається для зварювання однотипних деталей.
- При зварюванні товстих металевих деталей значно знижується швидкість виконання з'єднання. Зумовлено це тим, що концентрація тепла під час використання газового пальника дуже низька.
- Газове зварювання погано піддається автоматизації. Механізувати можна лише процес газового зварювання тонкостінних труб або резервуарів, який виконується з використанням багатополум'яним пальником.

Матеріали для зварювання з використанням газу
Технологія газового зварювання передбачає використання різних типівгазів, вибір яких залежить від цілого ряду факторів.
Одним із газів, що використовуються для зварювання, є кисень. Характеризується цей газ відсутністю кольору і запаху, він виступає як каталізатор, активізуючи процеси плавлення матеріалу, що з'єднується або розрізається.
Для того, щоб зберігати та транспортувати кисень, використовуються спеціальні балони, в яких він міститься під постійним тиском. При контакті з олією кисень може спалахнути, тому слід виключити саму можливість такого контакту. Балони, в яких міститься кисень, необхідно зберігати у приміщеннях, захищених від джерел тепла та сонячного світла.
Отримують зварювальний кисень шляхом його виділення із звичайного повітря, для чого використовуються спеціальні пристрої. Залежно від ступеня своєї чистоти кисень буває трьох типів: вищий (99,5%), перший (99,2%) та другий (98,5%) сорт.
Для різних маніпуляцій з металами (зварювання та різання) також застосовується безбарвний газацетилен C2H2. За певних умов (тиску, що перевищує 1,5 кг/см2 і температурі понад 400 градусів) цей газ може мимоволі вибухнути. Отримують ацетилен при взаємодії карбіду кальцію та води.

Перевага використання ацетилену при зварюванні металів полягає в тому, що температура його горіння дозволяє без проблем здійснювати цей процес. Тим часом використання дешевших газів (водень, метан, пропан, гасові пари) не дає можливості отримати таку високу температуругоріння.
Дріт та флюс для виконання зварювання
Для здійснення зварювання металів, крім газу, потрібні також . Саме за рахунок цих матеріалів створюється зварювальний шов, формуються усі його характеристики. Дріт, який використовується для зварювання, повинен бути чистим, без ознак корозії та фарби на його поверхні. В окремих випадках як такий дріт можна використовувати смужку того ж металу, який піддається зварюванню. Для того, щоб забезпечити захист зварювальної ванни від зовнішніх факторів, необхідно використовувати спеціальний флюс. В якості такого флюсу часто використовуються борна кислота і бура, які наносяться безпосередньо на поверхню металу, що зварюється або на дріт, що використовується для зварювання. Без флюсу може виконуватися газова, а при з'єднанні деталей з алюмінію, міді, магнію та їх сплавів такий захист необхідний.
Устаткування для газового зварювання
Технологія газового зварювання передбачає використання певного устаткування.

Водяний затвор
Водяний затвор необхідний забезпечення захисту всіх елементів устаткування (генератор ацетилену, труби) від зворотної тяги вогню з пальника. Такий затвор, вода в якому повинна знаходитися на певному рівні, розміщується між газовим пальником та генератором ацетилену.
Балон, в якому міститься газТакі балони забарвлюються різною фарбою залежно від того, який газ у них планується зберігати. Тим часом верхня частина балона не фарбується, щоб унеможливити контакт газу з компонентами фарби. Слід також мати на увазі, що на балони, в яких зберігається ацетилен, не можна встановлювати вентилі з міді, оскільки це може призвести до вибуху газу.
РедукторВін використовується для зниження тиску газу, що виходить із балона. Редуктори можуть бути прямої або зворотної дії, а для скрапленого газувикористовуються моделі з ребра, які виключають його вимерзання при виході.
Спеціальні шлангиГазове зварювання неможливо виконувати без використання спеціальних шлангів, якими може подаватися як газ, так і горючі рідини. Такі шланги поділяються на три категорії, що маркуються 1) червоною смугою (працюють при тиску до 6 атмосфер), 2) жовтою смугою (для подачі горючих рідин), 3) синьою смугою (працюють при тиску до 20 атм).

Змішування газів та їх горіння забезпечується за рахунок використання пальника, який може бути інжекторного та безінжекторного типу. Класифікуються пальники і за своєю потужністю, що характеризує кількість газу, що пропускається в одиницю часу. Так, бувають пальники великої, середньої, малої та мікромалої потужності.
Спеціальний стілГазове зварювання здійснюють на спеціально облаштованому місці, яке називається постом. По суті таким місцем є стіл, який може бути з поворотною або фіксованою стільницею. Цей стіл, оснащений витяжною вентиляцією та всім необхідним для зберігання допоміжного інструменту, значно полегшує працю зварювальника.
Особливості виконання газового зварювання
Регулювання параметрів полум'я здійснюється за допомогою редуктора, що дозволяє змінювати склад газової суміші. За допомогою редуктора можна отримувати полум'я трьох основних типів: відновлювальне (що використовується для зварювання практично всіх металів), окисне та з підвищеною кількістю пального газу. При зварюванні металів у розплавленій ванні протікають одночасно два процеси – окислення та відновлення. При цьому при зварюванні алюмінію та магнію окислювальні процеси протікають активніше.
Сам зварювальний шов та ділянка, що прилягає до нього, характеризується різними параметрами. Так, ділянка металу, що прилягає до шва, відрізняється мінімальною міцністю, саме вона найбільше схильна до руйнування. Прилеглий до цієї зони метал має структуру із великими зернами.

Щоб покращити якість шва та зони, яка до нього прилягає, виконують додаткове нагрівання або так зване термічне кування металу.
Технології зварювання різних металів мають нюанси.
- Газову виконують за допомогою будь-якого газу. Як присадковий матеріал при зварюванні таких сталей використовується дріт зі сталі, що містить невелику кількість вуглецю.
- Методи зварювання вибираються залежно від їхнього складу. Так, нержавіючі жароміцні сталі варяться з використанням дроту, що містить хром і нікель, а окремі марки вимагають застосування матеріалу, що додатково містить молібден.
- Чавун вариться вуглецевим полум'ям, яке запобігає піролізу кремнію та утворенню зерен крихкого білого чавуну.
- Для зварювання міді потрібно використовувати полум'я більшої потужності. Крім того, через підвищену плинність міді деталі з неї зварюють з мінімальним зазором. Як присадковий матеріал використовується дріт з міді, а також флюс, який сприяє розкисленню металу шва.
- Є ризик випаровування цинку з її складу, що може призвести до підвищеної пористості металу шва. Щоб уникнути цього, в полум'я пальника подають більше кисню, а як присадку використовують латунний дріт.
- Зварювання бронзи здійснюється відновлювальним полум'ям, яке не випалює з цього сплаву олово, алюміній та кремній. Як присадку застосовується дріт із бронзи схожого складу, в якій додатково міститься кремній, що сприяє розкисленню металу шва.
Зварювання з допомогою газу - з'єднання металевих деталей шляхом розплавлення. Історично це один з перших видів зварювання, що з'явилися. Технологія була розроблена ще наприкінці ХІХ століття.
Згодом, з розвитком технологій електричного зварювання (дугового та контактного), практична цінність газової дещо зменшилася, особливо для з'єднання високоміцних сталей. Але вона досі успішно застосовується для з'єднання чавунних, латунних, бронзових деталей, техніки наплавлення й у багатьох інших випадках.
Сутність методу полягає в тому, що високотемпературне полум'я зварювального газу нагріває кромки деталей, що зварюються, і частина присадкового матеріалу (електродну частину).
Метал переходить у рідкий стан, утворюючи так звану зварювальну ванну - область, захищену полум'ям та газовим середовищем, що витісняє повітря. Розплавлений метал повільно остигає і твердне. Так формується зварювальний шов.
Використовується суміш будь-якого пального газу з чистим киснем, що грає роль окислювача. Найбільш високу температуру – від 3200 до 3400 градусів – дає газ ацетилен, що отримується безпосередньо при зварюванні від хімічної реакції карбіду кальцію із звичайною водою. На другому місці знаходиться пропан - температура горіння може досягати 2800 °C.
Рідше застосовуються:
- метан;
- водень;
- пари гасу;
- блаугаз.
 У всіх альтернативних газів і пар температура полум'я істотно нижча, ніж у ацетилену, тому зварювання альтернативними газами практикується рідше, і тільки для кольорових металів - міді, латуні, бронзи та інших, з невеликою температурою плавлення.
У всіх альтернативних газів і пар температура полум'я істотно нижча, ніж у ацетилену, тому зварювання альтернативними газами практикується рідше, і тільки для кольорових металів - міді, латуні, бронзи та інших, з невеликою температурою плавлення.
У газового зварювання є особливості в порівнянні з електричним, які формують як його недоліки, так і переваги.
Гідності й недоліки
Як і у будь-якої речі чи явища, переваги газового зварювання є прямим відображенням її недоліків, і навпаки.
Основна характеристика газозварювання - більше низька швидкістьнагрівання оплавлюваної зони та ширші межі цієї зони. У деяких випадках це плюс, а в інших – мінус.
Це плюс, якщо потрібно, кольорових металів чи чавуну. Для них потрібне плавне нагрівання та плавне охолодження. Також існує ряд сталей спеціалізованого призначення, для яких оптимальним є саме такий режим обробки.
До інших плюсів належить:
- невисока складність технологічного процесугазового зварювання;
- доступність, адекватна вартість обладнання;
- доступність газової суміші або карбіду кальцію;
- відсутність необхідності у потужному джерелі енергії;
- контроль потужності полум'я;
- контроль виду полум'я;
- можливість контролювання режимів.
Основних мінусів у газового зварювання чотири. Перший - саме низька швидкість нагріву та велике розсіювання тепла (порівняно низький ККД). Через це практично неможливо зварювати метал завтовшки понад 5 мм.
Другий – надто широка зона термічного впливу, тобто зона нагріву. Третій – собівартість. Ціна витрачається ацетилену при газозварюванні вище, ніж ціна електроенергії, витраченої на той же обсяг роботи.
Її четвертий недолік – слабкий потенціал механізації. Через свій принцип дії фактично може бути реалізовано лише ручне газове зварювання.
Напівавтоматичний спосіб неможливий, автоматичний - тільки з використанням багатополум'яного пальника, і тільки при зварюванні тонкостінних труб або інших резервуарів. Такий спосіб складний і рентабельний тільки при виробництві порожнистих резервуарів з алюмінію, чавуну або деяких їх сплавів.
Нормативи
ГОСТ на газозварювання – особливе питання. У зв'язку з тим, що якість шва при газовому зварюванні більшою мірою залежить від майстерності зварювальника, воно визначається суб'єктивно.
Характер газозварювального процесу - виключно ручний, конкретного ГОСТу на газове зварювання немає. Але існує ГОСТ 1460-2013 – на карбід кальцію, з якого виробляється газ для зварювання.
Крім того, різними ГОСТами визначаються такі параметри, як типи дроту присадки, тиск в редукторі і балоні, вимоги до генератора ацетилену. Існують свої вимоги до типів шлангів і пальників, що застосовуються, пов'язані з безпекою роботи.
Стандартний комплект обладнання
 Для газового зварювання або різання (технологічно простіший процес) потрібне обладнання. Перш за все, це генератор ацетилену або джерело іншого пального газу (пропану, водню, метану). Потрібно також Балон з окислювачем - киснем, пальник, редуктор для стиснутого газу (регулятор потоку) та сполучні шланги.
Для газового зварювання або різання (технологічно простіший процес) потрібне обладнання. Перш за все, це генератор ацетилену або джерело іншого пального газу (пропану, водню, метану). Потрібно також Балон з окислювачем - киснем, пальник, редуктор для стиснутого газу (регулятор потоку) та сполучні шланги.
Можуть застосовуватись різні допоміжні пристрої, наприклад п'єзозапальний елемент, запобіжний водяний затвор для захисту від зворотного полум'я (останнім часом - практично обов'язковий елемент) та інші.
Відмінна особливість цього виду зварювання - для нього не потрібне електроживлення, тому роботи можна робити практично в польових умовах. Багато в чому через цю перевагу газове зварювання досі активно використовують.
Види полум'я
 Однією з переваг газозварювання є можливість використання вогню з різними хімічними властивостями: окисним, відновним, з підвищеним вмістом ацетилену.
Однією з переваг газозварювання є можливість використання вогню з різними хімічними властивостями: окисним, відновним, з підвищеним вмістом ацетилену.
"Нормальним" вважається відновне полум'я, при якому метал окислюється з тією ж швидкістю, що відновлюється. Воно застосовується здебільшого. Для з'єднання деталей із бронзи та інших сплавів із вмістом олова застосовується лише відновлювальний вогонь.
Окислювальне полум'я утворюється зі збільшенням кількості кисню в газовій суміші. У деяких випадках воно переважно і навіть необхідне, наприклад, при з'єднанні латуні та пайці твердим припоєм.
Особлива властивість окисного полум'я полягає у можливості збільшити швидкість газового зварювання. Але при цьому необхідно застосовувати спеціальну присадку, що містить розкислювачі - марганець та кремній.
Якщо використовувати з окислювальним полум'ям як присадочний дріт той же матеріал, що і в деталях, що зварюються (за винятком латуні) - шов вийде крихким, з великою кількістю пор і каверн.
Полум'я зі збільшеним вмістом пального газу застосовується для наплавлення на будь-яку деталь іншої деталі з більш твердого сплаву, а також при варінні деталей з чавуну та алюмінію.
Технологія та способи
 Техніка газового зварювання сильно залежить від специфіки металів і сплавів, що зварюються, форми деталей, напряму шва та інших факторів.
Техніка газового зварювання сильно залежить від специфіки металів і сплавів, що зварюються, форми деталей, напряму шва та інших факторів.
Основне призначення газозварювання - обробка чавуну та кольорових металів, які піддаються їй краще, ніж дуговий. Найгірше «бере» вона леговану сталь - через низький коефіцієнт теплопередачі деталі з неї сильно коробляться при варінні газом.
Існує «права» та «ліва» методика газового зварювання. Є також технологія зварювання валиком, ваннами та багатошарове зварювання.
«Правий» спосіб - це коли зварювальне сопло ведуть ліворуч, а присадку подають слідом за рухом вогняного струменя. Полум'я при цьому спрямоване на кінець дроту, так що розплавлений склад - температура плавлення присадки зазвичай нижче, ніж у основного матеріалу - рівно лягає в шов.
При «лівому» способі газового зварювання – він вважається основним – надходять навпаки. Пальник рухається праворуч наліво, присадка подається їй назустріч. Цей спосіб простіший, але підходить тільки для тонких листів металу. Крім того, при ньому більше, ніж за «правого», йде витрата присадного дроту та пального газу.
Зварювання валиком - більш трудомісткий спосіб, що підходить тільки для листового матеріалу. Шов утворюється у формі валика, але при цьому якість шва дуже висока, без утворення шлаку, пор та повітряних лакун.
Зварювання ваннами - спосіб, що вимагає від зварювальника великої майстерності. При цьому присадний дріт укладається у шов спіральним способом, проходячи через різні ділянки полум'я. Кожен новий виток спіралі трохи перекриває попередній. Спосіб добре підходить для з'єднання листів із низьковуглецевих сталей.
Багатошарове зварювання - найтехнологічніше складний спосіб. Його основи - як би наплавлення одного шару поверх наступного. При цьому досягається ідеальне прогрівання всіх нижчих шарів. Головне - контролювати, щоби стики швів різних шарів не знаходилися один під одним.
У кожному з цих видів газового зварювання можуть використовуватися, залежно від металу, що обробляється, різні флюси. Їхнє завдання полягає в тому, щоб захистити поверхню шва від утворення оксидів, що порушують його якість.