Дървообработването е едно от най-бързо развиващите се развиващи се зонив руската индустрия. Съвременното дървообработващо производство позволява да се получат дървен материал, дървени колиби, мебели и много други продукти чрез обработка на дървесина.
Как да подобрим ефективността?
Дъскорезничеството е традиционен занаят за страната ни. Но в сравнение с миналото, модерно оборудваневи позволява да извършвате рязане, сушене и обработка на дървесина не само по-добре, но и по-бързо. Дървообработващото производство днес е насочено към повишаване на ефективността на дърворезбата чрез въвеждане на нови технологии за обработка и иновативно оборудване. В резултат на това много процеси се механизират, старите машини се заменят с нови модели, въвеждат се автоматични линии за обработка на дървесина с нейното отхвърляне и сортиране.
Характеристики на рязане
Дървените продукти са изработени от дърво и обработени различни начинив зависимост от това с какво конкретно се занимава дървообработващата промишленост: дърводобив, производство на мебели и дървесна маса, производство на хартия, картон и изделия и т.н. Най-общо стъпките могат да бъдат описани, както следва:
- Извършва се на специално избрано място за сеч.
- Рязане на дърва и рязане на паднали дървета.
- Отхвърляне за сортиране на големи и малки трупи с различни диаметри.
- Вече в дъскорезницата, обработката на трупи в дървен материал с помощта на циркулярни или лентови триони. Тук трябва да се каже, че производството на дървообработващо оборудване днес се извършва с активни темпове, следователно дървообработването е по-бързо и по-добре.
Помислете за горното технологични етапималко по.
Нарязване и сушене
Тези два процеса са тясно свързани и могат да следват предприятието в различни последователности. Най-често дървото се суши директно в дъските, а дървеният материал се нарязва на заготовки вече в суха форма. Според експерти, ако сушенето се извършва в дъски, тогава продукцията е 2-3% повече дървен материал. В допълнение, рязането на вече изсушени дъски ви позволява своевременно да забележите дефекти и дефекти в дървото и да отхвърлите неподходящи елементи.

Технологията на дървообработващата промишленост включва сушене по няколко начина, но най-често - или атмосферно, или с помощта на специални камери. Атмосферното сушене е дълъг процес, който включва съхранение на дървесина на открито. Използването на оборудване за сушене ви позволява да ускорите процеса на дърводобив. Струва си да се помни, че качеството на крайната конструкция зависи от степента на изсъхване на дървения материал.
Какви технологии?
Съвременното дървообработващо производство включва обработката на добитата дървесина по различни начини. Имайте предвид, че всички механични дървообработващи процеси са сложни процеси на рязане. Но в зависимост от технологичните цели процесът на дървообработване може да бъде намален до три действия:
- Дървесината и дървесните материали подлежат на разделяне.
- Всички елементи се подлагат на повърхностна обработка, в рамките на която се премахват технологичните надбавки.
- Материалите се подлагат на дълбока обработка, по време на която готовите заготовки се превръщат в готови части на продукти.

Разделянето на дървесината може да се случи с образуването на отпадъчни стърготини или без тях. Повърхностната обработка включва фрезоване, шлайфане и струговане, докато дълбоката обработка включва пробиване, дълбоко фрезоване и длето. Всеки от тези процеси има свои собствени характеристики. Рязане, фрезоване, белене, шлайфане, струговане, пробиване - всичко това са технологии, на базата на които работи всяко дървообработващо производство. Между другото, това е първият продукт, който учениците създават на урок по технологии в четвърти клас. Именно на тази възраст децата се запознават с процеса на обработка на дърво.
Защитни мерки

Дървото е материал, който не е устойчив на външни фактори на околната среда. Ето защо във всяко предприятие, което работи с дърво, задължително се вземат защитни мерки. Тяхната задача е да предотвратят унищожаването на дървото и да го предпазят от пожар, гъбички, мухъл. Като част от тези дейности се извършва не само цялостно изсушаване на материала, но и химическа обработка с антисептици. В повечето случаи дъскорезницата и дървообработващата промишленост използват за тази цел антисептици с маслена основа, лакове, които не се разтварят във вода. Обработката се извършва с дървесен катран, креозотно масло, карболей.
Какво се произвежда?

Съвременните дървопреработвателни предприятия се стремят да оптимизират своите технологии, за да получат по-голям обем крайни продукти, използвайки по-малко дървесина. Дървообработващото производство ви позволява да получите разнообразие от крайни продукти:
- MDF плоскости. дЗа производството им се използват производствени отпадъци, които се смилат и обработват с пара под високо налягане - масата се разтрива, след това се суши и слепва.
- Решетна дървесина.Този полуфабрикат се получава чрез залепване на ленти от вече изсъхнал дървен материал.
- ПДЧ плоскости.Те са панели с еднаква дебелина на базата на чипове, смесени със свързващи вещества.
- Шперплат.Състои се от листове дърво с различна дебелина, които са залепени със специални лепила.
Какви машини?

Дървообработващите машини за производство са представени в огромно разнообразие и могат да изпълняват най-много различни произведениясвързани с обработката на материалите. Популярното оборудване включва:
- Комбинирани машиние многофункционално оборудване, способно да реже, рендосва, пробива, реже шипове и т.н. Тези машини се използват за сложна обработказаготовки от естествено дърво или неговите отпадъци.
- Струговете обработват детайла чрез рязане и струговане, изрязват резбата, обработват краищата, пробиват дупки.
- лентови триониправят възможно извършването на право или фигурно рязане на материали. Острието в такова оборудване е непрекъсната метална лента със зъби.
- Фрезови машиниизвършвайте работа по направляващи линии, докато материалът се въвежда ръчно. Използването на такова оборудване е целесъобразно в профил, равнина и оформянедървена заготовка.
- Пробивна машинави позволява да обработвате дупки, премахвайки чипове;
- Триони за панелипозволяват рязане на парче или партида на материали за плочи.
- Циркуляриса инструменти, които имат твърди зъби, които могат да обработват дърво.
Това е само малка част от машините, които се използват в дървообработването. С тяхна помощ можете да създавате дървен материал, заготовки, полуготови продукти, които се използват допълнително в строителството, мебелите и други области.
заключения

Трябва да се отбележи, че всяка година технологиите и оборудването, използвани за обработка на дървесина, стават все по-съвършени. А това от своя страна прави възможно създаването на разнообразни продукти от този естествен материал. Имайте предвид, че дори в училище и в началното училище се изучава дървообработване. Продуктът "Стълба-опора за растения" е първото нещо, което детето може да създаде още в четвърти клас. Това позволява дори детствонаучете децата да се грижат за дървото и природата като цяло и насочете вниманието към дърводобива и дървообработването като една от активно развиващите се области в Русия.
ГЛАВА X МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ НА ДЪРВООБРАБОТВАЩИТЕ ПРОИЗВОДСТВА
МАШИННИ ЛИНИИ
В седемгодишния план за развитие Национална икономикаСъветският съюз осигурява широка механизация и автоматизация на дървообработващата промишленост. Механизацията и автоматизацията откриват големи възможности за подобряване на качеството и увеличаване на продукцията, намаляване на себестойността, повишаване на производителността на труда и подобряване на условията на труд.
Механизацията и автоматизацията на производствените процеси е в основата на създаването на непрекъснато поточно производство в дървообработващата промишленост. Поточни методи на организация производствен процесдопринасят за растежа и подобряването на производството на базата на по-високи технологии.
Внедряват се поточни полуавтоматични и автоматични линии както в отделни технологични обекти, така и в заводите като цяло. В последния случай говорим сивече за създаването на автоматични фабрики.
Автоматичните линии се състоят от машинни инструменти или автоматични машини, които извършват обработващи и контролни операции; устройства, използвани за товарене и разтоварване на линията и транспортиране на части от една машина към друга без намесата на работника; устройства, използвани за фиксиране (фиксиране) на части по време на тяхната обработка, и единна системаконтрол на линията.
Линията се обслужва от един оператор, разположен на централния контролен панел. Ако зареждането на заготовки и разтоварването на продуктите, както и техният междинен контрол и отхвърляне се извършват от работници, тогава в този случай линията се нарича полуавтоматична.
Автоматизацията на технологичните процеси в дървообработването в момента се развива в три направления. Автоматичните линии се създават или базират на съществуващи универсални машини с общо предназначениес частичната им реконструкция или на базата на нови специално проектирани специализирани стекове, или на базата на машини с общо предназначение за общо ползване и нови специализирани машини (комбинирано придобиване).
Един от факторите, които определят производителността на автоматичните линии, е проектната скорост на подаване. За да се увеличи максимално използването на линиите, е важно да се елиминира загубата на време, свързана със зареждането на бункера, почистващи продукти, транспортиране на материали, както и елиминиране на времето за престой, свързано с промяната режещ инструмент, регулиране на линията, смазване, проверка на състоянието на критични възли и др.
Производителността на автоматичните линии е много по-висока от конвенционалните производствени линии. Намалява се броят на обслужващите работници, намалява се площта под машините. Работя върху автоматични линиипо-безопасно и по-малко изморително, то се свежда до наблюдение на машините и работа с линията, поставяне на детайли в устройства за зареждане в началото на линията и отстраняване на готовите продукти в края на линията. Въпреки това, автоматизацията на процесите при наличието на сложно автоматично оборудване изисква по-висока квалификация на работниците за поддръжката му и добро познаване на много дизайни на дървообработващи машини.
производство Завършени продуктиот дърво днес може значително да се механизира. Целият процес на обработка на дървесина се характеризира с различна степен на сложност, която зависи от размера на крайния продукт и неговата конфигурация. Производството на дървени изделия се състои от поредица от последователни операции.
Редът на технологичния процес на производство
Първият етап преди самото производство е подготовката на суровините, която се състои в изсушаване на дървесината.
Сушенето може да се извърши както по естествен начин, когато дървата са подредени, така и по специален начин сушилна камера. Предимството на последния метод е значително намаляване на процеса на даване на дървесината на желания процент влага.
Сушилната камера за дървесина е доста сложен механизъм, състоящ се от няколко части от оборудване, всяка от които изпълнява определена функция.
Типичен състав на сушилната камера:
- фехтовка;
— циркулационна система;
— система за обмен на въздух;
- система за овлажняване;
– системи за управление и автоматизация на процесите на сушене.

Процесът на сушене, като правило, включва следните технологични операции:
- първоначално загряване на дърва,
– контрол на режима на сушене и влажност на дървесината,
– влага и топлинна обработка,
- климатизация и охлаждане.
Режимът на сушене се избира въз основа на текущото съдържание на влага в дървото, размера на заготовките.

Може да се извърши преди или след изсушаване на суровата дървесина.
За рязане се използват рамки за дъскорезници, циркуляри или лентови триони.

Дървообработващо оборудване - дъскорезница

В зависимост от задачите, рамките на дъскорезницата могат да варират в:
- вид разрез (вертикален и хоризонтален);
- брой етажи (едноетажни и двуетажни);
- еднопръчков и двупръчков,
— мобилност (стационарна и подвижна);
- мощност (голяма, малка);
- скорости (високоскоростни и нискоскоростни)
- предназначение (обикновени и специални).
Хоризонталните се използват в случаите, когато е необходимо да се изрежат трупи от твърди скали за производството на шперплат.
Двуетажна високопроизводителна. В тях части от мощно задвижване са разположени на долния етаж на сградата, работните части на машината. включително колетни ролки - на последния етаж.
Типичен състав на рамката на дъскорезница:
- легло;
- режещ механизъм;
- захранващ механизъм;
— ръководни органи;
- Система за смазване;
- защитно устройство.
Един от важни характеристикирежещият механизъм е клирънс. Това е разстоянието между вертикалните стълбове на рамката на триона. Най-често срещаните размери на междините са от 500 до 1000 mm. Просветът определя максималната дебелина на дървения труп, който може да бъде нарязан.
Хлабината на рамката на триона се избира според характерната спецификация на суровината, планирана за рязане. Необходимо е да изберете разстояние въз основа на дебелината на трупите, които имат достатъчно специфично теглов общия състав. Единични трупи с максимална дебелина не се вземат предвид, тъй като прекомерните размери на хлабината причиняват намаляване на производителността на рамката.
Максималният брой триони, които могат да бъдат монтирани в рамката, зависи от размера на хлабината. Този индикатор е посочен в паспорта на оборудването и като правило е:
- за мощни рамки - 12-20;
- за специални - до 40;
- за маломощни - 6-10.
Лентова дървообработваща машина LT40

Основен параметър лентов трионе диаметърът на шайбата на триона (1,1 - 3 m).
Колкото по-голям е диаметърът на шайбата, толкова по-големи са ширината и дебелината на триона и следователно трионът е по-стабилен и може да реже при по-висока скорост на подаване. В допълнение, машини с голям диаметър на макарата могат да режат трупи с големи диаметри. В този случай шайбите трябва да бъдат разположени възможно най-близо една до друга, за да се намалят трептенията на работната зона на триона.
Типовете машини се различават по скоростта на подаване на материала.
Параметри на малка захранваща машина:
- диаметър на шайбата на триона: 1,1 - 2,4 m;
- дебелина на режещия диск: 1,2 - 2,2 мм;
– ширина на триона: 120 – 300 мм;
— действителна скорост на подаване за меки скали: 10 – 50 m/min, за твърди скали 5 – 25 m/min.
Параметри на голяма захранваща машина:
– диаметър на шайбата на триона: 1,5 – 3,0 m;
- дебелина на режещия диск: 1,6 - 2,6 мм;
– ширина на триона: 150 – 450 мм;
- действителна скорост на подаване за меки скали: 40 - 150 m/min, за твърди скали 20 - 75 m/min.
Трябва да се отбележи, че с увеличаване на скоростта на подаване ширината на среза се увеличава, точността на размерите на детайлите намалява, което изисква допълнителна обработка и консумацията на електроенергия се увеличава.
Малък циркуляр за дърво

В промишлеността се използват циркулярни триони с диаметър до 1,5 метра, които позволяват рязане на дървесина с диаметър до 0,6 м. Производителността на такива машини позволява рязане на до 25 кубически метра суровини с диаметър 25 cm на час със загуба на дървесина от 1,5 до 4%.
След това се правят така наречените чернови заготовки, които представляват сегменти с определен размер. Те се обработват на два етапа. При първия от тях детайлът се обработва от всички страни и след това се подрязва, за да се придадат на бъдещия продукт необходимите размери и желаната геометрична форма. В резултат на такава обработка се получава фина заготовка.
Подрязваща машина TS-2 за дърво

Следващият етап включва формирането на крайния продукт, който се състои в смилане, пробиване и някои други методи за обработка на крайния продукт. В тези два етапа на обработка се използват заготовки от масивна дървесина. Всички компоненти на готовия продукт са облицовани или залепени преди окончателната обработка.
Типична шлайфаща дървообработваща машина



Последният етап от производството е сглобяването на готовия продукт, което също включва няколко етапа. Първо всички части се сглобяват в отделни компоненти, след което се проверява точността на размерите. Последният етап е общото и окончателно сглобяване на готовия продукт. Може да бъде завършен преди или след окончателното сглобяване.
Дървообработваща технология, процеси
В процеса на производство на дървени части е много важно да се следи тяхното сдвояване един с друг по време на монтажа. Наличието на такъв параметър като прилягане определя плътността, здравината и движението на частите един спрямо друг.
Днес има няколко вида кацания:
- напрегнати;
- Натиснете;
- плъзгане;
— шаси;
— непринуден;
- плътен.
При свързване на повърхностите на частите допустимото отклонение на праволинейността и плоскостта трябва да съответства на 10-12 степени на точност в съответствие с GOST 6449.3-82 с дължина на частите 1-1,6 м. Неконюгираните повърхности трябва да съответстват на 13-15 степени на точност.
Много важен фактор в дървообработването е диференциацията. Представлява разделянето на всички операции на по-малки, отделни независими операциикато по този начин повишава производителността на труда.
В малките предприятия целият процес на сглобяване на части може да се извърши от един работник или цял екип, което ще се счита за една операция. Възможността да му се повери сглобяването на по-сложни части зависи пряко от квалификацията на работника. Завършени продукти. Производството може да бъде както масово, така и единично и във всяко от тях е необходимо да се извърши разделяне на операциите, оборудването и оборудването.
Един от най-важните фактори, който пряко влияе върху качеството на готовия продукт, е правилното фиксиране на детайла върху дървообработващата машина. Най-голямата трудност е фиксирането на детайла преди пробиване на отвори, тъй като тук се изисква максимална точност на фиксиране.
Типични пробивни машини


Глава II
ТЕХНОЛОГИЧЕН ПРОЦЕС НА ДЪРВООБРАБОТВАНЕ И МЕТОДИ ЗА НЕГОВАТА АВТОМАТИЗАЦИЯ
Структура на процеса
Технологичният процес на производство на детайли от дърво и сглобяването им в готови продукти е разделен на няколко части:
обработка на детайли и възли;
лепене на дърво;
монтаж на компоненти и продукти;
хидротермално лечение.
Обработката на части и възли почти винаги се извършва от машинни инструменти, а сглобяването на възли и продукти се извършва главно ръчно. Лепенето на дървесина при производството на плоскости или фурнир трябва да е съпроводено с определена експозиция във времето, необходимо за стягане на лепилото. Завършването също изисква допълнително време за изсъхване на нанесените покрития. В момента основно процесите на механична обработка на детайли и възли от дърво са автоматизирани.
В машината технологичен процесразграничават работните процеси, както и процесите на управление и контрол.
Работните процеси включват действия, насочени директно към изпълнението на дадена технологична задача. Процесите на управление и контрол включват действия, които осигуряват правилно протичане на работните процеси.
Технологичният процес обикновено се състои от няколко отделни операции.
Обичайно е да се нарича операция част от технологичния процес, извършван на конкретно работно място, машина или машинна единица, преди да се премине към обработката на следващата част. Обикновено технологичният процес се разделя на операции по такъв начин, че изпълнението на всяка от тях да реши определен технологичен проблем, например разделяне на материала по дължина на няколко заготовки, образуване на повърхност, рендосване по размер, правене на шипове и др.
Операциите, които се повтарят по време на обработката на всяка част, т.е. при всеки цикъл на работа на оборудването, се наричат циклични.
Операциите се делят на основни и спомагателни.
Основните включват операции, които пряко дават технологични резултати, например рязане, огъване или залепване на дървен материал, а спомагателните включват всички други операции, необходими за извършване този процес, като товаро-разтоварни, транспортни, контролни и управленски операции.
Времето, необходимо за извършване на основните операции на машините, се нарича основно технологично или машинно време. За машини, в които режещият инструмент или част се движат периодично, машинното време е сумата от продължителността на работния ход на обработващия работен орган или част и времето на празен ход.
Работните процеси включват:
реални работни операции, при които инструментът въздейства пряко върху детайла;
операции по товарене и разтоварване, т.е. товарене, инсталиране, насочване и закрепване на детайла преди обработка и разтоварване, разкопчаване и отстраняване на детайла след обработка;
транспортни операции, наричани още преносни операции, при които заготовките или работните органи се придвижват от една технологична операция към друга;
операции по поддръжка на работното място, които не са част от всеки цикъл на работа на оборудването и се наричат извън цикъл.
Процесите на управление и контрол включват:
операции за управление на работата, извършвани за спазване на определена последователност на движение на детайла или работните органи, както и за автоматично поддържане на установените режими (автоматично управление);
регулиране и регулиране (настройка) контролни операции, извършвани предварително за настройка на процеса в съответствие с определените изисквания за размери на обработка, допуски, качество на продукта, производителност и др.;
контролни операции, извършвани за проверка на качеството, сортиране и преброяване на продуктите, както и за проверка на състоянието и положението на обработваните детайли или работни органи.
Операциите на работния процес обикновено се разделят на преходи, преминавания, настройки и позиции.
Преходът е част от операция, извършвана от един и същ режещ инструмент при обработка на същата повърхност на обработвания обект и със същия режим. Ако на машината една и съща повърхност на даден обект се обработва едновременно с няколко режещи инструмента, например на четиристранни рендета или машини с шипове, това означава, че няколко прехода на тази операция се извършват едновременно.
Преминаването е част от операцията, ограничена до отстраняване на един слой материал от същата повърхност на обекта и извършвана без промяна на монтажа на работните органи на машината, например при рендосване, шлайфане на материал, рендосване На уплътнители така нататък.
Монтажът е частта от операцията, която се извършва без освобождаване и повторно закрепване на детайла. Например, при единично закрепване се пробиват две гнезда на машина за пробиване и нарязване на една настройка, а при двойно закрепване - в две настройки.
Позицията е частта от операцията, която се извършва, без да се променя позицията на частта спрямо машината, т.е. без да се освобождава от скобата.
Характеристики на технологията на механична обработка на дървесина
Лесна обработка на дърво. Незначителната (в сравнение с метала) устойчивост на дървото на рязане позволява да се обработва със значителна дължина на контакт между режещия инструмент и материала и да се прилагат високи скорости на рязане и подаване. В това отношение дървообработващите машини, в сравнение с металообработващите машини, се характеризират с относително проста кинематика и много висока производителност.
Сравнително малките сили, необходими за рязане на дървесина, също водят до опростяване на конструкцията на машинните инструменти, включително позициониращите и задържащи тела.
Простота на формите и ниско тегло на частите. Преобладаващата част от частите от дърво се характеризират с простота на формата и ниско тегло. Това улеснява монтажа, базирането, фиксирането и подаването на детайлите в машината и тяхното движение от една машина към друга. Тъй като автоматизацията на машинните процеси често зависи от степента на механизация транспортни операции, тогава тази характеристика на механичната обработка на дървесината е от особено значение.
Намалени изисквания за точност на обработката.
Поради възможността за промяна на формата и еластичността си, изискванията към точността на механична обработка на дървото са много по-ниски от тези на метала.“ Това улеснява стабилизирането на технологичния процес и опростява контролно-измервателните уреди.
Преобладаващото разпределение на преходната обработка.
При механичната обработка на дървесина се практикува основно движението на детайла покрай въртящия се режещ инструмент. Такава схема на обработка се нарича преминаване. Позволява ви да използвате най-много прост дизайнтранспортни устройства и обработват едновременно с няколко инструмента, което повишава производителността на машината.
По този начин принципът на резбата е заложен в методите за обработка на дървени части, което позволява автоматизирането на процеса с най-простите средства.
Голям дял на спомагателните операции. Високите скорости на обработка на дърво значително намаляват продължителността на основните операции. Когато спомагателните операции, като товарене и разтоварване на части на машината, не се комбинират с основните, техният дял се увеличава. Това предотвратява намаляване на общото време на цикъла, т.е. увеличаване на производителността на машината и по този начин отрича икономически ефект, постигнато в резултат на намаляване на продължителността на основните операции. Ето защо е най-целесъобразно основните и спомагателните операции да се съчетаят във времето.
Структурна хетерогенност (анизотропия) на дървесината. Обработката на дървесина срещу посоката на влакната често причинява цепене, особено когато режещият инструмент излезе от обработвания материал, когато естествената опора на влакната е по-малка от силата на рязане. Хетерогенността на дървесната структура се отразява и в силата на рязане. Тази особеност на механичната обработка на дървесината в някои случаи налага подходящо регулиране на режимите на обработка, например по време на фрезоване. Увеличаването на скоростите на рязане и подобряването на режещия инструмент, както и водачите, скобите, подавачите и други устройства на съвременните металорежещи машини позволяват да се намалят или напълно да се премахнат чиповете по дървесните влакна.
Висока скорост на обработка. Тази функция причинява повишени изискваниякъм движещите се работни органи на машината, особено към периодично движещи се органи. В редица случаи във връзка с това е необходимо да се използва специално оборудване, което би позволило да се увеличи броят на включванията за единица време.
Основните предимства на автоматизираното производство
Автоматизацията на производството повишава производителността на работниците и улеснява тяхната работа. В допълнение, това дава възможност за подобряване на условията на труд, намаляване на продължителността производствен цикъли необходимите производствени площи, осигуряват ритъма на процесите, подобряват качеството и намаляват себестойността на продукцията.
Повишаване производителността на труда. Производителността на работниците в автоматизираното производство се увеличава в резултат на автоматизирането на зареждането на заготовки и разтоварването на обработени детайли, комбинирането на редица основни технологични операции в един комплекс, автоматизирането на контрола, регулирането, транспортирането на материал и др.
Поради концентрацията на обработка, характерна за автоматизацията, броят на работните органи на машините, обслужвани от един работник, се увеличава значително и производителността на труда му се увеличава. Съвременните автоматични машини или машинни системи изпълняват сложен набор от операции на технологичния процес без пряка човешка намеса. Така автоматизацията освобождава значителен брой работници. При капитализма това води до увеличаване на безработицата и влошаване на материалното положение на работниците. В условията на плановата социалистическа икономика повишаването на производителността на труда в резултат на автоматизацията е източник на растеж на материалното благосъстояние на хората и намаляване на продължителността на работния ден. Освободените работници се използват в други предприятия.
При различните процеси производителността на труда нараства различно и зависи от степента на концентрация на обработката и непрекъснатостта на процеса. Колкото по-висока е концентрацията на обработка и колкото по-голяма е степента на непрекъснатост на процеса, толкова по-висока е производителността. Най-висока производителност на работниците се постига, когато интегрирана автоматизацияпроизводство.
Улеснявайте работата на работниците. При автоматизираното производство човек само настройва автоматичната система на машините към желан режимобработка, следи състоянието на механизмите и работните части на машината, осигурява натоварването й с детайли и следи за правилната работа на всички механизми с помощта на инструменти. Благодарение на автоматизацията на производството трудът на работника се доближава до труда на инженерно-техническия персонал.
Подобряване безопасността на труда. Замяната на ръчния труд с автоматично работещи машини допринася за значително повишаване на безопасността на труда, тъй като работникът, който следи хода на процеса, е на разстояние от работните органи на автоматичните машини, които директно обработват детайлите. При автоматизираното производство се подобрява защитата на работните органи на машините, заглушава се шумът при работата им, улавянето на дървесен прах, премахват се вредните въздействия на топлина, влага, разтворители, лакове, бои и др.Подобряването на условията на труд на работника в автоматизираното производство намалява неговата умора.
Намаляване на продължителността на производствения цикъл При серийно неавтоматизирано производство периодично се пускат партиди заготовки. Продължителността на производствения цикъл в този случай се определя главно от периода от време, през който детайлът лежи без движение в очакване на обработка.
Автоматизираното производство се основава на поточни методи, при които заготовката в края на една технологична операция директно се прехвърля към следващата. В резултат на тази организация на производството всички или повечето части от продукта се обработват едновременно, а производственият цикъл драстично се съкращава.
Намаляването на продължителността на производствения цикъл е придружено от значително намаляване на обема на незавършеното производство, което увеличава оборота оборотен капитали следователно се подобрява икономически показателидейности на предприятието.
Намаляване на производственото пространство. При добре организираното автоматизирано производство намаляването на производствените площи е следствие от намаляване на продължителността на производствения цикъл и намаляване на обема на незавършеното производство. Елиминира необходимостта от технологично оборудванеразпределете голяма площ за поставяне на незавършени части, така че машините да могат да бъдат разположени по-близо една до друга. Присвояването на строго определени операции за всеки технологичен участък насърчава използването на многооперативни машини с висока концентрация на обработка, което също позволява да се ограничи до най-малката производствена площ.
ритъм на производство. Интервалът от време между излизането от работното място на две следващи една след друга заготовки се нарича ритъм или работен цикъл. При неавтоматизираното производство ритъмът в различните операции обикновено не е еднакъв, което затруднява планирането и организирането на такова производство. В автоматизираното производство операциите на работния процес обикновено се извършват на няколко машини, които трябва да се извършват синхронно. Синхронността най-често се осигурява от еднаквостта или множеството на ритмите на машините, участващи в процеса. Многообразието на ритъма значително улеснява планирането на производството. Ритмичното производство изисква особено ясна организация, тъй като всяка промяна в установения ритъм нарушава работата и може да доведе до прекъсване на работата в определени зони.
Подобряване качеството на продукта. Стриктното спазване на ритъма и режима на работа на машините, намаляването на производствения цикъл, механизацията и автоматизацията на управлението, автоматичното регулиране на режимите на обработка на части и възли на продуктите, автоматизацията на монтажните и довършителните операции осигуряват по-високо качество на продуктите.
Намаляване на себестойността на продукцията. Автоматизацията на технологичните процеси обикновено води до намаляване на себестойността на произвежданите продукти. Това се постига в резултат на повишаване на производителността на работниците, намаляване на продължителността на производствения цикъл и производствени площи, по-рационална организация на производството.
Условия за въвеждане на комплексна автоматизация в дървообработването
Най-важните условия за въвеждане на интегрирана автоматизация в дървообработването са: специализация на производството, технологичност на дизайна на продукта, нормализиране и унифициране на размерите на частите, нормализиране на допустимите стойности, въвеждане на единна система от допуски и прилягания.
Производствена специализация. При специализация се намалява такава организация на производството, което осигурява стабилно производство на хомогенни продукти за дълго време.
IN специализирано производствосъздават се по-благоприятни условия за въвеждане на прогресивна технология "и технология, тъй като производството на хомогенни продукти позволява нормализиране на технологичните процеси, увеличаване на размера на партидите продукти, пуснати в производство, прилагане на поточни производствени методи и др.
Рационална степенспециализацията на производството се определя от технически и икономически изчисления и не остава постоянна. В повечето случаи специализацията на всяко дървообработващо предприятие се определя от обема на производството, което зависи от наличието на суровини и пазарни условия. Развитието на транспорта, усъвършенстването на дизайна на продуктите и въвеждането на поточни производствени методи създават условия за постепенно повишаване на степента на специализация в дървообработващата промишленост. В тази връзка в производство на мебели, например, има специализирани предприятия, които произвеждат мека мебел, дърводелски и извити столове, корпусна мебел. В големите икономически региони е препоръчително да се специализира производството на корпусни мебели, като се създават например предприятия за мебели, малки, кухненски мебели и др.
Автоматизацията на технологичните процеси е по-лесна за извършване в предприятия с висока степен на специализация, произвеждащи например всеки един продукт: дърводелски или огънат стол, паркет, ски, маси и др.
Технологичност на дизайна на продукта. Концепцията за "технологичност" установява връзка между дизайна на продукта, технологията, организацията и икономиката на производството. Технологичният дизайн е дизайн, който удовлетворява Технически изискванияи при даден мащаб на производство и възприетата технология осигурява най-ниски разходи на средства за изработката на продуктите.
С промяна в производствените условия се променя и оценката на технологичността на същия дизайн. Например, технологичността на един и същ дизайн може да се промени в резултат на въвеждането на нови материали, промени в мащаба, подобрения в оборудването и организацията на производството.
Съществуващите в момента дизайни на по-голямата част от продуктите, изработени от дърво, са създадени в условия на слабо механизирано производство и остават основно непроменени за дълго време. Следователно, в условията на автоматизирано производство, технологичността на дизайна на тези продукти изисква преразглеждане.
Например панелните врати с пръти, свързани с дюбели, са по-технологично напреднали от вратите с пръти, свързани с шипове, тъй като при производството на първите разходът на дървесина е с 8-10% по-малък. полезно използванедърво и опростяване на технологичния процес.
При производството на корпусни мебели панелните мебели се считат за по-технологично напреднали, чийто дизайн се основава на прогресивния принцип на масово производство на щитове и рационални методи за тяхното свързване.
Често дори малки промени в дизайна на продуктите, които не влошават тяхното качество, позволяват значително да се опрости производството на такива продукти или да се използва по-продуктивно многофункционално оборудване. Технологичността на продукта може да бъде значително подобрена чрез целесъобразна подмяна на изходния материал. По този начин много дървени продукти със сложна форма, но сравнително малки по размер, включително струговани, вече е целесъобразно да бъдат заменени с пластмасови. Това напълно премахва сложните операции на фрезоване, струговане, шлайфане и довършителни работи и освен това значително намалява потреблението на дървесина. С подобряването на пресовото оборудване за производство на части от пластмасови материалиразмерите на пластмасовите части непрекъснато ще се увеличават.
Нормализация и унификация на размерите на детайлите. При обработката на части на универсални еднооперационни машини в неавтоматизирано производство разнообразието от размери на частите не е от особено значение, тъй като пренастройката на такива машини е много проста и не изисква много време. Напротив, при автоматизираното производство смяната на взаимосвързани машини, често сравнително сложно устройство, отнема много време и следователно е крайно нежелателно. Следователно броят на размерите на обработените части трябва, ако е възможно, да бъде сведен до минимум чрез тяхното нормализиране и унифициране.
Нормализацията е разработването на нормален диапазон от предпочитани размери, което прави възможно значително намаляване на броя на размерите на детайлите. При нормализиране на части, намаляването на техния брой се постига чрез комбиниране на няколко части с еднакви размери в една група, т.е. обединяване на размерите.
Обединяването е намаляването на няколко части до еднакви размери.
Нормализирането и унифицирането може да се извърши в един, два или три размера на детайлите, например по дебелина, дължина и сечение. За автоматизираното производство е най-важно заготовките да имат еднакви сечения.
Нормализация на квоти. Разликата между размерите на детайла и обработваната част обикновено зависи от размера на частите и трябва да бъде обоснована от технически и икономически съображения. За някои видове продукти, например за дървен материал, надбавките за обработка се регулират от GOST. В дървообработващите предприятия квотите за обработка обикновено не се регулират от нищо и се определят произволно. Разнообразие от припуски затруднява обработката на части в автоматизирано производство, тъй като детайлите с различни припуски трябва да се обработват в различни режими.
Нормализирането на надбавките за обработка означава разработването на строго обоснован диапазон от надбавки за спестяване на дървесина и осигуряване на стабилност на режимите на обработка.
Внедряване на система от допуски и кацания. Модерни триковесглобяването на продукти в устройства за сглобяване, на конвейер или в специални машини за сглобяване определя повишени изисквания към точността на производствените части.
Точността на частите трябва да гарантира тяхното сглобяване в единици и продукти без индивидуално монтиране. За да направите това, съединителните размери на частите трябва да се поддържат в рамките на установените отклонения, регулирани от допустимите отклонения. При обработка в съответствие с допуски, които се задават в зависимост от необходимото прилягане на съвпадащите части, се осигурява пълна или частична взаимозаменяемост на частите и следователно широка механизация и автоматизация на технологичните процеси и висококачествени продукти.
От 1954 г. са установени единни стандарти за допустими отклонения и кацания (GOST 6449 - 53). Въвеждането на този GOST в дървообработващата промишленост е едно от най-важните условия за въвеждане на интегрирана автоматизация.
Класовете на точност и видът на взаимозаменяемостта трябва да бъдат избрани за всеки конкретен случай въз основа на технически и икономическиизчисления.
Избор на обекти и степен на автоматизация
Обект на автоматизация. IN съвременни условияе необходимо да се вземе предвид не само възможността за внедряване на автоматизация, но и нейната икономическа ефективност, която зависи преди всичко от правилен изборобект на автоматизация.
Най-ефективна е интегрираната автоматизация на структурно стабилни продукти, произведени в масови количества. Когато делът на работната заплата в себестойността на продукта е малък, ефективността, постигната в резултат на автоматизацията, е незначителна. Ефективността се увеличава с автоматизирането на производството на трудоемки продукти, в цената на които производството заплатаима голям дял.
Кибрит, моливи, макари, макари, совалки, столове, ски, както и готови кутии могат да се считат за най-подходящите обекти за автоматизация. шивашки машини, часовници и др., т.е. продукти с достатъчно стабилна конструкция, произведени в масови количества.
степен на автоматизация. Степента или нивото на автоматизация на процеса е показател, който характеризира степента на освобождаване на работника от пряко участие в изпълнението на този процес. Количествено показателят за нивото на автоматизация може да се изрази като частно от разделянето на броя на автоматизираните операции (или тяхната трудоемкост) на общия им брой (или общата трудоемкост):
Един от недостатъците на оценката на нивото на автоматизация чрез интензивността на труда е липсата на съобразяване с интензивността на процеса. Основните критерии за целесъобразността на степента на автоматизация на производството са подобряването на условията на труд, икономическа ефективности надеждност на автоматичното оборудване.
Целесъобразността на степента на автоматизация на производството зависи преди всичко от неговия мащаб. На големи предприятия, произвеждащи продукти в масови количества, където методите на непрекъснато навиване и jxxt.trw> .; i. Действително има най-благоприятни условия за ефективна комплексна автоматизация на технологичните процеси.
Ако мащабът на производството ограничава възможността за производство на всички части на продукта чрез методи с непрекъснат поток, сложната автоматизация може да се извърши в условия на производство с променлив поток. Автоматизираното производство с променлив поток обаче е по-малко ефективно, тъй като преходът от един поток към друг обикновено изисква дълга смяна на оборудването. Следователно при производството с променлив поток е необходимо да се използва оборудване, което не изисква значително време за настройка.
В малките предприятия, произвеждащи няколко вида продукти, като мебели, комплекти строителни части и др., Комплексната автоматизация на технологичните процеси е свързана със значителни трудности и е неефективна. В такива предприятия най-често се стремят да внедрят комплексна механизация и частична автоматизация, обхващаща отделни участъци от технологичния процес или само отделни негови операции.
Автоматизацията на една операция се свежда до автоматизация на цикъла на машината и се нарича малка автоматизация. Може да се извърши във всякакъв мащаб на производство.
Класификация на системите за автоматизация
Автоматизацията на технологичните процеси се извършва с помощта на автоматични устройства, т.е. механизми и апарати, които освобождават човек от управлението на извършваните процеси. В зависимост от предназначението автоматичните устройства принадлежат към различни системи за автоматизация.
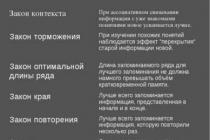
За автоматизиране на технологичните процеси се използват следните системи (фиг. 1): автоматично управлениеоперации на технологичния процес, необходими за получаване на крайния резултат; автоматично управление на хода на технологичния процес при промяна на външни или други условия; автоматичен контрол върху хода на технологичния процес.
Системи за автоматично управление. Тези системи извършват промяната на технологичните операции или техните компоненти по предварително определен план, независимо от промените във външните или други условия и от хода на технологичния процес.
характерна особеноставтоматични системи за управление е наличието устойчива програмапромяна на операциите, както и липсата на средства за измерване на параметрите на процеса, тъй като последните не влияят на работата на системите.

Работата на елементите на системите за автоматично управление е надеждна. Когато някой елемент се повреди, процесът обикновено се прекъсва.
В зависимост от естеството на процеса автоматичното управление се разделя на просто (циклично) и програмно.
Просто се нарича автоматично управление на машини, които повтарят едни и същи операции с обекта, който се обработва, т.е. такива машини, чиято работа се състои от едни и същи цикли, следващи един след друг. Тази група включва повечето циклични дървообработващи машини.
Софтуерът се нарича автоматично управление, което осигурява предварително зададена промяна на отделните операции на технологичния процес, които не могат да бъдат разделени на еднакви цикли.
По-рано до програмно управлениесе отнася до системите за управление на машини, движението на работните органи на които може да се променя от цикъл на цикъл, например печатни машини, станове и др. напоследъкпрограмното управление също включва системи, които осигуряват бърза промяна в програмата за работа на машините при превключване на обработка от една част към друга.
Системи за автоматично управление. Тези системи променят качествено хода на технологичния процес по строго определен закон или поддържат определен параметър на процеса постоянен.
Системите за автоматично управление измерват стойността на контролирания параметър и автоматично влияят на технологичния процес по такъв начин, че да поддържат необходимата стойност на този параметър.
Отказът на който и да е управляващ елемент обикновено не прекъсва процеса, но влияе върху неговия резултат.
Автоматичното регулиране може да бъде непрекъснато, програмно и проследяващо.
Регулирането на постоянен параметър (стабилизация) е автоматичното поддържане на постоянството на всеки един технологичен параметър, например температура, "напрежение, мощност, скорост, налягане, скорост и т.н. Регулирането на постоянен параметър е по-специално , зададената температура за автоматична поддръжка в сушилната камера.
Софтуерът включва регулиране на всеки параметър във времето по определен закон, например предварително зададена промяна на температурата в сушилна камера.
Последващата регулация на параметър е подобна на програмната регулация, но се извършва не по предварително зададена във времето програма, а в зависимост от стойността на друг параметър, т.е. по програма във времето, неизвестна предварително. Последователят може да включва по-специално автоматичен контрол на температурата в сушилната камера в зависимост от съдържанието на влага в дървесината.
Системи за автоматично управление. За автоматично управление на параметрите на процеса се използват предпазни автомати и устройства за записване на стойността на контролирания параметър. В много случаи функциите за автоматично управление на параметрите на процеса и тяхното регулиране се комбинират в едно устройство - автоматичен регулатор. В този случай управляващото устройство е част от регулатора.
Контролът на качеството на продуктите се извършва с помощта на различни средства, които, ако е необходимо, също позволяват сортиране на продуктите в готов вид (пасивен контрол) или в процеса на тяхното производство (активен контрол). Отчитането на произведените продукти се извършва с помощта на различни броячи, често прикрепени директно към машината.
Контролът върху работата на оборудването обикновено се извършва с помощта на контролно-измервателни устройства, прикрепени директно към оборудването или инсталирани на специални контролни панели.
Основни методи за автоматизация на процесите
Както вече беше отбелязано, съществуват два основни метода за автоматизация: първият е автоматизацията на съществуващи процеси въз основа на използването на съществуващо оборудване чрез неговата модернизация, а вторият е създаването на ново автоматично оборудване въз основа на фундаментално подобрение на технологичните процеси.
Модернизация на оборудването. Такава автоматизация не променя технологичния процес и се свежда до модернизация на неавтоматични машини и тяхното интегриране в единна автоматична система. Средствата за автоматизация в този случай допълват съществуващото основно оборудване и не могат да се използват най-рационално.
В дървообработването първите автоматични и полуавтоматични линии, базирани на използването на конвенционално универсално оборудване, бяха организирани в мебелните фабрики във Витебск и Киев, дървообработващия завод в Киев, завода за монтаж на мебели № 2 в Москва и други предприятия.
Важни предимства на тази автоматизация са значителните икономии на разходи и наличието на внедряване в почти всяко предприятие. В повечето случаи разходите за автоматизация чрез надграждане на съществуващо оборудване са 4-5 пъти по-малко от разходите за подмяна на съществуващо оборудване с ново, автоматично.
Тъй като модернизацията запазва универсално оборудване със сравнително ниска концентрация на операции, производственото пространство се използва по-малко, отколкото в случай на използване на специално многооперационно оборудване.
При автоматизиране на отделни операции на модернизирани машини товаренето и разтоварването на машината е автоматизирано. При автоматизация на обект или комплексна автоматизация на цялото производство се автоматизират и междуоперационния транспорт, управление, контрол и регулиране.
На много универсални дървообработващи машини: с механизирано подаване на материал работният цикъл е автоматизиран. Такива машини включват: автопланиране, удебеляване, четиристранно рендосване, някои циркулярни триони, двустранно шипорезне, трицилиндрово шлайфане и др. Автоматизацията на тези машини се свежда до оборудването им с автоматични устройства за товарене и разтоварване. При включването на такива машини в автоматична линия е необходимо тяхната производителност да е еднаква и междуоперативните транспортни устройства да работят синхронно с товаро-разтоварните устройства.
Въвеждане на ново автоматично оборудване. Технологичните процеси се променят според нивото на развитие - наука и техника. Понастоящем са най-характерни два принципа за изграждане на технологичния процес - диференциация и концентрация на обработката.
Диференциацията е разделянето на процеса на обработка на детайлите на няколко прости операции, като всяка от тях се изпълнява от един инструмент последователно на една или на различни машини.
Диференциацията позволява да се използват отделни, прости машини с тясна работа за всяка операция и следователно бързо да се създава и овладява ново оборудване, което е особено важно при механизацията на технологичните процеси. Въпреки това, разделянето на процеса на обработка води до увеличаване на производствените площи и обслужващ персонал. В допълнение, обработката на части на много машини намалява точността на тяхното производство и увеличава интензивността на труда.
Периодът на автоматизация на технологичните процеси се характеризира с принципа на концентрация на обработката, съответстваща на повече високо ниворазвитие на науката и технологиите.
Концентрацията се разбира като едновременна (паралелна) обработка на една или повече части с много инструменти.
Широкото въвеждане на концентрация в обработката стана възможно в резултат на появата на индивидуално електрическо задвижване, подобряването на пневматичните и хидравличните задвижвания и разработването на надеждни средства за автоматично управление на машинни инструменти.
Концентрацията на обработка дава възможност за значително намаляване на производствената площ, увеличаване на производителността на работника и увеличаване на отнемането на продукти от един квадратен метър производствена площ.
Въвеждането на ново автоматично, предимно многооперативно оборудване е възможно на базата на фундаментално подобряване на технологичните процеси. От своя страна автоматизацията стимулира по-нататъшното усъвършенстване на производствената технология и най-ефективното използване на модерни средстваавтоматизация.
Характерна особеност на развитието на съвр промишлено производствос масовото производство на хомогенни продукти е широкото въвеждане на многооперативни (агрегатни) специализирани машини вместо универсални еднооперационни машини с общо предназначение. Първите се характеризират със значително по-висока производителност и заемат по-малко производствено пространство.
Необходимостта от модулни машини за серийно производствовсе още е сравнително малък и следователно цената на производството на такива машини е десетки пъти по-висока от цената на серийните. Следователно използването на специализирани машини трябва да бъде обосновано във всеки отделен случай с технически и икономически изчисления. Намаляването на разходите за специализирани машини може да се постигне чрез въвеждане на нормализирани агрегатни единици. Понастоящем обаче все още не са намерени рационални форми на агрегиране на дървообработващи машини.
При подготовката за автоматизация на производствените процеси въз основа на въвеждането на ново оборудване се решават две основни задачи: проектиране на автоматични машини и проектиране на автоматични линии.
При проектирането на нови автоматични машини обикновено се търси автоматизиране на целия цикъл на работа, включително зареждане на детайли и разтоварване на части. Тези машини са подходящи за индивидуална работа, и за вграждане в автоматични линии.
При проектиране на автоматични линии от специализирано автоматично оборудване, възможности за избор най-добрият вариантмного повече, отколкото при оформлението на линии от универсално оборудване.
откъси от книгата Автоматизация на технологичните процеси в дървообработването, Н. В. МАКОВСКИЙ (внимание! възможни са грешки при разпознаването)
От: Лидия Зайцева, 58588 гледания
ДА СЕкатегория:
Дървообработващи машини
Механизация и автоматизация на производството
Под механизация на технологичните процеси разбирайте частичната замяна на ръчния труд с машина. Тук е необходимо човешко участие за товарене и разтоварване на части, контрол на тяхната точност и качество на обработка.
Под автоматизация на технологичните процеси се разбира управлението на отделни машини или група машини и управлението върху тях, като се изключва прякото участие на човек в това. Автоматична машинаили линията работи според програма, която е била предварително компилирана и отстранена от човек. Използването на автоматизация в дървообработващата промишленост подобрява качеството на продуктите и производителността на труда, а също така значително подобрява условията на труд на работниците.
В производството на мебели, въпреки голямата гама от продукти, се създава масово производство на детайли от листови и панелни материали с широкото използване на полуавтоматични машини, автомати и автоматични линии.
Полуавтоматичните машини са машини, които работят в автоматичен цикъл, чието повторение изисква намесата на работник. Обикновено при полуавтоматични машини работникът ръчно настройва, фиксира и отделя детайла, включва подаването, за да извърши работния цикъл.
Автоматичните машини са машини, на които се изработват части без прякото участие на работника. Операторът само периодично зарежда магазини или хранилки, измерва и контролира обработените части, регулира машината, когато е неправилно центрирана.
Автоматична линия - съвкупност от основно, спомагателно, транспортно оборудване и механизми, които осигуряват автоматично базиране, фиксиране, въртене и движение на заготовките за извършване на технологични операции в необходимата последователност и с определен ритъм без пряко човешко участие. Функциите на работника са да контролира работата на оборудването и навременната му настройка, както и да осигурява непрекъснато зареждане на детайлите в началото на линията и разтоварване на готовите части в нейния край.
При сложна автоматизация различни технологични операции се комбинират в един непрекъснат технологичен процес (например рязане, фурниране, подрязване, шлайфане).
Няколко автоматични линии с последователно или паралелно действие могат да бъдат комбинирани в една автоматична система. Такива системи от автоматични линии се наричат автоматични секции. Ако основните производствени процеси се извършват на автоматични линии, тогава тяхната комбинация образува автоматичен цех или завод.
Автоматизацията на производството променя качествено съдържанието на трудовите действия на работника. Тези действия се състоят в настройка и настройка на оборудване, извършване на дребни ремонти и тестване на оборудване, наблюдение на хода на производствения процес, контрол на качеството на обработка на готовите продукти и др. Степента на ефективност при използването на скъпо оборудване зависи от уменията и квалификацията на работника, изпълняващ тези функции.