Jednotný tarifný a kvalifikačný adresár prác a profesií pracovníkov (ETKS), 2019
Časť č.1 vydania č.2 ETKS
Vydanie je schválené vyhláškou Ministerstva práce Ruskej federácie z 15. novembra 1999 N 45
(v znení vyhlášky Ministerstva zdravotníctva a sociálneho rozvoja Ruskej federácie z 13. novembra 2008 N 645)
plynová zváračka
§ 6. Plynový zvárač 2. kategórie
Popis práce. Lepenie dielov, výrobkov zo štruktúr vo všetkých priestorových polohách zvaru. Príprava spojov na zváranie a čistenie švíkov po zváraní. Príprava plynových fliaš na prácu. Údržba prenosných plynových generátorov. Plynové zváranie jednoduchých dielov, zostáv a konštrukcií z uhlíkových ocelí v spodnej a vertikálnej polohe zvaru. Povrchová úprava jednoduchých detailov. Odstránenie škrupín a trhlín naváraním v jednoduchých odliatkoch. Ohrev konštrukcií a dielov pri vyrovnávaní.
Musí vedieť: zariadenie a princíp činnosti servisovaných plynových zváracích strojov, plynových generátorov, kyslíkových a acetylénových fliaš, redukčných zariadení a zváracích horákov; typy zvarov a spojov; pravidlá na prípravu jednoduchých výrobkov na zváranie; typy sekcií a označenia zvarov na výkresoch; pravidlá manipulácie a základné vlastnosti plynov a kvapalín používaných pri zváraní; prípustný zvyškový tlak plynu vo fľašiach; účel a značka tavív používaných pri zváraní; príčiny porúch pri zváraní, charakteristiky plynového plameňa; farby valcov; usporiadanie komunikácií na dodávku plynu do miest spotreby a pravidlá pripojenia k nim.
Príklady práce
1. Skrutky skriňové, stĺpové a stredové - povrchová úprava pracovných miest.
2. Hrdlá plynových nádrží automobilov - spájkovanie.
3. Detaily rámov bočných markíz - lepenie a zváranie.
4. Otvory a kryty - zváranie.
5. Kužele olejových čerpadiel a filtrov automobilov - naváranie škrupín v odliatkoch.
6. Ochranné kryty - zváranie.
7. Kryty žľabov pre osvetlenie podvozku - zváranie.
8. Konzoly na uchytenie tlmiča na rám auta - zatmelenie trhlín.
9. Banky - zváracie uši.
10. Palety pre stroje - zváranie.
11. Prijímacie potrubia - zváranie ochranných sietí.
12. Výstuže blatníkov auta - zváranie.
13. Rohové plechy vnútorného a vonkajšieho opláštenia električky - zváranie rezov.
14. Upínadlá hydraulických mechanizmov sklápačov - zváranie.
§ 7. Plynový zvárač 3. kategórie
Popis práce. Plynové zváranie strednej zložitosti celkov, dielov a potrubí z uhlíkových a konštrukčných ocelí a jednoduchých dielov z neželezných kovov a zliatin vo všetkých priestorových polohách zvaru okrem stropných. Odstránenie škrupín a trhlín v častiach a zostavách strednej zložitosti naváraním. Návar jednoduchých častí. Predbežné a sprievodné zahrievanie pri zváraní dielov v súlade s uvedeným režimom.
Musí vedieť: usporiadanie servisovaných zariadení na zváranie plynom; štruktúra zvarov a metódy ich skúšania; základné vlastnosti zváraných kovov; pravidlá prípravy častí a zostáv na zváranie a naváranie; pravidlá výberu režimu vykurovania kovu v závislosti od jeho triedy a hrúbky; príčiny vnútorných napätí a deformácií vo zváraných výrobkoch a opatrenia na ich predchádzanie; základné technologické spôsoby zvárania a navárania dielov z ocele, neželezných kovov a liatiny.
Príklady práce
1. Tvarovky z cínových bronzov a kremíkovej mosadze pod skúšobným tlakom do 1,6 MPa (15,5 atm.) - odstránenie defektov zváraním.
2. Kľukové hriadele a vačkové hriadele automobilov - ukladanie chybných polotovarov výkovkov so špeciálnymi oceľami.
3. Tlmiče - zváranie.
4. Spaľovacie motory (palivovo-vzduchový systém) - zváranie.
5. Autodiely (hrdlá kúrenia oleja, kľuková skriňa, kryty kľukovej skrine) - odstránenie závad zváraním.
6. Bronzové brzdové kotúče - eliminácia škrupín.
7. Plášte elastických spojok - zváranie.
8. Mostíky zadné autá- odstránenie škrupín v odliatkoch.
9. Obklad chladiča auta - odstránenie trhlín.
10. Plaváky (tvarovky) regulátora hladiny - zváranie.
11. Rámové profilové okná kabíny vodiča - zváranie.
12. Rámy zberačov - zváranie šablón.
13. Nádrže na nehorľavé kvapaliny a brzdové systémy koľajových vozidiel - zváranie.
14. Prepážkové tesnenia hriadeľa - poistka telesa a prítlačného puzdra.
15. Náboje zadných kolies, zadná náprava a iné autodiely - spájkovanie z kujnej liatiny.
16. Vetracie potrubia - zváranie.
17. Medené výfukové potrubie - zváranie.
18. Viazané požiarne rúry v kotloch a prehrievacích rúrach - zváranie.
19. Rúry brzdového vedenia - zváranie.
20. Beztlakové potrubia na vodu (okrem hlavných) - zváranie.
21. Potrubia vonkajších a vnútorných sietí vodovodu a vykurovania - zváranie v dielenských podmienkach.
22. Mosadzné (otvorené) gule splyňovača - zváranie.
§ 8. Plynový zvárač 4. kategórie
Popis práce. Plynové zváranie zložitých dielov, konštrukcií a potrubí z uhlíkových a konštrukčných ocelí a dielcov strednej zložitosti z neželezných kovov a zliatin vo všetkých priestorových polohách zvaru. Naváranie tvrdých zliatin pomocou keramických tavív v ochrannom plyne dielcov a zostáv strednej zložitosti. Odstraňovanie defektov veľkých liatinových a hliníkových odliatkov na obrábanie a skúšobné tlakové zváranie. Odstránenie škrupín a trhlín zváraním v opracovaných častiach a zostavách. Rovnanie zložitých štruktúr za tepla.
Musí vedieť: metódy na stanovenie režimov zvárania kovov v závislosti od konfigurácie a hrúbky častí, ktoré sa majú zvárať; metódy zvárania neželezných zliatin, liatiny; testovanie zvarov z neželezných kovov a zliatin; základné pravidlá zvárateľnosti kovov; všeobecné pojmy o spôsoboch získavania a skladovania najbežnejších plynov používaných pri zváraní plynom (acetylén, vodík, kyslík, propán-bután atď.); druhy defektov vo zvaroch a spôsoby ich prevencie a odstraňovania; pravidlá čítania výkresov.
Príklady práce
1. Uzatváracie armatúry z neželezných kovov a zliatin pod skúšobným tlakom nad 1,6 až 4,9 MPa (nad 15,5 až 48,4 atm) - odstránenie vád zváraním.
2. Babbitová výplň ložísk - zváranie.
3. Bloky valcov motorov automobilov - eliminácia škrupín v odliatkoch.
4. Kľukové hriadele - tavenie krkov.
5. Bronzové a mosadzné puzdrá - tvrdonávar na oceľových ložiskách.
6. Diely a zostavy z neželezných kovov - zváranie s následnou tlakovou skúškou.
7. Rámy cievok, kyvadla - zváranie.
8. Zuby liatinových ozubených kolies - tvrdonávar.
9. Výrobky z tenkostenných neželezných zliatin (kryty vzduchových chladičov, koncové štíty, ventilátory turbogenerátorov) - zváranie karosérie mosadzou alebo siluminom.
10. Veľké liatinové výrobky (rámy, remenice, zotrvačníky, ozubené kolesá) - odstránenie dutín a trhlín.
11. Kľukové skrine veľkých motorov a skrine mechanického prevodu dieselových lokomotív - zváranie.
12. Cievky pólov elektrických strojov z pásovej medi - zváranie prepojok.
13. Skrine držiakov kief, segmenty reverzorov, rotory elektromotorov - naváranie.
14. Hliníkový nábytok - zváranie.
15. Ohrievače - zváranie držiaka, teplovodnej rúry s držiakom, kužeľa, krúžkov a prírub.
16. Piesty pneumatických bucharov - eliminácia škrupín a trhlín.
17. Ložiská a puzdrá, ložiskové skrine, oje - tavenie pozdĺž rámu a tavné trhliny.
18. Rámy okien z hliníkových zliatin - zváranie.
19. Vzduchové trolejbusové nádrže - zváranie.
20. Jednoduché a točené kovové siete na výrobu buničiny a papiera - spájkovanie koncov striebornou spájkou.
21. Rúry pre snímače s rádioaktívnym izotopom - eliminácia.
22. Potrubné prvky kotlov, pancierové dosky atď. - horúca úprava.
23. Potrubia vonkajších a vnútorných sietí vodovodu a vykurovania - zváranie pri inštalácii.
24. Technologické potrubia (kategória 5) - zváranie.
25. Potrubia vonkajších a vnútorných nízkotlakových rozvodov plynu - zváranie v dielenských podmienkach.
26. Mosadzné chladničky - zvary na hydrotestovanie pri tlakoch do 2,5 MPa (24,2 atm).
27. Gule, plaváky a nádrže zo špeciálnych hliníkových zliatin - zváranie.
§ 9. Plynový zvárač 5. kategórie
Popis práce. Plynové zváranie zložitých dielov, zostáv, mechanizmov, konštrukcií a potrubí z uhlíkových, legovaných, špeciálnych a korózii odolných ocelí, liatiny, neželezných kovov a zliatin, určených na prácu pri dynamickom a vibračnom zaťažení a pod tlakom. Naváranie zložitých častí, zostáv, štruktúr a mechanizmov tvrdými zliatinami. Zváranie a odstraňovanie trhlín a dutín v tenkostenných výrobkoch a vo výrobkoch s ťažko dostupnými miestami pre zváranie. Tepelné spracovanie zvarových spojov po zváraní plynovým horákom.
Musí vedieť: mechanické a technologické vlastnosti zváraných kovov vrátane vysokolegovaných ocelí, ako aj deponovaného kovu; pravidlá pre výber technologickej postupnosti režimov šitia a zvárania; metódy kontroly a skúšania zvarov; vplyv tepelného spracovania na vlastnosti zvarového spoja.
Príklady práce
1. Strieľne vysokých pecí - zváranie plášťov a trhlín.
2. Potrubné tvarovky z cínového bronzu a mosadze (kremík) - zváranie pod skúšobným tlakom nad 5 MPa (48,4 atm).
3. Valce, uzávery, gule pracujúce vo vákuu - zváranie.
4. Olovené kúpele - zváranie.
5. Bronzové a mosadzné vrtule - oprava defektov zváraním.
6. Podrobnosti o zariadení na zváranie plynom - strieborné spájkovanie.
7. Medené zvitky - zváranie.
8. Kesóny otvorených pecí (oprava za tepla) - vnútorné zváranie.
9. Vlnovcové kompenzátory z nehrdzavejúcich ocelí - spájkovanie.
10. Rozdeľovače zložitej konfigurácie 20 a viac dielov z nehrdzavejúcich ocelí a žiaruvzdorných ocelí s overením makroštruktúry pomocou röntgenového zvárania.
11. Liatinové telesá, kryty, T-kusy, kolená, valce - odstránenie chýb zváraním.
12. Parné kotly - praskanie.
13. Hliníkové a bronzové odliatky zložité a veľké - naváranie škrupín a trhlín.
14. Formy - zváranie na ťažko dostupných miestach.
15. Rotory elektrických strojov - zváranie krúžkov nakrátko, tyčí, zváranie.
16. Komplexné lôžka, zástery veľkých sústruhov - zváranie, naváranie trhlín.
17. Rúry pre impulzné riadiace a automatizačné systémy - zváranie.
18. Potrubné prvky parných kotlov s tlakom do 4,0 MPa (38,7 atm.) - zváranie.
19. Potrubia vonkajších a vnútorných nízkotlakových rozvodov plynu - zváranie pri inštalácii.
20. Technologické potrubia 3. a 5. kategórie (skupiny), potrubia pary a vody 3. a 5. kategórie - zváranie.
21. Olovené rúry - zváranie.
22. Potrubia vonkajších sietí na dodávku plynu stredného a vysokého tlaku - zváranie pri inštalácii.
23. Mosadzné chladničky - zváranie švíkov na hydrotestovanie pri tlakoch nad 2,5 MPa (24,2 atm.).
24. Valce spaľovacích motorov - zváranie vnútorných a vonkajších košieľ.
25. Pneumatiky, pásky, ich kompenzátory z neželezných kovov - zváranie.
§ 10. Plynový zvárač 6. kategórie
Popis práce. Plynové zváranie zložitých dielov, mechanizmov, konštrukcií a potrubí z uhlíkových, legovaných, špeciálnych a korózii odolných ocelí, liatiny, neželezných kovov a zliatin, určených na prácu pri dynamickom a vibračnom zaťažení a pod vysokým tlakom. Naváranie zložitých častí, zostáv, štruktúr a mechanizmov tvrdými zliatinami.
Musí vedieť: rôznych ľahkých a ťažkých zliatin, ich zváranie a mechanické vlastnosti; typy korózie a faktory, ktoré ju spôsobujú; metalografia zvarových švov; metódy špeciálnych skúšok zváraných výrobkov a účel každého z nich.
Príklady práce
1. Bloky na separáciu vzduchovo-kyslíkových dielní - zváranie dielov z neželezných kovov.
2. Časti a zostavy z neželezných kovov, pracujúce pod tlakom nad 4,0 MPa (38,7 atm.) - zváranie.
3. Vákuové a kryogénne nádrže, uzávery, gule a potrubia - zváranie.
4. Lopatky rotorov a statorov turbín - spájkovanie.
5. Elektroinštalácia impulzných turbín a kotlov - zváranie.
6. Potrubné prvky parných kotlov s tlakom nad 4,0 MPa (38,7 atm.) - zváranie.
7. Potrubia vonkajších sietí prívodu plynu stredného a vysokého tlaku - zváranie počas inštalácie.
8. Technologické potrubia 1. a 2. kategórie (skupiny), ako aj parovody a vodovodné potrubia 1. a 2. kategórie - zváranie.
§ 55. Elektrická zváračka ručné zváranie(2. kategória)
Popis práce
- Lepenie dielov, výrobkov a konštrukcií vo všetkých priestorových polohách zvaru.
- Ručné oblúkové a plazmové zváranie jednoduchých dielov v spodnej a vertikálnej polohe zvaru, odkladanie jednoduchých dielov.
- Príprava výrobkov a zostáv na zváranie a čistenie švíkov po zváraní.
- Zabezpečenie ochrany rubovej strany zvaru pri zváraní v ochrannom plyne.
- Zahrievanie výrobkov a častí pred zváraním.
- Čítanie jednoduchých nákresov.
Musí vedieť:
- zariadenie a princíp činnosti elektrických zváracích strojov a zariadení na oblúkové zváranie v podmienkach používania striedavého a jednosmerného prúdu;
- metódy a základné techniky prichytenia;
- formy časti švov na zváranie;
- usporiadanie valcov;
- farby, farby a pravidlá manipulácie s nimi;
- pravidlá pre zváranie v ochrannom plyne a pravidlá pre zabezpečenie ochrany pri zváraní;
- pravidlá pre servis elektrických zváracích strojov;
- typy zváraných spojov a švov;
- pravidlá prípravy okrajov výrobkov na zváranie;
- typy drážok a označenie zvarov na výkresoch;
- hlavné vlastnosti použitých elektród a zváraného kovu a zliatin;
- účel a podmienky používania prístrojového vybavenia;
- príčiny porúch zvárania a spôsoby, ako im predchádzať;
- zariadenie horákov na zváranie netaviteľnou elektródou v ochrannom plyne.
Príklady práce
- 1. Nádrže transformátorov - zváranie stien pre automatické zváranie.
- 2. Kolískové nosníky, závesné tyče a podpery celokovových automobilov a automobilov elektrární - zváranie výstužných štvorcov, vodidiel a centrovacích krúžkov.
- 3. Valivé nosníky - zváracie body a vzrušujúce kolesá podľa označenia.
- 4. Úderníky, šaboty parných bucharov - naváranie.
- 5. Membrány rámov nástupíšť a kovových gondolových vozňov a okenné rámy osobných automobilov - zváranie.
- 6. Konštrukcie detskej stoličky, taburetky, skleníky - zváranie.
- 7. Kryty plotov a iné málo zaťažené celky poľnohospodárskych strojov - zváranie.
- 8. Držiaky hlavíc, valčeky ovládania bŕzd - zváranie.
- 9. Ramená pomocných rámov sklápačov - zváranie.
- 10. Výstelky a výstelky pružinové - zváranie.
- 11. Oceľové banky - zváranie.
- 12. Rámy nádrží transformátorov - zváranie.
- 13. Rámy posteľných matracov, pancierové a kosoštvorcové siete - zváranie.
- 14. Jednoduché frézy - naváranie rýchlofrézy a tvrdej zliatiny.
- 15. Oceľové a liatinové drobné odliatky - naváranie škrupín na neopracovaných miestach.
Oblúkové zváranie:
- 1. Nástavce, puzdrá, okuliare - pripináčiky.
- 2. Konštrukcie nepodliehajúce skúšaniu - zváranie zostavy na stojane a v spodnej polohe.
- 3. Dosky, regály, štvorce, rohy, rámy, jednoduché príruby vyrobené z kovu s hrúbkou viac ako 3 mm - prichytenie.
- 4. Plošiny a rebríky - povrchová úprava valčekov (drážkovanie).
- 5. Stojany, krabice, štíty, rámy vyrobené zo štvorcov a pásov - pripináčiky.
- 6. T-spoje a čistenie základov pre pomocné mechanizmy - zváranie.
- 7. Nastavte ľahké priečky a priečky v spodnej polohe - zváranie v oblasti predmontáže.
- 8. Detaily upevnenia zariadení, izolácie, technologické koncovky, hrebene, provizórne lišty, návarky - privarenie ku konštrukciám z uhlíkových a nízkolegovaných ocelí.
Zváranie v ochranných plynoch:
- 1. Zvarové spoje kritických konštrukcií - ochrana zvaru počas procesu zvárania.
§ 56. Elektrický zvárač ručného zvárania (3. kategória)
Popis práce
- Ručné oblúkové a plazmové zváranie strednej zložitosti dielov, zostáv a konštrukcií z uhlíkových ocelí a jednoduchých dielov z konštrukčných ocelí, neželezných kovov a zliatin vo všetkých priestorových polohách zvaru okrem stropu.
- Ručné oblúkové rezanie kyslíkom, hobľovanie dielov strednej zložitosti z nízkouhlíkových, legovaných, špeciálnych ocelí, liatiny a neželezných kovov v rôzne ustanovenia.
- Naváranie opotrebovaných jednoduchých nástrojov, dielov z uhlíkových a konštrukčných ocelí.
Musí vedieť:
- zariadenie používané elektrické zváracie stroje a zváracie komory;
- požiadavky na zvar a povrchy po rezaní kyslíkom (hobľovanie);
- vlastnosti a význam elektródových povlakov;
- hlavné typy kontroly zváraných švov;
- metódy výberu tried elektród v závislosti od tried ocele;
- príčiny vnútorných napätí a deformácií vo zváraných výrobkoch a opatrenia na ich predchádzanie.
Príklady práce
- 1. Odbíjacie a rezacie bubny, predná a zadná náprava traktorového prívesu, oje a rámy kombajnu a zberača, závitovky a zberače, hrable a navijaky - zváranie.
- 2. Bočnice, prechodové plošiny, stupne, obloženie železničných vozňov - zváranie.
- 3. Cestné bóje a sudy, delostrelecké štíty a pontóny - zváranie.
- 4. Hriadele elektrických strojov - tavné hrdlá.
- 5. Časti rámu karosérie nákladného auta - zváranie.
- 6. Detaily mechanizmu vahadla - zváranie otvorov.
- 7. Rámy pre dosky a ovládacie panely - zváranie.
- 8. Koľajové kladky - zváranie.
- 9. Kýlové bloky - zváranie.
- 10. Kompletné plášte, vykurovacie kotly - zváranie.
- 11. Brzdové doštičky pre nákladné autá, skrine, nápravové hriadele zadnej nápravy - zváranie.
- 12. Konštrukcie, komponenty, časti lafety - zváranie.
- 13. Prípady elektrických výbušných zariadení - zváranie.
- 14. Zdvíhacie žeriavy - úprava svahov.
- 15. Orgány autobazárov - zváranie.
- 16. Rámy lokomotív - zváracie vodiče, podlahové dosky, diely.
- 17. Frézy tvarové a jednoduché matrice - zváranie a naváranie rýchloreza a tvrdej zliatiny.
- 18. Strojové lôžka malých rozmerov - zváranie.
- 19. Regály, rošty bunkrov, prechodové plošiny, schody, zábradlia, palubovky, obloženie kotlov - zváranie.
- 20. Komíny do výšky 30 m a vetracie potrubia z uhlíkového oceľového plechu - zváranie.
- 21. Pripojené dymové potrubia v kotloch a potrubiach prehrievača - zváranie.
- 22. Vyhrievané rúry - zváranie golierov.
- 23. Beztlakové potrubia na vodu (okrem hlavných) - zváranie.
- 24. Potrubia vonkajších a vnútorných sietí zásobovania vodou a vykurovania - zváranie v stacionárnych podmienkach.
- 25. Ozubené kolesá - zváranie zubov.
Oblúkové zváranie:
- 1. Expanzné nádoby - zváranie, zváranie rúr.
- 2. Nádrže, potrubia, nádoby, nádoby z uhlíkových a nízkolegovaných ocelí na plnenie vodou - zváranie.
- 3. Bóje, náletové hlavne, delostrelecké štíty a pontóny – zváranie.
- 4. Valčeky, puzdrá - zváranie v spodnej polohe.
- 5. Hriadele a lôžka elektromotorov - zváranie plášťov a trhlín.
- 6. Svetelné prepážky - zváranie na sklze medzi sebou a k vnútorným konštrukciám.
- 7. Priechodky na predných paneloch hlavných rozvádzačov - privarenie k vodiču.
- 8. Dvere, poklopy prielezov - zváranie.
- 9. Dvere sú priepustné, poklopy šachiet - zváranie.
- 10. Detaily rozvádzačov: uzávery, náhrady, drážky, pánty, sudy, regály, zvary, čapy - privarenie ku korpusu, rámu alebo krytu.
- 11. Detaily lodných mechanizmov - zváranie okrajov plechov a iných častí pri montážnych prácach.
- 12. Detaily uzlov, základov z malých kovov hrúbky 3 mm a viac z uhlíkových ocelí - zváranie.
- 13. Difúzory kompenzátorov zariadení plynových turbín, základné rámy - lepenie dielov.
- 14. Komíny a komíny hlavného a pomocného kotla - zváranie zvislých a vodorovných švíkov, zváranie výstuh.
- 15. Rovné a lomené žľaby na kladenie káblov - zváranie po trase diaľkového ovládania.
- 16. Okrúhle polotovary pre pečiatky - zváranie.
- 17. Zámky: krídlo, krokva, páka, espagnolette - zváranie tupých a preplátovaných spojov.
- 18. Šitie pri inštalácii zariadenia - zváranie v spodnej polohe.
- 19. Ľahké otvory - zváranie.
- 20. Vodné komory, puzdrá kompenzátorov, rámy, pohonné jednotky - zváranie.
- 21. Komory pre tryskacie stroje, pancierová ochrana pre tryskacie stroje - zváranie.
- 22. Rámy, konzoly, nosníky a rámy prístrojov jednoduchej konštrukcie - zváranie.
- 23. Rám a opláštenie pomocného vodovodného potrubia kotlov a ohrievačov vzduchu - zváranie.
- 24. Rámy, lôžka a iné zariadenia na montáž veľkých zostáv - zváranie do objemových zostáv.
- 25. Vrecká na fotoobvody, peračníky, náhradné poistky, poistky - zváranie v zariadeniach na rozvod energie.
- 26. Zvárané konštrukcie trupu z uhlíkových a nízkolegovaných ocelí - hobľovanie vzduchovým oblúkom vo všetkých priestorových polohách (odstraňovanie dočasných prvkov, natavovanie defektných úsekov zvarov, rezné hrany).
- 27. Upevnenie predradníka - zváranie na sklze.
- 28. Kryty hermetických boxov - zváranie plášťov, drážok.
- 29. Konštrukcie a obloženie dverí elektrorozvodných zariadení - zváranie.
- 30. Rámy šatní, postelí - zváranie do trojrozmerných uzlov.
- 31. Valce elektrického mostového žeriavu - zváranie.
- 32. Kýlové bloky a klietky pre sklz - zváranie.
- 33. Konštrukcie hlavného telesa vyrobené z ocelí AK a YuZ - elektrické prichytenie (odnímateľné) pozdĺž montážnych spojov.
- 34. Plášte, žľaby, panely, palety z uhlíkových a nízkolegovaných ocelí s hrúbkou kovu nad 2 mm - zváranie.
- 35. Prípady vysokotlakových turbín - prichytenie.
- 36. Telesá, rámy mobilných dieselových elektrární, rámy, páky, štvorce - zváranie.
- 37. Upevnenie špeciálnych náterov: kolíky, sponky, hrebene - zváranie.
- 38. Dištančné krúžky, protizávažia, dištančné nosníky - zváranie do OK s technologickým nezameraním.
- 39. Vodotesné kryty - zváranie pod tlakom od 0,1 do 1,5 MPa (1 -15 kgf / cm2).
- 40. Nátery krytov, dverí, poklopov, hrdla, mriežok - zváranie.
- 41. Skladacie plechy, kapotáže, lodné zariadenia - zváranie v dielni.
- 42. Svetelný poklop - zváranie tela a zváranie krytov.
- 43. Nadstavby - zváranie súpravy, zváranie a zváranie na paluby.
- 44. Nadstavby - zváranie súpravy, zváranie a zváranie na paluby v spodnej a vertikálnej polohe.
- 45. Nasýtenie kovového telesa - zváranie.
- 46. Vonkajšie telo - zváranie technologických tesnení, ktoré nepodliehajú kontrole.
- 47. Jednoduché konštrukcie trupu - elektrické drážkovanie vzduchom (nanášanie povrchu koreňa zvaru a odstránenie dočasných spojovacích prvkov).
- 48. Izolačné lišty pozdĺž bokov a prepážok - zváranie na sklze a na hladine.
- 49. Vaznica - zváranie v polohe stropu.
- 50. Výrobky na zdvíhanie tupo a bremien do 5 ton - zváranie predmontážneho úseku.
- 51. Opláštenie rámov, čelných panelov - zváranie na konštrukcie.
- 52. Plotové oplotenie, oplotenie zábradlia ventilátora (zábradlia proti búrke, zábradlia k rebríkom) - zváranie na konštrukcie.
- 53. Podpery, obklady pre rozvádzače - zváranie.
- 54. Podlahové rúry - zváranie.
- 55. Zavesovanie potrubí, káblov, armatúr elektrospotrebičov, konzol z uhlíkových a nízkolegovaných ocelí - zváranie.
- 56. Podperné stojany, podstavce, nosníky bez rezných hrán - zváranie.
- 57. Špeciálne prípravky na odlievanie káblových boxov - privarenie objímky k hriadeľu.
- 58. Svetelné prepážky, prepážky - zváranie výstuh v spodnej polohe.
- 59. Perie kormidla z nízkouhlíkových ocelí - zváranie.
- 60. Priečne a pozdĺžne priedely, palubné priehradky - zváranie uzlov, panelov pozdĺž spojov a drážok v spodnej polohe na mieste predmontáže.
- 61. Dosky, konzoly, konzoly, regály, závesné rúry, káble, upevnenie elektrospotrebičov - zváranie na sklze.
- 62. Chrániče - zváranie.
- 63. Rámy prístrojov a rámy komplexnej konfigurácie - zváranie.
- 64. Dištančné nosníky, krúžky, kríže - privarenie k hlavnému telesu.
- 65. Mriežky z rúr s priemerom 10 až 15 mm - zváranie.
- 66. Valčeky, náboje, spojky - zváranie a zváranie zubov.
- 67. Volanty - zváranie plochej časti peria.
- 68. Plynové rezacie stoly, boxy na prepravu dielov a vsádzky - zváranie.
- 69. Okovy, vlečné siete, mosty, plošiny, valy, čísla, písmená - zváranie na sklze.
- 70. Spony, zapínanie tašiek, kliešte, panely - zváranie.
- 71. Plynové rezacie stoly, boxy na prepravu dielov a spojok - zváranie.
- 72. Regály na uloženie dokumentácie - zváranie.
- 73. Steny z plechu hrúbky 3 mm a vyššie - zváranie v spodnej a vertikálnej polohe.
- 74. Zvislé a šikmé rebríky (oceľové), lávky - zváranie.
- 75. Kuchynské komínové rúry - zváranie.
- 76. Lodné vetracie potrubia z uhlíkových a nízkolegovaných ocelí s hrúbkou viac ako 2 mm - zváranie.
- 77. Zariadenie na vedenie vzduchu, ohrievače vzduchu pre kotly na vodu - zváranie.
- 78. Zábradlie, nakladacie zariadenie, navijaky, pohľady - zváranie.
- 79. Vetracie príruby - zváranie.
- 80. Základy z uhlíkových a nízkolegovaných ocelí: pre pomocné mechanizmy, valce, člny a kotviace zariadenia, upevnenie zariadení - zváranie.
- 81. Drieky upchávok, raznice, zápustky - zváranie na kovové konštrukcie.
- 82. Valce, dýzy, sklá, ktoré nevyžadujú skúšky tesnosti - zváranie pozdĺžnych a obvodových švov.
- 83. Skrine a trezory so zámkami - zváranie.
- 84. Rámy z uhlíkových a nízkolegovaných ocelí - zváranie a zváranie na kožu na mieste predmontáže.
- 85. Raznice strednej zložitosti s tlakom do 400 ton - zváranie.
- 86. Kotvy, kormidla, drieky - zváranie defektov.
Zváranie v ochranných plynoch:
- 1. Náboje, dná, kríže, prepážky, pásy, rebrá, sklá, štvorce, príruby, tvarovky v zmontovaných zváraných zostavách z hliníka, medi a iných zliatin - prichytenie.
- 2. Svetelné prepážky, plošiny vyrobené zo zliatin - zváranie medzi sebou a zváranie na sklze k vnútorným konštrukciám.
- 3. Návleky na podložke z medi a zliatin medi a niklu - zváranie nálitkov, procesy.
- 4. Detaily izolácie vodárenských kotlov - zváranie.
- 5. Diely vyrobené zo zliatin hliníka, hrúbka kovu nad 3 mm - lepivosť.
- 6. Časti rámu z hliníkových zliatin hrúbky 6 mm - zváranie.
- 7. Časti na upevnenie nábytku a výrobkov z neželezných zliatin - zváranie.
- 8. Výrobky pracujúce pod tlakom - ochrana švu počas procesu zvárania.
- 9. Výrobky zo zliatin hliníka s hrúbkou kovu nad 3 mm (plášte, žľaby, panely, zásteny, palety, krabice, kufre, kryty, rámy, konzoly, rôzne zostavy) - zváranie.
- 10. Mosadzné výrobky s hrúbkou kovu do 1,5 mm - zváranie na chrómovanie.
- 11. Rámy, konzoly, rámy z profilovaného kovu, zliatiny - zváranie.
- 12. Plášte na trase parného ohrevu a elektrické káble z neželezných zliatin - zváranie.
- 13. Krabice s rozmermi 300x300x100 mm - lepenie a zváranie.
- 14. Kovový nábytok - zváranie.
- 15. Vkladanie do sekcií vyrobených z hliníkových zliatin - prichytenie pri montáži.
- 16. Odliatky z neželezných zliatin, jednoduché konštrukcie - zváranie škrupín a prasklín.
- 17. Odliatky z neželezných odliatkov - zváranie defektov.
- 18. Dosky, kazety, konzoly, mostíky, vešiaky, stopky a iné saturácie zo zliatin - zváranie.
- 19. Závesy, základy pre elektrické zariadenia - zváranie na mieste predmontáže.
- 20. Jednoduché diely z titánu a jeho zliatin - zváranie.
- 21. Nádrže zo zliatin, ktoré nevyžadujú hydrotestovanie na nepriepustnosť - zváranie.
- 22. Nádrže, ktoré nevyžadujú hydrotestovanie na nepriepustnosť - zváranie.
- 23. Zariadenia zábradlia (regály, zábradlia, opláštenie, uzemňovacie háky) z neželezných zliatin - zváranie.
- 24. Hlavné základy, rámy, kabíny, nádrže - ochrana zvaru pri zváraní.
- 25. Čapy, konzoly vyrobené zo zliatin - privarenie k lodným konštrukciám.
§ 57. Elektrický zvárač ručného zvárania (4. kategória)
Popis práce
- Ručné oblúkové a plazmové zváranie stredne zložitých strojných dielov, zostáv, konštrukcií a potrubí z konštrukčných ocelí, liatiny, neželezných kovov a zliatin a zložitých dielov, zostáv, konštrukcií a potrubí z uhlíkových ocelí vo všetkých priestorových polohách zvar.
- Ručné kyslíkové rezanie (hobľovanie) zložitých dielov z vysokouhlíkových, špeciálnych ocelí, liatiny a farebných kovov, zváranie liatinových konštrukcií.
- Fúzia vyhrievaných valcov a potrubí, poruchy častí strojov, mechanizmov a konštrukcií.
- Zváranie zložitých dielov, zostáv a zložitých nástrojov.
- Čítanie výkresov zložitých zváraných kovových konštrukcií.
Musí vedieť:
- usporiadanie rôznych zariadení na elektrické zváranie;
- vlastnosti zvárania a oblúkového rezania na striedavý a jednosmerný prúd;
- technológia na zváranie výrobkov v komorách s kontrolovanou atmosférou;
- základy elektrotechniky v rozsahu vykonávaných prác;
- metódy skúšania zvarov;
- druhy defektov vo zvaroch a spôsoby ich prevencie a odstraňovania;
- zásady výberu spôsobu zvárania prístrojmi;
- značky a typy elektród;
- mechanické vlastnosti zváraných kovov.
Príklady práce
- 1. Zariadenia, nádoby, nádrže z uhlíkovej ocele, pracujúce bez tlaku - zváranie.
- 2. Ložisko kovania železobetónové konštrukcie- zváranie.
- 3. Transformátorové nádrže - zváranie odbočných potrubí, zváranie skriniek na svorky, chladiace boxy, aktuálne nastavenia a kryty nádrží.
- 4. Pažby kormidiel, držiaky hriadeľov vrtule - naváranie.
- 5. Náhlavná súprava a telesá horákov kotlov - zváranie.
- 6. Diely z liatiny - zváranie, naváranie s ohrevom a bez ohrevu.
- 7. Komory obežných kolies hydraulických turbín - zváranie a naváranie.
- 8. Rámy priemyselných pecí a kotlov DKVR - zváranie.
- 9. Kľukové skrine motora - zváranie.
- 10. Plynové výfukové potrubia a potrubia - zváranie a zváranie.
- 11. Krúžky regulujúce hydraulické turbíny - zváranie a naváranie.
- 12. Puzdrá a mostíky hnacích kolies kombajnu - zváranie.
- 13. Plášte kompresorov, nízkotlakové a vysokotlakové valce vzduchových kompresorov - praskanie.
- 14. Telesá rotorov do priemeru 3500 mm - zváranie.
- 15. Púzdra uzatváracích ventilov pre turbíny do 25 000 kW - zváranie.
- 16. Upevňovacie prvky a podpery pre potrubia - zváranie.
- 17. Konzoly a otočné upevnenia podvozku dieselového rušňa - zváranie.
- 18. Plechy veľkých hrúbok (pancier) - zváranie.
- 19. Stožiare, vŕtacie a prevádzkové veže - zváranie v dielenských podmienkach.
- 20. Vzpery, nápravové hriadele podvozku lietadla - zváranie.
- 21. Základové dosky pre veľké elektrické stroje - zváranie.
- 22. Prachové a plynové vzduchovody, rekuperačné jednotky paliva a elektrostatické odlučovače - zváranie.
- 23. Rámy transformátorov - zváranie.
- 24. Rámy postelí - zváranie v rotačnom prípravku vo všetkých priestorových polohách okrem stropu.
- 25. Nádrže na ropné produkty s kapacitou menšou ako 1000 metrov kubických - zváranie.
- 26. Koľajnice a prefabrikované kríže - privarenie koncov.
- 27. Vzduchom chladené statory turbogenerátora - zváranie.
- 28. Lôžka drviča - zváranie.
- 29. Lože a skrine elektrických strojov zvárané-liate - zváranie.
- 30. Lôžka veľkorozmerných liatinových strojov - zváranie.
- 31. Lôžka pracovných stolíc valcovní - zváranie.
- 32. Potrubia vonkajších a vnútorných sietí zásobovania vodou a vykurovania - zváranie pri inštalácii.
- 33. Potrubia vonkajších a vnútorných nízkotlakových rozvodov plynu - zváranie v stacionárnych podmienkach.
- 34. Technologické potrubia (kategória V) - zváranie.
- 35. Komplexné frézy a matrice - zváranie a naváranie rýchloreznej a tvrdej zliatiny.
- 36. Hrazdené domy, prípojky, lampáše, výbehy, jednokoľajky - zváranie.
- 37. Valce autobloku - škrupinové tavenie.
- 38. Automobilové nádrže - zváranie.
Oblúkové zváranie:
- 1. Armatúry, potrubia, odbočky, príruby, armatúry, valce, nádrže, nádrže z uhlíkových ocelí pracujúce pod tlakom 1,5 až 4,0 MPa (od 15 do 40 kgf / cm2) - zváranie.
- 2. Nosníky a traverzy vozíkov žeriavov a mechanizmov - zváranie.
- 3. Náboje, príruby, zvary, fitingy valcov vysokotlakových kompresorov - zváranie.
- 4. Valce, nádrže, nádrže, nádrže, separátory, filtre, výparníky vyrobené z uhlíkových ocelí - zváranie pod tlakom od 0,1 do 1,5 MPa (od 1 do 15 kgf / cm2).
- 5. Reflexné nádrže z nízkouhlíkových ocelí s hrúbkou 1,0 až 1,5 mm - zváranie v spodnej polohe.
- 6. Bankety, kryty hriadeľov, kryty navijakov, kryty prevodoviek navijakov, misky paluby - zváranie pod tlakom od 0,1 do 1,0 MPa (od 1 do 10 kgf / cm2) v spodnej polohe.
- 7. Blokové sekcie - zváranie priečok, saturácia do karosérie.
- 8. Valčeky vodnej čiary - tavenie pozdĺž trupu lode.
- 9. Stredne veľké kľukové hriadele - zváranie a tavenie opotrebovaných častí.
- 10. Vrtule, listy, náboje bežnej triedy presnosti všetkých veľkostí a prevedení - vzduchovo-oblúkové hobľovanie všetkých plôch.
- 11. Kryty, prepážky a kabíny - zváranie a zváranie v rôznych priestorových polohách.
- 12. Odvody plynov, rozdeľovače vzduchu, vetracie potrubia v nadstavbe - zváranie.
- 13. Tlmiče vysokotlakových kompenzátorov, oceľ, hrúbka kovu 1,5 mm a priemer do 100 mm - zváranie.
- 14. Dvere, poklopy vodotesné a plynotesné - zváranie.
- 15. Spodná, bočná, horná a dolná paluba, nástupištia, priestorové rezy končatín, priečne a pozdĺžne prepážky - zváranie spojov súpravy na sklze.
- 16. Detaily saturácie kovovej konštrukcie pre hlavný trup a oplechovanie hlavných nádrží - zváranie.
- 17. Detaily políc - privarenie k medzikomorovým priečnym prepážkam.
- 18. Dvere, štíty, štvorce, plechy, priechodky s hrúbkou kovu od 1,4 do 1,6 mm - zváranie.
- 19. Podrobnosti o komplexnej konfigurácii, určené pre prácu pri dynamickom a vibračnom zaťažení, hrúbka materiálu od 10 do 16 mm - zváranie.
- 20. Výrobky MSCH - antikorózne nánosy ocele typu AK na povrchu na opracovanie.
- 21. Plášte, žľaby, panely, palety z uhlíkových a nízkolegovaných ocelí do hrúbky 2 mm, z legovanej ocele hrúbky nad 2 mm - zváranie.
- 22. Káblové boxy - zváranie pod tlakom od 0,1 do 1,5 MPa (od 1 do 15 kgf / cm2) s uzlovou montážou.
- 23. Plášte, žľaby, panely, palety z uhlíkových a nízkolegovaných ocelí do hrúbky 2 mm, z legovanej ocele s hrúbkou nad 2 mm - zváranie.
- 24. Lodné vetracie kanály - privarenie k priedelom na sklze.
- 25. Kotviace lano - zváranie.
- 26. Plášte, žľaby, panely, palety z legovaných ocelí do hrúbky 2 mm - zváranie.
- 27. Odvzdušňovacie ventily - zváranie.
- 28. Náklad drží coamings - zváranie súpravy dohromady.
- 29. Konštrukcie trupu z uhlíkových, nízkolegovaných a vysokolegovaných ocelí - drážkovanie vzduchovým oblúkom na ťažko dostupných miestach (natavenie koreňa zvaru, odstránenie provizórnych prvkov, natavenie defektných miest).
- 30. Konštrukcie lodného vlaku - zváranie.
- 31. Povrch trupu plavidla: oplechovanie vonkajšej paluby - zváranie spojov a drážok na sklze vo všetkých polohách.
- 32. Trupy ťažkých okien - zváranie a zváranie do trupu lode.
- 33. Trupové konštrukcie a zostavy, ktorých až 20 % zvarov je podrobených ultrazvukovej alebo gamagrafickej kontrole – zváraniu.
- 34. Konzoly, hrany, zásteny z plechu a profilového kovu do hrúbky 2 mm - zváranie.
- 35. Uzávery a ložiskové puzdrá z odliatkov - zváranie na skúšku tesnosti.
- 36. Snímateľné plechy z uhlíkových a nízkolegovaných ocelí - zváranie.
- 37. Prehlbovacie značky, zváranie nákladu - zváranie na trup lode.
- 38. Stožiare, nákladné výložníky, nákladné stĺpy - zváranie montážnych spojov a spodných dosiek na sklze.
- 39. Signálne stožiare - zváranie pri montáži.
- 40. Oceľové konštrukcie lodí - zváranie chybných častí švíkov počas skúšania na sklze a na vode vo všetkých polohách.
- 41. Medzikomorové priečne prepážky - zváranie.
- 42. Kovanie-sýtenie trupu - zváranie na priečnych a pozdĺžnych priečkach nadstavby.
- 43. Súprava pozdĺžnych a priečnych spodných, bočných a palubových (sadacích) dielov z konštrukčných ocelí - zváranie medzi sebou a zváranie na vonkajší plášť a palubovku na predpalubnej zostave.
- 44. Súprava s reznými hranami, spojmi a drážkami oceľových prepážok - montáž a zváranie na mieste predmontáže.
- 45. Súprava spodných dielov s výškou 0,8 až 1,5 m - zváranie v prove, k spodnej palube a zváranie medzi nimi.
- 46. Nadstavby, kabíny z legovaných ocelí - zváranie a zváranie na hlavné teleso.
- 47. Dvojité spodné paluby - zváranie spojov a drážok na sklze.
- 48. Sýtenie nákladných stožiarov, výložníkov (hlavy, základy, riadiace plošiny so zábradlím) - zváranie na konštrukcie.
- 49. Boky na prepravu sekcií s nosnosťou do 20 ton - zváranie a zváranie do sekcií.
- 50. Pažby s nosnosťou viac ako 20 ton - zváranie a zváranie.
- 51. Oceľový list kormidla - zváranie plochej časti.
- 52. Priečne a pozdĺžne priedely, vonkajšie steny nadstavieb - zváranie spojov a drážok panelov vo všetkých polohách na sklze.
- 53. Výstuže pre základy, zarážky stavebných zariadení, bočné kýly, vonkajšie steny nádrží, vonkajšie steny komína - zváranie na sklze.
- 54. Ostatné nádrže - zváranie švíkov s reznými hranami a štrukturálny nedostatok tavenia na sekčnej zostave.
- 55. Koľajnice dielenských elektrických vozíkov - zváranie.
- 56. Spoje a drážky oplechovania zadného konca, konzoly a stabilizátorov - zváranie.
- 57. Spoje plechov stien, striech a zostavy vnútorných nádrží - zváranie a zváranie na oplechovanie, prepážky a navzájom.
- 58. Montážne spoje železobetónových klenieb - zváranie.
- 59. Predsieň, brána, kúpeľne - zváranie a zváranie.
- 60. Lodné vetracie potrubia z uhlíkových a nízkolegovaných ocelí do hrúbky 2 mm - zváranie a zváranie prírub k nim.
- 61. Potrubie z uhlíkovej ocele pracujúce pod tlakom od 0,1 do 1,5 MPa (od 1 do 15 kgf / cm2) s hrúbkou steny potrubia viac ako 2 mm - zváranie.
- 62. Potrubie - zváranie spojov na nosných krúžkoch s kontrolou kvality švíkov rádiografiou.
- 63. Potrubie - zváranie spojov s natlakovaním s kontrolou kvality švíkov rádiografiou.
- 64. Kotviace, ťažné, spúšťacie a kotviace zariadenia, zarážky linkového zariadenia - zváranie.
- 65. Príruby, odbočné potrubia, armatúry, zvary, dýzy, vsuvky - zváranie na potrubie pod tlakom od 0,1 do 1,5 MPa (od 1 do 15 kgf / cm2).
- 66. Základy z legovanej ocele pre pomocné mechanizmy, valce, člny a kotviace zariadenia - zváranie.
- 67. Rámy - zváranie spojov počas tepelného spracovania na HDTV inštalácii.
- 68. Zápustky pre lisy s tlakom nad 400 ton - zváranie.
Zváranie v ochranných plynoch:
- 1. Tvarovky vyrobené z cínového bronzu pod tlakom od 0,1 do 1,5 MPa (od 1 do 15 kgf / cm2) - zváranie odhalených chýb odliatku po opracovaní.
- 2. Kovanie, odlievanie, diely zo zliatin hliníka a horčíka - zváranie, zváranie defektov.
- 3. Ventilátory - zváracie kotúče s kefami z hliníkovej zliatiny.
- 4. Pohľady z neželezných zliatin - zváranie.
- 5. Hlavy plameňových rúr, plameňová rúra z hliníkovej zliatiny - zváranie.
- 6. Výfuky plynov, tlmiče z nehrdzavejúcej ocele, zliatiny medi a niklu - zváranie.
- 7. Tlmiče hluku vysokotlakových kompresorov zo zliatin hliníka s hrúbkou kovu od 2 do 3 mm - zváranie.
- 8. Časti saturácie tela z hliníkovej zliatiny - zváranie v polohe nad hlavou.
- 9. Časti a zostavy vyrobené zo zliatin hliníka a horčíka strednej zložitosti, pracujúce pod tlakom od 0,1 do 1,0 MPa (od 1 do 10 kgf / cm2) - zváranie.
- 10. Časti a zostavy zariadení na rozvod energie z hliníkových zliatin: hermetické boxy, plášte, kolená, pánty - pánty, plechovky, konzoly, regály, rámy, ramená, zvary, tesnenia, drážky - privarenie ku korpusu a zváranie.
- 11. Konštrukcie trupu po hydraulických skúškach - lepenie, zváranie, korekcia defektov švíkov; viazanie dočasných spojovacích prvkov.
- 12. Krúžky odnože rúrových častí z neželezných zliatin pod tlakom od 0,1 do 1,5 MPa (od 1 do 15 kgf / cm2) - zváranie.
- 13. Konštrukcie z hliníka, titánu a neželezných zliatin - zváranie otvorov, lepenie vo zvislej polohe a nad hlavou.
- 14. Perutýn, príruby, kryty elektrospotrebičov zo zliatin hliníka - zváranie trhlín, viazanie zlomených častí.
- 15. Konštrukcie zo zliatin - lepenie vo všetkých priestorových polohách.
- 16. Konštrukcie zo zliatin hliníka a titánu - vyrovnávanie metódou uloženia voľnobežných valcov.
- 17. Kompozitné konštrukcie (oceľ - zliatina hliníka) - zváranie pomocou bimetalových vložiek.
- 18. Stožiare z hliníkových zliatin - zváranie spojov a drážok drieku stožiara a zváranie komponentov.
- 19. Nadstavby, kabíny z hliníkových zliatin - zváranie trojrozmerných celkov, rámovanie spojov na križovatkách.
- 20. Odliatky s hrúbkou steny do 10 mm - zváranie škrupín, praskliny pri tlakovej skúške 0,1 až 1,0 MPa (od 1 do 10 kgf / cm2).
- 21. Odliatky zo zliatin hliníka - zváranie defektov.
- 22. Odliatky s hrúbkou steny nad 10 mm, pracujúce pod tlakom nad 1,0 MPa (10 kgf / cm2) - zváranie defektov.
- 23. Piesty hydraulických valcov a iných výrobkov (háky kotevných zariadení, olejové tesnenia navijakov) - povrchová úprava zliatinami medi.
- 24. Rámy, krídla z neželezného kovu - zváranie vstupných dielov.
- 25. T-spojky - s plným prienikom vonkajšieho plášťového plechu z hliníkových zliatin.
- 26. Spoje netlakových potrubí z hliníka a neželezných zliatin - zváranie rotačných spojov.
- 27. Zvislé a šikmé rebríky z hliníkových zliatin - zváranie.
- 28. Armatúry z neželezných kovov - zváranie dielov, zváranie dielov pod tlakom od 0,1 do 1,5 MPa (od 1 do 15 kgf / cm2).
- 29. Príruby, valčeky, puzdrá, skrinky, kryty, bloky - zváranie a zváranie s bronzom, zliatinami, nehrdzavejúcimi oceľami.
- 30. Základy pre mechanizmy a zariadenia - úprava.
- 31. Švy po automatickom zváraní v ochranných plynoch - zhotovovanie filé a dokončovacie valce.
- 32. Odtoky zliatin - zváranie.
- 33. Medená prípojnica s hrúbkou kovu 12 mm - zváranie s predhrievaním kovu.
§ 58. Elektrický zvárač ručného zvárania (5. kategória)
Popis práce
- Ručné oblúkové a plazmové zváranie zložitých stavebných a technologických konštrukcií pracujúcich v náročných podmienkach.
- Ručné oblúkové rezanie kyslíkom (hobľovanie) zložitých dielov vyrobených z vysokouhlíkových, legovaných a špeciálnych ocelí a liatiny.
- Fúzia defektov v rôznych častiach strojov, mechanizmov a konštrukcií.
- Fúzia zložitých častí a zostáv.
Musí vedieť:
- elektrické schémy a návrhy rôzne druhy zváracie stroje;
- technologické vlastnosti zváraných kovov, kovu nanášaného elektródami rôznych akostí a odliatkov podrobených hobľovaniu;
- technológia zvárania kritických výrobkov v komorách s kontrolovanou atmosférou;
- výber technologickej postupnosti režimov šitia a zvárania;
- metódy kontroly a skúšania kritických zvarov;
- pravidlá čítania výkresov zložitých zváraných priestorových kovových konštrukcií.
Príklady práce
- 1. Prístroje a nádoby z uhlíkových ocelí pracujúcich pod tlakom a legovaných ocelí pracujúcich bez tlaku - zváranie.
- 2. Tvarovky otvorených pecí - zváranie pri oprave existujúcich zariadení.
- 3. Armatúra nosných a kritických železobetónových konštrukcií: základy, stĺpy, stropy atď. - zváranie.
- 4. Nádrže unikátnych výkonných transformátorov - zváranie vrátane zvárania zdvíhacích hákov, konzol na zdvíhanie, nerezových dosiek pracujúcich pri dynamickom zaťažení.
- 5. Stredové nosníky, nárazníky, otočné nosníky, podvozkové rámy lokomotív a vozňov, priehradové nosníky vozňov - zváranie.
- 6. Nosníky a traverzy autožeriavov a vyvažovačiek - zváranie.
- 7. Rozpätie nosníkov mostových žeriavov s nosnosťou menšou ako 30 ton - zváranie.
- 8. Bubny kotlov s tlakom do 4,0 MPa (38,7 atm) - zváranie.
- 9. Bloky stavebných a technologických konštrukcií z plechu (ohrievače vzduchu, pračky, plášte vysokých pecí, separátory, reaktory, dymovody vysokých pecí a pod.) - zváranie.
- 10. Bloky valcov a zberače vody dieselových motorov - zváranie.
- 11. Veľké kľukové hriadele - zváranie.
- 12. Plynojemy a nádrže na ropné produkty s objemom 5000 metrov kubických a viac - zváranie v stacionárnych podmienkach.
- 13. Plynovody a ropovody - zváranie na stojane.
- 14. Časti strojov a mechanizmov (nabíjacie zariadenia pre vysoké pece, vrtule, lopatky turbín, valce valcovní a pod.) - na tavenie so špeciálnymi, tvrdými, opotrebeniu a korózii odolnými materiálmi.
- 15. Časti strojov, mechanizmov a konštrukcií kované, lisované a odlievané (vrtule, lopatky turbín, bloky súčiastok valcov a pod.) - ukladanie chýb.
- 16. Kesóny pre otvorené nístejové pece pracujúce pri vysoké teploty- zváranie.
- 17. Stĺpy, bunkre, krov a priehradové väzníky, trámy, nadjazdy a pod. - zváranie.
- 18. Návrhy rádiových stožiarov, televíznych stožiarov a podpier elektrického vedenia - zváranie v stacionárnych podmienkach.
- 19. Telesá hláv, traverzy, podstavce a iné zložité zostavy lisov a bucharov - zváranie.
- 20. Telesá rotorov s priemerom viac ako 3500 mm - zváranie.
- 21. Prípady uzatváracích ventilov pre turbíny s výkonom nad 25 000 kW - zváranie.
- 22. Rezanie trupov, nakladacie stroje, uhoľné kombináty a banské elektrické lokomotívy - zváranie.
- 23. Kryty, statory a obloženie lopatiek a hydraulických turbín - zváranie.
- 24. Stožiare, vŕtacie a prevádzkové veže - zváranie počas inštalácie.
- 25. Základy z vysokolegovaných vrtných rúr pre vrtné súpravy a trojdieselové pohony - zváranie.
- 26. Základové dosky pre montáž kráčajúceho rýpadla - zváranie.
- 27. Rámy a komponenty automobilov a dieselových motorov - zváranie.
- 28. Rámy otočných a dieselových lokomotív - zváranie.
- 29. Nádrže na ropné produkty s kapacitou 1000 až 5000 metrov kubických. - montážne zváranie.
- 30. Tyče pre valcovne za studena, valcovne rúr a rúr - zváranie jednotlivých prvkov.
- 31. Spoje vývodov výstuže prvkov nosných prefabrikovaných železobetónových konštrukcií - zváranie.
- 32. Potrubné prvky parných kotlov s tlakom do 4,0 MPa (38,7 atm.) - zváranie.
- 33. Potrubia vonkajších a vnútorných nízkotlakových sietí prívodu plynu - zváranie počas inštalácie.
- 34. Potrubia vonkajších a vnútorných sietí prívodu plynu stredného a vysokého tlaku - zváranie v stacionárnych podmienkach.
- 35. Technologické potrubia III. a IV. kategórie (skupiny), potrubia pary a vody III. a IV. kategórie - zváranie.
- 36. Jednotky podmotorových rámov a valcov tlmičov pre podvozok lietadiel - zváranie.
- 37. Pneumatiky, kompenzačné pásky k nim z neželezných kovov - zváranie.
Oblúkové zváranie:
- 1. Armatúry, potrubia, odbočky, príruby, armatúry, valce, nádrže, nádrže z nehrdzavejúcej ocele pracujúce pod tlakom od 1,5 do 4 MPa (od 15 do 40 kgf / cm2) - zváranie.
- 2. Sternposts, stonky - zváranie spojov a zváranie vonkajšieho plášťa.
- 3. Medzihriade, vrtule a kormové rúry - zváranie.
- 4. Vrtule - zváranie oceľových, liatych alebo kovaných lopatkových armatúr.
- 5. Vrtule, listy nábojov strednej, vyššej a špeciálnej triedy presnosti všetkých veľkostí a prevedení - vzduchové oblúkové hobľovanie všetkých plôch vrtule, listov a nábojov.
- 6. Vertikálne kýly a nepriepustné nosníky - spoje zváracieho poľa.
- 7. Plynotesná oceľová podlaha - zváranie a zváranie na hlavné teleso.
- 8. Detaily zámočníckeho osadenia na hlavný trup a oplechovanie hlavných nádrží - zváranie.
- 9. Policové diely - privarenie k hlavnému trupu a ku koncovým priečnym prepážkam.
- 10. Oceľové diely - drážkovanie vzduchovým oblúkom (natavenie koreňa zvaru a odstránenie provizórnych spojovacích prvkov).
- 11. Diely pracujúce pri zaťažení vibráciami - zváranie profilov.
- 12. Trupy lodí z uhlíkových a nízkolegovaných ocelí - zváranie spojov a drážok vonkajšieho oplechovania vo všetkých priestorových polohách.
- 13. Lodné trupy (oprava) - zváranie.
- 14. Konzoly, malty a zaoblenia vrtuľových hriadeľov - zváranie, zváranie spojov, zváranie k trupu.
- 15. Stabilizačné stĺpy, výstuhy, spoje rúrkových a skriňových foriem plávajúcich vrtných súprav - zváranie pri montáži na hladine.
- 16. Konštrukcie z nízkomagnetickej ocele s hrúbkou kovu 1,5 až 3 mm, plánované ocele - zváranie.
- 17. Puzdrá námorných čerpadiel, segmenty dýz s frézovacími čepeľami, námorné riadiace stroje (valce, plunžery, ventilové boxy) - zváranie.
- 18. Konzoly, malty, vrtuľové profily - zváranie a zváranie na lodiach typu.
- 19. Poklopy z legovaných ocelí - zváranie na plášť trupu (pod dohľadom technológa).
- 20. Konštrukcie zo SW ocele - zváranie spojov a drážok.
- 21. Koncové a medzikomorové prepážky - privarenie k hlavnému telu.
- 22. Korma a prova končí v uzavretých priestoroch v dielenských podmienkach - zváranie súpravy medzi sebou a na oplechovanie koncov.
- 23. Súprava s reznými hranami, spojmi a drážkami oceľových prepážok - montáž a zváranie na mieste predmontáže.
- 24. Výklenky kotevných vývodov - privarenie k vonkajšiemu plášťu na sklznici.
- 25. Pažby, traverzy, nosníky lietajúcich mostových žeriavov s nosnosťou do 30 ton - zváranie a zváranie.
- 26. Opláštenie a komplet OR, nadstavba kapotáže a koncovky NK - privarenie do OK.
- 27. Nosné časti základov pre otváranie štítov - zváranie medzi sebou a zváranie na konštrukcie konca luku.
- 28. Opláštenie a súprava stabilizátorov - zváranie na malty.
- 29. Hlavné nádrže - ich zváranie a prichytenie k hlavnému telu.
- 30. Opláštenie vonkajšieho trupu z ocelí - zváranie montážnych spojov.
- 31. Paluby a plošiny - zváranie spojov a drážok v polohe nad hlavou na sklze.
- 32. Zvary, zvary z legovaných ocelí, dýzy nádob - zváranie na sklze.
- 33. Tkaniny a súpravy priedelov a nádrží umiestnené vo vnútri OK a nerovnaké s ním - zváranie.
- 34. Tkaniny dištančných plošín - privarenie k priedelom.
- 35. Konzoly priečnych a pozdĺžnych stabilizátorov - zváranie dohromady.
- 36. Základové rámy pre vysokotlakové kompresory - zváranie.
- 37. Spoje a drážky vonkajšieho plášťa technologických konštrukcií trupu lode - zváranie na zostave sklzu.
- 38. Rezy kormy a hlavného konca na mieste predmontáže a sklzu - zváranie spojov a drážok.
- 39. Zváranie a súprava nepriechodných prepážok a nosníkov, stabilizátory, kormidlá, trysky, gondoly - zváranie na mieste.
- 40. Spoje a drážky plášťov hlavného telesa - zváranie.
- 41. Spoje a drážky vonkajšieho plášťa z ocelí AK a YuZ, výstuhy, zvislý kýl, rámy - švové zváranie vo všetkých priestorových polohách s priechodným drôtom.
- 42. Potrubia vyrobené z nízkolegovaných ocelí odolných voči korózii pracujúce pod tlakom od 0,1 do 1,5 MPa (od 1 do 15 kgf / cm2) s hrúbkou steny potrubia viac ako 2 mm - zváranie.
- 43. Základy pre hlavné mechanizmy, výstuže medzikomorových priedelov, vnútorné nádrže - zváranie.
- 44. základy pre výsuvné zariadenia - privarenie k základovým doskám, plošinám a impulznej nádrži.
- 45. Šachty, ostatné kabíny, obruby vstupných a nakladacích poklopov - privarenie k hlavnému telesu.
- 46. Rámy - zváranie spojov a privarenie k hlavnému telu.
- 47. Bane, iné odrezky - zváranie spojov a drážok.
- 48. Razidlá - naváranie tvrdými zliatinami.
- 49. Razníky zložitej konfigurácie, dosky, tyče, hroty, vretená - tvrdonávar hrán tvrdými zliatinami.
Zváranie v ochranných plynoch:
- 1. Výmenníky tepla a iné špirály vyrobené z ľahkých a neželezných zliatin, ako aj nádrže, zásobníky a nádoby vyrobené zo zliatin hliníka pod hydraulickým tlakom od 1,5 do 4,0 MPa (od 15 do 40 kgf / cm2) - zváranie.
- 2. Tvarovky zo zliatin, potrubia a tvarovky zo zliatin hliníka - zváranie prírub, tvaroviek, trysiek, vsuviek.
- 3. Tvarovky pre kompenzátory vlnovcov z nehrdzavejúcich ocelí a zliatin titánu - zváranie so 100% gamagrafiou.
- 4. Bloky, rámy, krabice, kryty, panely vyrobené z neželezných kovov - zváranie pod tlakom 0,1 až 1,0 MPa (od 1 do 10 kgf / cm2).
- 5. Vrtule z neželezných zliatin - zváranie, zváranie trhlín, zváranie armatúr.
- 6. Dvere a jednotky s hrúbkou kovu do 1,5 mm z homogénnych a nepodobných hliníkových zliatin - zváranie.
- 7. Detaily komplexnej konfigurácie z odlišných hliníkových zliatin a korózii odolných ocelí s hrúbkou steny do 2 mm - zváranie.
- 8. Kryty, kapotáže vyrobené zo zliatin - zváranie pod tlakom do 4,0 MPa (40 kgf / cm2).
- 9. Kompenzátory a ostatné kritické komponenty vodotrubných kotlov zo zliatin - zváranie.
- 10. Puzdrá vyrobené z nehrdzavejúcich ocelí pracujúcich pod tlakom od 1,5 do 4,0 MPa (od 15 do 40 kgf / cm2) - zváranie.
- 11. Nadstavby zo zliatin - privarenie k trupu.
- 12. Sýtenie trupu a koncových prepážok zo zliatin - zváranie.
- 13. Potrubie vyrobené zo zliatin medi a niklu a hliníka pracujúce pod tlakom od 0,1 do 1,5 MPa (od 1 do 15 kgf / cm2) - zváranie.
- 14. Rúry z medi, medi, niklu, hliníkových zliatin, z nehrdzavejúcich ocelí a zliatin - zváranie spojov, zváranie prírub, odbočiek, tvaroviek, zvary pod tlakom od 1,5 do 4,0 MPa (od 15 do 40 kgf / m2 .cm).
- 15. Kormové rúry, lodné hriadele, utesnené kryty uzáverov - naváranie neželeznými zliatinami a nehrdzavejúcimi oceľami.
- 16. Jednotky agregátov zo zliatin s hrúbkou kovu 0,3 mm - zváranie.
§ 59. Elektrický zvárač ručného zvárania (6. kategória)
Popis práce
- Ručné oblúkové a plazmové zváranie zložitých zariadení, zostáv, konštrukcií a potrubí z rôznych ocelí, neželezných kovov a zliatin.
- Ručné oblúkové a plynoelektrické zváranie zložitých stavebných a technologických konštrukcií pracujúcich pri dynamickom a vibračnom zaťažení a konštrukcií zložitého usporiadania.
- Zváranie experimentálnych konštrukcií z kovov a zliatin s obmedzenou zvárateľnosťou, ako aj z titánu a zliatin titánu.
- Zváranie zložitých konštrukcií v blokovom prevedení vo všetkých priestorových polohách zvaru.
Musí vedieť:
- návrh servisovaného zariadenia;
- odrody titánových zliatin, ich zváracie a mechanické vlastnosti;
- typy korózie a faktory, ktoré ju spôsobujú;
- metódy špeciálnych skúšok zváraných výrobkov a účel každého z nich;
- schémy evakuačných systémov komôr s riadenou atmosférou;
- hlavné typy tepelné spracovanie zvárané spoje;
- základy zvarovej metalografie.
Príklady práce
- 1. Nosníky pracovných plošín obchodov s otvoreným ohniskom, konštrukcie bunkra a vykladacích regálov hutníckych podnikov, žeriavové nosníky pre vysokovýkonné žeriavy, výložníky kráčajúcich rýpadiel - zváranie.
- 2. Rozpätie nosníkov mostových žeriavov s nosnosťou 30 ton a viac - zváranie.
- 3. Kotlové bubny s tlakom nad 4,0 MPa (38,7 atm.) - zváranie.
- 4. Držiaky plynu a nádrže na ropné produkty s objemom 5000 metrov kubických alebo viac - zváranie pri inštalácii.
- 5. Hlavné plynovody - zváranie pri inštalácii.
- 6. Vákuové a kryogénne nádrže, uzávery, gule a potrubia - zváranie.
- 7. Kapacity a povlaky v tvare gule a kvapky - zváranie.
- 8. Zámky vrtných rúr a spojok - dvojité švové zváranie.
- 9. Pracovné kolesá kompresorov plynových turbín, parných turbín, výkonných dúchadiel - zváranie lopatiek a lopatiek.
- 10. Kolóny syntézy amoniaku - zváranie.
- 11. Konštrukcie rozhlasových stožiarov, televíznych stožiarov a podpier elektrického vedenia - zváranie pri montáži.
- 12. Skrinky parných turbín - zváranie a natavovanie plášťov.
- 13. Telesá statorov veľkých vodíkom a vodíkom vodou chladených turbogenerátorov - zváranie.
- 14. Skrine ťažkých dieselových motorov a lisov - zváranie.
- 15. Parné kotly pre lode - zváranie dna, zváranie kritických celkov jednostranným tupým zvarom.
- 16. Konštrukcie z ľahkých zliatin hliníka a horčíka - zváranie.
- 17. Labky a drážky vrtákov, vŕtanie parných vodičov - zváranie.
- 18. Ropovody a plynovody - zváranie na odstránenie medzier.
- 19. Potrubie ropných a plynových vrtov a vrtov obrysového zaplavenia - zváranie.
- 20. Nádrže a konštrukcie z dvojvrstvovej ocele a iných bimetalov - zváranie.
- 21. Výstužné prúty železobetónových konštrukcií v rozoberateľných formách - vaňové zváranie.
- 22. Rozponové konštrukcie kovových a železobetónových mostov - zváranie.
- 23. Potrubné prvky parných kotlov s tlakom nad 4,0 MPa (38,7 atm.) - zváranie.
- 24. Tlakové potrubia; špirálové komory a komory obežného kolesa hydroelektrických turbín - zváranie.
- 25. Potrubia vonkajších sietí prívodu plynu stredného, vysokého tlaku - zváranie počas inštalácie.
- 26. Technologické potrubia I. a II. kategórie (skupiny), potrubia pary a vody I. a II. kategórie - zváranie.
Oblúkové zváranie:
- 1. Výmenníky tepla a iné nádoby vyrobené zo špeciálnych ocelí pod skúšobným tlakom nad 20,0 MPa (nad 200 kgf/cm2) - zváranie.
- 2. Konzoly PC - privarenie na kožu.
- 3. Ústie vyrobené z legovaných ocelí - zváranie utesneným švom pod tlakom nad 4,0 MPa (nad 40 kgf / cm2).
- 4. Dvere a goliere vstupných poklopov s plachtou prepážok - zváranie.
- 5. Vyrovnávacie nádrže pre tlak vzduchu 40,0 MPa (400 kgf / cm2) - zváranie.
- 6. Zátky na hydraulické skúšanie bloku - zváranie.
- 7. Kolektory, komory, potrubia, valce, nádrže, nádrže z uhlíkových a nízkolegovaných ocelí pod tlakom nad 4,0 MPa (nad 40 kgf / cm2) - zváranie.
- 8. Káblové boxy - zváranie pod tlakom nad 4,0 MPa (nad 40 kgf / cm2).
- 9. Puzdrá klapiek a potrubí TA - privarenie k hlavnému telesu ed.21.
- 10. Špeciálne trupy nádrží (spodné plechy, priečne prepážky, strecha) - zváranie.
- 11. Nosné stĺpy plávajúcich vrtných súprav - zváranie pri montáži.
- 12. Konštrukcie z vysokopevných špeciálnych ocelí - zváranie montážnych spojov OK vo zvislej a nadzemnej polohe.
- 13. Trupové konštrukcie a zostavy, ktorých 100 % zvarov je podrobených ultrazvukovej alebo gamagrafickej kontrole – zváraniu.
- 14. Snímateľné plechy karosérie z vysokopevných ocelí - zváranie po hydraulickej skúške.
- 15. Prechody medzi trupom, nášľapné plošiny, TA rúry a kormové rúry - zváranie a vyrovnávanie.
- 16. Malty, krky, filety, stoličky, poháre a iné - zváranie a zváranie.
- 17. Tupo, traverzy, nosníky lietajúcich žeriavov s nosnosťou nad 30 ton - zváranie.
- 18. Opláštenie OK, PR - zváranie spojov a drážok.
- 19. Opláštenie vonkajších odolných nádrží a krytov - zváranie a zváranie.
- 20. Opláštenie a rámy záchranných zariadení, ako aj do nich zvárané obklady, tyčové zariadenia - zváranie a zváranie.
- 21. Opláštenie a rámy kontajnerov - zváranie.
- 22. Opláštenie vnútorných pevných nádrží, vybrania, priečky a plechy nepriechodných prepážok (nadväzcov) - zváranie dohromady a zváranie.
- 23. Iné kapsuly, komory, gondoly atď., pracujúce na plný vonkajší tlak – zváranie.
- 24. Policové plechy a súprava koncových silných prepážok - zváranie a zváranie.
- 25. Tkaniny a súprava medzitrupových väzieb OK a rovnako pevných konštrukcií - zváranie a zváranie do OK.
- 26. Tkaniny a súpravy dištančných plošín a nepriechodných prepážok - zváranie a zváranie.
- 27. Steny a výstuhy rámu PTU, základy hlavných mechanizmov - zváranie a zváranie.
- 28. Snímateľné plechy a tesnenia hlavného telesa ed.21 - zváranie.
- 29. Konce zostavy koncových prepážok, vonkajších a vnútorných nádrží - privarenie k plášťu OK a PC.
- 30. Potrubia hlavnej a pomocnej pary - zváranie tvaroviek a potomkov pod tlakom nad 4,0 MPa (nad 40 kgf / cm2).
- 31. Rúry kotla pod skúšobným tlakom nad 4,0 MPa (nad 40 kgf / cm2), pevné spoje pod silným tlakom nad 2,5 MPa (nad 25 kgf / cm2) - zváranie.
- 32. Potrubie - zváranie na ťažko dostupných miestach s kontrolou kvality švíkov rádiografiou.
- 33. Vysokotlakové potrubia s pracovným tlakom 40,0 MPa (400 kgf / cm2) a vyšším na plávajúcich vrtných súpravách - zváranie.
- 34. Bimetalové rúry pod tlakom nad 20,0 MPa (nad 200 kgf / cm2) - vyrovnávanie prírub a zváranie.
- 35. Zvárané švy - zváranie na ťažko dostupných miestach pomocou zrkadla.
Zváranie v ochranných plynoch:
- 1. Výmenníky tepla zo zliatin hliníka a medi pod hydraulickým tlakom nad 4,0 MPa (nad 40 kgf / cm2) - zváranie.
- 2. Tvarovky z cínového bronzu a kremíkovej mosadze - zváranie defektov pod tlakom nad 4,0 MPa (nad 40 kgf / cm2).
- 3. Valce vyrobené zo zliatin titánu a nehrdzavejúcich ocelí pod tlakom nad 4,0 MPa (nad 40 kgf / cm2) - zváranie.
- 4. Otvory vyrobené zo špeciálnych zliatin a ocelí pod tlakom nad 20,0 MPa (nad 200 kgf / cm2) - predbežné zváranie a zváranie do tela.
- 5. Uzávery, plášte, telesá, kryty, rúrky z neželezných kovov - zváranie pod tlakom nad 4,0 MPa (nad 40 kgf / cm2).
- 6. Konštrukcie zo zliatin a ocelí odolných voči korózii pracujúce pod tlakom nad 20,0 MPa (nad 200 kgf / cm2) - zváranie.
- 7. Špeciálne konštrukcie z nehrdzavejúcich ocelí do hrúbky 2 mm, podrobené röntgenovej gamagrafii, hydro- a pneumatickým skúškam pod tlakom nad 5,0 MPa (nad 50 kgf / cm2) - zváranie.
- 8. Nádoby, obaly z nehrdzavejúcich ocelí - zváranie pod tlakom nad 5,0 MPa (nad 50 kgf / cm2).
- 9. Rúry z nehrdzavejúcich ocelí - zváranie pevných spojov.
- 10. Spoje rúr z medi a niklu, medi, hliníka, zliatin titánu, nehrdzavejúcich ocelí v systémoch s tlakom nad 4,0 MPa (nad 40 kgf / cm2) - zváranie, zváranie tvaroviek.
- 11. Spoje montážne kryty vyrobené zo špeciálnych ocelí a zliatin - zváranie na ťažko dostupných miestach.
- 12. Potrubie vyrobené z nehrdzavejúcich ocelí pod tlakom nad 5,0 MPa (nad 50 kgf / cm2) - zváranie na ťažko dostupných miestach pomocou zrkadla.
- 13. Zariadenia na odsoľovanie medi - zváranie pod tlakom 0,6 MPa (6 kgf / cm2).
Technika zváranie plynom
Plynové zváranie je univerzálna metóda, ale pri jej vykonávaní je potrebné pamätať na to, že dostatočne veľká oblasť okolo zváraného spoja je vystavená zahrievaniu. Preto nie je možné vylúčiť výskyt deformácií a vznik vnútorných napätí v konštrukciách, ktoré sú výraznejšie ako pri iných metódach zvárania. Z tohto hľadiska je plynové zváranie vhodnejšie pre také spoje, na ktoré stačí malé množstvo naneseného kovu a nízke zahrievanie základného kovu. V prvom rade hovoríme o tupých, rohových a koncových spojoch (bez ohľadu na ich priestorovú polohu – spodné, vodorovné, zvislé alebo stropné), pričom sa treba vyhnúť spojom v tvare T a presahom (aj keď sa dajú tiež realizovať).
Aby mal zvar vysoké mechanické vlastnosti, sú potrebné nasledujúce kroky:
- pripravte okraje kovu;
- zvoľte vhodný výkon horáka;
– nastavte plameň horáka;
- vezmite potrebný výplňový materiál;
- správne orientovať horák a určiť trajektóriu jeho pohybu pozdĺž vykonávaného švu.
Rovnako ako pri oblúkovom zváraní musí byť pripravený plynový okraj kovu, ktorý sa má zvárať. Očistia sa (o 20–30 mm na každej strane) od hrdze, vlhkosti, oleja atď. Na to stačí zahriať okraje. V prípade zvárania neželezných kovov sa používajú mechanické a chemické metódy čistenia.
Pri vytváraní tupých spojov (tabuľka 42) by ste mali pamätať na niektoré pravidlá pre rezné hrany:
- pri zváraní tenkých plechov (do 2 mm) sa nepoužívajú prísady - stačí olemovať okraje, ktoré sa potom roztavia a vytvoria zvar. Táto možnosť je tiež možná: zvariť okraje bez rezu a medzery, ale s použitím prídavného materiálu;
- pri zváraní kovu s hrúbkou menšou ako 5 mm sa môžete obísť bez skosených hrán a vykonávať jednostranné zváranie plynom;
- pri spájaní kovu s hrúbkou väčšou ako 5 mm sú hrany skosené pod uhlom 35–40 °, takže celkový uhol otvorenia švu je 70–90 °. To umožní zváranie kovu v plnej hrúbke.
Tabuľka 42
Poznámka: a – veľkosť medzery; a1 je miera otupenia; S a S1 sú hrúbka kovu.
Pri vytváraní rohových spojov sa nepoužíva výplňový materiál a šev sa vytvára roztavením okrajov kovu.
Preplátované a T-kusové spoje sú povolené iba pri zváraní kovu do hrúbky 3 mm, pretože pri väčšej hrúbke je lokálne zahrievanie kovu nerovnomerné, čo vedie k rozvoju významných vnútorných napätí a deformácií, ako aj k vzniku trhlín. ako vo zvarovom kove, tak aj v základnom kove.
Aby sa časti počas procesu zvárania nepohybovali a medzera medzi nimi sa nezmenila, sú upevnené buď špeciálnymi zariadeniami alebo cvočkami. Dĺžka, počet a medzera medzi nimi závisí od hrúbky kovu, dĺžky a konfigurácie švu:
- ak je kov tenký a švy sú krátke, dĺžka cvočkov je 5-7 mm s intervalom medzi nimi 70-100 mm;
- ak je kov hrubý a švy sú dlhé, potom sa dĺžka cvočkov zväčší na 20–30 mm a vzdialenosť medzi nimi je až 300–500 mm.
Počas zvárania je plameň horáka nasmerovaný na kov tak, že vstupuje do redukčnej zóny a je 2–6 mm od jadra. Pri zváraní kovov s nízkou teplotou tavenia je plameň horáka orientovaný hlavne na prídavný materiál a zóna jadra je posunutá do ešte väčšej vzdialenosti od zvarového kúpeľa.
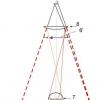
Pri zváraní je potrebné kontrolovať rýchlosť ohrevu a tavenia kovu. Na tento účel sa uchyľujú k takýmto akciám (obr. 91):
- zmeniť uhol náustka;
- manipulovať so samotným náustkom.
Ryža. 91. Spôsoby nastavenia rýchlosti ohrevu a tavenia kovu zmenou: a - uhla sklonu náustku; b – trajektórie pohybu náustku a drôtu; 1 - pri zváraní tenkého plechu; 2, 3 - pri zváraní hrubého plechu
Pri zváraní sa uistite, že:
- jadro plameňa sa nedostalo do kontaktu s roztaveným kovom, pretože tento môže z neho nauhličovať;
– zvarový kúpeľ bol chránený plameňovou zónou a redukčnou zónou, inak dôjde k oxidácii kovu vzdušným kyslíkom.
V procese používania plynového horáka musíte dodržiavať pravidlá pre manipuláciu s ním:
1. Ak je horák v dobrom stave, plameň, ktorý vydáva, je stabilný. V prípade spozorovania akýchkoľvek odchýlok (horenie je nestabilné, plameň sa odlomí alebo zhasne, dochádza k spätným úderom) je potrebné venovať pozornosť Osobitná pozornosť na horákových jednotkách a nastavte ho.
2. Ak chcete skontrolovať vstrekovací horák, pripojte kyslíkovú hadicu, pripojte hrot k telu. Po utiahnutí prevlečnej matice opatrne odskrutkujte acetylénový ventil, pomocou redukčného ventilu nastavte príslušný tlak kyslíka a potom otvorte kyslíkový ventil.
3. Ak je prst pripojený k acetylénovej vsuvke nasávaný, znamená to, že kyslík vytvára vákuum. Ak sa tak nestane, injektor, zmiešavacia komora alebo náustok môžu byť upchaté. Mali by byť vyčistené.
4. Zopakujte vákuový test (odsávanie). Jeho hodnota je určená medzerou medzi koncom vstrekovača a vstupom do zmiešavacej komory. Odskrutkovaním vstrekovača sa medzera nastaví.
Existujú dva spôsoby zvárania plynom (obr. 92):
Ryža. 92. Spôsoby zvárania plynom (šípka označuje smer zvárania): a - vľavo; b - vpravo; 1 - plniaci drôt; 2 - zvárací horák
– ľavostranné zváranie, pri ktorom sa horák pohybuje sprava doľava a drží sa za prídavným drôtom. V tomto prípade je zvárací plameň zameraný na ešte nezvarený šev. Táto metóda neumožňuje dostatočnú ochranu kovu pred oxidáciou, je sprevádzaná čiastočnou stratou tepla a poskytuje nízky zvárací výkon;
- pravostranné zváranie, pri ktorom sa horák pohybuje zľava doprava a drží sa pred prídavným drôtom. V tomto prípade je plameň orientovaný smerom k hotovému švu a ku koncu plniaceho drôtu. Tento spôsob umožňuje nasmerovať väčšie množstvo tepla na tavenie kovu zvarového kúpeľa a oscilačné priečne pohyby náustku a drôtu sa vykonávajú menej často ako pri ľavom spôsobe. Koniec prídavného drôtu je navyše neustále ponorený do zvarového kúpeľa, takže ho môže premiešať, čo prispieva k prechodu oxidov na trosku.
Správna metóda sa zvyčajne používa, ak hrúbka kovu, ktorý sa má zvárať, presahuje 5 mm, najmä preto, že zvárací plameň je obmedzený na bokoch okrajmi výrobku a za zvarovou kovovou guľôčkou. Výsledkom je zníženie tepelných strát a jeho efektívnejšie využitie.
Ľavá metóda má svoje výhody, pretože po prvé, šev je vždy v zornom poli zvárača a môže si nastaviť jeho výšku a šírku, čo je obzvlášť dôležité pri zváraní tenkých plechov; po druhé, pri zváraní sa plameň môže šíriť po povrchu kovu, čím sa znižuje riziko vyhorenia.
Pri výbere jednej alebo druhej metódy zvárania sa treba riadiť aj priestorovou polohou zvaru:
– pri vytváraní spodného švu treba brať do úvahy hrúbku kovu. Dá sa aplikovať vpravo aj vľavo. Tento šev je najjednoduchší, pretože zvárač môže proces pozorovať. Okrem toho tekutý prídavný materiál steká do krátera a nevyteká sa zo zvarového kúpeľa;
– pre horizontálny šev sa uprednostňuje pravostranná metóda. Aby sa zabránilo úniku tekutého kovu, steny zvarového kúpeľa sú vyrobené s určitým zošikmením;
- pre vertikálny šev na vzostupe - vľavo aj vpravo a pre vertikálny šev pri zostupe - len správnym spôsobom;
- stropný šev sa ľahšie aplikuje správnym spôsobom, pretože prúd plameňa smeruje na šev a neumožňuje tekutému kovu vytekať zo zvarového kúpeľa.
Metódou, ktorá zaručuje vysokú kvalitu zvaru, je kúpeľové zváranie (obr. 93).
Ryža. 93. Zváranie s podnosmi: 1 - smer zvárania; 2 - trajektória plniaceho drôtu; 3 - trajektória náustku
Táto metóda sa používa na zváranie tenkých plechov a rúr vyrobených z nízkouhlíkových a nízkolegovaných ocelí s ľahkými švami. Môže sa použiť aj pri zváraní tupých a rohových spojov s hrúbkou kovu do 3 mm.
Proces zvárania kúpeľmi prebieha takto:
1. Po roztavení kovu s priemerom 4–5 mm doň zvárač vloží koniec plniaceho drôtu. Keď sa jeho koniec roztopí, zavedie ho do zóny zotavenia plameňa.
2. Zároveň to zvárač po miernom posunutí náustku urobí kruhové pohyby aby sa vytvoril ďalší kúpeľ, ktorý by mal trochu prekrývať predchádzajúci (asi o tretinu priemeru). V tomto prípade musí byť drôt naďalej udržiavaný v redukčnej zóne, aby sa zabránilo jeho oxidácii. Jadro plameňa nesmie byť ponorené do zvarového kúpeľa, inak dôjde k nauhličeniu zvarového kovu.
Pri zváraní plynom sú švy jedno alebo viacvrstvové. Ak je hrúbka kovu 8 až 10 mm, švy sa zvaria v dvoch vrstvách s hrúbkou viac ako 10 mm - tri vrstvy alebo viac, pričom každý predchádzajúci šev sa predbežne očistí od trosky a vodného kameňa.
Viacpriechodové švy sa pri zváraní plynom nepraktizujú, pretože je veľmi ťažké aplikovať úzke guľôčky.
Pri zváraní plynom vznikajú vnútorné napätia a deformácie, pretože plocha ohrevu je väčšia ako napríklad pri oblúkovom zváraní. Je potrebné prijať vhodné opatrenia na zníženie deformácií. Na tento účel odporúčame:
– rovnomerne zohrejte výrobok;
– vyberte vhodný režim zvárania;
- rovnomerne rozložte uložený kov po povrchu;
- dodržiavať určité poradie šitia;
- nenechajte sa uniesť implementáciou cvočkov.
Na boj proti deformáciám sa používajú rôzne metódy:
1. Pri zhotovovaní tupých spojov sa zvar aplikuje opačným alebo kombinovaným spôsobom, pričom sa rozdelí na úseky dlhé 100–250 mm (obr. 94). Pretože teplo je rovnomerne rozložené po povrchu zvaru, základný kov prakticky nepodlieha deformácii.
Ryža. Obr. 94. Postupnosť aplikácie švu pri zváraní tupých spojov: a - od okraja; b - od stredu švu
2. Zníženie deformácií je uľahčené ich vyvážením, kedy následný šev spôsobuje deformácie, ktoré sú opačné ako tie, ktoré spôsobil predchádzajúci šev.
3. Uplatnenie nachádza aj metóda spätných deformácií, kedy sa pred zváraním dielce uložia tak, aby po ňom v dôsledku pôsobenia deformácií zaujali požadovanú polohu.
4. Proti deformáciám napomáha aj predohrev spájaných dielov, v dôsledku čoho sa dosiahne menší teplotný rozdiel medzi zvarovým kúpeľom a výrobkom. Táto metóda funguje dobre pri opravách výrobkov z liatiny, bronzu a hliníka, ako aj vtedy, ak sú vyrobené z vysoko uhlíkových a legovaných ocelí.
5. V niektorých prípadoch sa uchyľujú k kovaniu zvaru (v studenom alebo horúcom stave), čo zlepšuje mechanické vlastnosti zvaru a znižuje zmršťovanie.
6. Tepelné spracovanie je ďalším spôsobom, ako eliminovať vyvinuté napätia. Môže to byť predbežné, vykonávané súčasne so zváraním alebo sa mu podrobí už hotový výrobok. Režim tepelného spracovania je určený tvarom dielov, vlastnosťami zváraných kovov, podmienkami atď.
Z knihy Výzdoba interiéru. Moderné materiály a technológie autoraMetóda zvárania za studena doma Spoje linoleových panelov môžete zvárať dvoma spôsobmi - horúcim, to znamená infračervenými lúčmi a horúcim vzduchom a studeným. Prvý spôsob zvárania sa používa hlavne vo výrobe a doma -
Z knihy Zváranie. Praktický sprievodca autora Serikova Galina Alekseevnateória zvárania
Z knihy Moderný byt Inštalatér, stavbár a elektrikár autora Kaškarov Andrej PetrovičZváracia metalurgia Procesy tavenia a tuhnutia kovu, pri ktorých sa chemické zloženie prechádza zmenami, a kryštálová mriežka - transformácia, sa nazývajú metalurgické. Týka sa ich aj zváranie, no v porovnaní s inými podobnými
Z knihy Keramické výrobky autora Doroshenko Tatyana NikolaevnaDruhy zvárania Pripomeňme, že výroba trvalého spojenia pevných materiálov v procese ich lokálneho tavenia alebo plastickej deformácie sa nazýva zváranie. Kovy a zliatiny, ako už bolo uvedené, sú pevné kryštalické telesá, pozostávajúce z
Z knihy Najnovšia encyklopédia správnej opravy autora Nesterová Daria VladimirovnaPrídavné materiály a zariadenia pre oblúkové zváranie
Z knihy autoraTechnika oblúkového zvárania Zváracie práce zahŕňajú určitú prípravu dielov, ktorá zahŕňa niekoľko operácií: - úpravu, ktorá sa vykonáva na strojoch alebo ručne. Napríklad na vyrovnávanie plechu a pásového kovu, rôzne
Z knihy autoraVysokovýkonné metódy zvárania Na zlepšenie produktivity manuálneho oblúkového zvárania bolo vyvinutých niekoľko metód.1. Jedno z nich sa nazýva zváranie s hlbokým prienikom (vďaka tejto metóde sa produktivita práce zvyšuje asi o 50-70%), v r.
Z knihy autoraTechnológia zvárania v plynovom tieni Oblúkové zváranie v plynovom tieni je čoraz rozšírenejšie, pretože má množstvo technologických výhod: - poskytuje vysokú produktivitu práce a stupeň koncentrácie tepla zdroja energie,
Z knihy autoraVlastnosti zvárania rôznych materiálov Plynové zváranie možno aplikovať na zváranie rôznych materiálov.1. Zváranie legovanej ocele. Pozostáva z titánu, molybdénu, chrómu, niklu atď. Prítomnosť určitých legujúcich zložiek závisí od vlastností
Z knihy autoraBezpečnostné opatrenia pri zváraní a rezaní plynom Zváranie a rezanie plynom je spojené s určitým rizikom, preto je pri ich realizácii potrebné dôsledne dodržiavať bezpečnostné pravidlá: 1. Pred vykonaním práce si musíte pozorne prečítať návod na použitie.
Z knihy autora Z knihy autoraRezervačná technika Rezervácia je metóda založená na nanesení voskovej alebo tukovej vrstvy podľa vzoru naznačeného na výrobku pred jeho glazovaním. Terpentín sa pridá do včelieho vosku a zahrieva sa, kým sa nerozpustí. Pomocou štetca naneste kompozíciu na miesta, nie
Z knihy autoraTechnika tmelenia Naneste trochu tmelu na špachtľu a naneste ho na povrch steny ťahmi strednej hrúbky, potom stlačte čepeľ špachtle trochu silnejšie a zvislými pohybmi vyrovnajte vrstvu tmelu.Tmel sa vyrovnáva do veľmi tenkej
Z knihy autoraTechnika maľovania Pri maľovaní stropov a stien dbajte na smer dopadu svetla z okna. Ak sa natiera štetcom, predposlednú vrstvu farby treba nanášať proti smeru slnečných lúčov a poslednú naopak. V opačnom prípade po
Z knihy autoraMetóda zvárania za studena doma
Z knihy autoraBezpečnostné opatrenia Každý profesionálny elektrikár predtým, ako pristúpi priamo do praxe, absolvuje špeciálnu bezpečnostnú skúšku. Táto skúška obsahuje otázky o prevádzke elektrických inštalácií a ako s nimi pracovať, čo by bolo
Denník praxe študentského zvárača, ktorý absolvoval stáž v Rostovskom závode kovových konštrukcií "Yuzhtekhmontazh" v roku 2017.
Denník vzdelávacej praxe študenta 2. ročníka Odborného lýcea č. 2 Bataysk Krivoshlykov Alexey Nikolaevich, odbor 150709.02: "Zvárač (elektrické zváranie a plynové zváranie)". Cvičenie sa konalo od 13.03.2017 do 04.03.2017 v Rostovskom závode kovových konštrukcií "Yuzhtekhmontazh".
| obdobie | typy pracovných miest | známky |
| 13.03.2017 | Oboznámenie sa s pracovnými podmienkami, absolvovanie inštruktáží, štúdium pravidiel pre bezpečný výkon zváračských prác, podpísanie pracovnej zmluvy. | |
| 14.03.2017 | Vykonávanie štandardných inštalatérskych manipulácií súvisiacich s prípravou kovu na zváranie. | |
| 15.03.2017 - | Oblúkové zváranie: Zliatiny a neželezné kovy; Švy umiestnené v polohe stropu; Švy komplexnej konfigurácie a kruhové. Štúdium vlastností zvárania potrubí, vykonávanie cvičení zvárania potrubí. | |
| 17.03.2017 - | Oblúkové zváranie guľôčok v mieste švu: Bočné; šikmý; Horizontálne. | |
| 21.03.2017 | Oblúkové zváranie dosiek umiestnených v rôznych polohách. Oblúkové zváranie je viacvrstvové, vykonáva zváracie cvičenia s elektródou umiestnenou v naklonenej a ležiacej polohe. | |
| 22.03.2017 | Plynové naváranie a zváranie nekarbónových oceľových plechov vo zvislej a vodorovnej polohe. Plynové zváranie jednoduchých a zložité uzly. | |
| 23.03.2017 | Automatické a poloautomatické zváranie zliatin, neželezných kovov a nízkolegovaných ocelí. | |
| 24.03.2017 | Vykonávanie kyslíkového a kyslíkového rezania kovov. | |
| 27.03.2017 | Práca s meďou a jej zliatinami - zváranie plynom. Viacvrstvové zváranie plynom. Zváranie liatiny za studena a za tepla, zváranie trhlín v liatinových výrobkoch. | |
| 28.03.2017 | Vlastná príprava poloautomatické do práce, oblúkové zváranie na poloautomatoch v ochrannom plyne, samotienený drôt s tavivom. Štúdium pravidiel používania dvojpólových držiakov pri zváraní z trojfázového prúdu. | |
| 29.03.2017 | Oblúkové zváranie na automatických strojoch v prostredí argónu a dusíka. | |
| 30.03.2017 | Zváranie medi a zliatin hliníka. Štúdium a praktické využitie metódy zvárania dvojitými a lúčovými elektródami. | |
| 31. marca 2017 | Štúdia výkresu zváranej konštrukcie. Spolu s vedúcim praxe výroba kovovej konštrukcie ručným oblúkovým zváraním pomocou netaviteľnej a tavnej elektródy. Aplikácia v praxi spôsobov redukcie deformačných procesov pri zváraní, tavení zváraných konštrukcií. | |
| 4. 3. 2017 | Záverečný deň cvičenia, odovzdanie záverečného testu prednostovi, písanie správy a príprava denníka. |
mám rád
studynote.ru
Abstrakt: Zváranie a práca zvárača
Zváračská a zváračská práca
Úvod
História zvárania
Moderný technologický pokrok v priemysle je neoddeliteľne spojený so zdokonaľovaním zváracej výroby. Zváranie ako vysokovýkonný proces na výrobu nerozoberateľných spojov sa široko používa pri výrobe hutníckych, chemických a energetických zariadení, rôznych potrubí, v strojárstve, pri výrobe stavebných a iných konštrukcií.
Zváranie je rovnaký nevyhnutný technologický proces ako spracovanie kovov, rezanie, odlievanie, kovanie. Veľké technologické možnosti zvárania zabezpečili jeho široké využitie pri výrobe a opravách lodí, automobilov, lietadiel, turbín, kotlov, reaktorov, mostov a iných konštrukcií. Vedecké aj technické možnosti zvárania sú nekonečné. Jeho aplikácia prispieva k zlepšeniu strojárstva a rozvoju raketovej vedy, jadrovej energie a rádiovej elektroniky.
O možnosti použitia „elektrických iskier“ na tavenie kovov už v roku 1753. hovoril akademik Ruskej akadémie vied G.R. Richman v štúdiu atmosférickej elektriny. V roku 1802 profesor. Petrohradská vojenská chirurgická akadémia V.V. Petrov objavil fenomén elektrický oblúk a naznačil možné oblasti praktické využitie. Trvalo však mnoho rokov spoločného úsilia vedcov a inžinierov zameraných na vytvorenie energetických zdrojov potrebných na realizáciu procesu elektrického zvárania kovov. Možnou úlohu pri vytváraní týchto zdrojov zohrali objavy a obrazy v oblasti magnetizmu a elektriny.
V roku 1882 Ruský vedec inžinier N.N. Benardos, pracujúci na vytvorení dobíjacích batérií, objavil metódu elektrického oblúkového zvárania kovov s nespotrebovateľnou uhlíkovou elektródou. Vyvinul metódu oblúkového zvárania v ochrannom plyne a oblúkového rezania kovov.
V roku 1888 Ruský inžinier N.G. Slavyanov navrhol vykonať zváranie spotrebnými metalurgickými elektródami. Jeho meno je spojené s rozvojom metalurgických základov zvárania elektrickým oblúkom, vývojom tavív na ovplyvnenie zloženia zvarového kovu a vytvorením prvého elektrického generátora.
V polovici 20. rokov 20. storočia. intenzívne štúdie zváracích procesov sa začali vo Vladivostoku (V.P. Vologdin, N.N. Rykalin), v Moskve (G.A. Nikolaev, K.K. Okerblom). Akademik E.O. Paton, ktorý zorganizoval v roku 1992. laboratórium a potom Ústav elektrického zvárania (IES).
V rokoch 1924-1934 Používa sa hlavne ručné zváranie elektródami s tenkými ionizačnými (kriedovými) povlakmi. V týchto rokoch sa pod vedením akademika V.P. Vologdin, boli vyrobené prvé domáce kotly a trupy niekoľkých lodí. V rokoch 1935-1939 sa začali používať hrubo obalené elektródy, v ktorých boli tyče vyrobené z legovanej ocele, čo zabezpečilo široké využitie zvárania v priemysle a stavebníctve. V 40. rokoch 20. storočia bolo vyvinuté zváranie pod tavivom, čo umožnilo zvýšiť produktivitu procesu a kvalitu zváraných výrobkov, mechanizovať výrobu zváraných konštrukcií. Začiatkom 50. rokov 20. storočia v Ústave elektrického zvárania. E.O. Paton vytvára elektrotroskové zváranie na výrobu veľkorozmerných dielov z liatych a kovaných predvalkov, čo znížilo náklady pri výrobe ťažkých strojárskych zariadení.
Od roku 1948 metódy oblúkového zvárania v ochranných plynoch dostali priemyselné uplatnenie: ručné zváranie netaviteľnými elektródami, mechanizované a automatické zváranie netaviteľnými a tavnými elektródami. V rokoch 1950-1952 na TSNIITMash za účasti MSTU. N.E. Bauman a E.O. Paton Electric Welding Institute vyvinuli vysokovýkonný proces zvárania nízkouhlíkových a nízkolegovaných ocelí v prostredí oxidu uhličitého, ktorý zabezpečuje vysokú kvalitu zvarových spojov.
V poslednom desaťročí viedlo vytvorenie nových zdrojov energie vedcami - koncentrovaných elektrónových a laserových lúčov - k vzniku zásadne nových metód tavného zvárania, nazývaných zváranie elektrónovým lúčom a laserové zváranie. Tieto metódy zvárania sa úspešne používajú v našom odvetví.
Zváranie bolo potrebné aj vo vesmíre. V roku 1969 našli kozmonauti V. Kubasov a G. Shonin a v roku 1984 S. Savitskaja a V. Džanibekov priniesli do vesmíru zváranie, rezanie a spájkovanie rôzne kovy.
Metódou tavného zvárania je aj zváranie plynom, pri ktorom sa na roztavenie kovu využíva teplo horiacej zmesi plynov. Metóda zvárania plynom bola vyvinutá na konci devätnásteho storočia, keď sa začala priemyselná výroba kyslíka, vodíka a acetylénu, a je hlavnou metódou zvárania kovov.
Najpoužívanejšie zváranie plynom pomocou acetylénu. V súčasnosti je objem zvárania plynom v priemysle výrazne znížený, ale úspešne sa používa pri opravách výrobkov z oceľového plechu, hliníka a jeho zliatin, pri spájkovaní a zváraní medi, mosadze a iných neželezných kovov. plyn-tepelné rezanie sa používa v moderných výrobných procesoch, napríklad v podmienkach dielne a pri inštalácii.
Tlakové zváranie zahŕňa odporové zváranie, ktoré využíva teplo vznikajúce pri kontakte zváraných dielov pri prechode elektrického prúdu. Existujú bodové, tupé, švové a reliéfne kontaktné zváranie.
Hlavné metódy odporového zvárania boli vyvinuté na konci XlX. V roku 1887 N.N. Benardos sa zameral na metódy bodového a švového odporového zvárania medzi uhlíkovými elektródami.
Neskôr, keď sa objavili elektródy vyrobené z medi a jej zliatin, sa tieto metódy odporového zvárania stali hlavnými.
Odporové zváranie zaujíma popredné miesto medzi mechanizovanými metódami zvárania v automobilovom priemysle pri spájaní tenkých plechov lisovaných štruktúr karosérie automobilu. Zváranie na tupo spája spoje železničných koľajníc, spoje hlavných potrubí. Švové zváranie sa používa pri výrobe tenkostenných nádob. Reliéfne zváranie je najproduktívnejšia metóda vystuženia pre budovanie železobetónových konštrukcií. Odporové zváranie kondenzátorov je široko používané v rádiotechnickom priemysle pri výrobe základne prvkov a mikroobvodov. Jeden z najviac vznikajúce oblasti vo zváračskej výrobe - široké využitie mechanizovaného a automatického zvárania. Je to o ako o mechanizácii a automatizácii samotných procesov zvárania (t.j. prechod z ručnej práce zvárača na mechanizáciu), tak o komplexnej mechanizácii a automatizácii, zahŕňajúcej všetky typy robotov spojených s výrobou zváraných konštrukcií (príprava, montáž, atď.) a tok vytvárania a automatické výrobné linky. S rozvojom technológie je potrebné zvárať diely rôznych hrúbok z rôznych materiálov, v súvislosti s tým sa sústava používaných druhov a spôsobov zvárania neustále rozširuje. V súčasnosti sa zvárajú diely s hrúbkou od niekoľkých mikrometrov (mikroelektronika) až po desiatky centimetrov a dokonca metrov (v ťažkom strojárstve). Spolu s konštrukčnými uhlíkovými a nízkouhlíkovými oceľami je stále viac potrebné zvárať špeciálne ocele, ľahké zliatiny a zliatiny na báze titánu, molybdénu, chrómu, zirkónu a iných kovov, ako aj rozdielne materiály.
V podmienkach neustálej komplikácie konštrukcií a zvyšovania objemu zváračských prác zohráva dôležitú úlohu správna príprava - teoretická a praktická - kvalifikovaných pracovníkov - zváračov.
1.1 Klasifikácia druhov zvárania
Existuje viac ako 150 druhov zváracích procesov. GOST 19521-74 klasifikuje zváracie procesy podľa hlavných fyzikálnych, technických a technologických vlastností.
Základom klasifikácie podľa fyzikálnych vlastností je druh energie použitej na získanie zvarového spoja. Podľa fyzikálnych vlastností sú všetky zváracie procesy rozdelené do jednej z troch tried: tepelné, termomechanické a mechanické.
Tepelná trieda - všetky druhy tavného zvárania vykonávané pomocou tepelnej energie (plyn, oblúk, elektrotroska, plazma, elektrónový lúč a laser).
Termomechanická trieda - všetky druhy zvárania vykonávané pomocou tepelnej energie a tlaku (kontaktné, difúzne, kovanie, plynové a oblúkové lisovanie).
Mechanická trieda - všetky druhy zvárania, tlakové, viditeľné pomocou mechanickej energie (chlad, trenie, ultrazvuk a výbuch).
Podľa technických vlastností sú zváracie procesy klasifikované v závislosti od spôsobu ochrany kovu v zóne zvárania, kontinuity procesu a stupňa jeho mechanizácie.
1.2 Vysokovýkonné typy RDS
Na uľahčenie práce zvárača a zvýšenie produktivity práce sa používajú rôzne vysokovýkonné druhy zvárania.
Zváranie elektródovým lúčom - dve alebo viac elektród sa spojí do lúča (kontaktné konce sú navzájom zvarené na dvoch alebo troch miestach) a zváranie sa vykonáva s držiakom elektródy. Pri zváraní elektródovým lúčom dochádza ku kontaktu medzi obrobkom, ktorý sa má zvárať, a jednou z elektródových tyčí, keď sa taví, kontakt prechádza na ďalšiu tyč. Pri zváraní elektródovým lúčom môžete použiť zvýšenú silu prúdu.
Zváranie s hlbokou penetráciou - na elektródovú tyč sa nanáša hrubšia vrstva povlaku, čím sa zvyšuje tepelná sila oblúka a zvyšuje sa jeho penetračný účinok, to znamená, že sa zvyšuje hĺbka roztavenia základného kovu. Zváranie sa vykonáva krátkym oblúkom, ktorého horenie je zachované v dôsledku olupovania vrchnej časti povlaku na základnom kove.Používa sa pri zváraní rohových a T-spojov.
Zváranie so šikmými elektródami - elektróda je umiestnená v drážke švu, na držanie elektródy v drážke a na izoláciu a ochranu oblúka sa používajú medené výstelky;
Zváranie elektródy s veľkými priemermi - 8-12 mm a hodnotou prúdu 350-600 A, má však svoje nevýhody:
1. Náročné na vykonávanie v stiesnených priestoroch.
2. Rýchla únava zvárača.
3. Dochádza k výraznému magnetickému fúkaniu.
Zváranie v kúpeli sa vykonáva jednou alebo viacerými elektródami pri zvýšenej hodnote prúdu, čo zaisťuje zahrievanie zváraných prvkov tak, aby sa vytvorila veľká kaluž tekutého kovu, ktorá sa počas procesu zvárania udržiava v špeciálnom tvare, nanesený kov je neustále v kvapalnom stave na konci procesu zvárania na urýchlenie a ochladenie zvarového kúpeľa sa oblúky periodicky prerušujú.
Bezplameňové zváranie - elektróda nie je upevnená v držiaku, ale je k nemu privarená koncovkou, čo umožňuje použitie celej tyče.
1.3 Druhy zvárania
Ručné oblúkové zváranie.
Plynové zváranie a rezanie.
Poloautomatické zváranie
Automatické zváranie pod tavivom a v ochrannej atmosfére.
Argón - oblúkové zváranie
Elektrokontaktné zváranie
2. Špeciálna časť
2.1 Popis účelu a dizajnu
Potrubie slúži na dopravu studenej, teplej vody v miestnosti na vykurovanie, stlačených plynov, pary. táto práca pozostáva z dvoch samostatných potrubných úsekov prepojených ručným oblúkovým zváraním.
2.2 Výber a popis materiálu
Na výrobu konštrukcie sa používa nízkouhlíková oceľ triedy 3, ktorá patrí do skupiny dobre zváraných ocelí. Uhlík v ňom je až 0,25 %, mangán 0,5 %, kremík 0,35 %.
Na zváranie nízkouhlíkových ocelí sa používajú elektródy tried: OZS - 3; OZS - 4; MR - 3, tyč týchto elektród je vyrobená z drôtu sv - 08A. Zloženie povlaku zahŕňa: 30 - 50% oxidu titaničitého, živec, feromangán, tekuté sklo.
Táto elektróda poskytne najnižšie percento rozstreku kovu, vhodná na zváranie na jednosmerný aj striedavý prúd, nie je škodlivá pre ľudské telo, preto je široko používaná v priemysle.
2.3 Výber zariadenia a technické údaje napájacie zdroje
Vybral som si zváranie potrubia. Pre zváranie rúrok je najvhodnejší transformátor TDM-401, pretože si môžete ľahko zvoliť silu prúdu. Samotný transformátor pozostáva z uzavretého jadra, primárneho a sekundárneho vinutia. Keď sú primárne a sekundárne vinutia transformátora zapojené do série, časť závitov primárneho vinutia je zahrnutá do elektrického obvodu a získa sa rozsah nízkych prúdov.
Keď sú vinutia zapojené paralelne, všetky vetvy primárneho vinutia sú zahrnuté v elektrickom obvode a získa sa rozsah vysokých prúdov.
Sekundárne vinutie je pohyblivé, pomocou ktorého sa reguluje sila prúdu.
2.5 Príprava kovu na zváranie
V mieste zvárania potrubia sa okraje starostlivo očistia železnou kefou od nečistôt, oleja, hrdze, ktoré vedú k tvorbe defektov.
Kvalita zvarov do značnej miery závisí od stavu povrchu zváraných hrán.
2.6 Montáž konštrukcie
Pri montáži je dôležité zabezpečiť požadovanú presnosť a zhodu hrán prvkov, ktoré sa majú zvárať.
Pre presnú montáž dielov na zváranie je potrebné použiť meracie nástroje.
A veľká pozornosť musíte venovať pozornosť tomu, že keď sa kov zahrieva, môže sa pri zváraní koreňa švu zdeformovať, musíte byť obzvlášť opatrní, aby ste ho opatrne očistili od trosky.
Tečky sa vyrábajú elektródou s priemerom 3 mm
2.7 Výber režimu zvárania
Priemer elektródy sa volí v závislosti od hrúbky kovu, ramena švu, polohy švu v priestore.
Približný vzťah medzi hrúbkou kovu (kovov) a priemerom elektródy pri zváraní švu v požadovanej polohe je:
Smm 1 – 2 3 – 5 4 – 10 12 – 24 30 – 60
dmm 2 – 3 3 – 5 4 – 5 5 – 6 alebo viac
Sila zváracieho prúdu sa zvyčajne nastavuje v závislosti od zvoleného priemeru elektródy.
Pri zváraní zvarov v spodnej polohe možno silu prúdu určiť stavom Jd = (20+60) d Jb (40÷60) pre elektródy s priemerom menším ako 3 mm Jd = 30 d.
Oblúkové napätie 18 - 20, šírka švu 15 - 16 mm dĺžka oblúka 1 - 0,5 mm od základného kovu,
Jw ≈ 80 – 120 H
Spodná poloha Jsv ≈ 120A
Horizontálna poloha Jsv ≈ 100A
Vertikálna poloha Jsv ≈ 80A.
Poloha stropu Jsv ≈ 60A
2.8 Spotreba zváracieho materiálu
Spotreba obalených elektród sa určí vynásobením hmotnosti uloženého kovu koeficientom spotreby.
Gne \u003d Gn * Kr (kg, gr)
Gne sú hmotnosti obalených elektród.
Gн - hmotnosti usmerneného kovu
Кр – koeficient spotreby elektródy
Cr = 1,5 – 1,8
pre obalené elektródy v RDS
Gn = 7,85 * F * L
Gn \u003d 7,85 g / cm3 * 0,32 cm2 * 49,9 cm \u003d 125
Gne \u003d 125 * 1 * 7 \u003d 212 * 5≈212
G jednej elektródy =(4*970kg)/125ks =39*76g
Počet elektród 212gr/(39*76) = 5*33 ≈ 6ks
Spotreba zváracích elektród na výrobok bola 6 elektród
2.9 Stanovenie normy času
Časový limit na zváranie. T
t0 - hlavný čas
Kuch - koeficient zohľadňujúci organizáciu práce sa berie na RDS 0,25 - 0,40.
Doba horenia oblúka T0 je určená vzorcom:
t0 = 7,85*F*L/hнj
kde 7,85 je merná hmotnosť ocele g/cm2
F - plocha prierezu švu - s hrúbkou kovu 8 mm
F = 64 cm2/2 = 0,32 cm2
L * Fm \u003d 1/2 * a2 dĺžka švu
L = Ø * P L = 159 * 3,14 = 499,26 ≈ 499 mm
Ln – koeficient nastavenia pre MP elektródy – 3 Ln = 16 g/nh
J - zvárací prúd, A J = 30 * deK
K - koeficient zníženia výkonu oblúka pri zváraní na striedavý prúd (0,7-0,97)
30 je ampérov na mm elektródy
J = 87*3 ≈ 90A
t0 \u003d (7,85 g / cm3 * 0,32 cm2 * 49,9 cm) / (16 g * 7 * 90 A) \u003d (125 * 34 mm) / 1440 \u003d \u003d 0,08 h
T = 0,08/0,25 = 0,68 = 32 min
Trvalo to 32 min.
2.10 Technika a postup zvárania
Pre 170 rúr som podľa výpočtov urobil tri prichytky, prichytenie dlhé 30 mm.
Lepidlá sa aplikujú každých 30 mm.
Na zváranie koreňa švu som zvolil elektródu s priemerom 3 mm.
Pre zváranie druhého švu som zvolil 4 mm.
Ak chcete prejsť druhým švom, musíte urobiť oscilačné pohyby zo strany na stranu, aby ste zachytili (zvarili) oba okraje.
3. Technická kontrola
3.1 Organizácia kontroly kvality
Poruchy zvarových spojov môžu byť spôsobené zlou kvalitou zváraných materiálov, nepresnou montážou a prípravou spojov na zváranie, porušením technológie zvárania, nízkou kvalifikáciou zvárača a inými dôvodmi. Úlohou kontroly kvality spojov je identifikovať možné príčiny defektov a predchádzať im.
Práca na kontrole kvality zváracích prác sa vykonáva v troch etapách:
Predbežná kontrola vykonaná pred začiatkom práce:
Kontrola v procese montáže a zvárania (po prevádzke).
Kontrola kvality hotových zvarových spojov.
Predbežná kontrola zahŕňa: kontrolu kvalifikácie zváračov, inšpektorov defektov a inžinierov, ktorí dohliadajú na montážne, zváracie a kontrolné práce.
Počas výrobného procesu (kontrola krok za krokom) sa kontroluje kvalita prípravy a montáže hrán, režimy zvárania, poradie vytvárania švíkov, vzhľad švu, jeho geometrické rozmery a použiteľnosť zváracieho zariadenia.
Poslednou kontrolnou operáciou je kontrola kvality zvárania dokončený produkt: externé vyšetrenie a meranie zvarových spojov, skúšky hustoty, ultrazvuková kontrola, magnetické metódy kontroly.
Kontrola kvalifikácie zvárača: Kvalifikácia zváračov sa kontroluje pri stanovení kategórie. Kategória je pridelená v súlade s požiadavkami stanovenými tarifno-kvalifikačnými príručkami, skúšky zváračov pred prijatím na zodpovednú prácu sa vykonávajú podľa pravidiel certifikácie zváračov a špecialistov zváračskej výroby.
Kontrola kvality základných kovov. Kvalita základného kovu musí zodpovedať požiadavkám certifikátu zaslaného továrňami - dodávatelia musia spolu so sériou kovu vykonať externú kontrolu, aby sa zistili mechanické vlastnosti a chemické zloženie kovu.
Pri externom vyšetrení sa kontroluje neprítomnosť vodného kameňa, hrdze, prasklín a iných defektov na kove.
Predbežná kontrola kovu na zistenie povrchových chýb je nevyhnutnou a povinnou operáciou, vďaka ktorej je možné zabrániť použitiu nekvalitného kovu pri zváraní výrobku.
Mechanické vlastnosti základného kovu sa stanovujú skúšaním štandardných vzoriek na ťahových strojoch, pesses a kopre v súlade s metódami skúšania ťahu kovov podľa GOST 1497 - 73.
Kontrola kvality zváracieho drôtu: trieda a priemer zváracieho drôtu, chemické zloženie, akceptačné pravidlo a skúšobné metódy, požiadavky na balenie, označovanie, prepravu a skladovanie sú stanovené na oceľovom naváracom drôte.
Každá cievka zváracieho drôtu musí mať kovový štítok, na ktorom je uvedené meno a obchodná značka výrobcu.Zvárací drôt, na ktorom nie je žiadna dokumentácia, podlieha starostlivej kontrole.
Kontrola kvality elektród. Pri zváraní konštrukcií, na ktorých výkresoch je uvedený typ elektródy, nie je možné použiť elektródu, ktorá nemá certifikát. Elektróda bez certifikátu sa kontroluje na pevnosť povlaku a zváracie vlastnosti sú určené aj mechanickými vlastnosťami zvarového kovu a zvarového spoja elektródy vyrobenej z testovanej dávky.
Kontrola kvality toku. Rovnomernosť toku sa kontroluje pomocou vzhľad, definujte to mechanické zloženie, zrnitosť, objem, hmotnosť a obsah vlhkosti.
Kontrola obrobku. Pred vstupom obrobkov do zostavy sa kontroluje čistota kovového povrchu a rozmery kvality prípravy hrán.
Kontrola montáže: zmontovaná kontrola: medzera medzi hranami, otupenie a uhol otvorenia pre tupé spoje: šírka presahu a medzera medzi miestami pre preplátované spoje.
Kontrola kvality zváracej techniky a nástrojov. Kontrolujú prevádzkyschopnosť kontrolných a meracích prístrojov, spoľahlivosť kontaktov a izolácie, správne pripojenie zváracieho oblúka, prevádzkyschopnosť uzavretých zariadení, držiak elektród, zváracie horáky, prevodovky, drôty.
Kontrola technologický postup zváranie: pred pristúpením k zváraniu sa zvárač zoznámi s technologické mapy, ktoré označujú postupnosť operácií, priemer a značku použitých elektród, režimy zvárania a požadované rozmery zvarov. Nedodržanie poradia šitia môže spôsobiť výraznú deformáciu.
4. Organizácia pracoviska
4.1 Požiadavky na organizáciu pracoviska
Pri vykonávaní výrobných operácií je pracovníkovi alebo kolektívu pracovníkov pridelené pracovisko v podobe určitého úseku výrobného areálu, vybavené podľa požiadaviek technologického postupu, príslušným zariadením a potrebným príslušenstvom. Pracovisko zvárača sa nazýva zvárací post.
Na ochranu pracovníkov pred žiarením oblúka na stálych miestach zvárania je pre každého zvárača inštalovaná samostatná kabína 2x2,5 alebo 2x2.
Steny kabíny môžu byť vyrobené z tenkého železa alebo iného nehorľavého materiálu s výškou 1,8-2,0 m, pre lepšie vetranie nedosahujúcou podlahu o 0,2-0,3 m. Podlaha musí byť vyrobená z ohňovzdorného materiálu: tehla, betón, cement. Steny sú natreté svetlosivou farbou s farbami, ktoré dobre absorbujú ultrafialové lúče. Kabína je vybavená lokálnym vetraním s výmenou vzduchu 40 m3/hod na pracovníka.
Odsávanie ventilácie je umiestnené tak, aby plyny uvoľnené pri zváraní prechádzali cez zvárač.
Zváranie dielu sa vykonáva na pracovnom stole s výškou 0,5-0,7 m. Kryt stola je vyrobený z liatiny s hrúbkou 20-25 mm, v niektorých prípadoch sú na stole inštalované rôzne zariadenia na montáž a zváranie výrobkov.
Na spodok krytu alebo nohy stola je privarený oceľový svorník, ktorý slúži na upevnenie vodivého drôtu od zdroja zváracieho prúdu a pre zemniaci drôt stola. Na bočnej strane stola sú zásuvky na uloženie elektród. V zásuvke stola je uložené náradie a technologická dokumentácia. Pre pohodlie práce v kabíne je nainštalovaná kovová stolička so zdvíhacím skrutkovým sedadlom z nevodivého materiálu. Pod nohami zváračky by mala byť gumová podložka.
Zvárací post je vybavený generátorom alebo zváracím transformátorom.
5. Bezpečnosť
5.1 Bezpečnosť zvárania
Osoby staršie ako 18 rokov môžu pracovať na zváraní po absolvovaní technického minima podľa bezpečnostných predpisov.
Organizácia každého pracoviska musí zabezpečiť bezpečný výkon robota.
pracovisko musia byť vybavené rôznymi druhmi krytov, ochranných a bezpečnostných zariadení a prispôsobené.
Pre vytvorenie bezpečného prostredia pre robotických zváračov je potrebné brať do úvahy okrem všeobecných ustanovení o priemyselnej bezpečnosti aj špecifiká vykonávania rôznych zváračských prác. Takýmito vlastnosťami sú možné úrazy elektrickým prúdom, otravy škodlivými plynmi a parami, popáleniny žiarením zváracieho oblúka a roztaveným kovom, poranenia pri výbuchoch tlakových fliaš so stlačeným a skvapalnené plyny.
Elektrický zvárací oblúk vyžaruje jasné viditeľné svetelné lúče a neviditeľné ultrafialové a infračervené lúče. Svetelné lúče majú oslepujúci účinok. Ultrafialové lúče spôsobujú očné ochorenia a pri dlhšom vystavení vedú k popáleniu kože.
Na ochranu očí a pokožky tváre sa používajú štíty, masky alebo prilby, do priezorov sa vkladajú svetelné filtre, ktoré blokujú a pohlcujú lúče. Na ochranu rúk zváračov pred popáleninami a postriekaním roztaveným kovom je potrebné použiť ochranné rukavice a na telo si nasadiť špeciálnu plachtu. oblečenie.
Počas zvárania sa uvoľňuje značné množstvo aerosólu, čo vedie k otrave tela. Najvyššia koncentrácia prachu a škodlivých plynov v oblaku dymu stúpajúceho zo zváracej zóny, preto musí zvárač zabezpečiť, aby prúdenie nekleslo za štít. Na odstránenie škodlivých prachových plynov zo zóny zvárania je potrebné inštalovať lokálne vetranie, odsávanie a celkový objemový prívod - odsávanie. V zime by malo prívodné vetranie privádzať ohriaty vzduch do miestnosti. V prípade otravy treba postihnutého vyviesť na čerstvý vzduch, zbaviť ho tesného oblečenia a poskytnúť mu odpočinok do príchodu lekára a v prípade potreby použiť umelé dýchanie.
5.2 Elektrická bezpečnosť
K úrazu elektrickým prúdom dochádza, keď sa osoba dostane do kontaktu so živými časťami zariadenia. Odpor ľudského tela sa v závislosti od jeho stavu (únava, vlhkosť pokožky, zdravotný stav) pohybuje v širokých uličkách od 1000 do 20000 ohmov. Napätie naprázdno oblúkových zdrojov dosahuje 90 V a stlačený oblúk dosahuje 200 V podľa Ohmovho zákona, v nepriaznivom stave zváračky ním môže prechádzať prúd blízky limitu:
Aby ste predišli možnému úrazu elektrickým prúdom pri vykonávaní elektrického zvárania, musíte dodržiavať základné pravidlá:
Prípady zariadení a prístrojov, ku ktorým je pripojený elektrický prúd, musia byť uzemnené;
Všetky elektrické vodiče prichádzajúce z rozvádzačov a na pracoviská musia byť spoľahlivo izolované a chránené pred mechanickým poškodením;
Je zakázané používať pozemnú slučku, kovové konštrukcie budov, ako aj potrubia vodovodných a vykurovacích systémov ako spätný drôt zváracieho okruhu;
Pri vykonávaní zváračských prác vo vnútri uzavretých nádob (kotlov, kontajnerov, nádrží a pod.) by sa mali používať drevené štíty, gumené podložky, rukavice, galoše: Zváranie sa musí vykonávať s asistentom mimo nádoby. Malo by sa pamätať na to, že na účely osvetlenia vo vnútri nádob, ako aj vo vlhkých miestnostiach sa používa elektrický prúd s napätím nie vyšším ako 12 V a v suchých miestnostiach - nie vyšším ako 36 V; v nádobách bez vetrania by mal zvárač práca nie viac ako 30 minút s prestávkami na rekreáciu v prírode.
Inštaláciu, opravu elektrického zariadenia a dozor nad ním musia vykonávať elektrikári. Zváračom je prísne zakázané opravovať elektrické obvody. Pri úraze elektrickým prúdom je potrebné pred príchodom lekára vypnúť prúd primárneho okruhu, vyslobodiť postihnutého z jeho účinkov, zabezpečiť prístup čerstvého vzduchu, privolať lekára, prípadne umelé dýchanie.
5.3 Požiarna bezpečnosť
Príčinami požiaru pri zváraní môžu byť iskry alebo kvapky roztaveného kovu a trosky, neopatrné zaobchádzanie s plameňom horáka v prítomnosti horľavých materiálov v blízkosti pracoviska zvárača. Riziko požiaru by sa malo brať do úvahy najmä na miestach výstavby a inštalácie a pri opravách v miestnostiach, ktoré nie sú vhodné na zváranie.
Aby sa predišlo požiarom, je potrebné dodržiavať nasledujúce protipožiarne opatrenia:
Neskladujte horľavé alebo horľavé materiály v blízkosti miesta zvárania, ako aj vykonávajte zváračské práce v miestnostiach kontaminovaných handrou, papierom, dreveným odpadom atď.;
Je zakázané používať odev a rukavice so stopami olejov, tukov, benzínu, petroleja a iných horľavých kvapalín;
Zváranie a rezanie konštrukcií vykonávajte čerstvo natretými olejovými farbami až do úplného zaschnutia
Je zakázané vykonávať zváranie zariadení pod elektrickým napätím a nádob pod tlakom;
Bez špeciálnej prípravy nie je možné vykonávať zváranie a rezanie nádob z kvapalného paliva;
Pri vykonávaní dočasných zváračských prác v priestoroch musia byť drevené podlahy, podlahy a plošiny chránené pred zapálením listami azbestu alebo železa;
Je potrebné neustále mať a monitorovať dobrý stav hasičskej techniky - hasiace prístroje, pieskoviská, lopaty, vedrá, požiarne hadice a pod., ako aj udržiavať požiarny hlásič v dobrom stave;
Po dokončení zváracích prác je potrebné zvárací stroj vypnúť a tiež sa ubezpečiť, že v ňom nie sú žiadne horiace predmety. Hasiace prostriedky sú voda, pena, plyny, para, práškové zmesi atď.
Na dodávku vody do hasiacich zariadení sa používajú špeciálne vodovodné potrubia. Pena je koncentrovaná emulzia oxidu uhličitého vo vodnom roztoku minerálnych solí s obsahom penotvorných činidiel.
Pri hasení požiaru plynmi a parou sa používa oxid uhličitý, dusík, spaliny a pod.
Pri hasení petroleja, benzínu, oleja, horiacich elektrických drôtov je zakázané používať vodné a penové hasiace prístroje. V týchto prípadoch by sa mal použiť oxid uhličitý alebo suché hasiace prístroje.
6. Ochrana životného prostredia
V súlade s ústavou sa v záujme žijúcich a budúcich generácií prijímajú opatrenia na ochranu a racionálne využitie zem a jej podložie, vodné zdroje a flóry a fauny, udržiavať čisté ovzdušie a vodu, zabezpečovať reprodukciu prírodných zdrojov a zlepšovať životné prostredie človeka. Tieto aktivity v ročné plány podniky sa združujú do sekcií: ochrana a využívanie vodných zdrojov, ochrana ovzdušia, ochrana a racionálne využívanie pôdy, ochrana a využívanie nerastných surovín.
K ochrane a využívaniu vodných zdrojov patria opatrenia na výstavbu zariadení na odber vody a nádrží, čistenie Odpadová voda, recyklačné systémy zásobovania vodou s cieľom znížiť nenávratné straty vody atď.
Pri výrobe zvárania veľa podnikov používa systém spätného zásobovania vodou, voda používaná na chladenie zváracieho zariadenia sa po prirodzenom ochladení znova používa.
Ochrana vzduchovej nádrže zabezpečuje opatrenia na neutralizáciu škodlivých pre ľudí a životné prostredie látky emitované s výfukovými plynmi: stavby čistiarní vo forme mokrých lapačov suchého prachu, na chemické a elektrické čistenie plynov, ako aj na zachytávanie cenných látok, likvidáciu odpadov a pod., napríklad skvapalnený oxid uhličitý vzniká zo spaľovacieho odpadu výrobky na zváranie a iné ciele.
Ochrana a racionálne využívanie pôdy zabezpečuje opatrenia zamerané na zníženie vystupovania pôdy z poľnohospodárskeho obehu, na ich ochranu pred epózou a inými deštruktívnymi procesmi, na rekultiváciu pôdy atď.
Ochrana a racionálne využívanie nerastných surovín zabezpečuje opatrenia na zlepšenie systémov a metód rozvoja ložísk nerastných surovín a úprav rúd, využitie odpadov z hutníckej výroby a strojárstva, zvýšenie nakupovaných cenných zložiek z rúd a pod. podniku by nemali porušovať bežné podmienky práce iných podnikov a organizácií zhoršovať životné podmienky obyvateľstva. Za týmto účelom v plynové plány stanovuje tiež opatrenia na boj proti priemyselnému hluku, vibráciám a účinkom elektrických a magnetických polí. Hluk vytváraný zváracím zariadením by mal byť obmedzený na minimum.
Zdroje energie zváracieho oblúka, ako aj množstvo elektrických zariadení používaných v automatických a poloautomatických zváracích strojoch rušia rozhlasový a televízny príjem. Aby sa tento jav eliminoval, vo všetkých typoch zváracích zariadení, ktoré takéto rušenie vytvárajú, sú inštalované zariadenia proti rušeniu.
Chyby zvaru
| Názov defektu | Metóda detekcie | Náprava |
| 1. Nedostatočná penetrácia podpovrchov | Vonkajšia kontrola. | Vyrezanie chybnej oblasti a následné zváranie. |
| 2. Podrezanie | Vonkajšia kontrola a meranie sondou. | Čistenie, rezanie plôch a zváranie. |
| 3. Vlnitosť švu s ostro ohraničenými hranicami. | Vonkajšia kontrola. | Vyrezanie chybnej oblasti. |
| 4. Nerovnomerné zvrásnenie. | Vonkajšia kontrola. | Vyrezanie chybnej oblasti. |
| 5. Rôzne veľkosti kútových zvarov. | Meranie šablóny. | 1) pri K a K, spracovanie švov. 2) pri zváraní K a K X. |
| 6. Nesprávna výška švu. | Meranie šablóny. Upozorňujeme, že miestne odchýlky vo výške presahu presahujúce tolerancie by nemali byť väčšie ako 10 % z celkovej dĺžky zvaru miestna odchýlka do 15 mm | a) spracovanie švu na hlavnú veľkosť. b) zváranie s predbežným odizolovaním. |
| 7. Nerovnomerná šírka presahu. | Meranie šablóny. | Lem švov. |
Literatúra
1. Vinogradov V.S. Zariadenia a technika pre automatické a mechanizované oblúkové zváranie, M: 1997;
2. Rybakov V.M. Oblúkové a plynové zváranie, M: VSH, 1986.
3. Štěpánová V.V. Welder's Handbook, M: 1982.
4. Fominykh V.P. Elektrické zváranie, M: V.Sh..., 1978.
5. Chernyshev G.G. Welding, M: 2003.
www.ronl.ru
Program vzdelávacej praxe v profesii "Zvárač"
Ministerstvo školstva regiónu Penza
Štátny autonómny profesionál
vzdelávacia inštitúcia Región Penza
"Multidisciplinárna vysoká škola v Penze"
SCHVÁLIŤ
Vedúci stavebného oddelenia
GAPOU PO PMPK
PRACOVNÝ PROGRAM
TRÉNINGOVÁ PRAX
povolanie 15.01.05 "Zvárač"
(elektrické zváranie a plynové zváranie)
doba štúdia 2,5 roka
povolanie podľa všeobecného klasifikátora (OK 016-94)
1. Elektrická a plynová zváračka
Dohodnuté:
_____________________
Penza, 2015
VYSVETLIVKA
Tento program praxe je určený na prípravu kvalifikovaných pracovníkov v odbore „Zvárač (elektrické zváranie a zváranie plynom)“ v rámci programu stredného odborného vzdelania.
Program obsahuje: vysvetľujúcu poznámku, odbornú a všeobecné kompetencie, súhrnný-tematický plán priemyselného výcviku, učebných osnov.
Organizácia prípravy sa uskutočňuje na základe zoznamu profesií základného odborného vzdelávania a spolkovej krajiny vzdelávací štandard základné odborné vzdelanie (FSEV SPO)
Program poskytuje špecifický rozsah profesií, ktoré odrážajú trh pracovná sila regiónu, obsah je určený odborné kompetencie s prihliadnutím na špecifiká regiónu.
Profesijná charakteristika odráža obsahové parametre odbornej spôsobilosti: jej hlavné druhy, ako aj ich teoretický základ.
Požiadavky na výsledky vzdelávania sú hlavnými parametrami pri hodnotení kvality prípravy frekventantov v profesii „Zvárač“ (elektrické zváranie a zváranie plynom).
Splnenie týchto požiadaviek slúži ako podklad pre vystavovanie dokladov absolventom. štátna norma o stupni kvalifikácie v profesii „Zvárač“ (elektrické zváranie a zváranie plynom).
Pracovný program odborného vzdelávania vypracované na základe federálneho štátneho vzdelávacieho štandardu pre profesiu, predpisov o pedagogickej praxi (priemyselná príprava) a priemyselnej praxi študentov ovládajúcich základné profesijné vzdelávacie programy
Organizácia-vývojár:
Štátna autonómna odborná vzdelávacia inštitúcia regiónu Penza "Penza Multidisciplinary College" Katedra stavebníctva (ďalej len GAPOU PO PMPK)
1. PAS PRACOVNÉHO PROGRAMU
TRÉNINGOVÁ PRAX
Rozsah programu:
Pracovný program stáže je súčasťou hlavného odborného vzdelávacieho programu v súlade s Federálnymi štátnymi vzdelávacími štandardmi stredného odborného vzdelávania v odbore Zvárač (elektrické zváranie a zváranie plynom) v zmysle zvládnutia kvalifikácie:
plynová zváračka,
Elektrický a plynový zvárač,
elektrická zváračka na automatických a poloautomatických strojoch,
ručná zváračka,
plynová rezačka
a hlavné typy odborná činnosť(VPD):
1. Prípravné a zváračské práce.
3. Naváranie defektov častí a komponentov strojov, mechanizmov, konštrukcií a odliatkov na obrábanie a skúšobný tlak.
Pracovný program tréningovej praxe je možné použiť v dodatočné vzdelanie A odborného vzdelávania podľa povolaní pracovníkov:
19756 Elektrický a plynový zvárač;
19906 Ručná elektrická zváračka;
11620 Plynová zváračka.
1.2. Ciele a ciele priemyselná prax:
Formovanie počiatočnej praxe študentov profesionálne zručnosti v rámci modulov OBOR SVE o hlavných druhoch odborných činností na zvládnutie robotnícke povolanie nácvik pracovných techník, operácií a spôsobov vykonávania pracovné procesy charakteristické pre príslušnú profesiu a nevyhnutné pre ich následné rozvíjanie všeobecných a odborných kompetencií vo zvolenej profesii.
Požiadavky na výsledky zvládnutia priemyselnej praxe
V dôsledku absolvovania vzdelávacej praxe podľa druhov odbornej činnosti by študent mal byť schopný:
| Požiadavky na zručnosti |
|
| 1. Prípravné a zváračské práce | PC 1.1. Vykonajte typické zámočnícke operácie používané pri príprave kovu na zváranie. PC 1.2 Pripravte plynové fľaše, riadiace a komunikačné zariadenia na zváranie a rezanie. PC 1.3. Vykonávame montáž výrobkov na zváranie. PC 1.4. Skontrolujte presnosť montáže. |
| 2. Zváranie a rezanie dielov z rôznych ocelí, neželezných kovov a ich zliatin, liatiny vo všetkých priestorových polohách. | PC 2.1. Vykonávať plynové zváranie stredného a zložitého PC 2.2. Vykonávame ručné oblúkové a plazmové zváranie stredne zložitých a zložitých častí aparátov, zostáv, konštrukcií a potrubí z konštrukčných a uhlíkových ocelí, liatiny, neželezných kovov a zliatin. PC 2.3. Vykonávajte automatické a mechanizované zváranie pomocou plazmového horáka stredne zložitých a zložitých zariadení, zostáv, dielov, konštrukcií a potrubí z uhlíkových a konštrukčných ocelí. PC 2.4. Vykonávať kyslíkové, vzduchovo-plazmové rezanie kovov priamej a zložitej konfigurácie. PC 2.6. Zabezpečte bezpečný výkon zváračských prác na pracovisku v súlade s hygienickými predpismi technické požiadavky a požiadavky na ochranu práce. |
| 3. Naváranie defektov častí a komponentov strojov, konštrukčných mechanizmov a odliatkov na obrábanie a skúšobný tlak. | PC 3.1. Naváranie dielov a zostáv jednoduchých a stredne zložitých štruktúr tvrdými zliatinami. PC 3.2. Naváranie zložitých dielov a zostáv zložitých nástrojov. PC 3.3. Naváranie opotrebovaných jednoduchých nástrojov, dielov z uhlíkových a konštrukčných ocelí. PC 3.4. Poistka vyhrievané valce a potrubia, poruchy častí strojov, mechanizmov a konštrukcií. PC 3.5. Vykonajte naváranie na odstránenie defektov veľkých liatinových a hliníkových odliatkov na obrábanie a skúšobný tlak. PC 3.6. Vykonajte povrchovú úpravu na odstránenie dutín a trhlín v častiach a zostavách strednej zložitosti. |
| 4. Detekcia zvarov a kontrola kvality zvarových spojov. | PC 4.1. Po zváraní očistite švy. PC 4.2. Zistite príčiny porúch zvarov a spojov. PC 4.3. Upozorniť a opraviť rôzne druhy chyby zvaru. PC 4.4. Vykonajte vyrovnávanie zložitých štruktúr za tepla. |
1.3. Počet hodín na zvládnutie pracovného programu výchovnej praxe (priemyselného výcviku):
Spolu – 540 hodín vrátane:
V rámci rozvoja PM 01. - 72 hod
V rámci rozvoja PM 02. - 270 hod
V rámci rozvoja PM 03. - 162 hod
V rámci rozvoja PM 04. -36 hod
1.4. Počet hodín na zvládnutie pracovného programu priemyselnej praxe:
PP - 52 týždňov - 312 hodín
V rámci rozvoja BCP 01. - 36 hod
V rámci rozvoja PP 02. - 138 hod
V rámci rozvoja BCP 03. - 102 hod
V rámci rozvoja BCP 04.-36 hod
2. VÝSLEDKY Zvládnutia PRACOVNÉHO PROGRAMU TRÉNINGOVEJ PRAXE
Výsledkom zvládnutia pracovného programu priemyselnej praxe je formovanie počiatočných praktických odborných zručností u študentov v rámci modulov OPOP SVE pre hlavné druhy odborných činností (VPA),
| Názov výsledku zvládnutia praxe |
|
| Vykonajte typické zámočnícke operácie používané pri príprave kovu na zváranie. |
|
| Pripravte plynové fľaše, riadiace a komunikačné zariadenia na zváranie a rezanie. |
|
| Vykonávame montáž výrobkov na zváranie. |
|
| Skontrolujte presnosť montáže. |
|
| Vykonávame plynové zváranie stredne zložitých a zložitých zostáv, dielov a potrubí z uhlíkových a konštrukčných ocelí a jednoduchých dielov z neželezných kovov a zliatin. |
|
| Vykonávame ručné oblúkové a plazmové zváranie stredne zložitých a zložitých častí aparátov, zostáv, konštrukcií a potrubí z konštrukčných a uhlíkových ocelí, liatiny, neželezných kovov a zliatin. |
|
| Vykonávajte automatické a mechanizované zváranie pomocou plazmového horáka stredne zložitých a zložitých zariadení, zostáv, dielov, konštrukcií a potrubí z uhlíkových a konštrukčných ocelí. |
|
| Vykonávať kyslíkové, vzduchovo-plazmové rezanie kovov priamej a zložitej konfigurácie. |
|
| Zabezpečiť bezpečný výkon zváračských prác na pracovisku v súlade s hygienicko-technickými požiadavkami a požiadavkami na ochranu práce. |
|
| Naváranie dielov a zostáv jednoduchých a stredne zložitých štruktúr tvrdými zliatinami. |
|
| Naváranie zložitých dielov a zostáv zložitých nástrojov. |
|
| Naváranie opotrebovaných jednoduchých nástrojov, dielov z uhlíkových a konštrukčných ocelí. |
|
| Poistka vyhrievané valce a potrubia, poruchy častí strojov, mechanizmov a konštrukcií. |
|
| Vykonajte naváranie na odstránenie defektov veľkých liatinových a hliníkových odliatkov na obrábanie a skúšobný tlak. |
|
| Vykonajte povrchovú úpravu na odstránenie dutín a trhlín v častiach a zostavách strednej zložitosti. |
|
| Po zváraní očistite švy. |
|
| Zistite príčiny porúch zvarov a spojov. |
|
| Predchádzať a odstraňovať rôzne druhy defektov vo zvaroch. |
|
| Vykonajte vyrovnávanie zložitých štruktúr za tepla. |
3. TEMATICKÝ PLÁN A OBSAH STÁŽE
3.1 Tematický plán výrobnej praxe
| Kód a názvy odborných modulov | Počet hodín podľa PM | Typy pracovných miest | Názvy tém priemyselnej praxe | Počet hodín podľa témy |
|
| Prípravné a zváračské práce | Vykonávať rovnanie a ohýbanie, značenie, rezanie, mechanické rezanie, pilovanie kovov; pripraviť plynové fľaše na prácu; montovať výrobky na zváranie v montážnych a zváracích prípravkoch s cvočkami; skontrolujte presnosť montáže; byť schopný pracovať na simulátore MTDS - 05. | Téma 1.1. Zámočnícke operácie vykonávané pri príprave kovu na zváranie | |||
| Stredná certifikácia |
|||||
| Zváranie a rezanie dielov z rôznych ocelí, neželezných kovov a ich zliatin, liatiny vo všetkých priestorových polohách | Vykonávať technologické metódy ručného oblúkového, plazmového a plynového zvárania, automatického a poloautomatického zvárania pomocou plazmového horáka dielov, zostáv, konštrukcií a potrubí rôznej zložitosti od konštrukčných a uhlíkových ocelí, liatiny, neželezných kovov a zliatin vo všetkých priestorové polohy švu; vykonávať automatické zváranie kritických zložitých stavebných a technologických konštrukcií pracujúcich v náročných podmienkach; vykonávať automatické zváranie v prostredí ochranného plynu nekonzumnou elektródou z pásov tkaných za tepla z farebných kovov a zliatin pod vedením vysokokvalifikovaného elektrického zvárača; vykonávať automatické mikroplazmové zváranie; vykonávať ručné kyslíkové, plazmové a plynové priame a tvarové rezanie a rezanie benzínovými a petrolejovými rezacími strojmi na prenosných, stacionárnych a plazmových rezacích strojoch súčiastok rôznej zložitosti z rôznych ocelí, neželezných kovov a zliatin podľa označenia; vykonávať rezanie dielov vyrobených z vysokochrómových a chrómniklových ocelí a liatiny pomocou kyslíka; vykonávať kyslíkové rezanie lodných predmetov na vode; vykonávať ručné hobľovanie vzduchom elektrickým oblúkom rôznej zložitosti dielov z rôznych ocelí, liatiny, neželezných kovov a zliatin v rôznych polohách; vykonať predbežné a sprievodné zahrievanie pri zváraní dielov v súlade so špecifikovaným režimom; nastaviť režimy zvárania podľa špecifikovaných parametrov; hospodárne využívať materiály a energiu, zaobchádzať s nástrojmi, vybavením a vybavením opatrne; dodržiavať požiadavky bezpečnosti práce a požiarnej bezpečnosti; čítať pracovné výkresy zváraných kovových konštrukcií rôznej zložitosti. | Oboznámenie sa so zariadením na ručné oblúkové zváranie. | |||
| Rezanie, montáž a oblúkové zváranie oceľových plechov v šikmých, vertikálnych, horizontálnych polohách švíkov. |
|||||
| Montáž a oblúkové zváranie jednoduchých dielov a zostáv z nízkouhlíkovej ocele |
|||||
| Plynové zváranie guľôčok a zváranie plechov z mäkkej ocele v spodnej, vertikálnej polohe švu. |
|||||
| Stredne pokročilý Certifikácia formou rozdielovej skúšky |
|||||
| s nízkym obsahom uhlíka |
|||||
| Kyslík rezanie kovov |
|||||
| Zváranie zliatin |
|||||
| Zváranie a spájkovanie |
|||||
| Stredná certifikácia formou rozdielového testu |
|||||
| Narovnávanie defektov častí a zostáv strojov, mechanizmov, konštrukcií a odliatkov na obrábanie a skúšobný tlak | Vykonajte naváranie jednoduchých častí; vykonávať naváranie s tvrdými zliatinami pomocou keramických tavív v ochrannom plyne častí a zostáv strednej zložitosti; odstrániť chyby veľkých liatinových a hliníkových odliatkov na obrábanie a skúšobný tlak naváraním; odstraňovať povrchové chyby v uzloch, mechanizmoch a odliatkoch rôznej zložitosti; vykonávať fúziu vyhrievaných valcov a potrubí; na zváranie škrupín a trhlín v častiach, zostavách a odliatkoch rôznej zložitosti. | Oblúkové naváranie platní v spodnej, šikmej vertikálnej a horizontálnej polohe. | |||
| Téma 3.2. Kyslíkovo-plynový povrch vo všetkých priestorových polohách. |
|||||
| Tvrdý návar |
|||||
| Detekcia zvarov a kontrola kvality zvarových spojov | Vyčistite švy po zváraní; skontrolujte kvalitu zvarových spojov vo vzhľade a zlomenine; identifikovať chyby vo zvaroch a odstrániť ich; aplikovať metódy na zníženie a zabránenie deformácii počas zvárania; vykonávať horúce vyrovnávanie zváraných konštrukcií. | Klasifikácia porúch a ich príčin. Vplyv defektov na pevnosť zvarov | |||
| Nedeštruktívna kontrola kvality zvarov |
|||||
| Deštruktívny pohľad na kontrolu kvality zvarov |
|||||
| Stredná certifikácia formou diferencovaného testu |
|||||
| Celkový počet hodín |
| Kód a názov profesionálny moduly a témy priemyselná prax | rozvoj |
||
| PM 01. Prípravné a zváračské práce | |||
| Typy pracovných miest: 1. Vykonávanie štandardných inštalatérskych operácií používaných pri príprave kovu na zváranie. 2. Vykonávanie montáže zváraných konštrukcií rôznymi spôsobmi. 3. Prilepenie zmontovaných dielov. 4. Vykonávanie operácií na kontrolu montáže zváraných konštrukcií. 5. Príprava plynových fliaš, riadiacich a komunikačných zariadení na zváranie plynom a rezanie kovov. |
|||
| Zámočnícke operácie vykonávané pri príprave kovu na zváranie | 1. Čistenie a vyrovnávanie kovov. 2. Označovanie a rezanie dielov. 3. Príprava okrajov dielov na zváranie. | ||
| Oboznámenie sa a práca na simulátore nízkoampérového oblúka pre zvárača MDTS - 05. Bezpečnostné opatrenia. | 1. Ručné oblúkové zváranie (RDE). Nácvik techniky budenia a udržiavania oblúka. 2. Ručné oblúkové zváranie (RDE). Vývoj techník na udržanie dĺžky oblúka a danej rýchlosti zvárania. 3. Ručné oblúkové zváranie (RDE). Vývoj techník na dodržanie dĺžky oblúka, danej rýchlosti zvárania a uhlov sklonu elektródy. 4. Ručné zváranie argónovým oblúkom (TIG). Vývoj techník na dodržanie dĺžky oblúka, danej rýchlosti zvárania a uhlov sklonu elektródy. 5 Mechanizované zváranie spotrebnou elektródou v tienidle plynu (MAG). Vývoj techník na dodržanie dĺžky oblúka, danej rýchlosti zvárania a uhlov sklonu elektródy. 6. Ručné oblúkové zváranie potrubných spojov. Vývoj techník na dodržanie dĺžky oblúka, danej rýchlosti zvárania a uhlov sklonu elektród pri zváraní pevných spojov potrubí. | ||
| Montáž a kontrola produktu | 1. Montáž nosníkov a rámov 2. Montáž priehradových konštrukcií | ||
| Stredná certifikácia formou diferencovaného testu | |||
| PM 02. Zváranie a rezanie dielov z rôznych ocelí, neželezných kovov a ich zliatin, liatiny vo všetkých priestorových polohách | |||
| Typy pracovných miest: 1. Inštruktáž o obsluhe montážnych a zváracích zariadení. 2. Organizácia pracoviska a bezpečnosť práce. 3. Montáž a zváranie tupých spojov. 4. Montáž na zváranie tupých spojov (bez skosených hrán, s jednostrannými a obojstrannými skosenými hranami), nastavenie požadovanej medzery pri montáži. 5. Inštalácia cvočkov. 6. Montáž a zváranie rohových a T spojov. Poradie montáže, nastavenie príchytiek, vybavenie a technológia navárania, zvárania. 7. Kontrola kvality vzhľadu a lomu zvarových spojov. Korekcia defektov vo zvaroch. Vyrezanie chybnej oblasti a opätovné zvarenie. 8. Oblúkové rezanie uhlíkovou a kovovou elektródou: označenie a vyrezanie prírub, krúžkov, rôznych kruhových a tvarových otvorov; rezanie rohov a kanálov, dierovanie do dosiek, rezanie rúr. 9. Deliace rezanie profilového kovu vzduchovým oblúkom, pálenie otvorov, rezanie rúr a kanálov. 10. Povrchové oblúkové rezanie drážok na uhlíkových a legovaných oceľových doskách, výber chybných zvarov. 11. Rezanie jednoduchých dielov z legovaných a neželezných kovov plazmovým oblúkom. 12. Vykonávanie ručného oblúkového a plazmového zvárania stredne zložitých a zložitých častí prístrojov, zostáv, konštrukcií a potrubí z konštrukčných a uhlíkových ocelí, liatiny, neželezných kovov a zliatin. 13. Vykonávanie automatického a mechanizovaného zvárania pomocou plazmového horáka stredne zložitých a zložitých zariadení, zostáv, dielov, konštrukcií a potrubí z uhlíkových a konštrukčných ocelí. 14. Vykonávanie kyslíkového, vzduchovo-plazmového rezania kovov priamočiarej a komplexnej konfigurácie. 15. Čítanie výkresov strednej zložitosti a zložitých zváraných kovových konštrukcií. 16. Plynové zváranie celkov strednej zložitosti a zložitých celkov, častí a potrubí z uhlíkovej, konštrukčnej ocele, neželezných kovov a zliatin. 17. Vykonávanie automatického a mechanizovaného zvárania celkov, dielov, konštrukcií, potrubí z rôznych konštrukčných materiálov 18. Vykonávanie kyslíkového, vzduchovo-plazmového rezania kovov priamočiarej a komplexnej konfigurácie. 19. Vykonávanie zváračských prác na pracovisku v súlade s hygienicko-technickými požiadavkami a požiadavkami ochrany práce. 20. Vykonávanie kyslíkového, vzduchovo-plazmového rezania kovov priamočiarej a komplexnej konfigurácie. 21. Čítanie výkresov strednej zložitosti a zložitých zváraných kovových konštrukcií. 22. Čítanie učebných a technologických máp, schém. 23. Zváranie rúr na tupo v rotačnej a neotočnej polohe. 24. Zhotovovanie obvodových švíkov kontajnerov na skladovanie rôznych druhov sypkých materiálov. 25. Zváranie rôznych výstuh. 26. Zváranie prechodových plošín, rámov, plotov, roštov. 27. Zváranie rôznych druhov šatiek, líšt na trámy, krovy. 28. Zváranie rôznych stavebných konštrukcií (nosníky, stavebné rámy, krovy, listové štruktúry, dopravné konštrukcie trupu). 29. Zváranie potrubí. 30. Kontrola kvality zvarov, odstraňovanie chýb zvarov. |
|||
| Oboznámenie sa so zariadením na ručné oblúkové zváranie | Oboznámenie sa so zváracími zariadeniami a prístrojmi, pravidlá ich údržby. Inštruktáž o organizácii pracoviska a bezpečnosti práce. Zapnutie a vypnutie zdroja jednosmerného oblúka. Regulácia prúdu, drôtové pripojenie. Uchytenie elektródy do držiaka elektródy. Nácvik budenia oblúka a udržiavania jeho horenia až do úplného roztavenia elektródy. | ||
| Rezanie, montáž a oblúkové zváranie oceľových plechov v spodnej polohe švu. | 1. Oboznámenie sa s pravidlami a metódami navárania a zvárania. Inštruktáž o organizácii pracoviska a bezpečnosti práce. Povrchová úprava lemu na doske v spodnej polohe švu. 2. Jednovrstvové zváranie plechu, zváranie plechov v presahu, v rohu, na tupo s reznými hranami, v T-kusoch. 3. Povrchová úprava guľôčok na šikmej doske. Povrchová úprava susedných paralelných guľôčok v rôznych smeroch. 4. Rezanie dosiek s obalenými elektródami v priamke, pozdĺž krivky a pozdĺž značky. Rezanie kovov rôznych profilov. Rezanie otvorov. 5. Drážkovanie, odstránenie chybných zvarov. Odrezanie koreňa švu na rubovej strane na zváranie | ||
| Rezanie, montáž a oblúkové zváranie oceľových plechov v šikmých, vertikálnych a horizontálnych polohách švíkov | 1. Rezanie oblátok na oblátky v šikmých, vertikálnych a horizontálnych polohách švíkov. Rezanie kovov rôznych profilov. 2. Povrchová úprava guľôčok na výstupe a zostupe na doske inštalovanej v rôznych uhloch. 3. Montáž dielov na zváranie, nastavenie požadovanej medzery, určenie miest cvočkov v rôznych priestorových polohách. 4. Nastavenie pripináčikov a ich čistenie. 5. Zváranie šikmých dosiek na tupo v naklonenej polohe. | ||
| Montáž a oblúkové zváranie jednoduchých dielov a zostáv z nízkouhlíkovej ocele. | 1. Montáž dielov na zváranie, nastavenie požadovanej medzery, určenie miest príchytiek. 2. Lepenie zostavených dielov v rôznych priestorových polohách. 3. Zváranie plátov, šálov, výstuh na jednoduché výrobky v spodnej polohe švu. 4. Zváranie plátov, šálov, výstuh na jednoduché výrobky vo zvislej polohe švu. 5. Zváranie plátov, šálov, výstuh na jednoduché výrobky v horizontálnej polohe švu | ||
| Plynové zváranie guľôčok a zváranie plechov z mäkkej ocele v spodnej, vertikálnej polohe švu | 1. Voľba režimu zvárania. Povrchová úprava výplňového materiálu. 2. Povrchová úprava guľôčok na oceľových doskách v spodnej polohe švu. 3. Povrchová úprava guľôčok na oceľových doskách vo zvislej polohe švu. 4. Zváranie plechov na tupo vo všetkých priestorových polohách | ||
| Stredná certifikácia formou diferencovaného testu | |||
| Montáž a zváranie plynom jednoduchých výrobkov a zostáv z s nízkym obsahom uhlíka | 1. Montáž dielov na zváranie, nastavenie požadovanej medzery, určenie umiestnenia príchytiek a postupnosti ich aplikácie. 2. zváranie jednoduchých výrobkov v šikmých, zvislých a vodorovných polohách švíkov. 3. Zváranie škrupín a trhlín v jednoduchých detailoch 4. Kontrola kvality jednoduchých spojení. Identifikácia porúch a ich odstránenie. | ||
| Kyslíkové rezanie kovov | 1. Kyslíkové rezanie platní. 2. Kyslíkové rezanie rohov, kanálov | ||
| Zváranie legovaných ocelí. | 1. Oboznámenie sa s pravidlami a metódami zvárania legovaných ocelí. 2. Povrchová úprava guľôčok obalenými elektródami na platniach z legovanej ocele. 3. Zváranie tupých spojov bez rezných hrán v rôznych priestorových polohách 4. Inštruktáž o organizácii pracoviska a bezpečnosti práce pri zváraní argónom. Oboznámenie sa so spôsobmi zvárania legovaných ocelí argónovým oblúkovým zváraním. 5. Rozvoj zručností v naváraní guľôčok argónovým oblúkovým zváraním 6. Argon-oblúkové zváranie rohových, T-spojov vo všetkých priestorových polohách | ||
| Zváranie a spájkovanie liatiny | 1. Inštruktáž o organizácii pracoviska a bezpečnosti práce. Oboznámenie sa s metódami a technikami zvárania liatiny. 2. Zváranie liatiny za studena s oceľovými elektródami na oceľových čapoch. 3. Nanášanie vrstvy mosadze na liatinovú dosku. 4. Vyrezávanie defektov a príprava okrajov výrobkov na zváranie. | ||
| Zváranie neželezných kovov a ich zliatin. | 1. Plynové zváranie guľôčok na hliníkových platniach 2. Zváranie hliníkových plechov na tupo 3. Plynové zváranie guľôčok na platniach z medi a ich zliatin 4. Plynové zváranie medených plechov. 5. Argon-oblúkové naváranie guľôčok na hliníkových platniach 6. Naváranie guľôčok argónovým oblúkom na platniach vyrobených z medi a ich zliatin od konca ku koncu. | ||
| Stredná certifikácia formou diferencovaného testu | |||
| PM 03. Naváranie defektov častí a zostáv strojov, mechanizmov, konštrukcií a odliatkov na obrábanie a skúšobný tlak | |||
| Typy pracovných miest: 1. Povrchové úpravy dielov a zostáv jednoduchých a stredne zložitých štruktúr tvrdými zliatinami; naváranie zložitých dielov a zostáv zložitých nástrojov. 2. Naváranie opotrebovaných jednoduchých nástrojov, dielov z uhlíkových a konštrukčných ocelí. 3. Povrchová úprava na odstránenie defektov veľkých liatinových a hliníkových odliatkov na obrábanie a skúšobný tlak. 4. Povrchová úprava na odstránenie dutín a trhlín v častiach a zostavách strednej zložitosti; realizácia tvrdonávarov s použitím keramických tavív v ochrannom plyne dielcov a zostáv strednej zložitosti. 5. Odstraňovanie defektov v jednotkách, mechanizmoch a odliatkoch rôznej zložitosti povrchovou úpravou; tavenie vyhrievaných valcov a potrubí. naváranie na odstránenie defektov veľkých liatinových a hliníkových odliatkov na obrábanie a skúšobný tlak. 6. Povrchová úprava na odstránenie dutín a trhlín v častiach a zostavách strednej zložitosti. |
|||
| Technika povrchovej úpravy na odstránenie defektov veľkých liatinových a hliníkových odliatkov na obrábanie a skúšobný tlak | 1 Naváranie dielov a zostáv jednoduchých a stredne zložitých štruktúr tvrdými zliatinami 2. Naváranie zložitých dielov a zostáv zložitých nástrojov 3. Naváranie opotrebovaných jednoduchých nástrojov, dielov z uhlíkových a konštrukčných ocelí 4. Povrchová úprava na odstránenie defektov veľkých liatinových a hliníkových odliatkov na obrábanie a skúšobný tlak. 5. Povrchová úprava na odstránenie dutín a trhlín v častiach a zostavách strednej zložitosti. 6. Realizácia navárania tvrdými zliatinami. 7. Odstraňovanie defektov v jednotkách, mechanizmoch a odliatkoch rôznej zložitosti naváraním. 8. Poistiť vyhrievané valce a potrubia 9. Zváranie zložitých dielov a zostáv, zložité nástroje | ||
| Kyslíkovo-plynový povrch vo všetkých priestorových polohách | 1. Obsluha zváracích automatov na mechanizované naváranie oblúka. 2. Regulácia zváracích režimov pre mechanizované naváranie oblúka. 3. Plynové naváranie povrchov dielcov z rôznych kovov. 4. Vývoj techník odstraňovania defektov opracovaných dielov a zostáv naváraním pomocou plynového horáka. 5. Naváranie dielov a zostáv jednoduchých a stredne zložitých štruktúr tvrdými zliatinami. 6. Povrchové úpravy konštrukcií tvrdou zliatinou | ||
| Oblúkové automatické a poloautomatické naváranie | 1. Naváranie zložitých dielov a zostáv zložitých nástrojov. 2. Naváranie opotrebovaných jednoduchých nástrojov, dielov z uhlíkových ocelí. 3. Aplikácia technologických metód automatického a mechanizovaného odstraňovania porúch častí strojov, mechanizmov a konštrukcií. 4 Naváranie opotrebovaných jednoduchých nástrojov, dielov z legovaných ocelí 5 Naváranie opotrebovaných jednoduchých nástrojov, konštrukčných oceľových dielov. 6. Navarovanie | ||
| Povrchová úprava tvrdými zliatinami. | 1. Oboznámenie sa s technikami navárania. 2. Naváranie jednoduchých dielov a zostáv tvrdými zliatinami. 3. Naváranie zložitých dielov a zostáv tvrdými zliatinami. 4. Povrchová úprava práškovými zliatinami | ||
| Stredná certifikácia formou diferencovaného testu | |||
| PM 04. Detekcia zvarov a kontrola kvality zvarových spojov | |||
| Typy pracovných miest: 1. Po zváraní vykonajte čistenie švíkov. 2. Zisťovanie príčin porúch zvarov a spojov. 3. Prevencia a odstraňovanie rôznych druhov defektov vo zvaroch. 4. Vykonávanie vyrovnávania zložitých štruktúr za tepla. |
|||
| Klasifikácia porúch a dôvod ich vzniku. | 1. Čistenie švíkov po zváraní. 2. Chyby vo zvarových spojoch. deformácie pri zváraní. Príčiny defektu | ||
| Nedeštruktívne skúšanie zvarov | 1. Vizuálna kontrola kvality zvarového spoja. 2. Ultrazvukové skúšanie zvarov | ||
| Deštruktívne skúšanie zvarov | 1.Hydraulické riadenie zvarov 2 Rovnanie zváraných konštrukcií za tepla. | ||
| Stredná certifikácia formou diferencovaného testu |
Charakterizovať úroveň rozvoja vzdelávací materiál používa sa nasledujúci zápis:
2 - reprodukčné (výkon činností podľa predlohy, návodu alebo pod vedením);
3 - produktívne (plánovanie a samostatné vykonávanie činností, riešenie problematických úloh)
4. PODMIENKY REALIZÁCIE PRACOVNÉHO PROGRAMU STÁŽE
4.1. Minimálne logistické požiadavky
Realizácia pracovného programu školiacej praxe predpokladá prítomnosť podnikov a organizácií regiónu Penza, ktoré vykonávajú elektrické zváranie a zváranie plynom na základe priamych zmlúv s GBOU SPO PO „PMPC“.
Vybavenie podnikov alebo organizácií:
1. Vybavenie:
1. Po ručnom oblúkovom zváraní.
2. Príspevok na zváranie plynom.
3. Stĺpik pre poloautomatické zváranie v ochrannom plyne.
4. Zváracie stanice pre ručné oblúkové zváranie jednosmerným prúdom.
5. Zváracie stanice pre ručné oblúkové zváranie striedavým prúdom.
6. Zariadenia a prípravky na montáž a zváranie.
7. Elektródy na zváranie.
2. Nástroje a prípravky:
1. Súprava zámočníckeho a meracieho náradia.
2. Nástroj na ručné a mechanizované spracovanie kovov.
3. Sady kontrolných a meracích nástrojov na kontrolu rezných hrán.
4. Sady kontrolných a meracích nástrojov na kontrolu presnosti montáže.
5. Prístroje na zisťovanie tvrdosti kovov.
6. Montážne a zváracie prípravky.
7. Univerzálny a špeciálne zariadenia.
8. Testovací nástroj a šablóna.
9. zámočnícky nástroj elektrická zváračka.
10. Zariadenia na úpravu a rovnanie.
3. Učebné nástroje:
1. Technická dokumentácia pre rôzne druhy spracovania kovov.
2. Inštruktážny vestník o bezpečných pracovných podmienkach.
3. Technologická dokumentácia.
4. Prostriedky individuálnej a kolektívnej ochrany.
4.2. Všeobecné požiadavky na organizáciu vzdelávacieho procesu
Priemyselné školenie vykonávajú majstri a mentori priemyselného školenia v podniku odborného cyklu. Priemyselná príprava sa uskutočňuje koncentrovane.
4.3. Personálne zabezpečenie výchovno-vzdelávacieho procesu
Majstri priemyslovky, ktorí riadia výrobnú prax žiakov, musia mať kvalifikačnej kategórii podľa povolania 3-4, vyššie alebo stredné odborné vzdelanie v profile povolania absolvovať povinnú prax v špecializovaných organizáciách minimálne 1x za 3 roky.
5. MONITOROVANIE A HODNOTENIE VÝSLEDKOV PROGRAMU
TRÉNINGOVÁ PRAX
Kontrolu a hodnotenie výsledkov zvládnutia výchovno-vzdelávacej praxe vykonáva vedúci praxe v procese vedenia školení, samostatného plnenia zadania študentov a vykonávania praktických skúšobných prác. V dôsledku zvládnutia vzdelávacej praxe v rámci odborných modulov študenti absolvujú priebežnú certifikáciu formou diferencovaného testu.
| Výsledky vzdelávania (zručnosti získané v rámci VPA) | Formy a metódy sledovania a hodnotenia výsledkov vzdelávania |
| PC 1.1. Vykonávanie typických inštalatérskych operácií používaných pri príprave kovu na zváranie. | |
| PC 1.2 Príprava plynových fliaš, riadiace a komunikačné zariadenia na zváranie a rezanie. | |
| PC 1.3. Montáž výrobkov na zváranie. | Odborná recenziaštudentské aktivity |
| PC 1.4. Kontrola správnosti montáže. | Odborné hodnotenie činnosti študenta |
| PC 2.1. Vykonávať plynové zváranie stredného a zložitého zostavy, diely a potrubia z uhlíkových a konštrukčných ocelí a jednoduché diely z neželezných kovov a zliatin. | Odborné hodnotenie vykonaných prác |
| PC 2.2. Vykonávanie ručného oblúkového a plazmového zvárania stredne zložitých a zložitých častí aparátov, zostáv, konštrukcií a potrubí z konštrukčných a uhlíkových ocelí, liatiny, neželezných kovov a zliatin. | Odborné hodnotenie vykonaných prác |
| PC 2.3. Vykonávanie automatického a mechanizovaného zvárania pomocou plazmového horáka stredne zložitých a zložitých zariadení, zostáv, dielov, konštrukcií a potrubí z uhlíkových a konštrukčných ocelí. | Odborné hodnotenie vykonaných prác |
| PC 2.4. Vykonávanie kyslíkového, vzduchovo-plazmového rezania kovov priamočiarej a komplexnej konfigurácie. | Odborné hodnotenie vykonaných prác |
| PC 2.5. Čítanie plánov strednej zložitosti a zložitých zváraných kovových konštrukcií. | Odborné hodnotenie činnosti študenta |
| PC 2.6. Zabezpečovanie bezpečnosti zváračských prác na pracovisku v súlade s hygienicko-technickými požiadavkami a požiadavkami na ochranu práce. | Odborné hodnotenie činnosti študenta |
xn --j1ahfl.xn --p1ai
Pracovný program priemyselnej praxe
ŠTÁTNA ODBORNÁ VZDELÁVACIA INŠTITÚCIA
MOSKVA
"PRIEMYSLOVÁ A EKONOMICKÁ TECHNIKA"
Pracovný program
priemyselná prax
150709.02 Zvárač (elektrické zváranie a zváranie plynom).
Program stáží bol vypracovaný na základe Federálneho štátneho vzdelávacieho štandardu pre povolanie primárneho odborného vzdelávania (ďalej - NPO)
150709.02 Zvárač (elektrické zváranie a zváranie plynom).
PAS PROGRAMU STÁŽE
ŠTRUKTÚRA A OBSAH PROGRAMU
PROGRAMOVÉ PODMIENKY
KONTROLA A HODNOTENIE VÝSLEDKOV VÝVOJA
STÁŽ
1. PAS PROGRAMU STÁŽE
1.1.Rozsah programu
Program stáže je súčasťou hlavného odborného vzdelávacieho programu v súlade s federálnym štátnym vzdelávacím štandardom podľa povolania NPO 150709.02 Zvárač (elektrické a plynové zváranie).
Program stáže môže byť použitý ako doplnkový odborné vzdelanie(v zdokonaľovacích a rekvalifikačných programoch) a odborná príprava pracovníkov podľa povolania 150709.02 Zvárač (elektrické zváranie a zváranie plynom): s počiatočným stupňom vzdelania: stredné (úplné) všeobecné, odborné bez uvádzania požiadaviek na prax.
1.3 Ciele a zámery výrobnej praxe:
V dôsledku zvládnutia programu priemyselnej praxe by študent mal byť schopný:
Vykonávať rovnanie a ohýbanie, značenie, rezanie, mechanické rezanie, pilovanie kovov;
Pripravte plynové fľaše na prácu;
Vykonávať montáž výrobkov na zváranie v montážnych a zváracích prípravkoch a príchytkách;
Skontrolujte presnosť montáže.
V dôsledku zvládnutia programu by študent mal mať praktické skúsenosti:
Kontrola správnosti montáže.
Vykonávanie typických inštalatérskych operácií používaných pri zváraní;
Príprava valcov, riadiacich a komunikačných zariadení na zváranie a rezanie;
Montáž výrobkov na zváranie;
Kontrola správnosti montáže.
1.4. Počet hodín na vypracovanie programu priemyselnej praxe -216.
Vysvetľujúca poznámka
Tento program bol navrhnutý tak, aby poskytoval praktická pomoc majster priemyselného výcviku vo vykonávaní predmaturitného praktického vyučovania žiakov odborného učilišťa pre prípravu elektrických a plynových zváračov 3-4 kategórií. Program odporúča stáže v obchodoch podnikov, v stavebníctve av súkromných podnikoch zaoberajúcich sa vykonávaním elektrického a plynového zvárania.
Po nadobudnutí zručností potrebných na zvládnutie a absolvovanie programu sú študentom zadané konkrétne úlohy, ktoré im pomôžu pri dokončovaní skúšobných kvalifikačných prác. V súvislosti so zlepšovaním výrobných podmienok môžu byť vykonávané zmeny a doplnky programu praxe.
Smerovanie študentov k praxi je vypracované dohodou s podnikom, ktorá odráža načasovanie, podmienky na zaistenie bezpečnosti práce.
Na konci praxe sú študentom vystavené vlastnosti potvrdené pečaťou, ktoré označujú: plnenie výrobných noriem, schopnosť manipulovať s technologickými nástrojmi, zariadeniami a prípravkami, znalosť technologického postupu, odporúčanú kategóriu.
Študenti si zostavujú denník pracovnej praxe, v ktorom uvádzajú druhy vykonávaných prác, kategóriu, kvalitu práce. Na konci je uvedený dátum dokončenia práce, podpis zodpovednej osoby a potvrdené pečiatkou.
Študenti absolvujú prax na pracoviskách podnikov, kde budú podľa možnosti pracovať aj po skončení technickej školy.
Finančný čas na exkurziu 216 hodín počas 6 týždňov. študentov študijná skupina Podľa zmlúv sú rozdelené medzi podniky okresu, berúc do úvahy špecifiká profesie.
Spôsob práce študentov: práca pod vedením mentora alebo ako súčasť tímov v jednej alebo dvoch zmenách v súlade s režimom prevádzky v obchodoch alebo v prevádzkach podnikov.
Trvanie pracovného dňa študentov je určené Ústavou Ruskej federácie a právnymi predpismi o práci mladistvých. Pre študentov nad 18 rokov - 41 hodín týždenne, do 18 rokov - 36 hodín týždenne.
Absolventi, ktorí zvládli odbor, sú zaradení do tretej kategórie elektrický a plynový zvárač. Najlepší študenti môžu byť rozhodnutím štátnej skúšobnej komisie zaradení do štvrtej kategórie.
Prax riadi majster priemyselného výcviku za pomoci vysokokvalifikovaných pracovníkov. Kontrolu priebehu praxe vykonáva starší majster a zástupca riaditeľa školy pre výchovné a výrobné práce podľa harmonogramu kontroly.
Ciele a ciele
Účelom predmaturitnej praxe, ako záverečnej fázy vzdelávacieho procesu, je absolvovanie priemyselnej prípravy a príprava budúceho pracovníka na samostatnú výkonnú prácu v podniku.
Hlavné úlohy predgraduálnej pracovnej praxe: Adaptácia študentov na špecifické pracovné podmienky.
Výchova k uvedomelej disciplíne, súdružská vzájomná pomoc, úcta k tradíciám podniku a túžba ich rozširovať.
Konsolidácia a zlepšenie odborné znalosti, zručnosti a schopnosti vo vybranom povolaní.
Zhromažďovanie skúseností v samostatnom výkone práce elektrického a plynového zvárača 3-4 kategórií.
Študovať technická dokumentácia, nové výrobné technológie.
Získavanie zručností pre moderné vybavenie.
Vytváranie takých profesionálne hodnotných vlastností, ako je rýchlosť reakcie, presnosť, koordinácia akcií, pozorovanie.
Typy pracovných miest
Žiaci musia vykonávať prácu elektrického a plynového zvárača 3-4 kategórií.
Poučenie o bezpečnosti práce, štúdium pokynov o organizácii pracoviska a bezpečných pracovných metódach. Obhliadka pracoviska, kontrola dostupnosti a prevádzkyschopnosti nástrojov a zariadení, signalizačných a ochranných zariadení, protipožiarnych zariadení. Presné a presné zapisovanie do denníka.
Vykonávanie prác na pracovisku. Dodržiavanie prevádzkových parametrov, požiadaviek, technologického postupu. Periodická kontrola kvality výrobkov, prevádzky zariadení.
Dodržiavanie postupov pri poruchách zariadenia.
Štúdium a aplikácia pokročilých vysokovýkonných techník a metód práce, nástrojov, prípravkov, zariadení používaných pri zváraní.
Realizácia opatrení na čo najefektívnejšie využitie pracovného času, predchádzanie sobášom, hospodárne nakladanie s materiálmi.
Príprava pracoviska na dodávku. Plnenie povinností pre vzornú náplň pracoviska. Doručovanie na smeny. Vedenie denníkových záznamov.
Tematický plán
Názvy tém
Počet hodín
1. Úvodná hodina. Učebné ciele. Inštruktáž o organizácii pracoviska, štúdiu technologického postupu, dokumentácii. Bezpečné triky prácu na pracovisku.
2. Samostatný výkon práce so zložitosťou 3-4 číslic ručného oblúkového zvárania.
3. Samostatný výkon práce so zložitosťou 3-4 kategórií zvárania plynom.
4. Kontrola zváračských prác.
5. Štúdium a aplikácia progresívnych technológií a pokrokových techník a metód práce.
6. Skúšobná kvalifikačná práca a záverečné kvalifikačné skúšky.
Pri každom pohybe počas stáže je potrebné vykonať trojhodinovú bezpečnostnú inštruktáž na rozvoj a upevnenie automatických zručností pre bezchybné plnenie požiadaviek bezpečnosti práce (vzhľadom na čas na jednotlivé témy).
1. Inštruktáž o bezpečných pracovných podmienkach a oboznámenie sa s pracoviskom (6 hodín)2. Samostatné vykonávanie prác ručného oblúkového zvárania (150 h)1) Zváranie nosníkov a rámov - Obstarávacie operácie - Montáž dielov pre zváranie - Zváranie I-nosníky - Zváranie nosníkov skriňových profilov - Zváranie rámov2) Zváranie priehradových konštrukcií - Prípravné operácie - Montáž dielov na zváranie - Zváranie priehradových konštrukcií3) Zváranie potrubných konštrukcií - Prípravné operácie - Montáž dielov na zváranie - Zváranie potrubí4 ) Zváranie plášťových konštrukcií - Prípravné operácie - Montáž dielov na zváranie - Zváranie nádrží5) Naváranie a rezanie dielov - Naváranie dielov pre stroj. spracovanie - Manuálne oblúk rezanie- rezanie a úprava dielov z profilového kovoobrábania obrobkov z legovanej ocele4. Kontrola zváračských prác (36 h)3. Samostatný výkon plynových zváracích prác (30 hod.) - Zváranie tlmičov - Odstraňovanie defektov automobilových dielov naváraním - Odstraňovanie škrupín v odliatkoch - Zváranie nádrže na nehorľavé kvapaliny - Zváranie vzduchotechnických potrubí - Zváranie netlakové potrubia na vodu - Odstraňovanie defektov v armatúrach z bronzu a mosadze - Naváranie ocelí na chybných výkovkoch - Spájkovanie častí z kujného železa - Rezanie kyslíkom4. Kontrola zváračských prác (6 hodín)5. Učenie sa a aplikácia progresívnych technológií a pokročilých pracovných metód a techník (30 hodín) - Naučiť sa spôsoby zvýšenia produktivity - Zváranie trojfázovým oblúkom - Zváranie elektródou v ležiacej polohe - Zváranie s hlbokým prienikom6. Kvalifikačné skúšky (6 hodín)
vykonávanie typických zámočníckych operácií používaných pri príprave kovu na zváranie;
Príprava valcov, riadiacich a komunikačných zariadení na zváranie a rezanie;
Montáž výrobkov na zváranie;
Kontrola správnosti montáže.
ELEKTRICKÝ ZVÁRAČ
2. kategória
Mal by byť schopný:
1. Vykonávať ručné oblúkové a plazmové zváranie jednoduchých dielov, zostáv a konštrukcií z uhlíkových ocelí v spodných, zvislých polohách zvaru.
2. Naváranie jednoduchých nekritických častí.
3. Pred zváraním zohrejte diely a výrobky.
4. Vykonajte lepenie dielov a výrobkov a konštrukcií vo všetkých priestorových polohách zvaru.
Musí vedieť:
1. Princíp činnosti elektrických zváracích strojov a zariadení na oblúkové zváranie striedavým a jednosmerným prúdom.
2. Pravidlá údržby elektrických zváracích strojov.
3. Postup prípravy okrajov výrobkov na zváranie.
4. Druhy strihov.
5. Hlavné vlastnosti aplikovaných elektród, zváraného materiálu a zliatin.
6. Účel a podmienky používania prístrojovej techniky.
7. Príčiny porúch pri zváraní a spôsoby, ako im predchádzať.
8. Všeobecné informácie o zváraní v ochrannom plyne.
9. Zariadenie horákov na zváranie netaviteľnou elektródou v ochrannom plyne.
3. kategória
Mal by byť schopný:
1. Vykonávať ručné oblúkové a plazmové zváranie dielcov, komponentov a konštrukcií strednej zložitosti z uhlíkových ocelí a jednoduchých dielov ich konštrukčných ocelí, neželezných kovov a zliatin vo všetkých priestorových polohách zvaru okrem stropu.
2. Vykonávať ručné oblúkové rezanie kyslíkom, hobľovanie dielcov strednej zložitosti z nízkouhlíkových, legovaných, špeciálnych ocelí, liatiny a neželezných kovov v rôznych polohách.
3. Naváranie opotrebovaných jednoduchých nástrojov, dielov z uhlíkových a konštrukčných ocelí.
4. Dodržiavajte požiadavky bezpečnosti práce.
Musí vedieť:
1. Zariadenie používané pre elektrické zváracie stroje a zváracie stroje.
2. Požiadavky na zvar a povrchy po rezaní kyslíkom (hobľovanie).
3. Vlastnosti a význam elektródových povlakov.
4. Hlavné typy kontroly zvarov.
5. Metódy výberu akosti elektród v závislosti od tried ocele.
6. Príčiny vnútorných napätí a deformácií vo zváraných výrobkoch, opatrenia na ich predchádzanie.
7. Pravidlá organizácie práce na vašom pracovisku.
ELEKTRICKÝ PLYNOVÝ ZVÁRAČ
3. kategória
Mal by byť schopný:
1. Vykonávať ručné oblúkové, plazmové, plynové, automatické a poloautomatické zváranie jednoduchých dielov, zostáv a konštrukcií z konštrukčných ocelí, neželezných kovov a zliatin, ako aj dielcov strednej zložitosti vo všetkých polohách zvaru, okrem tzv. strop.
2. Vykonávať kyslíkovou plazmou priame a zakrivené rezanie kovu, jednoduchú a strednú zložitosť dielov z uhlíkových a legovaných ocelí, neželezných kovov a zliatin podľa ručného značenia na prenosných, stacionárnych a plazmových rezacích strojoch vo všetkých polohách zvaru.
3. Vykonávať ručné rezanie kyslíkom a rezanie benzínovými a petrolejovými rezacími zariadeniami na určené rozmery so separáciou neželezných kovových odpadov a konzerváciou alebo vyrezaním celkov a častí strojov.
4. Vykonávať ručné oblúkové vzduchové hobľovanie jednoduchých a stredne zložitých dielov z rôznych ocelí, liatiny, neželezných kovov a zliatin v rôznych polohách.
5. Povrchová úprava škrupín a trhlín v častiach, zostavách a odlivoch strednej zložitosti.
6. Vykonajte predbežný a sprievodný ohrev pri zváraní dielov v súlade s uvedeným režimom.
Musí vedieť:
1. Zariadenie servisovaných elektrických zváracích a plazmových rezacích strojov, plynové zváracie zariadenia, automaty, poloautomatické zariadenia, ako aj plazmový horák.
2. Požiadavka na zvarový šev a povrch po hobľovaní vzduchom.
3. Metódy výberu akosti elektród v závislosti od tried ocele.
4. Vlastnosti a hodnota povlakov elektród.
5. Štruktúra zvaru.
6. Pravidlá prípravy dielov a zostáv na zváranie a zváranie.
7. Pravidlá pre výber režimu vykurovania kovu v závislosti od jeho triedy a hrúbky.
8. Príčiny vnútorných napätí a deformácií vo zváraných výrobkoch, opatrenia na ich predchádzanie.
9. Základné technologické spôsoby zvárania a navárania dielov z rôznych ocelí, liatiny, neželezných kovov a zliatin, spôsob rezania a spotreba plynu pri kyslíkovom a plynoelektrickom rezaní.
4. kategória
Popis práce:
Ručné oblúkové a plynové zváranie stredne zložitých dielcov, zostáv, konštrukcií a potrubí z konštrukčných ocelí, liatiny, neželezných kovov a zliatin a zložitých častí zostáv, konštrukcií a potrubí z uhlíkových ocelí vo všetkých priestorových polohách zvaru.
Ručné kyslíkové plazmové a plynové priame a tvarové rezanie benzínovými a petrolejovými rezacími strojmi na prenosných, stacionárnych a plazmových rezacích strojoch v rôznych polohách zložitých dielov z rôznych ocelí, neželezných kovov a zliatin podľa označenia. Kyslíko-palivové rezanie dielov vyrobených z vysokochrómových a chrómniklových ocelí a liatiny. Rezanie lodných predmetov na hladine kyslíkom. Automatické a mechanizované zváranie stredne zložitých a zložitých zariadení, zostáv, potrubných konštrukcií z rôznych predmetov, liatiny, neželezných kovov a zliatin.
Ručné elektrické oblúkové hobľovanie zložitých a kritických dielov z rôznych ocelí, liatiny, neželezných kovov a zliatin v rôznych polohách. Zváranie liatinových konštrukcií. Naváranie defektov zložitých častí strojov, mechanizmov, konštrukcií a odliatkov na obrábanie a skúšobný tlak. Vyrovnávanie zložitých a kritických štruktúr za tepla. Čítanie výkresov zložitých zváraných kovových konštrukcií.
Musí vedieť:
Zariadenie rôznych zariadení na elektrické zváranie a rezanie plynom, automatické a poloautomatické zariadenia, vlastnosti zvárania a hobľovania elektrickým oblúkom na striedavý a jednosmerný prúd; základné zákony elektrotechniky v rozsahu vykonávanej práce; druhy defektov vo zvaroch a spôsoby ich prevencie a odstraňovania; základné informácie o zvárateľnosti kovov; mechanické vlastnosti zvárateľnosti kovov; zásady výberu spôsobu zvárania prístrojmi; značky a typy elektród; všeobecné informácie o spôsoboch získavania a skladovania najbežnejších plynov: acetylén, vodík, kyslík, propán-bután, používané pri zváraní plynom; proces rezania legovanej ocele plynom.
PLYNOVÝ ZVÁRAČ
2. kategória
Popis práce: plynové zváranie jednoduchých dielov, zostáv a konštrukcií ich uhlíkových ocelí v spodnej a vertikálnej polohe zvaru. Povrchová úprava jednoduchých nekritických častí. Odstránenie škrupín a prasklín nanášaním na povrch v jednoduchých odlivoch. Ohrev konštrukcií a dielov pri vyrovnávaní.
Bude poznať: princípy činnosti servisovaných plynových zváracích strojov, plynových generátorov, kyslíkových a acetylénových fliaš, redukčných zariadení a zváracích horákov; typy zváraných spojov a švov; príprava okrajov výrobkov na zváranie; typy sekcií a označenie zvarov na výkresoch; základné vlastnosti plynov a kvapalín používaných pri zváraní; prípustný zvyškový tlak plynu vo fľašiach; účel a značka tavív používaných pri zváraní; príčiny defektov pri zváraní; vlastnosti plynového plameňa.
3. kategória
Popis práce: plynové zváranie strednej zložitosti celkov, dielov a potrubí z uhlíkových a konštrukčných ocelí a jednoduchých dielov z neželezných kovov a zliatin vo všetkých priestorových polohách zvaru okrem stropných. Odstránenie škrupín a trhlín v častiach a zostavách strednej zložitosti naváraním. Návar jednoduchých častí. Predbežné a sprievodné zahrievanie pri zváraní dielov v súlade s uvedeným režimom.
Bude vedieť: zariadenie servisovaného a plynového zváracieho zariadenia; štruktúra zvarov a metódy ich skúšania; základné vlastnosti zváraných kovov; pravidlá prípravy častí a zostáv na zváranie a naváranie; pravidlá pre výber spôsobu ohrevu kovov v závislosti od stupňa jeho hrúbky; príčiny vnútorných napätí a deformácií vo zváraných výrobkoch a opatrenia na ich predchádzanie; základné technologické spôsoby zvárania a navárania dielov z ocele, neželezných kovov a liatiny.
ELEKTRICKÝ ZVÁRAČ NA AUTOMATICKÝCH A POLOAUTOMATICKÝCH STROJOCH
2. kategória
Popis práce: automatické a mechanizované zváranie jednoduchých zostáv, dielov a konštrukcií z uhlíkových a konštrukčných ocelí. Vykonávanie prác na údržbe zariadení pre automatické elektrotroskové zváranie a automaty špeciálnych konštrukcií pri zváraní konštrukcií pod vedením vysokokvalifikovaného elektrozvárača. Lepenie dielov, výrobkov, konštrukcií vo všetkých priestorových polohách poloautomatickými zariadeniami. Príprava kovu na zváranie. Narovnávanie defektov dielov a odliatkov. Čistenie dielov a výrobkov pre automatické a mechanizované zváranie. Montáž dielov a výrobkov do svietidiel. Plnenie elektródovým drôtom. Čítanie jednoduchých nákresov.
Musí vedieť: princíp činnosti aplikovaných elektrických zváracích strojov a poloautomatov; základné informácie o použitých zdrojoch energie; typy zváraných spojov a švov; typy drážok a označenie zvarov na výkresoch; pravidlá prípravy kovu na zváranie; hlavné vlastnosti aplikovaného elektródového drôtu, tavivá, ochranný plyn a zvárané kovy a zliatiny; účel a podmienky používania prístrojového vybavenia; všeobecné informácie o automatickom a mechanizovanom zváraní; príčiny deformácie kovov pri zváraní a spôsoby, ako tomu zabrániť.
3. kategória
Popis práce: automatické a mechanizované zváranie pomocou plazmového horáka vo všetkých priestorových polohách zvaru strednej zložitosti pre zariadenia, zostavy, diely, konštrukcie a potrubia z uhlíkových a konštrukčných ocelí. Naváranie jednoduchých a stredne zložitých dielov a zostáv. Automatické mikroplazmové zváranie. Údržba zariadení pre automatické elektrotroskové zváranie a automatické zváranie konštrukcií.
Mali by vedieť: zariadenie použitých zváracích strojov, poloautomatov, plazmových horákov a zdrojov energie; vlastnosti a účel zváracích materiálov; hlavné typy kontroly zváraných švov; výber zváracích materiálov; príčiny vnútorných napätí a deformácií vo zváraných výrobkoch a opatrenia na ich predchádzanie; nastavenie zváracích režimov podľa zadaných parametrov.
Stiahnuť vo formáte doc: Nemôžete sťahovať súbory z nášho servera