La tendencia a la depreciación es inherente a muchos tipos de bienes contabilizados en la empresa, incluidos los activos fijos. Sobre cuáles son los tipos de depreciación de activos fijos y cómo determinarla, se tratará en la publicación.
El concepto y tipos de depreciación de activos fijos de producción (OPF)
OPF: activos diseñados para operar en producción durante mucho tiempo (más de 1 año) y se desgastan en el curso del trabajo.
Se considera depreciación la pérdida paulatina de las cualidades de consumo de un objeto y, en consecuencia, de su valor. Sucede de diferentes maneras. Algunos objetos se desgastan debido a la obsolescencia y el deterioro de los materiales constituyentes, el desgaste mecánico, la fatiga del metal bajo la influencia de los procesos de producción, los fenómenos naturales y otros factores, mientras que otros, debido a la pérdida de conveniencia de uso y una disminución de la eficiencia económica en uso. . Y a medida que se desgastan activos de producción por completo diferentes razones, luego clasifican este fenómeno de acuerdo a ellos.
Con base en los criterios anteriores, los tipos de depreciación de los activos fijos incluyen la depreciación física y moral.
Obsolescencia de activos fijos
La obsolescencia de los activos fijos se encuentra en la depreciación de los activos fijos, como consecuencia de la aparición de innovaciones técnicas, a veces mucho antes del final de los JFS. Distinguen la obsolescencia del 1 y 2 orden.
La primera categoría incluye la depreciación causada por un aumento en la productividad laboral en las industrias que producen OF. Este proceso conduce a una reducción en el costo de los objetos fabricados que ya tienen una mayor competitividad debido a los precios más bajos.
La obsolescencia de los activos fijos de segundo orden se produce como resultado de la creación de los activos fijos más rentables, la aparición de nuevas instalaciones que aumentan la productividad de la producción.
La obsolescencia puede ser parcial o total. Se reconoce la depreciación parcial, que es una pérdida compartida del valor de consumo del objeto. Dependiendo de las especificidades de la producción, es posible evitar la obsolescencia parcial de un objeto usándolo en otras operaciones donde la eficiencia será mayor.
La obsolescencia completa es la depreciación completa del objeto. En tales casos, su uso en la producción deja de ser rentable.
Depreciación física de activos fijos
El deterioro físico del SO supone la pérdida de valor de uso. Distinguir entre desgaste productivo e improductivo. Productivo se caracteriza por la pérdida de valor, que es el resultado de la operación, el desgaste improductivo es un atributo invariable de los objetos que se encuentran en conservación por diversas razones, como la imposibilidad de uso, el envejecimiento natural, etc.
El deterioro físico puede ser completo o parcial. En su totalidad, los elementos del sistema operativo se reemplazan por nuevos activos a medida que la vida útil ha expirado y el costo del sistema operativo ha pasado por completo al precio de los productos que se lanzan. Un ejemplo es la construcción de capital, cuando un edificio erigido reemplaza a uno desgastado. La depreciación física parcial implica la posibilidad de continuar la explotación del objeto, realizando trabajos de reparación, reconstrucción, en su caso, o la ejecución de trabajos de tasación para determinar el porcentaje de depreciación del objeto y establecer la posibilidad de su explotación o venta.
Métodos de cálculo de desgaste
El grado de desgaste físico de los activos fijos depende de factores como la intensidad y la duración de la operación, las características de los diseños de los sistemas operativos y las circunstancias del trabajo. Consideraremos métodos para calcular la depreciación de los edificios, ya que en la mayoría de los casos requieren una evaluación profesional.
En la literatura especial sobre evaluación, se describen 5 métodos para calcular el deterioro físico de los edificios. Estos son los métodos:
- compensación de costos;
- edad cronológica;
- edad efectiva;
- experto;
- averías.
Considere las características de cada uno de ellos.
- La compensación de costos consiste en equiparar el monto de la depreciación al costo de su eliminación, lo cual es una excelente justificación del monto de la depreciación. La desventaja del método es su laboriosidad de cálculos, especialmente para grandes edificios.
- Con el método de cálculo cronológico se utiliza la fórmula:
Y físico \u003d B x / B ss x 100, donde B x es la edad del objeto, de hecho, B ss es la vida útil del edificio según el estándar.
Calculemos el deterioro físico del edificio, ejemplo:
Determinemos la depreciación de un edificio que ha servido 750 meses con una vida útil estándar de 1200 meses.
Y físico \u003d 750 / 1200 x 100 \u003d 62,5%
La ventaja del método es la simplicidad del cálculo, pero no tiene en cuenta las reparaciones y reemplazos que tuvieron lugar durante la operación, lo que a menudo sucede en la práctica. Por lo tanto, este método se considera efectivo para calcular la depreciación en los primeros años de operación del SO, si el edificio tiene más de 10 años, no debe usarlo;
- El cálculo por el método de la edad efectiva tiene 3 variantes:
Y físico \u003d V e / V ss x 100%, donde V e es la edad efectiva del objeto, es decir, el experto evalúa la estructura por apariencia.
Y físico \u003d (V ss - V ost) / V ss x 100%
Y físico \u003d (1 - B st / V ss) x 100%, donde B st - la vida restante del edificio.
Sustituyendo los datos iniciales del ejemplo anterior en las fórmulas y sumando la estimación del experto de 720 meses, obtenemos los valores:
Y físico \u003d 720 / 1200 x 100 \u003d 60%
Y físico \u003d (1200 - 450) / 1200 x 100 \u003d 62,5%
Y físico \u003d (1 - 450 / 1200) x 100 \u003d 62,5%
La desventaja del método es la imposibilidad de una fuerte justificación de la edad efectiva de la estructura. Hay un gran error de cálculo (esto se puede ver en la primera fórmula).
- El método experto se basa en la escala de calificación para la depreciación, propuesta en las "Reglas para evaluar la depreciación física de los edificios residenciales" VSN 53-86r. Su valor está determinado por el daño externo a los elementos. Este método es utilizado por los empleados de BTI al emitir certificados de registro. El desgaste está determinado por la fórmula:
Y físico \u003d ∑ (I k x HC k) x 100%, donde I k es la cantidad de desgaste de un determinado elemento en el edificio, calculado de acuerdo con las reglas de VSN 53-86r, UV k es la gravedad específica de este elemento en el edificio.
El NPA especificado describe en detalle la metodología experta, solo presentamos el principio de cálculo. El método experto es el más utilizado.
- El método de desglose propone el establecimiento de la depreciación física como un todo sumando los valores de depreciación para grupos individuales, expresados en:
- Desgaste corregible (reparación diferida);
- Desgaste irreparable de elementos de corta duración (es decir, reemplazados repetidamente durante la operación);
- Desgaste irreparable de elementos de larga duración (recuperación que sólo es posible con la revisión del edificio).
En diferentes etapas de determinación del desgaste, se pueden usar todos los métodos anteriores para calcular el desgaste físico.
1. La esencia del fenómeno del desgaste.
Toda la vida equipo industrial está determinado por el desgaste de sus partes: un cambio en el tamaño, la forma, la masa o el estado de sus superficies debido al desgaste, es decir, la deformación residual de las cargas permanentes o debido a la destrucción de la capa superficial durante la fricción.
La cantidad de desgaste se caracteriza por unidades establecidas de longitud, volumen, masa, etc. El desgaste se determina cambiando los espacios entre las superficies de contacto de las piezas, la aparición de fugas en los sellos, reduciendo la precisión del procesamiento del producto, etc. Desgaste puede ser normal y de emergencia. Normal, o natural, es el desgaste que ocurre durante el funcionamiento correcto pero prolongado de la máquina, es decir, como resultado del uso de un recurso dado de su trabajo.
El desgaste de emergencia (o progresivo) se llama, que se produce en poco tiempo y alcanza tales dimensiones que el funcionamiento posterior de la máquina se vuelve imposible.
2. Tipos y naturaleza del desgaste de las piezas.
Los tipos de desgaste se distinguen según especies existentes tener puesto:
Mecánico;
Abrasivo;
fatiga;
corrosivo, etc
Desgaste mecánico es el resultado de la acción de las fuerzas de rozamiento al deslizar una pieza sobre otra. Con este tipo de desgaste, se produce abrasión (corte) de la capa superficial del metal y distorsión de las dimensiones geométricas de las partes de trabajo conjuntas. El desgaste de este tipo ocurre con mayor frecuencia durante la operación de interfaces comunes de piezas como un eje, un cojinete, una cama, una mesa, un pistón, un cilindro, etc.
El grado y la naturaleza del desgaste mecánico de las piezas depende de muchos factores:
Propiedades físicas y mecánicas de las capas superiores del metal;
Condiciones de trabajo y la naturaleza de la interacción de las superficies de contacto;
Presión;
Velocidad relativa de movimiento;
Condiciones de lubricación; aspereza, etc
El efecto más destructivo en las piezas es el desgaste abrasivo, que ocurre cuando las superficies de fricción se contaminan con pequeñas partículas abrasivas y metálicas. Típicamente, dichas partículas caen sobre las superficies de fricción durante el procesamiento de palanquillas fundidas en una máquina.
El desgaste mecánico también puede ser causado por un mal mantenimiento del equipo, como irregularidades en el suministro de la lubricación, reparaciones de mala calidad e incumplimiento de sus plazos, sobrecarga de energía, etc.
desgaste por fatiga es el resultado de cargas variables que actúan sobre la pieza, provocando la fatiga del material de la pieza y su destrucción. Los ejes, resortes y otras partes se destruyen debido a la fatiga del material en la sección transversal. Para evitar fallas por fatiga, es importante elegir la forma correcta de la sección transversal de una pieza recién fabricada o reparada: no debe tener transiciones bruscas de un tamaño a otro. La superficie de trabajo elimina la presencia de arañazos y arañazos, que son concentrados de estrés.
Desgaste corrosivo es el resultado del desgaste de partes de máquinas e instalaciones que están bajo la influencia directa del agua, aire, productos químicos, fluctuaciones de temperatura.
Bajo la influencia de la corrosión, se forman corrosiones profundas en las piezas, la superficie se vuelve esponjosa y pierde resistencia mecánica.
Normalmente, el desgaste por corrosión va acompañado de desgaste mecánico debido al acoplamiento de una pieza con otra. En este caso, se produce la llamada corrosión mecánica, es decir, desgaste complejo.
El desgaste por agarrotamiento se produce como resultado de la adherencia ("agarrotamiento") de una superficie a otra. Este fenómeno se observa con una lubricación insuficiente, así como con una presión significativa, en la que dos superficies de contacto se acercan entre sí con tanta fuerza que las fuerzas moleculares comienzan a actuar entre ellas, lo que lleva a su agarrotamiento.
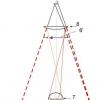
La naturaleza del desgaste mecánico de las piezas. El desgaste mecánico de las piezas del equipo puede ser completo si se
la superficie de la pieza, o local, si alguna parte de la misma está dañada (Fig. 1).
Como resultado del desgaste de las guías de las máquinas herramienta, se viola su planitud, rectitud y paralelismo debido a la acción de cargas desiguales sobre la superficie de deslizamiento. Por ejemplo, las guías rectilíneas 2 de la máquina (Fig. 1, a) bajo la influencia de grandes cargas locales se vuelven cóncavas en la parte media (desgaste local), y las guías cortas 1 de la mesa acoplada con ellas se vuelven convexas.
En rodamientos por diversas razones (Fig. 2, a-d)

las superficies de trabajo están sujetas a desgaste: aparecen marcas de viruela, se observa descamación de las superficies de las cintas de correr y las pelotas. Bajo la acción de cargas dinámicas, se produce su rotura por fatiga; bajo la influencia de ajustes excesivamente apretados de los cojinetes en el eje y en la carcasa, las bolas y los rodillos quedan atrapados entre los anillos, como resultado de lo cual son posibles las distorsiones de los anillos durante la instalación y otras consecuencias indeseables.
Las diferentes superficies de deslizamiento también están sujetas a patrones de desgaste característicos (Fig. 3).

Durante el funcionamiento de los engranajes, debido a la fatiga por contacto del material de las superficies de trabajo de los dientes y bajo la acción de las tensiones tangenciales, se produce el astillamiento de las superficies de trabajo, lo que lleva a la formación de picaduras en la superficie de fricción (Fig. 3, a).
La destrucción de las superficies de trabajo de los dientes debido a un astillado intenso (Fig. 3, b) a menudo se denomina descamación (hay una separación de la superficie de fricción del material en forma de escamas).
En la fig. 3c muestra una superficie dañada por la corrosión. La superficie del anillo de polvo de hierro fundido (Fig. 3, d) está dañada debido al desgaste por erosión, que ocurre cuando el pistón se mueve en el cilindro en relación con el líquido; las burbujas de gas en el líquido estallan cerca de la superficie del pistón, lo que crea un aumento local de la presión o la temperatura y provoca el desgaste de las piezas.
3. Signos de desgaste.
El desgaste de la máquina o de las piezas de la máquina se puede juzgar por la naturaleza de su trabajo. En máquinas con cigüeñales con bielas (motores de combustión interna y máquinas de vapor, compresores, prensas excéntricas, bombas, etc.), la aparición del desgaste viene determinada por un golpe sordo en los puntos de unión (más fuerte cuanto mayor es el tener puesto).
El ruido en los engranajes es un signo de desgaste del perfil de los dientes. Se sienten golpes sordos y agudos cada vez que se cambia la dirección de rotación o el movimiento rectilíneo en casos de desgaste de partes de juntas estriadas y estriadas.
Los rastros de aplastamiento en el rodillo giratorio instalado en el orificio cónico del husillo indican un aumento en el espacio entre los cuellos del husillo y sus cojinetes debido a su desgaste. Si se procesa el torno la pieza de trabajo resulta cónica, lo que significa que los cojinetes del husillo (principalmente el frente) y las guías de la cama están desgastados. Un aumento en la holgura de las manijas fijadas en los tornillos en exceso de lo permitido es evidencia del desgaste de las roscas de los tornillos y tuercas.
El desgaste de las piezas de la máquina a menudo se juzga por los arañazos, ranuras y muescas que aparecen en ellas, así como por un cambio en su forma. En algunos casos, la verificación se realiza con un martillo: un sonido de traqueteo al golpear una pieza con un martillo indica la presencia de grietas significativas en ella.
El funcionamiento de las unidades de montaje con rodamientos puede juzgarse por la naturaleza del ruido que emiten. Lo mejor es realizar tal verificación con un dispositivo especial: estetoscopio.
El funcionamiento del cojinete también se puede comprobar mediante calentamiento, que se determina mediante el tacto con la parte externa de la mano, que soporta sin dolor temperaturas de hasta 60 °C.
Un giro apretado del eje indica una falta de alineación entre este y el rodamiento, o un ajuste demasiado apretado del rodamiento en el eje o en el alojamiento, etc.
4. Métodos de detección de defectos y restauración de piezas.
La mayoría de los defectos mecánicos grandes y medianos se detectan durante el examen externo. Para detectar pequeñas grietas, se pueden utilizar varios métodos de detección de fallas. Los métodos capilares más simples. Si, por ejemplo, una pieza se sumerge en queroseno durante 15-30 minutos, si hay grietas, el líquido penetra en ellas. Después de frotar a fondo, las superficies de la pieza se cubren con una fina capa de tiza; la tiza absorbe el queroseno de las grietas, lo que hace que aparezcan rayas oscuras en la superficie, lo que indica la ubicación del defecto.
Para una detección más precisa de grietas, se utilizan líquidos que brillan cuando se irradian con rayos ultravioleta (método luminiscente capilar). Dicho líquido es, por ejemplo, una mezcla de 5 partes de queroseno, 2,5 partes de aceite de transformador y 2,5 partes de gasolina. El artículo se sumerge durante 10-15 minutos en un líquido, luego se lava y se seca, después de lo cual se irradia con rayos ultravioleta (lámpara de mercurio-cuarzo). En lugares de grietas, aparece un brillo verde claro.
Las grietas también se detectan mediante métodos de detección de fallas magnéticas. La pieza se magnetiza y se humedece con una suspensión magnética (polvo de óxido de hierro mezclado con aceite, queroseno o una solución de agua y jabón). En lugares de grietas, se forman acumulaciones de polvo (Fig. 4, a).

Las grietas longitudinales se detectan cuando las líneas magnéticas pasan a lo largo de la circunferencia de la pieza (Fig. 4, b) y las grietas transversales, durante la magnetización longitudinal (Fig. 4, c).
Los defectos ubicados en el interior del material se detectan por método fluoroscópico. Los rayos X, al atravesar la pieza que se está comprobando, caen sobre una película sensible, en la que los vacíos aparecen como puntos más oscuros y las densas inclusiones extrañas como puntos más claros.
Actualmente, el método ultrasónico para detectar grietas y otros defectos ocultos. Se aplica una sonda ultrasónica a la parte en estudio, cuya parte principal es un cristal generador de oscilaciones mecánicas de alta frecuencia (0.5-10 MHz). Estas vibraciones, que atraviesan el material de la pieza, se reflejan en los límites internos (grietas internas, superficies de fractura, cavidades, etc.) y vuelven a caer en la sonda. El dispositivo registra el tiempo de retardo de las ondas reflejadas con respecto a las emitidas. Cuanto mayor sea este tiempo, mayor será la profundidad a la que se encuentra el defecto.
La restauración de piezas y mecanismos de máquinas herramienta se lleva a cabo mediante los siguientes métodos. Mecanizado - método de tamaño de reparación- utilizado para restaurar la precisión de las guías de la máquina herramienta, orificios desgastados o cuellos de varias piezas, roscas de tornillos de avance, etc.
La reparación se llama el tamaño., hasta el cual se procesa la superficie desgastada al restaurar la pieza. Hay tallas libres y reguladas.
Piezas fijas de soldadura con torceduras, grietas, astillas.
El recargue es un tipo de soldadura y consiste en que se deposita un material de relleno en la zona desgastada, que es más resistente al desgaste que el material de la parte principal.
El método de restauración de piezas de hierro fundido mediante soldadura: soldadura con alambre de latón y varillas de aleaciones de cobre y estaño se ha generalizado. Este método no requiere calentar los bordes a soldar hasta la fusión, sino solo hasta la temperatura de fusión de la soldadura.
La metalización consiste en fundir el metal y rociarlo con un chorro de aire comprimido en pequeñas partículas, que se incrustan en las irregularidades de la superficie, adhiriéndose a ellas. Se puede aumentar una capa de 0,03 a 10 mm y más por metalización.
Las instalaciones de metalización pueden ser de gas (el metal se derrite en la llama de un quemador de gas) y de arco (cuyo diagrama se muestra en la Fig. 5).

El cromado es un proceso de restauración de la superficie desgastada de una pieza por deposición electrolítica de cromo (Fig. 6), espesor de cromado de hasta 0,1 mm.

Toda la variedad de métodos de reparación se presenta claramente en la Fig.7.

5. Modernización de máquinas.
Durante una revisión importante, es deseable modernizar las máquinas, teniendo en cuenta las condiciones de funcionamiento y los últimos logros de la ciencia y la tecnología.
Bajo la modernización de las máquinas herramienta. comprender la introducción de cambios parciales y mejoras en el diseño para aumentar su nivel técnico al nivel de los modelos modernos de un propósito similar (modernización técnica general) o para resolver problemas tecnológicos específicos de producción mediante la adaptación de equipos para un mejor desempeño de un determinado tipo del trabajo (modernización tecnológica). Como resultado de la modernización, aumenta la productividad del equipo, disminuyen los costos operativos, disminuyen los rechazos y, en algunos casos, aumenta la duración del período de revisión.
El diagrama que se muestra en la Figura 8 da una idea de las principales direcciones de modernización de las máquinas para corte de metales.

LEKITSIA No. 6.
1. Diagnóstico técnico de equipos.
Diagnósticos técnicos (TD)- un elemento del Sistema PPR que le permite estudiar y establecer signos de mal funcionamiento (operabilidad) del equipo, establecer métodos y medios por los cuales se da una conclusión (diagnóstico) sobre la presencia (ausencia) de mal funcionamiento (defectos). Actuando sobre la base del estudio de la dinámica de los cambios en los indicadores del estado técnico del equipo, el TD resuelve los problemas de previsión (previsión) del recurso residual y el funcionamiento sin fallas del equipo durante un cierto período de tiempo.
El diagnóstico técnico parte de la posición de que cualquier equipo o su componente puede estar en dos estados: reparable y defectuoso. El equipo reparable está siempre operativo, cumple con todos los requisitos de las especificaciones técnicas establecidas por el fabricante. El equipo defectuoso (defectuoso) puede estar tanto operativo como inoperable, es decir, en un estado de falla. Las fallas son el resultado del desgaste o desalineación de los nodos.
El diagnóstico técnico tiene como objetivo principal encontrar y analizar las causas internas de falla. Las causas externas se determinan visualmente, utilizando una herramienta de medición, dispositivos simples.
La peculiaridad de TD es que mide y determina condición técnica equipo y sus componentes durante la operación, dirige sus esfuerzos a la búsqueda de defectos. Conociendo el estado técnico de las partes individuales del equipo en el momento del diagnóstico y la magnitud del defecto, en el que se ve afectado su rendimiento, es posible predecir el período de funcionamiento sin fallas del equipo hasta la próxima reparación programada, previstas por las normas de frecuencia del Sistema PPR.
Los estándares de periodicidad establecidos en la base del PPR son valores promedio experimentales. Pero Cualquier valor promedio tiene su propio inconveniente importante: incluso si hay una serie de coeficientes aclaratorios, no brindan una evaluación objetiva completa de la condición técnica del equipo y la necesidad de reparaciones programadas. Casi siempre hay dos opciones adicionales: el recurso residual del equipo está lejos de agotarse, el recurso residual no proporciona un funcionamiento sin problemas hasta la próxima reparación programada. Ambas opciones no proporcionan el requisito. ley Federal No. 57-FZ sobre el establecimiento de la vida útil de los activos fijos mediante la evaluación objetiva de la necesidad de repararlos o desmantelarlos para que no sigan funcionando.
Un método objetivo para evaluar la necesidad de equipos para reparación es el control constante o periódico del estado técnico de la instalación con reparaciones solo en el caso de que el desgaste de las piezas y los conjuntos haya alcanzado un valor límite que no garantiza seguridad, sin problemas. y operación económica del equipo. Tal control se puede lograr por medio de TD, y el método en sí mismo se convierte en una parte integral del Sistema PPR (control).
Otra tarea de TD es predecir la vida residual del equipo y establecer el período de su funcionamiento sin fallas sin reparación (especialmente capital), es decir, ajustando la estructura del ciclo de reparación.
El diagnóstico técnico resuelve con éxito estos problemas con cualquier estrategia de reparación, especialmente una estrategia basada en la condición técnica del equipo.
El principio fundamental del diagnóstico es la comparación del valor regulado. parámetro de rendimiento o parámetro de la condición técnica del equipo con el uso real de herramientas de diagnóstico. En adelante, según GOST 19919-74, se entiende por parámetro una característica de un equipo que refleja el valor físico de su funcionamiento o condición técnica.
Los objetivos del DT son:
Control de los parámetros de funcionamiento, es decir, el curso del proceso tecnológico, con el fin de optimizarlo;
Supervisar los parámetros de la condición técnica del equipo que cambian durante la operación, comparando sus valores reales con los valores límite y determinando la necesidad de mantenimiento y reparación;
Pronosticar el recurso (vida útil) de equipos, ensamblajes y ensamblajes para reemplazarlos o llevarlos a reparar.
2. Requisitos para equipos transferidos para diagnósticos técnicos.
De acuerdo con GOST 26656-85 y GOST 2.103-68, al transferir equipos a una estrategia de reparación basada en condiciones técnicas, primero se resuelve el problema de su idoneidad para instalar medios TD en él.
La adaptabilidad del equipo en operación al TD se juzga por el cumplimiento de los indicadores de confiabilidad y la disponibilidad de lugares para instalar equipos de diagnóstico (sensores, instrumentos, diagramas de cableado).
A continuación, se determina una lista de equipos sujetos a TD por el grado de su influencia en los indicadores de capacidad (producción) de producción para la producción de productos, así como sobre la base de los resultados de la identificación de "cuellos de botella" en términos de confiabilidad. en los procesos tecnológicos. Este equipo suele ser mayores requisitos fiabilidad.
De acuerdo con GOST 27518-87, el diseño del equipo debe adaptarse para TD.
Para garantizar la idoneidad del equipo para TD, su diseño debe prever:
Posibilidad de acceso a los puntos de control mediante la apertura de cubiertas y escotillas tecnológicas;
Disponibilidad de bases de instalación (plataformas) para instalación de vibrómetros;
Posibilidad de conexión y colocación en sistemas líquidos cerrados de medios TD (manómetros, caudalímetros, hidrotesters en sistemas líquidos) y su conexión a puntos de control;
Posibilidad de conexión y desconexión múltiple de medios TD sin dañar los dispositivos de interfaz y el propio equipo como resultado de fugas, contaminación, entrada de objetos extraños en las cavidades internas, etc.
La lista de obras para asegurar la adaptabilidad de los equipos a la DT se encuentra en los términos de referencia para la modernización de los equipos transferidos a la DT.
Después de determinar la lista de equipos transferidos para reparación de acuerdo con su condición técnica, se prepara la documentación técnica ejecutiva para el desarrollo e implementación de herramientas TD y las actualizaciones de equipos necesarias. Lista y orden de desarrollo documentación ejecutiva se dan en la tabla. 1.

3. Elección de parámetros de diagnóstico y métodos de diagnóstico técnico.
En primer lugar, se determinan parámetros que son objeto de un seguimiento constante o periódico para comprobar el algoritmo de funcionamiento y asegurar modos de funcionamiento óptimos (estado técnico) del equipo.
Para todas las unidades y unidades de equipo, se compila una lista posibles fallas. Preliminarmente, se recopilan datos sobre fallas de equipos equipados con instalaciones TD o sus análogos. Se analiza el mecanismo de ocurrencia y desarrollo de cada falla y se delinean parámetros de diagnóstico, cuyo control, el mantenimiento programado y las reparaciones en curso pueden prevenir la falla. Se recomienda realizar el análisis de fallas en la forma presentada en la Tabla. 2.

Para todas las fallas, se describen los parámetros de diagnóstico, cuyo control ayudará a encontrar rápidamente la causa de la falla y el método TD (consulte la Tabla 3).


Se determina la gama de piezas cuyo desgaste lleva a la falla.
En la práctica, los signos de diagnóstico (parámetros) se han generalizado, que se pueden dividir en tres grupos:
1) Opciones de flujo de trabajo
(dinámica de cambios de presión, esfuerzo, energía), caracterizando directamente el estado técnico del equipo;
2) Parámetros de procesos o fenómenos acompañantes
(campo térmico, ruido, vibración, etc.), que indirectamente caracterizan la condición técnica;
3) Parámetros estructurales
(holguras en interfaces, desgaste de piezas, etc.), que caracterizan directamente el estado de los elementos estructurales del equipo.
Se está estudiando la posibilidad de reducir el número de parámetros controlados mediante el uso de parámetros generalizados (complejos).
Por conveniencia y claridad de los métodos y medios de TD, se desarrollan diagramas funcionales para monitorear los parámetros de los procesos tecnológicos y la condición técnica del equipo.
Al elegir los métodos TD, se tienen en cuenta los siguientes criterios principales para evaluar su calidad:
Eficiencia económica del proceso de DT;
Confiabilidad de TD;
Disponibilidad de sensores y dispositivos fabricados;
Universalidad de métodos y medios de DT.
Con base en los resultados del análisis de fallas de equipos, se desarrollan medidas para mejorar la confiabilidad de los equipos, incluido el desarrollo de herramientas TD.
4. Medios de diagnóstico técnico.
Por ejecución, los fondos se dividen en:
- externo- no ser parte integrante del objeto del diagnóstico;
- incorporado- con un sistema de transductores de medida (sensores) de señales de entrada, fabricados en diseño general con equipo de diagnóstico como su parte integral.
Los medios externos de TD se dividen en: estacionario, móvil Y portátil.
Si se toma la decisión de diagnosticar el equipo por medios externos, entonces debe proporcionar puntos de control, y en el manual de operación de las herramientas TD, es necesario indicar su ubicación y describir la tecnología de control.
Las herramientas TD integradas controlan parámetros cuyos valores van más allá de los valores normativos (límites) emergencia y a menudo no se puede predecir de antemano durante los períodos Mantenimiento.
Según el grado de automatización del proceso de control, las herramientas TD se dividen en control automático, manual (no automático) y automático-manual.
Las posibilidades de automatizar los diagnósticos se amplían enormemente con el uso de la tecnología informática moderna.
Al crear herramientas TD para equipos tecnológicos, se pueden usar varios convertidores (sensores) de cantidades no eléctricas en señales eléctricas, convertidores analógicos a digitales de señales analógicas en valores equivalentes de un código digital, subsistemas sensoriales de visión.
Se recomienda imponer los siguientes requisitos a los diseños y tipos de convertidores utilizados para las instalaciones de TD:
Tamaño reducido y sencillez de diseños;
Adaptabilidad para la colocación en lugares con una cantidad limitada de colocación de equipos;
Posibilidad de instalación y remoción repetida de sensores con mínima intensidad de mano de obra y sin instalación de equipos;
Cumplimiento de las características metrológicas de los sensores con las características de información de los parámetros de diagnóstico;
Alta confiabilidad e inmunidad al ruido, incluida la capacidad de operar en condiciones de interferencia electromagnética, fluctuaciones de voltaje y frecuencia de energía;
Resistencia a influencias mecánicas (choques, vibraciones) ya cambios en los parámetros ambientales (temperatura, presión, humedad);
Facilidad de regulación y mantenimiento.
La etapa final en la creación e implementación de herramientas TD es el desarrollo de la documentación.
Documentación de diseño operativo;
Documentación tecnológica;
Documentación para la organización de diagnósticos.
Además de la documentación operativa, tecnológica y organizativa, se desarrollan programas para pronosticar el recurso residual y previsto para cada objeto transferido.
CONFERENCIA №7.
1. Principios del servicio moderno.
Hay una serie de normas generalmente aceptadas, cuya observancia advierte contra errores:
· Oferta obligatoria. A escala global, las empresas que producen bienes de alta calidad, pero que les brindan servicios relacionados de manera deficiente, se encuentran en una gran desventaja.
· Uso opcional. La firma no debe imponer el servicio al cliente.
elasticidad del servicio. El paquete de actividades de servicio de la empresa puede ser bastante amplio: desde el mínimo requerido hasta el más apropiado.
Conveniencia del servicio. El servicio debe presentarse en un lugar, en un momento y en una forma que convenga al comprador.
Adecuación técnica del servicio.
Las empresas modernas están cada vez más equipadas con la última tecnología, lo que complica enormemente la tecnología de fabricación real de los productos. Y si el nivel técnico de los equipos y la tecnología del servicio no es adecuado al nivel de producción, entonces es difícil contar con la calidad de servicio necesaria.
· Información de devolución del servicio. La dirección de la empresa debe escuchar la información que el departamento de servicio pueda dar sobre la operación de los bienes, sobre las valoraciones y opiniones de los clientes, el comportamiento y métodos de servicio de los competidores, etc.
Razonable Política de precios. El servicio no debe ser tanto una fuente de ganancias adicionales, sino un incentivo para comprar los productos de la empresa y una herramienta para fortalecer la confianza del cliente.
· Conformidad garantizada de la producción al servicio. Un fabricante que trate concienzudamente al consumidor medirá estricta y rigurosamente su capacidad de producción con las capacidades del servicio y nunca pondrá al cliente en las condiciones de "sírvase usted mismo".
2. Las principales tareas del sistema de servicio.
En general, las principales tareas en el servicio son:
Asesorar a los compradores potenciales antes de adquirir los productos de la empresa, permitiéndoles tomar una decisión informada.
Capacitación del personal del comprador o de él mismo para la operación más eficiente y segura del equipo adquirido.
Transferencia de lo necesario documentación técnica.
Preparación preventa del producto con el fin de evitar la más mínima posibilidad de falla en su funcionamiento durante la demostración a un potencial comprador.
Entrega del producto a su lugar de uso de tal manera que se minimice la posibilidad de daño durante el transporte.
Poner el equipo en condiciones de funcionamiento en el lugar de operación (instalación, instalación) y demostrarlo al comprador en acción.
Garantizar la completa disponibilidad del producto para su funcionamiento durante todo el período de su estancia con el consumidor.
Suministro puntual de repuestos y mantenimiento de la red de almacenes necesaria para ello, estrecho contacto con el fabricante de repuestos.
Recopilación y sistematización de información sobre cómo el equipo es operado por el consumidor (condiciones, duración, calificaciones del personal, etc.) y qué quejas, comentarios, sugerencias se hacen.
Participación en la mejora y modernización de productos consumibles a partir del análisis de la información recibida.
Recopilación y sistematización de información sobre cómo los competidores realizan el trabajo de servicio, qué innovaciones ofrecen a los clientes.
Formación de una clientela permanente del mercado según el principio: “Tú compras nuestro producto y lo usas, nosotros hacemos el resto”
Asistencia al departamento de marketing de la empresa en el análisis y evaluación de mercados, clientes y mercancías.
3. Tipos de servicio al momento de su implementación.
Por parámetros de tiempo, el servicio se divide en preventa y posventa, y la posventa, a su vez, en garantía y posgarantía.
1. Servicio de preventa
Siempre es gratuito y prevé la preparación del producto para su presentación a un comprador potencial o real. El servicio de preventa, en principio, incluye 6 elementos principales:
Examen;
Conservación;
Cumplimentación de la documentación técnica necesaria, instrucciones para la puesta en marcha, operación, mantenimiento, reparaciones elementales y otra información (en el idioma apropiado);
Reapertura y prueba antes de la venta;
Demostración;
Conservación y transferencia al consumidor.
2. Servicio postventa
El servicio posventa se divide en garantía y posgarantía de forma puramente formal: "gratis" (en el primer caso) o de pago (en el segundo) se realiza el trabajo previsto en la lista de servicios. La formalidad aquí es que el costo del trabajo, repuestos y materiales durante el período de garantía está incluido en el precio de venta u otros servicios (posgarantía).
El servicio durante el período de garantía cubre los tipos de responsabilidad aceptados durante el período de garantía, según el producto, el contrato celebrado y las políticas de los competidores. Básicamente, incluye:
1) apertura en el consumidor;
2) instalación y puesta en marcha;
3) comprobación y ajuste;
4) capacitación de los empleados en la operación adecuada;
5) formación de especialistas del cliente en el servicio de apoyo;
6) observación del funcionamiento del producto (sistema);
7) realizar el mantenimiento prescrito;
8) implementación (si es necesario) de reparación;
9) suministro de repuestos.
La lista de servicios propuesta se refiere principalmente a equipos costosos y complejos para fines industriales.
El servicio en el período posterior a la garantía incluye servicios similares, los más comunes de los cuales son:
Seguimiento del producto en funcionamiento;
Reciclaje de clientes;
Diversos asistencia técnica;
suministro de repuestos;
Reparación (si es necesario);
Modernización del producto (según lo acordado con el cliente).
La diferencia esencial entre el servicio de posgarantía es que se realiza por una tarifa, y su volumen y precios están determinados por los términos del contrato para este tipo de servicio, listas de precios y otros documentos similares.
Así, la póliza de servicio comprende un sistema de acciones y decisiones relacionadas con la formación de la convicción del consumidor de que con la compra de un determinado producto o complejo, se garantiza retornos confiables y puede concentrarse en sus funciones principales.
Sin embargo, se debe enfatizar que para formar una política de servicio de marketing competitivo en la etapa de desarrollo del producto, es necesario llevar a cabo las siguientes acciones:
un estudio demanda del consumidor en los mercados en la parte del mismo que esté asociada con las formas, métodos y condiciones de servicio adoptados por los competidores para productos similares;
b) sistematización, análisis y evaluación de la información recolectada para seleccionar una solución para la organización del servicio; desarrollo de soluciones teniendo en cuenta las características del producto, mercado y objetivos de la organización;
V) análisis comparativo opciones;
d) participación de especialistas del servicio en actividades de diseño y desarrollo para mejorar el producto, teniendo en cuenta el mantenimiento posterior.
En el caso de la implementación más completa, un servicio de marca incluye una serie de elementos que reflejan el ciclo de vida de un producto desde el momento en que se fabrica hasta su eliminación (Fig. 1).

4. Tipos de servicio según el contenido de la obra.
Al determinar las tendencias recientes, cabe señalar que no el trabajo puramente técnico, sino varios servicios intelectuales (incluidos los indirectos) desempeñan un papel cada vez mayor. Y no importa en qué forma se presten estos servicios: un conjunto especial de recetas para hornos de microondas o un conjunto de consultas individuales para un agricultor determinado sobre el procesamiento de su parcela particular.
Por ello, el servicio se divide según el contenido de la obra:
- servicio duro incluye todos los servicios relacionados con el mantenimiento de la operatividad, confiabilidad y parámetros especificados del producto;
- servicio suave incluye todo el complejo servicios intelectuales asociado con la individualización, es decir, con una operación más eficiente del producto en condiciones de trabajo específicas para un consumidor dado, así como simplemente con ampliar la esfera de utilidad del producto para él.
Un fabricante competente se esfuerza por hacer lo máximo posible por el comprador en cualquier situación. Cuando un fabricante proporciona a un agricultor una evaluación calificada de los modos de labranza más efectivos en un tractor comprado, se trata de un servicio directo. Y si, para mantener una buena relación con el cliente, el comerciante invita a la mujer del agricultor a cursos gratis“Contador a domicilio”, organizado específicamente para las esposas de los clientes de la firma, aquí podemos hablar de un servicio indirecto. Esto, por supuesto, no tiene nada que ver con comprar un tractor, pero es útil y agradable para el cliente. Así, el servicio indirecto, aunque de forma compleja, contribuye al éxito de la empresa.
5. Enfoques básicos para la implementación del servicio.
Con base en la práctica que se ha desarrollado en los países desarrollados, varios autores occidentales han propuesto la siguiente clasificación de enfoques para la implementación del servicio:
1) Enfoque negativo.
Con este enfoque, el fabricante considera los defectos del producto manifestados como errores aleatorios. El servicio no es visto como una actividad que agrega valor al producto, sino como un costo adicional que debe mantenerse lo más bajo posible.
2) Enfoque de investigación.
EN organizativo muy similar al anterior. Pero en contraste con esto, el énfasis está en la cuidadosa recopilación y procesamiento de información sobre defectos, que luego se utiliza para mejorar la calidad del producto. Este enfoque se basa más en descubrir la causa del defecto que en reparar el producto en sí.
3) El servicio como actividad económica.
El servicio puede ser una fuente significativa de ganancias para una organización, especialmente si se vende una gran cantidad de productos y sistemas que ya están fuera de garantía. Cualquier mejora en el producto en la dirección de aumentar la confiabilidad limita los ingresos del servicio; pero, por otro lado, crea los requisitos previos para el éxito en la lucha competitiva.
4) El servicio es responsabilidad del proveedor.
Todo el mundo sabe desde hace tiempo que todo a su alrededor tiende a desgastarse. Esto se aplica tanto a los edificios como a cualquier equipo. Además, es necesario reemplazar los equipos y los bienes inmuebles no solo cuando fallan, sino también cuando aparecen equipos más modernos.
Esto ahorrará cantidades significativas en reparaciones y equipos y conseguirá una producción más rápida y segura. Bueno, con estos procesos los expertos en el campo de la contabilidad y la economía están familiarizados.
definicion de desgaste
No es difícil entender qué es el desgaste. Esta es la pérdida de las propiedades originales del objeto. Esto sucede por muchas razones diferentes y su combinación: naturales, temporales, económicas y tecnológicas. El progreso y el impacto humano no tienen menos influencia.
En contabilidad, este concepto está estrechamente relacionado con la depreciación. Alguien considera que los conceptos son idénticos, pero la diferencia es significativa. La depreciación refleja el lado físico del proceso de producción y la depreciación refleja el lado económico, es decir, la redistribución del costo de las deformaciones al costo de los productos y la asignación de fondos para la compra de nuevos equipos.
Estos últimos pueden quedar obsoletos de diferentes formas, lo que repercute directamente en el desgaste. se pueden clasificar según diferentes criterios. Hay desgaste físico y desgaste funcional. Cada uno de ellos también se divide en grupos.
Deterioro físico
Estamos hablando de una pérdida directa de las propiedades originales durante la operación de los artículos. La depreciación se puede representar como total y parcial. En este último caso, el equipo deberá ser restaurado mediante reparación. En otras situaciones, solo se permite la cancelación o el uso como piezas de repuesto.

También existe una clasificación más detallada del desgaste físico:
- el primer tipo: el equipo se desgasta como resultado de una operación adecuada;
- el segundo tipo: el culpable de daños a equipos y edificios es la naturaleza, la violación de las reglas de uso, etc.;
- continuo: pérdida gradual de las propiedades originales debido al uso de equipos;
- emergencia - repentina (el desgaste oculto se convierte en su causa frecuente).
Los tipos de desgaste descritos anteriormente se pueden determinar no solo para el equipo en su conjunto. Pero también por sus partes constituyentes.
En términos de significado, las especies no son particularmente diferentes de las morales.
ropa funcional
Si todo es bastante transparente con lo físico, entonces en el caso de lo funcional, cabe aclarar que aquí estamos hablando sobre la disminución del atractivo de las máquinas como resultado de la producción de equipos utilizando nuevas tecnologías. La ropa funcional se divide en los siguientes tipos:
- Parcial: el equipo deja de ser rentable para un ciclo de producción completo, pero aún puede ser adecuado para algunas operaciones específicas.
- Completo: el uso y el desgaste conducen al hecho de que el equipo no se puede utilizar para fines de producción. Solo es adecuado para el desmantelamiento o el uso como piezas de repuesto.

El desgaste funcional también tiene otra clasificación, según las causas de la ocurrencia. Distingue los siguientes tipos:
- Obsolescencia: aparición en el mercado de equipos más avanzados, similares a los utilizados en la producción. Las especies son impulsadas por el exceso de capital o los costos operativos.
- Desgaste tecnológico: la aparición de una tecnología de producción más avanzada. Puede ser reducido debido a la cantidad y composición del equipo.
Depreciación económica
No solo la naturaleza y el tiempo afectan los tipos de desgaste. La economía, su desarrollo e indicadores también inciden en la depreciación de la tecnología. La depreciación está directamente relacionada con factores tales como:
- Disminución de la demanda de los productos de la empresa.
- Inflación. Existe la necesidad de comprar materias primas a precios más altos, elevar salarios trabajadores, existen otros costos similares, pero los precios de los productos no aumentan en la cantidad correspondiente a los costos.
- El crecimiento de la competencia.
- Un aumento en las tasas de interés de los préstamos para organizaciones emitidos para fines específicos (por ejemplo, la compra de nuevos equipos).
- Cambios en los mercados de materias primas.
- La introducción de restricciones en el uso de ciertos modelos de equipos por razones ambientales.
Tanto los inmuebles como los diferentes grupos de equipos pueden quedar obsoletos y perder sus propiedades. Cada empresa tiene su propia lista completa de donde se manifiesta el desgaste. Los tipos de desgaste en este caso también tienen su propia clasificación.

Herramientas
La edad de uso y el cumplimiento de las instrucciones afectan el estado de las herramientas. Con su uso activo o incorrecto, son más susceptibles a la deformación y pierden sus propiedades originales. Los tipos de desgaste de la herramienta son variados:
- deformación superficial;
- la formación de huecos;
- deformación plastica;
- astillado;
- grietas;
- crecimientos naturaleza diferente.
Cada uno de ellos tiene sus propias causas y formas de eliminar el daño. Las medidas tomadas para combatir el desgaste de la herramienta resultante ayudan a prolongar la vida útil de la herramienta y producir un mejor trabajo.
Detalles

Como resultado uso permanente el tamaño, la forma y la integridad de las partes del equipo pueden cambiar. Esto sucede por muchas razones, que nos permiten distinguir los siguientes tipos de piezas de desgaste:
- mecánico;
- mecánica molecular;
- corrosión-mecánica.
La lubricación oportuna de las piezas es una excelente prevención, independientemente de que los equipos (máquinas, maquinarias, equipos, etc.) se encuentren en funcionamiento o en una bodega.
Edificio
Cualquier estructura pierde su fuerza con el tiempo. Puede prolongar su vida tanto a través de una operación adecuada como de una reparación o reconstrucción oportuna. Los tipos de depreciación de los edificios son los siguientes:
- Físico: el impacto del tiempo y los factores externos en el objeto.
- Funcional: cuando el edificio deja de cumplir con los requisitos para estructuras y actividades de este tipo.
- Externo - la influencia ejercida por factores económicos externos.
Al mismo tiempo, los objetos se dividen en elementos de dos categorías: a largo plazo y sujetos a un desgaste rápido. El primer grupo incluye paredes, y el segundo, techo, tuberías, etc.
Los tipos de depreciación de los bienes inmuebles son los mismos independientemente de la naturaleza de su uso y ubicación. La única diferencia es que el desgaste físico en diferentes condiciones climáticas puede ser más lento o más rápido.
Además, no solo existen tipos de desgaste del equipo, sino también métodos para determinar la deformación del equipo. Considerémoslos.

Métodos: cómo determinar el desgaste
Los tipos de desgaste se definen más a menudo como físicos y morales, sin una división más detallada en subgrupos. Los siguientes métodos ayudarán a determinar su grado:
- observación: un método directo para determinar el desgaste (inspección de objetos y varias pruebas);
- en términos de vida: la relación entre el período estándar de operación y el tiempo de uso deja en claro en qué porcentaje el equipo ha perdido sus propiedades originales;
- evaluación integrada de la condición técnica - determinación del desgaste en una escala especial;
- medición monetaria directa: la relación entre el costo de las reparaciones y el precio de una nueva unidad de equipo;
- La rentabilidad operativa es la relación de la disminución al máximo posible.
Cada uno de los métodos refleja con mayor o menor precisión el estado de los objetos, pero en la práctica el método directo se usa con mucha menos frecuencia que los demás.

Métodos de contabilidad
Como queda claro, se puede definir y clasificar una amplia variedad de desgaste. La depreciación sobre ellos también se calcula mediante varios métodos. Este:
- lineal;
- por la suma de años de vida útil;
- en proporción al volumen de producción.
Todos estos métodos se utilizan en el departamento de contabilidad de las empresas, dependiendo de lo que hace la empresa y cuál es su volumen de producción.
En la vida y actividades de cada empresa, es necesario prestar mucha atención al desgaste. Es a través del uso correcto de los equipos y bienes inmuebles, la reparación y el reemplazo oportunos que la empresa recibirá bienes de alta calidad al costo mínimo necesario.
Conferencia número 3. Desgaste de partes del equipo. Tipos de desgaste.
El desgaste es la destrucción gradual de la superficie de un material con un cambio en las formas geométricas y las propiedades de las capas superficiales de las piezas.
Hay desgaste:
Normal; - emergencia.
Dependiendo de las causas, el desgaste se divide en 3 categorías:
1. químico 2. físico;
3. térmica
El desgaste normal es el cambio dimensional que ocurre en Corto plazo debido a una instalación, operación y mantenimiento inadecuados.
Desgaste químico - consiste en la formación en la superficie de piezas las capas más finasóxidos, seguido de la exfoliación de estas capas. La destrucción en curso va acompañada de la aparición de óxido, corrosión del metal.
Deterioro físico: la causa puede ser:
Cargas significativas;
fricción superficial;
Impacto abrasivo y mecánico.
Y al mismo tiempo, aparecen los detalles:
microfisuras;
grietas;
La superficie de metal se vuelve áspera.
El desgaste físico es:
viruela, - fatiga, - abrasivo;
El desgaste térmico se caracteriza por la aparición y posterior destrucción de enlaces moleculares en el interior del metal. Ocurre debido a la temperatura alta o baja.
Razones para el desgaste:
1. La calidad del material de las piezas.
Por regla general, para la mayoría de las piezas, la resistencia al desgaste es mayor cuanto más dura es su superficie, pero no siempre el grado de dureza es directamente proporcional a la resistencia al desgaste.
Los materiales con alta dureza tienen una alta resistencia al desgaste. Sin embargo, esto aumenta la probabilidad de arañazos y desprendimiento de partículas de material. Por lo tanto, tales piezas deben tener una alta viscosidad, que impida el desprendimiento de partículas. Si dos partes hechas de materiales homogéneos experimentan fricción, entonces con un aumento en el coeficiente de fricción se desgastan rápidamente, por lo tanto, las partes más costosas y difíciles de reemplazar deben fabricarse con un material más duro, de alta calidad y costoso, y más barato. las piezas simples deben estar hechas de un material con un bajo coeficiente de fricción.
2. La calidad del tratamiento superficial de la pieza.
Hay tres periodos de desgaste de las piezas:
El período inicial de rodaje se caracteriza por un rápido aumento de la separación de las juntas móviles; - un período de desgaste constante - se observa un desgaste lento y gradual;
Un período de desgaste rápido y creciente, causado por un aumento significativo en las holguras y un cambio en las formas geométricas de las piezas.
Para aumentar la vida útil de las piezas, debe:
Acortar el primer período tanto como sea posible, mediante un procesamiento muy preciso y limpio de las piezas;
Aumentar el segundo período máximo;
Prevenir el tercer período.
3. Lubricación.
Una capa de lubricante introducida entre las partes en fricción rellena todas las asperezas e irregularidades y reduce la fricción y el desgaste muchas veces.
4. La velocidad de movimiento de las piezas y la presión específica.
Sobre la base de datos experimentales, se ha establecido que bajo cargas específicas normales y velocidades de movimiento de 0,05 a 0,7, la capa de aceite no se rompe y la pieza funciona durante mucho tiempo. Si aumenta la carga, el desgaste de la pieza aumentará muchas veces.
5. Violación de la rigidez en partes fijas.
6. Violación de aterrizajes.
7. Violación del arreglo mutuo de partes en compañeros.
mehanik-ua.ru
Los principales tipos de desgaste de equipos: definición, causas, métodos de contabilidad.
Al trabajar con cualquier Equipo de producción hay procesos asociados con una disminución gradual de su rendimiento y un cambio en las propiedades de las piezas y conjuntos. Al acumularse, pueden provocar una parada completa y daños graves. Para evitar lo negativo consecuencias económicas, las empresas organizan el proceso de gestión de la depreciación y la renovación oportuna de los activos fijos.
definicion de desgaste
El desgaste o envejecimiento es el declive gradual características de presentación productos, ensambles o equipos como resultado de un cambio en su forma, tamaño o propiedades físicas y químicas. Estos cambios ocurren gradualmente y se acumulan a lo largo de la operación. Hay muchos factores que determinan la tasa de envejecimiento. Impacto negativo:
- fricción;
- cargas mecánicas estáticas, de impulso o periódicas;
- Régimen de temperatura, especialmente extremo.
Los siguientes factores retrasan el envejecimiento:
- Decisiones constructivas;
- el uso de lubricantes modernos y de alta calidad;
- cumplimiento de las condiciones de funcionamiento;
- mantenimiento oportuno, mantenimiento preventivo programado.
Debido a la disminución en el rendimiento, el costo de los productos para el consumidor también disminuye.
tipos de desgaste
La velocidad y el grado de desgaste están determinados por las condiciones de fricción, las cargas, las propiedades del material y las características de diseño de los productos.

Dependiendo de la naturaleza de las influencias externas sobre los materiales del producto, se distinguen los siguientes tipos principales de desgaste:
- apariencia abrasiva: daño a la superficie por pequeñas partículas de otros materiales;
- cavitación, provocada por el colapso explosivo de burbujas de gas en un medio líquido;
- aspecto adhesivo;
- apariencia oxidativa causada por reacciones químicas;
- vista térmica;
- apariencia de fatiga causada por cambios en la estructura del material.
Algunos tipos de envejecimiento se dividen en subespecies, como el abrasivo.
Abrasivo
Consiste en la destrucción de la capa superficial del material durante el contacto con partículas más duras de otros materiales. Típico para mecanismos que funcionan en condiciones polvorientas:
- Equipo de minería;
- transporte, mecanismos de construcción de carreteras;
- Máquinas acuerculturales Equipos acuerculturales;
- construcción y producción de materiales de construcción.

Se puede contrarrestar aplicando recubrimientos endurecidos especiales para pares de fricción, así como cambiando el lubricante de manera oportuna.
gas abrasivo
Esta subespecie de desgaste abrasivo difiere de ella en que las partículas abrasivas sólidas se mueven en una corriente de gas. El material de la superficie se desmorona, se corta, se deforma. Se encuentra en equipos como:
- tuberías neumáticas;
- aspas de ventiladores y bombas para bombear gases contaminados;
- nodos de instalaciones de alto horno;
- componentes de motores turborreactores de combustible sólido.
A menudo, la acción abrasiva del gas se combina con la presencia de altas temperaturas y flujos de plasma.
Descargar GOST 27674-88
chorro de agua
El impacto es similar al anterior, pero el papel del portador abrasivo no lo realiza el medio gaseoso, sino el flujo líquido.

Estos se ven afectados por:
- sistemas de hidrotransporte;
- unidades de turbina HPP;
- componentes de equipos de limpieza;
- equipos de minería utilizados para el lavado de minerales.
A veces, los procesos hidroabrasivos se ven exacerbados por el impacto de un medio líquido agresivo.
cavitación
Las caídas de presión en el flujo de líquido alrededor de la estructura provocan la aparición de burbujas de gas en la zona de relativa rarefacción y su posterior colapso explosivo con la formación de una onda de choque. Esta onda de choque es el principal factor activo en la destrucción por cavitación de las superficies. Tal destrucción ocurre en las hélices de embarcaciones grandes y pequeñas, en turbinas hidráulicas y equipos de proceso. La situación puede complicarse por el impacto de un medio líquido agresivo y la presencia de una suspensión abrasiva en él.

adhesivo
Con una fricción prolongada, acompañada de deformaciones plásticas de los participantes en el par de fricción, hay una convergencia periódica de áreas superficiales a una distancia que permite que se manifiesten las fuerzas de interacción interatómica. Comienza la interpenetración de los átomos de la sustancia de una parte en las estructuras cristalinas de otra. La aparición repetida de uniones adhesivas y su interrupción conducen a la separación de zonas superficiales de la pieza. Los pares de fricción cargados están sujetos a envejecimiento adhesivo: cojinetes, ejes, ejes, revestimientos deslizantes.

Térmico
La forma térmica de envejecimiento consiste en la destrucción de la capa superficial del material o en el cambio de las propiedades de sus capas profundas bajo la influencia del calentamiento constante o periódico de los elementos estructurales a la temperatura de plasticidad. El daño se expresa en aplastamiento, fusión y cambio de forma de la pieza. Típico para unidades altamente cargadas de equipos pesados, rollos de trenes de laminación, máquinas de estampación en caliente. También puede ocurrir en otros mecanismos si se violan las condiciones de diseño para lubricación o enfriamiento.
fatiga
Asociado al fenómeno de fatiga del metal bajo cargas mecánicas variables o estáticas. Las tensiones de tipo cortante conducen al desarrollo de grietas en los materiales de las piezas, lo que provoca una disminución de la resistencia. Las grietas en la capa cercana a la superficie crecen, se fusionan y se cruzan entre sí. Esto conduce a la erosión de pequeños fragmentos escamosos. Con el tiempo, este desgaste puede conducir a la destrucción de la pieza. Se encuentra en los nodos de los sistemas de transporte, rieles, juegos de ruedas, máquinas de minería, estructuras de edificios, etc.

Preocupándose
El rozamiento es un fenómeno de microdestrucción de piezas que están en estrecho contacto en condiciones de vibración de baja amplitud, desde centésimas de micra. Tales cargas son típicas para remaches, conexiones roscadas, tacos, estrías y pasadores que conectan partes de mecanismos. A medida que aumenta el envejecimiento por fricción y se desprenden las partículas metálicas, estas últimas actúan como abrasivo, agravando el proceso.

Existen otros tipos específicos de envejecimiento menos comunes.
Tipos de desgaste
Clasificación de los tipos de desgaste en función de su causa fenomeno fisico en el microcosmos, se complementa con una sistematización de las consecuencias macroscópicas para la economía y sus sujetos.
en contabilidad y análisis financiero el concepto de desgaste, que refleja el lado físico de los fenómenos, está estrechamente relacionado con concepto económico depreciación de equipos. La depreciación significa reducir el costo del equipo a medida que envejece y atribuir parte de esta reducción al costo de los productos fabricados. Esto se hace con el fin de acumular fondos en cuentas especiales de depreciación para la compra de nuevos equipos o su mejora parcial.
Según las causas y consecuencias se distinguen las físicas, las funcionales y las económicas.
Deterioro físico
Esto implica la pérdida directa de las propiedades y características de diseño de un equipo en el curso de su uso. Esta pérdida puede ser total o parcial. En caso de desgaste parcial, el equipo se somete a una restauración que devuelve las propiedades y características de la unidad a su nivel original (u otro, predeterminado). En caso de desgaste total, el equipo está sujeto a amortización y desmontaje.
Además del grado, el desgaste físico también se divide en tipos:
- Primero. El equipo se desgasta durante el uso planificado de acuerdo con todas las normas y reglamentos establecidos por el fabricante.
- Segundo. El cambio en las propiedades se debe a una operación incorrecta oa factores de fuerza mayor.
- Emergencia. Un cambio de propiedad oculta provoca un bloqueo repentino.
Las variedades enumeradas son aplicables no solo al equipo en su conjunto, sino también a sus partes y ensamblajes individuales.
Este tipo es un reflejo del proceso de obsolescencia de los activos fijos. Este proceso consiste en la aparición en el mercado de equipos del mismo tipo, pero más productivos, económicos y seguros. La máquina o instalación es físicamente todavía bastante útil y puede producir productos, pero el uso de nuevas tecnologías o modelos más avanzados que aparecen en el mercado hace que el uso de los obsoletos no sea económicamente rentable. La ropa funcional puede ser:
- Parcial. La máquina no es rentable para el acabado. ciclo productivo, pero es bastante adecuado para realizar un conjunto limitado de operaciones.
- Completo. Cualquier uso resulta en daños. Unidad a ser clausurada y desmantelada

El desgaste funcional también se subdivide según los factores que lo provocan:
- Moral. Disponibilidad de modelos tecnológicamente idénticos pero más avanzados.
- Tecnológico. Desarrollo de tecnologías fundamentalmente nuevas para la producción del mismo tipo de producto. Conduce a la necesidad de reestructurar toda la cadena tecnológica con una renovación total o parcial de la composición de los activos fijos.
En caso de aparición nueva tecnología, por regla general, la composición del equipo se reduce y la intensidad del trabajo disminuye.
Además de los factores físicos, temporales y naturales, la seguridad de las características del equipo está indirectamente influenciada por factores económicos:
- Caída de la demanda de productos manufacturados.
- procesos de inflación. Precios de materias primas, componentes y recursos laborales crecer, al mismo tiempo, no se produce un aumento proporcional en los precios de los productos de la empresa.
- Presión de precios de la competencia.
- Un aumento en el costo de los servicios de crédito utilizados para actividades de operación o para la renovación de activos fijos.
- Fluctuaciones de precios no inflacionarias en los mercados de materias primas.
- Restricciones legislativas sobre el uso de equipos que no cumplen con los estándares ambientales.

Tanto los grupos inmobiliarios como los de producción de activos fijos están sujetos a envejecimiento económico y pérdida de calidad de consumo. Cada empresa mantiene registros de activos fijos, que tienen en cuenta su depreciación y el curso de las acumulaciones de depreciación.
Las principales causas y formas de determinar el desgaste.
Para determinar el grado y las causas de la depreciación, se crea y opera una comisión sobre activos fijos en cada empresa. El desgaste del equipo se determina mediante uno de los siguientes métodos:
- observación. Incluye inspección visual y complejos de mediciones y pruebas.
- Según la vida útil. Se define como la relación entre el período de uso real y el normativo. El valor de esta relación se toma como la cantidad de desgaste en términos porcentuales.
- se realiza una evaluación ampliada del estado del objeto utilizando métricas y escalas especiales.
- Medida directa en dinero. Se compara el costo de adquirir una nueva unidad similar de activos fijos y el costo de reacondicionamiento.
- retorno en uso posterior. Se estima la disminución de los ingresos, teniendo en cuenta todos los costes de rehabilitación de inmuebles, en comparación con los ingresos teóricos.
Cuál de los métodos a aplicar en cada caso específico lo decide la comisión de activos fijos, guiada por documentos normativos y la disponibilidad de la fuente de información.
Métodos de contabilidad
Las deducciones por depreciación diseñadas para compensar los procesos de envejecimiento de los equipos también se pueden determinar utilizando varios métodos:
- cálculo lineal o proporcional;
- método de reducción del saldo;
- por el período total de uso de producción;
- de acuerdo con el volumen de salida.
La elección de la metodología se realiza durante la creación o reorganización profunda de la empresa y se fija en su política contable.
La operación del equipo de acuerdo con las normas y reglamentos, las deducciones oportunas y suficientes a los fondos de depreciación permiten a las empresas mantener la eficiencia tecnológica y económica a un nivel competitivo y deleitar a sus clientes. productos de calidad a un precio razonable.
Si encuentra un error, seleccione un fragmento de texto y presione Ctrl+Enter.
stankiexpert.ru
Tipos de defectos y desgaste de piezas de automóviles.
Como sabes, nada es eterno, por lo que con el tiempo, diferentes partes del automóvil fallan y deben cambiarse. La razón de esto es el desgaste de las piezas o sus defectos.
Todos los defectos en las partes automotrices se pueden dividir en tres grupos: estructurales, de fabricación y operativos. Los defectos de diseño incluyen aquellos que son el resultado de errores cometidos durante la fase de diseño del vehículo. Los defectos de fabricación son defectos resultantes de errores de fabricación o reparación. vehículo. En cuanto a los defectos de funcionamiento, surgen bien por un mantenimiento inadecuado o bien por el desgaste natural.
La razón del desgaste natural de las piezas es la fricción constante entre superficies adyacentes, así como la fatiga de la capa superficial de materiales. El desgaste natural se divide en tres tipos: mecánico, molecular-mecánico y corrosión-mecánica.
A su vez, el desgaste mecánico incluye los siguientes grupos de desgaste.
Destrucción frágil. Es característico de aquellas partes que experimentan cargas de choque durante la operación del vehículo. En particular, la fractura frágil es característica de las superficies de trabajo de las cabezas de las válvulas: bajo la influencia de resortes potentes, golpean con frecuencia y con gran fuerza.
Deformación plastica. Ocurre debido al impacto de cargas significativas en las piezas. Una manifestación de la deformación plástica es que el tamaño de la pieza cambia, pero su peso sigue siendo el mismo. Para que quede más claro, imagina la plastilina familiar desde la infancia: cuando la aplastas, se produce una deformación plástica. En cuanto al automóvil, la capa antifricción de los cojinetes lisos, por ejemplo, sufre una deformación plástica.
desgaste abrasivo. Aparece debido al efecto de rayado o cizallamiento de partículas sólidas extrañas (polvo, suciedad, productos de desgaste - el aserrín más pequeño, virutas, etc.) entre las superficies de contacto y fricción. El ejemplo más típico de desgaste abrasivo es el desgaste de pistones, cilindros, piezas del grupo de pistones.
desgaste por fatiga. Mucha gente está familiarizada con un concepto físico como "fatiga del metal". Este fenómeno ocurre cuando una carga larga y fuerte sobre el metal. Por ejemplo, la fatiga del metal se puede ver en las vías del tren que están constantemente sujetas a la intensa presión de los trenes que pasan. Es este fenómeno el que provoca el desgaste por fatiga de piezas y mecanismos en autos modernos. Por ejemplo, puede ocurrir con la fricción de rodadura; los dientes de los engranajes a menudo están sujetos a él, así como las superficies de trabajo de los rodamientos.
En cuanto al desgaste mecánico molecular, ocurre debido a la adhesión molecular de los materiales de los que están hechas las superficies de fricción de las partes en contacto. Por ejemplo, al principio, con el movimiento relativo de las piezas, sus superficies se someten a un desgaste plástico, luego se producen contactos locales (en la jerga de los conductores, esto se llama "agarrar") en las superficies de fricción. Como resultado, se produce su destrucción, que va acompañada de la separación de partículas metálicas o su adherencia a las superficies de fricción. El desgaste mecánico molecular generalmente ocurre durante la fase de rodaje de un automóvil nuevo. La consecuencia de dicho desgaste puede ser el atascamiento de piezas y mecanismos.
El nombre corrosión-desgaste mecánico habla por sí mismo: implica una combinación de desgaste mecánico y corrosión del metal.
NOTA La corrosión es la destrucción del metal, que es causada por el impacto negativo de los procesos químicos o electroquímicos que ocurren en el ambiente externo. La conocida oxidación de metales es uno de los tipos de corrosión más comunes. Si todo está más o menos claro con la corrosión química (el mismo óxido es el resultado de la interacción química del agua y el metal), no todos pueden imaginar cómo se manifiesta la corrosión electroquímica. En este artículo, no entraremos en detalles científicos, solo daremos un ejemplo: la corrosión electroquímica atmosférica tiene un efecto destructivo en la parte inferior del automóvil, las partes metálicas sin pintar, en las superficies internas de las alas, etc. Una manifestación de corrosión -El desgaste mecánico es el pelado de la superficie del metal, así como varios tipos y grados de su oxidación. Las piezas comienzan a desgastarse inmediatamente después del inicio de la operación de un automóvil nuevo, por lo que después de un breve recorrido tienen algún tipo de desgaste. Sin embargo, esto no significa que deban cambiarse de inmediato: la frecuencia de reemplazo de las piezas desgastadas y el grado de desgaste permitido están regulados por el fabricante. La depreciación de las partes que no requieren su reemplazo inmediato se denomina aceptable.
CONSEJO Se recomienda cambiar la pieza no cuando haya alcanzado el límite máximo de desgaste, sino un poco antes. Si la pieza se desgasta tanto que se violan las condiciones normales de funcionamiento de los componentes, conjuntos y mecanismos del automóvil, se denomina límite. En este caso, está prohibido operar el automóvil hasta que todas las piezas desgastadas se hayan reemplazado por completo. Ignorar esta regla conlleva no solo una pérdida de potencia del motor, un mayor consumo de combustible y otros Suministros, pero también peligroso desde el punto de vista de la seguridad vial. Hay casos en los que, por ejemplo, un cojinete de rueda completamente destruido provocó que la rueda se cayera del automóvil. ¡No hace falta decir qué consecuencias catastróficas puede tener una avería de este tipo mientras conduce un automóvil!
www.gazu.ru
Tipos de desgaste de piezas de máquinas | Desgaste de piezas de máquinas.
Se determina que se pueden distinguir dos tipos principales de interacciones en las partes de máquinas en las zonas de contacto de sus superficies: mecánicas y moleculares. Estas interacciones provocan cambios físicos y químicos en las capas superficiales, lo que a su vez determina varios tipos de destrucción superficial de las piezas y mecanismos de las máquinas. Estas destrucciones determinan el desgaste de las piezas, lo que finalmente conduce a su falla total.
Según los tipos de interacciones de las superficies de contacto de las piezas interconectadas y los tipos correspondientes de desgaste, en la práctica se distinguen varios tipos de desgaste.
Desgaste por convulsiones
El desgaste por agarrotamiento se produce durante la fricción por deslizamiento con velocidades de movimiento relativamente bajas de las superficies de fricción (menos de 1,0 m/s para el acero) y presiones específicas que exceden el límite elástico del material en las áreas de contacto real, en ausencia de lubricación y protección. película de óxidos. El coeficiente de fricción durante el fraguado alcanza 1.0-4.0. Este tipo de desgaste corresponde a un determinado tipo de superficie de la pieza (Fig. 5a). Una vista de piezas con signos del llamado desgaste oxidativo se muestra en la Fig. 5B.
Ropa térmica
El desgaste térmico proviene del calor generado por el proceso de fricción. Durante la fricción por deslizamiento con velocidades de 3-4 m/s y altas presiones específicas en los volúmenes microscópicos activos de las superficies del par en fricción, altas temperaturas, lo que provoca un cambio en la microestructura de las capas superficiales. Este fenómeno reduce la resistencia de la superficie, promueve el desarrollo del agarre por contacto del par de fricción y la destrucción de la capa superficial (Fig. 5, c).
Fig 5 - Tipos de piezas de desgaste
Con un aumento en la velocidad del movimiento relativo del par en fricción, también aumenta la concentración de calor en la superficie de fricción. Esto conduce a un cambio cualitativo en el metal de la capa superficial ya la activación del proceso de desgaste térmico. Si, además, se cambia la presión específica sobre las superficies de frotamiento, también cambiará la profundidad de las capas activas de este proceso. A medida que aumenta la velocidad de deslizamiento, primero aumenta el coeficiente de fricción, luego, habiendo alcanzado un máximo, disminuye gradualmente. Con fricción seca de acero sobre acero, el coeficiente de fricción en presencia de un proceso de desgaste térmico está en el rango de 0,1 a 0,5.
desgaste de la viruela
El desgaste por viruela ocurre en partes, cuyo movimiento mutuo de las superficies de contacto se caracteriza por la fricción de rodadura. Con el desgaste por viruela, se produce una deformación microplástica de las superficies de las piezas con el endurecimiento de las capas superficiales. El mecanismo del proceso de desgaste se explica por la ocurrencia de un estado de tensión complejo de los volúmenes activos del metal cerca de la superficie de fricción con la aparición de fatiga bajo cargas variables repetidas que hacen que el metal fluya en las capas superficiales.
desgaste abrasivo
El desgaste abrasivo se produce como resultado de la acción de raspado de las partículas duras que caen entre las superficies de fricción. Estas partículas, orientadas aleatoriamente con bordes afilados en relación con la superficie de desgaste, cortan el metal, lo deforman y dejan huellas en forma de rayas.
El proceso de desgaste abrasivo se caracteriza por tres tipos de impacto de partículas sólidas en las superficies de contacto:
- impacto en superficies de contacto por partículas sólidas pertenecientes a una de las partes de trabajo;
- el impacto de partículas extrañas en una de las partes de trabajo;
- el impacto de partículas extrañas en ambas partes de trabajo en la zona de su contacto.
En la práctica, el desgaste de piezas de máquinas herramienta y mecanismos ocurre, por regla general, durante varios procesos de desgaste. Cambiar las condiciones de funcionamiento de un tono o de otra pieza o la constancia de estas condiciones sólo conduce a que uno de los procesos de desgaste pase a ser predominante y determine la pérdida de prestaciones de la pieza.
www.metalcutting.ru
|
El concepto de desgaste, los principales tipos de desgaste. Características del desgaste adhesivo y abrasivo El desgaste abrasivo ocurre cuando las partículas abrasivas duras se introducen entre las superficies de fricción: arena, productos de desgaste, óxidos de varios materiales. Para este tipo de carácter, una alta tasa de desgaste de las superficies de contacto de las piezas, la presencia de rasguños, irregularidades en ellas que ocurren durante el movimiento mutuo de las piezas, como resultado de lo cual las protuberancias microscópicas entran en contacto entre sí y evitan el movimiento. . El desgaste adhesivo ocurre como resultado de altas presiones locales, soldadura de rugosidad superficial entre sí, deformación plástica posterior que ocurre durante su movimiento relativo, destrucción de adherencias locales de rugosidad, remoción o transferencia de metal. En el desgaste abrasivo, las partículas se eliminan de la superficie como resultado de la acción de corte o rayado de las irregularidades de las superficies de contacto más duras o partículas sólidas atrapadas entre las superficies. Cuando las condiciones para el desgaste adhesivo y abrasivo y la corrosión ocurren simultáneamente, estos procesos interactúan entre sí y se produce el desgaste corrosivo. Desgaste corrosivo y fatiga superficial El desgaste mecánico, potenciado por el fenómeno de la corrosión, se denomina desgaste mecánico por corrosión. La combinación de efectos de corrosión de diferente naturaleza con diferentes tipos de efectos mecánicos puede resultar en diferentes tipos de desgaste mecánico por corrosión. La destrucción de piezas por corrosión se manifiesta en forma de películas de óxido, manchas y capas. Desgaste oxidativo. Durante el desgaste oxidativo, el oxígeno en el aire, al interactuar con el metal, forma una película de óxido sobre él, lo que afecta fuertemente los procesos de fricción y desgaste.Frotamiento: el desgaste por corrosión ocurre en cuerpos en contacto con pequeños desplazamientos oscilatorios. Este tipo de desgaste tiene lugar en la superficie de los muñones debajo de los cojinetes de los pivotes, en las uniones atornilladas de bastidores, carrocerías y otras partes que operan en ambientes corrosivos y destrucción de partes. El fenómeno de la fatiga del material se produce en piezas como rodamientos, muelles, resortes, etc. Los principales signos de límite de desgaste El desgaste límite de una pieza es tal desgaste en el que el funcionamiento normal adicional de esta interfaz es imposible, ya que puede ocurrir un accidente. Los principales signos de la aparición de un desgaste extremo de las piezas son los golpes, la dificultad de arranque, el sobrecalentamiento del motor, el aumento del consumo de combustible y aceite, el humo del cárter y la disminución de la potencia. El criterio técnico permite determinar el desgaste límite de las piezas en función de la aparición de un fuerte desgaste forzado, un fuerte aumento de la tasa de desgaste y la aparición de fallos repentinos. El concepto de desgaste admisible y límite El límite de desgaste de una pieza es tal desgaste en el que la operación normal adicional de este compañero es imposible, ya que puede ocurrir un accidente. El desgaste permisible de una pieza es tal desgaste en el que este compañero puede funcionar normalmente durante otro período de revisión. Precisión del producto. Errores de diseño y fabricación. La precisión del producto es el grado de cumplimiento de los productos fabricados (piezas, ensamblajes, máquinas, dispositivos) con parámetros preestablecidos especificados por un dibujo, especificaciones, estándares. El error de medición es una estimación de la desviación del valor medido de una cantidad de su valor real. El error de medición es una característica (medida) de la precisión de la medición. El error del resultado de la medida es un número que indica los posibles límites de la incertidumbre del valor obtenido de la cantidad medida. Dado que es imposible averiguar con absoluta precisión el valor verdadero de cualquier cantidad, también es imposible indicar la magnitud de la desviación del valor medido con respecto al verdadero. Todos los errores de producción son la causa del error en el equipo tecnológico, el equipo, las desviaciones en los parámetros de los materiales utilizados, etc. Los errores se dividen en sistemáticos y aleatorios. Los sistemáticos se deben a la heterogeneidad de las materias primas de un lote a otro, el error del equipo o equipo, errores metodológicos (método de ensamblaje, método de ajuste, elección de instrumentos de medición, imprecisión en la fabricación de equipos y herramientas), deformación y desgaste de equipo, cambios cuasiestáticos, temperatura y otras influencias. Los errores aleatorios se deben a la heterogeneidad de las propiedades del material dentro del lote, cambios en las propiedades ERE, fluctuaciones en los modos tecnológicos, incl. debido a influencias dinámicas de la temperatura, errores del personal operativo. Preparación de vagones para reparación. Los vagones a reparar se excluyen de la flota de trabajo y se envían al lugar de reparación. La preparación de vagones para reparación consiste en limpiarlos, lavarlos y determinar la naturaleza y el alcance del trabajo de reparación. Al llegar a la planta de reparación de automóviles, los empleados de la oficina (departamento) aceptan los automóviles del cliente para determinar la cantidad de reparaciones. En el depósito de vagones, los vagones son extraídos de la base de lodos por un capataz asignado a tal efecto bajo la dirección de un capataz de depósito. Al aceptar automóviles en la planta, se verifica la presencia, integridad y estado técnico de sus componentes. Sobre la base de un examen externo, se redacta un certificado de aceptación, en el que se registran las piezas faltantes, no estándar y desgastadas por encima de las normas permitidas y se anotan los daños de emergencia. En el proceso de desmontaje y reparación del automóvil, se lleva a cabo una inspección más exhaustiva de todas las unidades de ensamblaje del automóvil, la determinación del alcance del trabajo próximo, incluido el trabajo adicional no previsto en los manuales de reparación. Al mismo tiempo, elaboran listas de reparación especializadas en unidades de montaje, conjuntos de equipos de transporte y trabajos individuales (soldadura eléctrica y a gas, pintura). para identificado trabajo adicional y para trabajos de modernización de vagones, se redacta un acta, que se acuerda con el cliente. La limpieza de automóviles en varias etapas es un elemento importante de la cultura de producción de cada empresa de reparación de automóviles. Proporciona condiciones de trabajo normales en los sitios de producción de empresas de reparación de automóviles al nivel de instalaciones sanitarias modernas. requisitos de higiene y crea una actitud psicofisiológica positiva. Sin una limpieza adecuada, es imposible inspeccionar cualitativamente las piezas para identificar daños o determinar el grado de desgaste, determinar la posibilidad de restaurar piezas o la necesidad de reemplazarlas. La limpieza de superficies es la eliminación de depósitos dañinos o no deseados (contaminantes) que son de diferente naturaleza y propiedades. Al eliminar los depósitos de corrosión, evita mayor desarrollo corrosión y crea las condiciones para la restauración de alta calidad de los revestimientos protectores. Protege la pintura del envejecimiento prematuro. Recrea las cualidades estéticas e higiénicas de la superficie.Después de la limpieza, el coche se envía a desmontar. El alcance de los trabajos de desmontaje depende del tipo de reparación del vagón y viene establecido por los manuales de reparación y las condiciones técnicas, direcciones e instrucciones. Las partes responsables del vagón, especialmente aquellas de las que depende la seguridad del tráfico del tren, deben desmontarse, inspeccionarse cuidadosamente y repararse tanto durante las reparaciones mayores como en taller. Tales partes incluyen: bogies, juegos de ruedas, cajas de grasa, dispositivos de freno, amortiguadores de vibraciones, acoplador automático, algunos equipos eléctricos. Se establece la secuencia de desmontaje y la posibilidad de desmontajes paralelos proceso tecnológico. Está permitido desmontar unidades y piezas de ensamblaje individuales en las posiciones de reparación del sitio de producción de ensamblaje de automóviles, recubrimientos, etc. Las pruebas no destructivas de objetos para detectar defectos se denominan detección de fallas. Los dispositivos para detectar defectos (fisuras, delaminaciones, etc.) en materiales y productos mediante métodos de prueba no destructivos se denominan detectores de fallas. Reparación de carrocerías de góndolas Las principales razones de la seguridad insuficiente de las carrocerías de góndolas en operación son las operaciones intensivas de carga y descarga que utilizan mecanismos que son estructuralmente inconsistentes con las condiciones de su interacción con el material rodante, violaciones de la tecnología del trabajo de carga, así como desviaciones en el funcionamiento. trabajar. La revisión de las carrocerías de góndolas en VRZ se lleva a cabo en líneas de mecanizado por flujo en tres etapas: en la primera etapa, se realiza el desmontaje preliminar y el lavado del automóvil, en la segunda etapa, se enderezan y eliminan los elementos inutilizables, y la tercera etapa es el trabajo de montaje de automóviles. Todo el volumen principal trabajo correcto producido utilizando máquinas de reparación móviles. La corrección de las deflexiones locales del canal de la moldura superior de más de 10 mm se realiza con la eliminación del refuerzo de la moldura superior. Al reemplazar partes inservibles de la moldura superior, no se permite más de una junta en el área entre postes adyacentes. Al reparar los bastidores, se permite dejar abolladuras locales en los bastidores de la carrocería de sección en caja de hasta 30 mm de profundidad en ausencia de grietas. Por lo general, tales abolladuras se cierran con un inserto con soldadura alrededor del perímetro. Aparición en la sección en forma de canal de los estantes de uno de los siguientes daños: rotura, grietas de más del 50% de la sección, corrosión de más del 30% del espesor o socavado de los estantes más de 20 mm cuando el el área dañada se encuentra a una distancia de menos de 300 mm desde el borde superior de la moldura inferior del cuerpo, se permite reparar la cremallera cortando el área defectuosa de la cremallera a una altura de al menos 300 mm desde el moldura inferior con la instalación y soldadura de una nueva parte del bastidor. La costura a tope soldada está reforzada con una superposición con un espesor de 6 mm, soldada alrededor del perímetro. no está permitido desmontar dos bastidores defectuosos adyacentes de esta manera; uno de los bastidores debe reemplazarse por uno nuevo. Con deformaciones de los bastidores, se permite el ensanchamiento o estrechamiento total del cuerpo en la parte media del vagón de góndola hasta 30 mm, y una pared, hasta 15 mm. En la sección de los postes de esquina, se permite el ensanchamiento o estrechamiento de hasta 10 mm. Se endereza el revestimiento metálico, que tiene abolladuras locales de más de 15 mm. Si hay grietas en la piel de hasta 100 mm de largo, se eliminan soldando sin colocar un revestimiento de refuerzo. Las grietas de más de 100 mm se reparan mediante soldadura con la instalación de un revestimiento de refuerzo de 4 mm de espesor en el interior del cuerpo con soldadura en todo el perímetro. El refuerzo debe cubrir la fisura al menos 30 mm por cada lado. En un tramo entre los postes, se permite reparar no más de dos grietas con una distancia entre ellas de al menos 1000 mm. En este caso, se permite reparar dos grietas con una superposición, cuyo área no debe exceder los 0,3 m3. Cuando se forma un orificio en el revestimiento metálico del borde, se endereza y se instala un revestimiento de refuerzo en el interior del cuerpo, con soldadura a lo largo del perímetro desde el exterior con una costura continua y en el interior con una soldadura intermitente . No se permiten grietas por radiación de un agujero, y al reparar la piel, se deben cortar los bordes rasgados del agujero agrietado. En un tramo entre postes, se permite eliminar no más de dos agujeros con un área total de hasta 0,3 m2. En caso de daño por corrosión en el enchapado de más del 30% del espesor de la lámina, el enchapado se repara colocando un revestimiento de 4 mm de espesor. También se permite cambiar una parte de la piel de hasta 400 mm de ancho por toda la longitud entre postes adyacentes o a lo largo de toda la cabina con las juntas ubicadas en los postes. Las principales razones de la seguridad insuficiente de las carrocerías de góndola en operación son operaciones intensivas de carga y descarga que utilizan mecanismos que no son estructuralmente apropiados para las condiciones de su interacción con el material rodante, violaciones de la tecnología del trabajo de carga, así como desviaciones en el trabajo operativo. Para evitar estas destrucciones, se regulan las reglas de carga, según las cuales el peso de la carga arrojada simultáneamente desde el balde a una tapa de escotilla no debe exceder las 5 toneladas mm. Las malfunciones particulares de las tapas de las escotillas de descarga y las puertas traseras de los vagones góndola son: abombamientos, desviaciones, agujeros y grietas, así como el desgaste de sus mecanismos de cierre. La convexidad y la desviación de las tapas de registro de más de 25 mm se eliminan mediante la edición en prensas. El espesor del metal de la tapa de la escotilla en los lugares donde se aplican las soldaduras debe ser de al menos 4 mm. Durante las reparaciones de depósito y actuales de automóviles en tapas de escotilla, se permite soldar defectos en las soldaduras sin quitarlos del vagón góndola, soldando no más de dos grietas de hasta 100 mm de largo. Las partes desgastadas del mecanismo de bloqueo se restauran mediante la superficie. Para eliminar los espacios locales entre la tapa de la escotilla y el plano de su contacto, se edita el lugar correspondiente o se sueldan no más de dos tiras con una longitud total de hasta 12 mm en los estantes horizontales de los ángulos de bloqueo. Reparación de calderas de tanque Antes de enviar a reparar, las calderas de tanque deben vaporizarse y lavarse. limpiado por dentro y por fuera, desgasificado y probado para protección contra explosiones. La preparación de tanques especializados para reparación la realizan las empresas que los explotan, y los tanques para productos derivados del petróleo se preparan para su llenado. Para todo tipo de reparación de calderas de tanques de cuatro ejes, se permite la soldadura de grietas, independientemente del lugar de su formación, en la cantidad de no más de una por 1 m2, así como grietas en las juntas soldadas de longitudinal y láminas anulares. Si la grieta pasa por debajo de la pata con forma, entonces su soldadura se realiza con la pata con forma cortada. Las grietas que pasan de la tapa a la caldera del tanque se reparan mediante soldadura después de cortarlo en ambos lados y después de quemar la unión soldada de la tapa a una distancia de 50 mm en ambos lados de la grieta. Los agujeros se reparan recortando el área dañada e insertando un inserto redondo con un diámetro de 15 cm, y para agujeros más grandes, se permite un inserto elíptico o rectangular. El espesor del inserto metálico debe corresponder al espesor de la caldera en el lugar de la reparación. El espesor restante del metal de la caldera se determina mediante medidores de espesor ultrasónicos de los tipos QUARTZ-15 y UT-93P. Las áreas afectadas por corrosión a una profundidad del 50% o más del espesor nominal, y en la placa de blindaje en los soportes - más del 30%, se eliminan y reparan soldando una parte de la placa inferior o longitudinal. Con una pequeña área del área afectada por la corrosión, se permite reparar colocando dos insertos en las carcasas con un área de 1,5 m2, así como colocando insertos con área total hasta m2 en cada fondo de la caldera. Las grietas en las calderas de tanques de ocho ejes de hasta 500 mm de largo se pueden soldar sin almohadillas de refuerzo. Si el tamaño de los defectos en las cubiertas y los fondos excede las dimensiones permitidas, se reemplazan los elementos defectuosos. Se permite soldar grietas en los marcos con la instalación de almohadillas de refuerzo con un espesor de 8-10 mm, cubriendo la grieta en al menos 100 mm. Los dispositivos de drenaje y las válvulas de seguridad se desmontan, inspeccionan y reemplazan con piezas defectuosas, y después del montaje se prueban para determinar la presión adecuada. Durante la revisión de los tanques, todas las juntas de goma de los dispositivos de drenaje se reemplazan por otras nuevas. Al reparar abrazaderas, se permite reparar secciones de la correa que tienen grietas o están afectadas por la corrosión mediante insertos de soldadura con una longitud de al menos 200 mm, y también para soldar un perno que tenga una sección rectangular en el punto de soldadura a la correa. . Identifican y eliminan todas las averías en soportes de calderas, en andamios, escaleras, capota y otros componentes. Las costuras soldadas de la caldera, las abrazaderas, el tornillo de la varilla de drenaje y la fijación del pie moldeado a la caldera durante las reparaciones programadas están sujetos a pruebas no destructivas. Las calderas reparadas se someten a pruebas de estanqueidad: después de la reparación en depósito: con aire a presión de 0,05 MPa (0,5 kgf / cm2) con lavado de todos los lugares donde se puede formar una fuga; después de la revisión - con agua a presión de 0,2 MPa (2 kgf/cm2). No se permiten caídas de presión de aire o fugas de líquido. La prueba se lleva a cabo durante 15 minutos. Para verificar la capacidad de servicio del dispositivo de drenaje, los tanques están bajo presión durante 10 minutos con la parte inferior (tapón) del dispositivo de drenaje abierta y durante 5 minutos con una válvula parcialmente abierta con el tapón cerrado. Las calderas de tanques después de la reparación por soldadura están sujetas solo a una prueba hidráulica. De qué materiales: El refuerzo KVZ-TsNII es fabricado del material St 3sp; Cojinete de empuje St 3sp; Amortiguador hidráulico: varilla-St5, cabeza de varilla-St5, tornillo-St 3 cn; Spinton-St 25L; Marco lateral-St 20GL; Refuerzo 18-100 St 20 HFL; Pantuflas de St 3; Barra de fricción St 25L; Buxa (St 15L, 20L, 25L): Sujeta la tapa-St 25L; Cuerpo de acoplamiento automático (St 15L, 20GL, 20GFL): Fusible St 5i St PZFL, polipasto (St 15L, 20L, 20GFL), rodillo de elevación (St 20GFL, 20GL) El concepto de desgaste, los principales tipos de desgaste. El desgaste es el proceso de cambio gradual en las dimensiones de la superficie de una pieza durante la fricción, es decir, la diferencia entre el estado inicial y final de su superficie. El desgaste es un proceso de cambio gradual en el tamaño de un cuerpo durante la fricción, que se manifiesta en la separación de la superficie de fricción del material y (o) su deformación permanente.El desgaste lineal es el desgaste, determinado por una disminución en el tamaño a lo largo de la normal a la superficie de fricción La tasa de desgaste es la relación entre los valores de desgaste y el tiempo durante el cual surgió. Se distinguen los siguientes tipos de desgaste según las condiciones de fricción: mecánico - abrasivo, hidroabrasivo, gas-abrasivo, fatiga, erosivo, cavitación, molecular - mecánico; corrosión - mecánica - oxidativa, oxidativa - mecánica El desgaste aceptable es el desgaste en el que las piezas acopladas o una de ellas pueden seguir funcionando normalmente hasta la próxima reparación. Limite el desgaste, en el cual el trabajo adicional puede provocar la rotura de la pieza. |
infopedia.su
Desgaste de piezas y formas de restaurarlas
El desgaste de las piezas puede ser mecánico (incluyendo abrasión y fatiga), mecánico molecular y mecánico por corrosión. En caso de desgaste mecánico (interfases eje-cojinete, estructura-mesa, pistón-cilindro; partes del eje, dientes de engranaje, resortes, etc.), para reducirlo, es necesaria la lubricación regular, el uso de materiales resistentes al desgaste en el diseño, el endurecimiento de la superficie, la reducción de la rugosidad de las superficies mecanizadas, el correcto funcionamiento del equipo. Para reducir el desgaste mecánico molecular (pares de engranajes y tornillos, cojinetes) a una presión específica significativa, es necesaria una lubricación regular y abundante y una disminución de la presión específica. El desgaste mecánico por corrosión (cuellos de ejes y ejes, rodamientos) se reduce mediante la lubricación regular de las superficies que no funcionan, el uso de materiales y recubrimientos resistentes a la corrosión.Como resultado del desgaste, las dimensiones y la forma de las partes cambian, aumentan los espacios en las juntas de las partes móviles y se altera el ajuste apretado de las partes fijas. El límite de desgaste de una pieza ocurre bajo la condición de que no se pueda volver a utilizar debido a una interrupción en el funcionamiento normal de la unidad o máquina y la posibilidad de un accidente. El desgaste admisible de la pieza implica la posibilidad de su instalación en la máquina sin reparación y funcionamiento satisfactorio durante el próximo período de revisión.
El desgaste de una pieza puede determinarse por las siguientes características: 1. detección de defectos (fisuras, ranuras, muescas, abolladuras) y cambios en la forma de la pieza durante su examen externo; 2. cambio en la naturaleza del sonido emitido por la transmisión, rodamiento, conexión; 3. evaluación de la calidad y forma de la superficie mecanizada; 4. aumento en la holgura de las manijas; 5. calentar la pieza; 6. caída de presión en el sistema hidráulico o neumático.
La cantidad de desgaste se puede determinar mediante uno de los siguientes métodos: 1. por micromedición: cambiando las dimensiones de la pieza, que se establece utilizando instrumentos de medición universales; 2. por el método de bases artificiales: cambiando el tamaño del rebaje, aplicado con una herramienta de diamante o aleación dura en la superficie de trabajo de la pieza; 3. método de evaluación indirecta: cambiando las características operativas de la interfaz o nodo (marcha muerta, temperatura, nivel de ruido y presión).
Ajuste y mantenimiento preventivo de equipos
Para controlar el desgaste de las piezas y eliminar oportunamente sus consecuencias durante la operación del equipo, se realizan ajustes y mantenimiento preventivo. Se llevan a cabo como mantenimiento de revisión por los propios trabajadores de producción y el personal de servicio del servicio de reparación (reparadores, guarnicioneros, engrasadores, electricistas), en base a los resultados de inspecciones periódicas, comprobaciones de la precisión geométrica y cinemática de los equipos, pruebas en funcionamiento, y también bajo pedido personal de servicio o departamento de servicio de control técnico. El mantenimiento entre reparaciones se lleva a cabo, por regla general, sin tiempo de inactividad del equipo, durante el almuerzo y otras pausas en el trabajo. El conjunto de trabajos de ajuste de equipos incluye la eliminación de golpes, holguras y holguras en engranajes y juntas, apriete de cuñas y barras de sujeción, ajuste de embragues, frenos, resortes, tensión de correas y cadenas, sellado de partes de sistemas hidráulicos y neumáticos, verificación del funcionamiento de la lubricación. sistema, sistema de refrigeración, iluminación de red, interruptores e interruptores. Durante el mantenimiento preventivo de revisión, se reemplazan las piezas desgastadas: correas, llaves, sujetadores, forros de freno, dedos, bujes, perros, etc. Los trabajos de ajuste y mantenimiento preventivo del equipo por parte de reparadores se llevan a cabo con la participación de un trabajador de producción. Ver también:www.webrarium.ru
| AutomóvilesAstronomíaBiologíaGeografíaHogar y JardínOtros IdiomasOtroInformáticaHistoriaCulturaLiteraturaLógicaMatemáticasMedicinaMetalurgiaMecánicaEducaciónSeguridad OcupacionalPedagogíaPolíticaDerechoPsicologíaReligiónRetóricaSociologíaDeportesConstrucciónTecnologíaTurismoFísicaFilosofíaFinanzasQuímicaDibujoEcologíaEconomíaElectrónica | ⇐ AnteriorPágina 4 de 5Siguiente ⇒ Una medida del desgaste físico de una pieza bajo la acción de la fricción puede ser el espesor de la capa desgastada (en micras) de la superficie de trabajo. Depende de la duración de la operación y de factores como el material de la pieza, la calidad del acabado superficial, el tipo de lubricante. Se ha establecido que el desgaste físico de las piezas individuales (conjuntos) de las máquinas bajo la acción del rozamiento se caracteriza por tres etapas sucesivas: un desgaste intenso durante el período de rodaje, un aumento más lento del desgaste durante el funcionamiento normal y un aumento progresivo en el desgaste después de alcanzar un cierto valor. Menos estudiados son los patrones de desgaste físico de las piezas, cuya destrucción no ocurre bajo la influencia de la fricción, sino por otras razones, por ejemplo, debido a la fatiga. Los patrones de desgaste físico de las máquinas en su conjunto están aún menos estudiados, esta tarea es más compleja. En el segundo caso, la destrucción ocurrirá cuando el área de la sección peligrosa disminuya a límites inaceptables. Por lo general, una disminución en el área de una sección peligrosa se asocia con una resistencia al desgaste insatisfactoria del material seleccionado, es decir, a pesar de satisfactoria caracteristicas de fuerza, este material debe ser reemplazado por uno más resistente al desgaste. Este caso de destrucción de partes de máquinas se encuentra a menudo en unidades en contacto con abrasivo, ya que el desgaste abrasivo es el tipo de desgaste más catastrófico. El tipo de destrucción considerado es doble. Por un lado, esta es una falla gradual, por otro lado, una falla repentina típica observada bajo ciertas condiciones. Este tipo de destrucción, en efecto, empeora el primer término de la fórmula (3), aunque, si aún no se ha producido la destrucción, determina el segundo término de la misma fórmula. En la lucha contra el desgaste de las piezas de las máquinas, un lugar importante corresponde a la definición de los principales tipos de desgaste. Conociendo el tipo de desgaste, es posible desarrollar razonablemente medidas para eliminar el desgaste en las piezas de la máquina Para proteger los productos metálicos de la corrosión, darles una apariencia hermosa que no se deslustre, proteger la superficie de las piezas de máquinas y dispositivos que se frotan contra el desgaste mecánico, hacer la superficie de productos de conductividad eléctrica aumentada o cierta. 10 Métodos de reparación de equipos en la empresa. Al organizar reparaciones, se hace una distinción entre métodos de reparación descentralizados y mixtos. Con un método centralizado, las reparaciones son realizadas por las fuerzas del taller mecánico y de reparación: el RMC de la empresa o un contratista. El método centralizado se utiliza para en numeros grandes del mismo tipo de equipo y una gran cantidad de equipo de pequeña masa, conveniente para el desmontaje y transporte. La centralización del trabajo de reparación permite aumentar la productividad del trabajo a través de la especialización temática, cuando ciertos tipos de equipos se reparan en un sitio especialmente equipado, o la especialización profesional, cuando los trabajadores de la misma especialidad realizan el mismo tipo de trabajo estrictamente limitado en equipos de varios tipos. Métodos de reparación de equipos, según el tipo, el tipo y la cantidad de equipos, su tamaño y peso, las calificaciones y el equipo de los reparadores, el método de reparación adoptado en la empresa, se utilizan varios métodos de reparación. El servicio de reparación de equipos tecnológicos de una empresa de construcción de maquinaria es un complejo de divisiones involucradas en la supervisión de la operación y reparación de equipos tecnológicos.Durante la operación, los equipos tecnológicos sufren desgaste físico y moral y requieren un mantenimiento constante. El rendimiento del equipo se restablece mediante su reparación. Además, durante la reparación, no solo se debe restaurar el estado original del equipo, sino que también es necesario mejorar significativamente su funcionamiento básico. especificaciones a través de la modernización. La esencia de la reparación radica en la conservación y restauración de alta calidad del rendimiento del equipo mediante la sustitución o restauración de piezas desgastadas y mecanismos de ajuste. |
El desgaste es la destrucción gradual de la superficie del material de la pieza, acompañada de la separación de partículas, la transferencia de partículas a la superficie de contacto de la pieza, así como un cambio en la calidad de la superficie: su geometría y propiedades. y las capas superficiales del material.
En la práctica ocurre normal Y catastrófico tener puesto. El desgaste normal se puede estimar de antemano y tener en cuenta al planificar las reparaciones, mientras que el desgaste catastrófico deja la máquina fuera de servicio repentinamente.
Reducir la cantidad de desgaste normal y la probabilidad de desgaste catastrófico aumenta la vida útil general de la máquina y también reduce el costo y la duración de sus reparaciones.
El desgaste se produce por efectos mecánicos, térmicos, químicos y eléctricos sobre el material de un cuerpo de fricción en contacto con el material, exposición a partículas sólidas libres de otro material o del medio ambiente.
El desgaste, al igual que la fricción, está asociado a fenómenos complejos e insuficientemente estudiados en las capas superficiales de un material.
Abrasión observado en el movimiento relativo de las superficies presionadas unas contra otras. La abrasión consume parte de la energía de fricción.
El proceso de abrasión se explica por los siguientes fenómenos:
- a) las irregularidades sobresalientes de las partes en contacto, cuando se mueven, se tocan entre sí y arrancan mecánicamente las partículas metálicas de las superficies;
- b) las superficies entran en contacto molecular en áreas separadas, como si estuvieran soldadas entre sí; con más movimiento relativo, los sitios de soldadura se destruyen, acompañados por la separación de las partículas adheridas de las superficies de contacto;
- c) las capas amorfas de superficies de rodaje en puntos individuales se calientan y ablandan fuertemente; con el movimiento relativo de las superficies, las partículas blandas se trasladan de sus lugares a distancias considerables, se solidifican en el camino y se separan. Durante la abrasión, puede ocurrir una combinación de los fenómenos anteriores.
desgaste abrasivo Se observa cuando pequeñas partículas de alta dureza (abrasivo de muela, cascarilla, arena, etc.) entran en contacto con las superficies de fricción.
En líquido fricción, las partículas libres más pequeñas que el espesor de la capa de aceite tienen un efecto relativamente débil sobre el desgaste de la superficie.
En no líquido fricción, y también cuando el tamaño de partícula excede el espesor de la capa de aceite, se observa un desgaste intensivo de las superficies. Las marcas de desgaste tienen la forma de pequeñas ranuras longitudinales.
Cuando una superficie de fricción tiene una dureza baja, es principalmente la otra superficie la que está sujeta al desgaste abrasivo. Esto se debe a una mayor retención de partículas abrasivas en una superficie menos dura debido al hecho de que las partículas bajo presión externa penetran profundamente en una superficie menos dura y se retienen en ella y, por lo tanto, hay menos movimiento de partículas abrasivas en relación con una superficie blanda que en relación con una dura.
Convulsiones en la superficie se manifiestan en la rápida formación de surcos longitudinales de considerable profundidad (hasta 1 mm o más). El fenómeno de marcar para la mayoría de las máquinas cae en la categoría de desgaste catastrófico. El proceso de rayado se explica por la adhesión de superficies de fricción en ciertos lugares, el desprendimiento de una cantidad significativa de metal de una superficie y la aparición de acumulación en otra. Con un mayor movimiento relativo de la superficie, la acumulación provoca la aparición de rozaduras y una mayor destrucción progresiva de la superficie.
Se obtiene un mayor peligro de rayado con superficies hechas de los mismos metales. La entrada de partículas abrasivas puede servir como una causa independiente de rayado (con partículas suficientemente grandes) o contribuir al inicio del proceso descrito anteriormente debido a un aumento en la presión específica en un punto ubicado frente al grano abrasivo, donde el metal se deforma. ocurre.
astillado por fatiga consiste en la exfoliación de partículas metálicas de las superficies de fricción debido al fenómeno de fatiga bajo cargas periódicamente cambiantes. El fenómeno de desgaste por fatiga se suele observar en pares cinemáticos superiores, principalmente con abundante lubricación. Esto último se explica por la introducción de líquido en las microfisuras de la superficie, lo que contribuye a la destrucción de esta última. Colapsar , aumentando gradualmente, se observa a presiones específicas inaceptablemente altas o con superficies mal ajustadas, expuestas y maquinadas que no han sufrido un rodaje preliminar.
Desgaste corrosivo es consecuencia de los efectos químicos o eléctricos del medio ambiente; La intensidad de la corrosión está muy influenciada por el calentamiento de la superficie de la pieza, lo que acelera el proceso de desgaste.
Factores que afectan el desgaste de las superficies de fricción:
- a) materiales de las superficies de fricción y su tratamiento térmico;
- b) calidad de las superficies de fricción;
- c) el grado de contaminación de los puntos de fricción;
- d) la naturaleza y tipo de lubricante;
- e) valor de la presión específica;
- f) el valor del trabajo específico de fricción;
- g) velocidad.
Por lo general, el desgaste de los metales es menor cuanto mayor es su dureza. Por lo tanto, para mejorar la resistencia al desgaste, se recomienda aplicar tratamiento térmico a las superficies de acero y piezas de hierro fundido, saturación de las capas superficiales con sustancias apropiadas (cementación, nitruración), así como recubrimientos superficiales con material resistente al desgaste (por ejemplo , cromo, aleación dura).
Si es necesario, para el tratamiento térmico de secciones individuales de piezas grandes de acero y hierro fundido,
el calentamiento de la superficie de los lugares correctos con corrientes de alta frecuencia o una llama de gas, y el recubrimiento de aleación dura se lleva a cabo mediante mecanizado electroerosivo.
2. Formas de expresar la cantidad de desgaste
La resistencia al desgaste es una propiedad operativa o de servicio de un material, pieza o interfaz (superficies de fricción), por lo tanto, el desgaste se puede expresar de varias maneras que caracterizan más de cerca su propósito de servicio. En muchos casos, es más conveniente expresar el desgaste como una reducción del tamaño lineal del cuerpo en la dirección normal a la superficie (desgaste lineal). Si se produjo desgaste lineal ∆h en la trayectoria de fricción ∆s en el tiempo ∆t, entonces la relación ∆h: ∆s será la "intensidad de desgaste lineal" o "tasa de desgaste lineal", y la relación ∆h: ∆t será ser la "tasa de desgaste lineal".
3. Contabilización del rodaje
En todos los procesos de fricción y desgaste, es importante el rodaje al principio de la vida útil de la máquina. El rodaje es un proceso de cambio gradual como resultado del desgaste de la microgeometría inicial (su tamaño y dirección) y el ajuste mutuo de ambas superficies de las piezas hasta lograr una rugosidad estable y un ajuste constante.
En la intensidad del desgaste de las interfaces de las piezas de la máquina, a menudo se observan períodos de rodaje. A, caracterizado por un mayor desgaste dimensional y un funcionamiento normal b, más resistente al desgaste (Fig. 3).
Arroz. 3. a - rodaje; b - funcionamiento normal
Durante el rodaje, la intensidad del desgaste disminuye gradualmente. Simultáneamente con los fenómenos de cambios en la rugosidad y un aumento en la superficie de contacto, a menudo se produce un cambio durante el proceso de rodaje. propiedades fisicas y mecanicas capas superficiales de metales en fricción, ya que en el contacto predominan las deformaciones plásticas (principalmente por endurecimiento).
La altura y la naturaleza de las macro y micro rugosidades en las superficies de fricción tienen una gran influencia en la etapa inicial de desgaste y el cambio en el tamaño de la pieza después del rodaje, porque con una disminución en el área de contacto de las superficies , debido a macro y micro-rugosidades, surgen mayores tensiones de contacto que con una unión más completa.
El uso de operaciones de acabado (nutrición, superacabado, bruñido, raspado, lapeado, acabado, etc.) en el tratamiento de las superficies de fricción reduce la altura de las irregularidades y permite garantizar su ajuste más completo.
La mejora de las superficies de fricción también se produce durante el rodaje inicial, que a menudo se lleva a cabo en modos de funcionamiento reducidos para eliminar el riesgo de rozaduras.
Las condiciones de fricción externas dadas (carga, velocidad, lubricación, etc.) corresponden a un determinado estado de rodaje; cuando estas condiciones se vuelven más pesadas, se produce un rodaje adicional de las superficies.
4. Influencia de las condiciones de trabajo en el desgaste de las piezas
La distribución del desgaste entre las superficies de fricción, así como a lo largo y ancho de las mismas, es de gran importancia para el funcionamiento del mecanismo, la durabilidad de las piezas y el costo de las reparaciones.
En cada par de fricción, es preferible un mayor desgaste de una pieza simple y fácilmente reemplazable y otra menos severa, compleja y costosa. Al diseñar máquinas, esto se tiene en cuenta mediante la elección adecuada de los materiales:
- una pieza compleja está hecha de un metal más duro y, a menudo, está sujeta a tratamiento térmico y revestimientos de superficies
- una parte más simple está hecha de un metal más blando (por ejemplo, bujes, camisas, etc.).
La distribución del desgaste sobre la superficie de fricción depende de la forma de la superficie y de las condiciones de funcionamiento del par.
En un par giratorio con un elemento fijo y otro giratorio, tienen lugar los siguientes tres casos característicos de distribución del desgaste (a - eje móvil, b - eje estacionario).
– el desgaste del elemento giratorio será uniforme en toda la superficie, y el desgaste del elemento fijo se concentrará en una zona de la superficie (Fig. 4). Como resultado, el eje de rotación se desplazará hacia el desgaste local, mientras que la posición de su centro de rotación de la pieza y su equilibrio no se violan. Tanto los elementos femeninos como los masculinos pueden ser fijos.
Arroz. 4

Arroz. 5.
El mismo caso (Fig. 6, c) incluye dos elementos que giran a diferentes velocidades con una dirección constante del vector de fuerza de carga.

Arroz. 6.
En los dos primeros casos, el desgaste total lineal puede resultar menor si una pieza con un patrón de desgaste local se fabrica con un material más resistente al desgaste (duro). Sin embargo, en la práctica, la relación inversa de la dureza superficial de los materiales de las piezas se suele utilizar por las siguientes razones:
- la combinación de un desgaste uniforme débil Δ1 de una parte con un desgaste local más fuerte Δ2 de la otra parte (Fig. 7, a) no conduce a una violación significativa de la naturaleza del contacto superficial.
Una disminución insignificante en el radio de curvatura de una parte sólida que se desgasta uniformemente se compensa con el desgaste local de otra parte, mientras que la zona de contacto α (Fig. 7, a) prácticamente no disminuye y la presión específica en las superficies no aumenta.

Arroz. 7.
Si la relación de dureza de la superficie se toma inversamente a la considerada, entonces un fuerte desgaste uniforme Δ1 de una parte blanda con un desgaste local débil Δ2 de una parte dura conducirá a una disminución significativa en la zona de contacto α (Fig. 7, b), un aumento de la presión específica y un aumento de la intensidad de desgaste;
- el reemplazo de una pieza con desgaste local por una nueva restaura la posición inicial perturbada del eje de rotación o la posición del centro de rotación. La distribución uniforme del desgaste en combinación con una mayor dureza del metal proporciona un menor desgaste de una pieza más compleja y costosa sin alterar la posición del centro de rotación de la superficie de desgaste en ella; la naturaleza local del desgaste, combinada con el metal blando, concentra el desgaste en una pieza que requiere menos mano de obra y es fácilmente reemplazable (por lo general, un buje o un revestimiento), lo que facilita las reparaciones de la máquina.
El tercer caso (Fig. 6, c) se caracteriza por el valor más pequeño del desgaste lineal total de las superficies. Aquí no se producirá el desplazamiento del eje de giro por desgaste, mientras que la violación de la posición del centro de giro de la superficie será igual a la suma del desgaste radial de ambos elementos. El trabajo específico de rozamiento por unidad de superficie e igual al producto de la fuerza de rozamiento y el desplazamiento relativo de las superficies será el mismo y uniformemente repartido sobre ambas superficies. Por lo tanto, la elección de la relación de dureza de las superficies de las piezas está dictada únicamente por el deseo de concentrar el desgaste en una u otra pieza por razones de facilidad de reparación. Por lo general, en tales casos, ambas superficies tienden a fabricarse con la mayor resistencia al desgaste posible.
El tercer caso en su forma pura rara vez ocurre en la práctica. Un ejemplo del uso del principio considerado es el ajuste del aro exterior estacionario de un rodamiento de bolas en la carcasa del mecanismo con una ligera interferencia; como lo establece la práctica, el anillo gira gradualmente durante la operación, asegurando un desgaste uniforme de la pista a lo largo de la cual ruedan las bolas.
En un par traslacional, siempre hay una tendencia al desgaste desigual de las superficies debido al hecho de que ciertas secciones de estas últimas pierden periódicamente el contacto.
El desgaste desigual de las superficies con el tiempo provoca la distorsión de su forma y la interrupción del contacto adecuado. Para debilitar este fenómeno, es necesario elegir un material menos duro para una parte que tiene una distribución uniforme o cercana de la potencia específica de las fuerzas de fricción que para una pieza de acoplamiento que opera con una potencia específica de las fuerzas de fricción que varía mucho a lo largo la longitud.
La constancia del modo de funcionamiento del par facilita la lucha contra el desgaste. Por ejemplo, si un eje está funcionando a RPM constantes, es posible seleccionar el modo de fricción de fluido óptimo para sus cojinetes; si el número de revoluciones por minuto varía dentro de 1:50 (máquinas para corte de metales), se vuelve imposible proporcionar fricción líquida en los cojinetes en todo el rango de velocidades de rotación. En este caso, es ventajoso utilizar rodamientos.
El modo de funcionamiento de los pares cinemáticos se viola durante el arranque y la parada de la máquina. Las observaciones han establecido que los cojinetes del motor de un automóvil se desgastan más durante los períodos de aceleración y desaceleramiento que durante todo el período de operación en movimiento constante. Una de las medidas más efectivas para combatir el aumento del desgaste durante el arranque de la máquina es un suministro abundante de lubricante antes de arrancar la máquina con una bomba o un lubricador manual.