Корабостроенето е специален клон на машиностроенето. Неговите основни (основни) продукти са кораби различни видове, корабно оборудване. Освен това корабостроителната индустрия произвежда за Национална икономикамощни сондажни машини, самоходни плаващи кранове, метални конструкции, различни стоки потребителски стоки.
Съвременният кораб е голям инженерен комплекс, включващ сложни електроцентрали, специални устройства и автоматизирани корабни системи. Особеностпроизводството на основните продукти на корабостроителните заводи е дълъг цикъл на изграждане на кораб, широка гама от произведени части и възли с малък брой от тях в партида. Например, средна продължителностизграждането на сериен транспортен кораб от момента на полагането до доставката е 8-10 месеца; изграждането на кораб река-море с товароподемност 3 хиляди тона изисква повече от 2 милиона части от различни видове и предназначения. За сравнение можете да видите, че за производството на модерни пътнически автомобилима около 6 хиляди части. Ако автомобилните части се произвеждат в допуски, които осигуряват тяхната взаимозаменяемост, тогава големите части на корпуса на тежки кораби обикновено се правят с надбавка, което изисква значително количество работа по монтажа по време на монтажа. За корабостроителните цехове високата цена и трудоемкостта на производствените части и монтажните единици са типични, сравнително високи в сравнение с други индустрии, обемът физически труд, сложността на интегрираната му механизация и автоматизация поради необходимостта от извършване на значително количество работа в секции, блокове и отделни помещения на кораба.
Разнообразие от машини и инструменти, монтирани на кораби, се произвеждат в машиностроителни, уредостроителни, електроинсталационни предприятия и асоциации, които заедно с корабостроенето и кораборемонта са част от корабостроителната индустрия. Поради това те се отнасят към предприятия и асоциации за собствено корабостроене, кораборемонт, корабостроене, корабно оборудване, електрически инсталации (наричани по-нататък предприятия, освен когато говорим сиотносно асоциациите). Малко са специализираните предприятия, които могат изцяло да бъдат отнесени към една от посочените части на корабостроителната индустрия. По-често отделно предприятие включва производството на два или три подотрасла, като профилът му се определя от преобладаващия от тях.
Корабостроителни видове производство
Видове корабостроенепроизводство: обработка на дела; монтаж и заваряване; корпусна конструкция (коева);
тръбопроводи; механичен монтаж; производство на корпусно-довършителни номенклатурни изделия; монтаж на арматура и корпусна арматура, производство и монтаж на корабни вентилационни тръби; производство и монтаж на довършителни продукти и оборудване на корабни помещения; производство и монтаж на изолации, бояджийски покрития; изпитания и въвеждане в експлоатация на кораби; пластмасово корабостроене; стоманобетонно корабостроене; дървено корабостроене; дървообработваща индустрия.
Фиг.1.1. Фрагмент от класификация производствени клеткипо конструктивни и технологични характеристики
Заключение
И така, по време на това срочна писмена работабяха разкрити задачи и въпроси. В първата част на работата бяха внимателно проучени въпроси, свързани с дефинирането на производствените процеси и тяхната класификация. Второ, методологията за анализ на производствените процеси на примера на корабостроителния завод Pella.
Дефиницията на производствените процеси е дадена като обществен процес на труда на екип от работници. Производствени процесисе делят на основни, спомагателни и обслужващи процеси. Основните процеси са технологични процеси, в резултат на което формата и размерите на предметите на труда променят вътрешната структура ( топлинна обработка), външен вид(боядисване, хромиране, никелиране и др.) и относителното разположение на съставните му части (сглобяване).
Списък на използваната литература
1. Дмитриев А. Проектиране на модерен кораб. Ленинград, 2010 г.
2. Бухалков M.I. Системата за управление на производителността на труда и ефективността на производството // Организатор на производството. - 2010. - N 4. - С. 87-93.
3. Герчикова И.Н. Проектиране на производствени системи, М.: 2001.
4. Гуревич I.M. Организация, планиране и управление на предприятие за ремонт на кораби - М .: 2007, 296 с.
5. Никифоров В.Г. Организация и технология на корабостроенето, М.: 2004, 301 с.
6. Организация на производството и управление на предприятието: Учебник за университети / Изд. О.Г. Туровец. М.: Инфра-М, 2009. 527 с.
7. Разинкова О.П. Управление на персонала на предприятието в условия на нестабилно производство: Монография. - Твер: TSTU, 2010. - 144 с.
8. Савицкая Г.В. Анализ стопанска дейностпредприятия: Учебник. М .: Инфра-М, 2009.- 536s.
9. Серебренников Г.Г. Икономически аспекти на организацията на производството: учеб. надбавка за университети. Тамбов: Издателство Тамбов. състояние техн. ун-та, 2008. 78 с.
10. Фатхутдинов Р.А. Организация на производството: Учебник за ВУЗ. М .: Инфра-М, 2009. -669 с.
11. Икономика на предприятието: учебник / V.I. Титов. - М. : Ексмо, 2008. - 416 с.
12. Икономика на предприятието: курс от лекции / Волков О.И., Скляренко В.К. - М.: INFRA-M, 2006. - 280 с.
13.Икономика на предприятието: Урок/ Khungureeva I.P., Shabykova N.E., Ungaeva I.Yu - Улан-Уде, Издателство ESGTU, 2004. -240 с.
14. Икономика на предприятието (фирмата): Семинар / Изд. проф. В.Я. Позднякова, ст.н.с. В.М. Прудников. - 2-ро изд. - М.: INFRA-M, 2008. - 319 с.
15. Икономика на предприятието: учеб. надбавка за екв. университети / Жиделева В.В., Каптейн Ю.Н. - 2-ро изд., преработено. и допълнителни - М: Инфра-М, 2002. - 133 с.
Според степента на завършеност на строителния цикъл корабостроителните предприятия се разделят на корабостроителници и заводи. корабостроителница -предприятие, което включва само строителни обекти (структури, където се намират кораби в процес на изграждане), насипи и цехове за производство на корпусни части, корпусни конструкции, производство и монтаж на корабни тръбопроводи и системи, монтаж на различни механизми, както и група магазини за оборудване. Корабостроителницата получава всички механизми, устройства, оборудване, апаратура и устройства от други специализирани предприятия. Корабостроителниците не се използват широко в Русия и Украйна. преобладаващите у нас са корабостроителници - предприятия, които освен цехове, пряко свързани с корабостроенето, включват и корабостроителни работилници. Тези цехове произвеждат механизми и оборудване както за нуждите на собствения завод, така и за други кооперирани предприятия.
В зависимост от материала на корпуса на корабите в процес на изграждане, корабостроителните предприятия се разделят на метални, стоманобетонни, пластмасови и дървени корабостроителни предприятия. Има и предприятия за морско и речно корабостроене. Морските корабостроителни предприятия са разделени на 5 класа според стартовото тегло на строящите се кораби (Таблица 1.3.1).
Таблица 1.3.1. Класификация корабостроителни предприятиячрез изстрелване на маса от съдове
Основните цехове на корабостроителните заводи са разделени на цехове за корабостроене и цехове за машиностроене според естеството на производството. Продуктите на цеховете на корабостроителницата са предназначени за онези кораби, които този завод строи. Цеховете на машиностроителната част произвеждат механизми и оборудване, често без "обвързване" с конкретен кораб, и ги предават в склада. От склада те отиват на кораби, построени в този завод или в сътрудничество с други корабостроителни предприятия.
Взаимното разположение на цехове, строителни площадки, пускови съоръжения и други сгради и конструкции, както и железопътни линии и пътища, газопроводни мрежи и други промишлени мрежи на централата се определят от нейния генерален план. Оформление главен планна завода се характеризира с коефициент на застрояване, равен на съотношението на общата площ на издатините на всички сгради и конструкции към площта на територията на завода. В модерните корабостроителници коефициентът на натрупване е около 0,50.
Работата на корабостроително предприятие се характеризира със следните основни данни и технически и икономически показатели:
годишна продукция в стойностно изражение (милиарди рубли) и в натура (брой построени кораби, дедуейт и др.);
броят на заетите, включително производствените и спомагателните работници;
специфична продукция в стойностно и натурално изражение (на работник, на производствен работник, на 1 рубла дълготрайни активи);
АО "Онежки корабостроителен и кораборемонтен завод" разполага със собствени инженерни услуги, проектно-технологичен отдел и всички основни и спомагателни производствени съоръжения, необходими за корабостроенето.
IN производство на корпусиса използвани модерни технологиизаваряване и монтаж:
- автоматично заваряване под флюс на панели,
- безлегов монтаж на корпусни секции и блокове,
- полуавтоматично заваряване на профили и блокове в CO 2 среда,
- заваряване с флюсова тел.
Предварителна подготовка на ламарина
На линията за почистване и грундиране се извършва предварителна подготовка на ламарината (дробноструене и грундиране). собствено производствосъстоящ се от дробеструйна установка, автоматична кабина за пръсканеИ сушилна камеракомбинирани в единен комплекс. Рязането на листа се извършва на две модерни машинивъздушно-плазмено рязане. Оптимизацията на разкроя се извършва от отдела за проектиране и технологии на завода.
Подхлъзвания
Корабоподемното съоръжение G300, което позволява повдигане на кораби с доково тегло до 2300 тона, дължина до 140 m и ширина до 16,5 m, осигурява едновременно настаняване на четири кораба с голяма вместимост. Хелингът е оборудван с три крана KSK 32 и KSK 30, портални кранове с товароподемност 27 и 10 тона са монтирани на бетонна пристройка с дължина 200 m.
Корабоподемна конструкция Хелинг P600 (надлъжен), който позволява повдигане на кораби с доково тегло до 300 тона, дължина до 50 m и ширина до 10 m.
IN бояджийска индустрияИзползват се висококачествени материали и модерно оборудване Използват се висококачествени грундове, бои и технологии за боядисване на Jotun, модерни компресори Atlas-Copco, системи за безвъздушно боядисване на Vagner, Graco, Hercules. За извършване на бояджийски работи при неблагоприятни метеорологични условия има подвижно укритие на хелинга, предназначено да предпази корпуса на кораба.
IN металообработка и механично производствоусвои производството на капаци на люкове от понтонен тип, корабен кран за преместване на капаци на люкове КРАБ-16000 с товароподемност 16 тона; спусков апарат КРАБ-5000 за спасителна лодка FFB 57C2 за 15 човека с товароподемност 5 тона; спусков апарат ШЕАВ-550Д за спасителна лодка от фибростъкло тип RB400 / G1 с товароподемност 1,7 т. Заваряването на конструкции от алуминиеви сплави е усвоено в металообработването и машиностроенето.
IN дизайн и технологичен отделв завода е въведена система за автоматизирано проектиране, в която работят квалифицирани специалистив областите на корабостроителната индустрия: корабостроителни инженери, електромеханични инженери, машинни инженери.Опитни специалисти осигуряват проектантска и технологична поддръжка при строителството на кораби: проектна документацияза спазване на правилата на класификационните дружества, правилата за защита на труда и санитарните стандарти, проектиране на технологично оборудване, разработване на работен дизайн и плазмено-технологична документация (схеми за рязане, програми за контрол на рязане на части, шаблони за огъване и др.). След откриването на завода персоналът на отдела за проектиране и технологии е попълнен с млади инженери, които вярват в стабилното бъдеще на предприятието като част от FSUE "Rosmorport".

Корабостроителен и кораборемонтен завод Самус се намира в село Самус, което е на 38 км северно от Томск, при вливането на река Самуска в Том.До средата на 90-те години заводът е градообразуващото предприятие за селото. В нея работят над 1400 души.
Историята му започва с принудителния престой в устието на реката на пътническия и товарен параход Гагара през 1879 г. Той се премества в Бийск с търговски товар, но го застига внезапно застудяване. Ледена утайка вървеше покрай Том. Екипът избра място за спиране и зимуване. Факт е, че безопасната зимна утайка за речния флот е голям проблем. Пролетният ледоход е грандиозно, но съкрушително явление, а на това място вливащата се река е образувала удобен дълбок залив. Такива уединени места по реките са рядкост и знанието за тях се предава в целия басейн. Оттогава хората започнаха да се заселват тук и заводът за корабостроене и ремонт на кораби Samus се появи на брега.
Сега тук работят само 186 души. Но те, както и преди, се занимават с корабостроене, кораборемонт, машиностроене и осигуряват безопасна зимна утайка за речния флот. От всички тези дейности корабостроенето представлява 84% от общото натоварване.
По време на своето съществуване заводът е построил 333 моторни кораба от различни видове и модификации. Лодки и яхти, шлепове и фериботи, понтони и плаващи кранове, товарни, пасажерски и почистващи съдове за речния флот... които просто не са пускани на вода през годините. Но специална гордост е трюмната несамоходна баржа с товароподемност 2800 тона, построена през 1993 г. „Сега се експлоатира на река Рейн в Холандия под името Samus“, казва Виктор Густавович Шварц, директор на завода. – Това беше първата и единствена поръчка в чужбина. Речният регистър я приема и тя сама тръгва от Самуски през тогавашния Ленинград до Холандия.
Днес заводът се занимава с производство на обзавеждане на моторни кораби. Тази серийна държавна поръчка предприятието получи благодарение на федералната целева програма „Развитие на транспортната система на Русия до 2015 г.“. Първият етап от тази програма е обновяване на техническия парк. В рамките на завода трябва да бъдат построени 13 моторни кораба от проект 3050 (по три за Новосибирск, Омск, Якутск, Хабаровск и един за Красноярск) и 5 - проект 3050.1 (два за Новосибирск и три за Омск).
Моторни кораби проект 3050:

Задачата на ситуационните съдилища е да проверяват състоянието на фарватера на реката. Предназначени са за измерване на дълбочините на хода на кораба, монтаж на навигационни и брегови знаци. Тяхната характерна разлика е, че корабите от проект 3050.1 са оборудвани с два товарни крана в носа и кърмата.
Моторни кораби от проект 3050.1:

На този етапконструкция, вече е оформен корпусът на бъдещия плавателен съд. Сега е време електротехниците, довършителите и водопроводчиците да се включат, за да го „наситят“. Но като цяло, като всеки голям бизнес, строителството на кораб започва с проектиране. Заводът няма собствен проектантски отдел, така че тези работи се поверяват на външни изпълнители. Проектът трябва да предвижда огромен брой подробности, включително дебелината на стоманата, от която ще бъде направен бъдещият кораб, натоварванията по време на експлоатацията му и дори работния график. Корабостроенето може да се сравни с построяването на къща. От началото на проектирането до пускането на вода на такива кораби минават от една до две години.
Януари 2012 г., когато заводът започна да изпълнява тази държавна поръчка, беше началото на голямо количество корабостроене. Имаше остър недостиг на собствени работници и се наложи да се обърнат за помощ към специалисти отстрани. Монтажници на кораби, електрозаварчици, тръбопроводчици, хора идваха от различни места, дори от Санкт Петербург. Към днешна дата вълнението утихна, обемът на работата се разпръсна и заводът започна да се справя сам, а ние успяхме да се разходим и да видим от какви етапи се състои конструкцията на кораба.
Подготвителен цех.
Всичко започва с обработката на метала. Закупен е в Магнитогорск металургичен заводПреди обаче специалните листове от корабостроителна стомана да станат част от кораба, те трябва да преминат задължително обучение. Във фабриката има цяла линия за това.

Металните листове се взимат от склада с пневматични вендузи и се подават през портата на заден план:



Валяците са последвани от дробеструйна обработка, която почиства метала от ръжда, котлен камък и други замърсители. Подложените на такава обработка листове се нареждат за грундиране.

Нанася се с ръчни валяци. След грундирането стоманата придобива зеленикав оттенък. Оттук металните листове се подават към различни машини, където се режат и огъват, като от тях се изработват всички видове скоби и рамки, стрингери и греди в съответствие с проекта.
В завода има няколко гилотини за рязане на метал с различна дебелина:



Машините за газово рязане изрязват извити части:


Ръбовете на изрязаните детайли се почистват и предават на монтажниците на кораби.

Или, ако частта се нуждае от допълнителна обработка, тя отива в машинния цех.
Механичен цех.

Тук са концентрирани машини, на които се извършват работи по пробиване, струговане и фрезоване. Цехът произвежда широка гама от продукти, вариращи от илюминатори до карданни валове.
На входа има заготовки, които по-късно ще станат различни съединители, фланци, капаци и контейнери:

Детайли в процес на изработка:

Фреза:

След фалита, настъпил в предприятието през 2009 г., цялото оборудване трябваше да бъде приведено в ред за година и половина-две. Нови инвеститори, представлявани от OAO Tomskaya транспортна фирмаи CJSC Siberian Logistic Center планират да започнат модернизация на завода през тази година. Планът за действие предвижда поетапна подмяна на машинния парк - придобиване на нови машини за плазмено рязане, модерно оборудванеза заваряване и подмяна на части от металорежещи машини в машинния цех.
В допълнение към основната дейност, заводът се занимава с кораборемонт. Скоро от Новосибирск трябва да пристигне моторният кораб "Прилив". Ще му сложат такъв китайски двигател:

А това е домашният двигател на Ярославския машиностроителен завод:

Подобни двигатели са инсталирани на МАЗ. Сега механиците го подготвят за инсталиране на моторния кораб Project 3050.
За размера на друг двигател, който се ремонтира тук, може да се съди по тези биели:

Тези детайли по-късно ще станат илюминатори на кораба:

Резервоарите за вода, гориво и отпадъци се изработват в първия цех и след това се докарват тук, където към тях се заваряват обработени части, грундират се и се тестват.

Рулевото перо за кораба проект 3050. В бъдеще то ще контролира посоката на кораба:

Процесът на производство на витлов вал за същия кораб:


Котвите трябва да бъдат закупени, тъй като са отлети, а заводът няма собствена леярна:

Производственият поток, който започва в снабдителния и машинния цех, се слива в корабостроителния цех.
Корабостроителен цех.
Корабът е сглобен от няколко блока. Имаме късмет, че заводът работи по серийна поръчка, така че успяхме да видим как преминава през различните етапи на строителство. Първо, "лющерите", както ги наричат тук, заваряват плоски профили, от които след това се сглобяват обемни блокове. Освен това блоковете се съединяват и по този начин се оформя корпусът на плавателния съд. Частите са свързани помежду си с помощта на полуавтоматично и ръчно заваряване.
Тук, на монтажния щанд, се извършва монтажът на първия и втория блок на моторния кораб 3050.1:

Работниците първо завариха и сглобиха плосък участък от палубата, след което монтираха върху него метална рамка, върху която сега са заварени външните листове на обшивката:


Петият блок на съда вече е готов и стои на опори до монтажния проводник в очакване на грунда:

Третият блок е направен още по-рано и вече е грундиран:

Грундиране на готови части:

Ето как постепенно се оформя корпусът на кораба:

Трябва да кажа, че корабостроителният цех е впечатляващ с размерите си. Построен е от финландската компания ASPO през 1988 г. и веднага осигурява пълен цикъл на изграждане на кораб в покрити зони. Новата газова котелна централа, построена след фалита, ви позволява да продължите да работите зимен период. Дори и при най-тежките студове работилницата има положителна температура.
Довършителните работи, тръбопроводите, електроинсталациите и други работи започват на последния етап. На този кораб вече е монтиран кран:

И тук монтажът на кабината и вътрешните жилищни помещения завършва:


В машинното отделение вече са монтирани основният двигател и два спомагателни:

Когато цялата работа приключи, остава последната операция - окончателното оцветяване. След това корабът се изкарва от цеха, пуска се на вода и се тества. И едва след това ще бъде предаден на клиента.
Уреждане на флота и кораборемонт.
Отвън, извън цеха, на площ от няколко километра, са разположени големи и малки съдове от целия басейн за зимна утайка и ремонт на кораби. Успяхме да посетим завода в момент, когато реката беше на път да се откъсне от леда, а целият флот все още беше на брега.

През зимата тук могат да се установят до 100 единици от флота. Сега почти всички са се разпръснали по мястото на регистрация.


Някои кораби прекарват зимата в безопасен залив, а някои се извеждат на брега, за да ремонтират подводната част. Всяко лято заводът събира портфолио от такива поръчки. Флотът по реката е стар, през последните двадесет години нови кораби практически не са построени, много от тях се нуждаят от ремонт.
Тези участъци от кожата, маркирани в бяло, са променени:

Ето как всички заваръчни шевове се проверяват за плътност: от една страна шевът се намазва с вар, а от друга - с керосин. Керосинът има способността да прониква много дълбоко в метала през най-малките капиляри и пукнатини, което го прави много по-добър от другите течности и ще бъде ясно видим върху бяла вар. По този начин, ако се появи на гърба на кожата, това означава, че шевът има проходен дефект.
Корабните екипажи прекарват зимата до своите кораби. Живеят в хостел във фабриката. Ако ремонтът на витлови валове, витла и подводната част на корпуса се извършва от работещи предприятия, тогава всички останали работи са ремонт на двигателя, открити палуби и др. - изпълнява командата.

Плавателните съдове с тегло до 800 тона и дължина до 97 метра се издигат от водата със специална корабоподемна конструкция - SLIP.

С негова помощ корабите са на брега. Това ги връща обратно в реката.

Грундираните корабни корпуси чакат своя клиент в далечината, служейки като своеобразно напомняне за фалита, станал точно по време на строителството им:

„По това време имаше практически единични поръчки“, спомня си Виктор Густавович, „в страната практически нямаше серийно речно корабостроене. Федералната програма за развитие на транспортната система започна да работи едва през 2012 г. и е предназначена да обнови държавния флот. На този моментиндустрията е натоварена с 25-30%. Факт е, че корабостроенето е скъпо удоволствие. Корабите, които се строят в завода, струват от 30 до 100 милиона. Най-скъпият проект беше яхтата "Байтерек" на стойност 500 милиона за Улбинския минно-металургичен комбинат в Казахстан.
В момента почти целият флот е отписан, но корабособствениците практически нямат пари да го преоборудват. И ако говорим за заемни средства, тогава високите лихвени проценти в банките увеличават периода на изплащане на корабите толкова много, че почти се доближава до експлоатационния живот - 25-35 години. Такива дългосрочна инвестициясредства с неясна перспектива за връщането им не представлява интерес за частните корабособственици. По този начин, без държавна подкрепапо въпроса за актуализирането на флота просто не може да се направи.
Днес заводът е снабден с работа за още една година, така че сме оптимисти за бъдещето: по федерални програми ние се доказахме като надеждни корабостроители, така че оттам ще дойдат други поръчки. Сега нашата задача е да блокираме времето между държавните поръчки с други работи, по които работим. Водим преговори, така че смятам, че няма да стоим бездействащи.”
Текст, снимка: Евгений Мицик.
§ 59 Конструкция на кораби
Корабостроителните предприятия са специализирани в следните области: корабостроителни организации (корабостроителници, корабостроителници и бази за доставка);Основният материал на корпуса на кораба (стоманени корабостроителни предприятия, предприятия, изграждащи кораби от леки сплави, пластмаса, дърво, стоманобетон и др.);
Вид на корабите (предприятия, които строят танкери, риболовни кораби, кораби за насипни товари, ледоразбивачи и др.);
Зона за корабоплаване (предприятия, които строят море, езеро, река и др.).
корабостроителници- големи независими предприятия с цехове за производство на всички елементи на модерен кораб: корпусни конструкции, основни и спомагателни силови установки, устройства, оборудване и др.
Както бе споменато по-горе, поради изключителната сложност на изграждането на съвременни кораби в едно предприятие, корабостроителниците са организационно и икономически нецелесъобразни.
Корабостроителници- предприятия, които изцяло произвеждат всички елементи на корпуса, изграждат кораби на хелинг и монтират машини, механизми и цялото оборудване, необходимо за кораба, доставено от контрагентите, пускат кораба във водата, завършват строителството, изпитването и доставката на кораба на клиента.
Бази за доставка- предприятия, разположени в зоната на доставка на кораба, доставени от отдалечени райони на неговото строителство. В базите за доставка корабът се комплектова окончателно, оборудва се със специфично оборудване, като атомни електроцентрали, оръжия и др., тества се в условия, близки до експлоатационните, и корабът се предава.
Основните цехове на всяко корабостроително предприятие са:
обработка на казус, който включва площадка и секции за маркиране на части на тялото от листов и профилен материал, газово рязанеметални (ръчни, полуавтоматични и автоматични), машинен парк за обработка на детайли (огъване на преси, изрязване на ръбове и др.) и гореща обработка на плочи;
монтаж и заваряванекойто извършва сглобяването на отделни готови части от корпусни конструкции в възли, секции и блокове, тяхното заваряване и частично монтиране на насищането на плавателния съд;
Строителен стай, който сглобява и заварява корпуса от секции и блокове, насища го и монтира устройства, механизми и оборудване. Освен това работилницата проверява качеството на работата на корпуса (извършва подходящи тестове), подготвя кораба за пускане и пускането му на вода;
корпусен монтаж(монтаж, такелаж и боядисване), изпълнение монтажни работи, завършване и Довършителни работина борда;
празен модел, леярски, ковашки, електродни и др., предназначени да осигурят на кораба в процес на изграждане необходимите отливки, изковки, електроди и др. (скоби, стебла, валове, троси, електроди и др.).
Механичната група работилници включва:
Механична с машинен парк за фина настройка и обработка на нови детайли;
Котелна, която произвежда парни котли, съдове под налягане и други относително малки, но сложни корпусни работи;
Усилване, където части от арматура и автоматични устройства се обработват и заваряват, тестват, монтират и настройват на кораба.
Група за механичен монтажработилниците включват цех за медни тръби, който произвежда конструктивни елементи на корабни тръбопроводи и сглобява корабни системи на кораби;
Монтажно-монтажна работилница, която извършва монтаж на механизми, корабни устройства и други монтажни работи на кораба.
Част дървообработванецеховете включват: дъскорезници, складове за съхранение на обла дървесина и дървен материал, сушилни, дърводелски цех, който извършва работи по довършване на кораби (изолационни летви, кофражни настилки и др.), както и обслужващи други цехове със скелета, огради, дървена арматура и др. П.; накрая, дърводелски цех, която произвежда детайли от насищането на съда от дърво (мебели, интериорна декорация и др.).
Помощна групацехове: инструмент, механичен ремонт, електрически ремонт и ремонт и строителство - осигурява всички производствени цехове на предприятието с инструменти, приспособления, както и ремонт на оборудването на производствени цехове и сгради.
Магазини за контрагентии секциите са работилници на други предприятия, извършващи самостоятелна работа на кораби.
Енергийното стопанство на корабостроителното предприятие се състои от комбинирана топлоелектрическа централа (захранваща централата с електроенергия, както и енергия за нейното осветление и отопление), трансформаторна подстанция, парна електроцентрала (с изпитвателен стенд), компресор за сгъстен въздух, водопровод, кислород, ацетиленова станция и др.
транспортен магазинЗаводът е воден, железопътен, автомобилен, камион и друг транспорт и средства за неговата експлоатация, поддръжка и ремонт.
Складови съоръжениявключва складиране на общи фабрични складове различни материали, отиващи за изграждането на кораба (метали, дървен материал, гориво, текстил и кожени изделия, строителни материали, готово оборудване, машини и механизми, електроматериали, оборудване, инструменти и много други). Тази икономика е сложна организация, която осигурява на кораба в процес на изграждане всичко необходимо.
Методите за изграждане на кораби се определят от технологията, приета във всяко корабостроително предприятие.
Секционен методсе състои в това, че целият корпус на кораба е разделен на отделни секции: палуби, бордове, дъно, прегради, платформи, надстройки и др.
Детайлите на конструкциите на корпуса, подготвени в цеха за обработка на корпуса, се подават към мястото за монтаж и заваряване, където от тях се сглобяват отделни секции. При сглобяване и заваряване на секции те се насищат с оборудване и крепежни елементи. Разходите за труд при изграждането на кораб по този начин рязко намаляват. Готовите секции на корпуса се доставят до строителните площадки на хелинга, където оформят корпуса на кораба, извършват монтажни и заваръчни работи.
След направата на цяло отделение или затворено помещение по този метод и изпитването им за непропускливост на хелинга, се продължава сглобяването на насищането на тялото (машини, механизми, устройства, системи).
При блоков метод, което е развитие на секционния метод, съдът е разделен на големи обемни части - блокове, произведени в цеха за сглобяване и заваряване от отделни секции и подавани към хелинга в завършен вид - сякаш част от съда, ограничена от всички страни от конструкции, които образуват затворени отделения или помещения. В готовия блок се извършва и цялата инсталация на насищане. Готовността на отделните блокове, подавани към хелинга, достига 90%.
Този метод за изграждане на кораб намалява времето, необходимо за формиране на корпуса на хелинга и увеличава пропускателната способност на плъзгачите. В допълнение, производството на корпусни конструкции, които формират корабни блокове в цехови условия - на закрито, при максимална механизация на работата, подобрява качеството на работа, улеснява работата на работниците и драстично повишава производителността на труда.
Размерите на секционните блокове зависят от производствените условия в предприятието и от вида на транспорта, който осигурява доставката на секционните блокове до хелинга. В големи, добре оборудвани инсталации теглото на блоковете, подавани към хелинга, достига 600-700 тона (когато работят два крана с товароподемност до 350 тона, при условие че блокът се подава по двойка или когато сглобяване на кораба на хоризонтална строителна площадка).
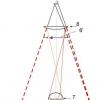
Ориз. 81. Схема за формиране на корпуса на хелинга по различни начини; а - пирамидален; b - остров; c - блок (римските цифри показват номерата на блоковете).
При блоковия метод на хелинга се извършват само работи по монтажа на дънни секции, различни конструкции, електрически инсталации и други монтажни работи.
Елементите на корпуса, изложени на хелинга, за да се намалят общите заваръчни деформации, в повечето случаи се оформят по три начина: пирамидален, островен и блоков (фиг. 81). Тези методи позволяват сглобяването и заваряването на корпуса с широка предна част, което значително намалява времето за изграждане на кораба.
С пирамидален mПри този метод корпусът се сглобява от секции и формирането на корпуса започва или от средата на плавателния съд, или от кърмата. Откритите начални участъци образуват подобие на стъпаловидна пирамида, откъдето този метод е получил името си.
Островметодът за формиране на корпуса се състои в едновременното полагане на няколко секции по дължината на съда, които по-късно се съединяват с дънни секции. Този метод намалява периода на изграждане на кораба поради разширяването на обхвата на работа.
Блокиранметодът се използва при оформяне на корпус на хелинг от предварително сглобени и заварени блокове от секции или блокове. Използването на този метод е рационално при серийното строителство на кораби със средна и малка водоизместимост. При блоковия метод оформянето на тялото започва с монтажа на основния блок, след което към него се присъединяват съседни блокове, едновременно по двете стени.
Има два метода за организиране на конструкцията на съда: поток-позиция и поток-бригада.
При поточно-позиционен методизграждането, монтажът и монтажът на корабни блокове се извършват на отделни позиции на специални колички, които се придвижват към нови позиции. При този метод на определени работни позиции се назначават специализирани екипи от работници, които са на постоянна работа и извършват еднородна работа.
Методът на потока се използва широко в серийното строителство на малки и средни кораби.
Метод на нишка-бригадасе крие във факта, че специализирани екипи от работници, след като извършат определен обем работа, преминават от един кораб на друг. При този метод екипът няма постоянни работни места, което води до непродуктивна загуба на време. Този метод се използва при серийно строителство на големи морски кораби, когато преместването им от позиция на позиция е нерентабилно.
Спускането на кораба и на водата се извършва след приключване на всички работи по осигуряване на здравината и херметичността на корпуса му.
Десцендерите могат да бъдат от следните пет вида:
1) наклонени запасиот който корабът се спуска по наклонена равнина под собственото си тегло. Плавателният съд трябва да бъде поставен върху плъзгачи за изстрелване, които се плъзгат по наклонената повърхност на релсите за изстрелване. Наклонените приклади за спускане могат да бъдат проектирани за надлъжно спускане, при което корабът първо се спуска във водата на кърмата, или за напречно спускане, при което спуснатият кораб навлиза във водата странично;
2) строителни докове, представляваща яма, отделена от акваторията с порта или плаваща порта, наречена батопорт. Батопортът е хлътнал на прага в главата на дока и спира притока на вода в дока при източване. На строителния док корабът или се строи, или се докарва там на колички, специално за спускане. За да стартирате кораба, докът се пълни с вода и корабът изплува на повърхността. При достигане на същото ниво в дока и във водната зона портите се отварят. Ако докът е затворен от батопорт, тогава водата се изпомпва от него и, придобивайки плаваемост, излиза, отваряйки входа на дока, след което КОРАБЪТ се изважда от дока;
3) докинг камера, който се изгражда на нивото на територията на завода до ямата, разположена под нивото на водата и използвана за спускане на плавателния съд. След като корабът се подаде в докинг камерата на колички, портите от страната на завода и вторият порт, разположен в частта на ямата, граничеща с акваторията, се затварят.
Водата се изпомпва в докинг камерата, съдът излиза от количките и се отвежда настрани над ямата. След това водата от доковата камера се спуска и корабът се спуска в ямата, в която нивото на водата е равно на нивото на водата в акваторията. Външните порти се отварят и корабът се извежда в откритата вода;
4) на десендераза вертикално спускане, корабът се докарва на колички и се спуска вертикално с помощта на винт или хидравлични устройства във водата;
5) приплъзване- механизирано устройство, предназначено за пускане и повдигане на кораби на колички по наклонени релсови релси, странично към водата. Скоростта на кораба по време на спускане или изкачване се регулира от теглителни лебедки с оборудване за такелаж. Има и други различни видове хелинги.
Работата по оборудването на вода се извършва след пускане на кораба във водата. Минималното количество работа е оставено за завършване: настройка на механизми и устройства, тестване в условия, близки до работните, зашиване на изолация, довършване на помещенията, боядисване, инсталиране на оборудване и други крайни работи. Спуснатият кораб се отклонява към кея за оборудване, на който са осигурени енергийни мрежи (захранване с електрически ток, сгъстен въздух, газове, вода и др.), кранови съоръжения и устройства за акостиране на кораба и доставка на всички видове доставки до него.
Всички корабни машини, механизми и устройства, след завършване на монтажа им, се настройват и изпитват в експлоатация, по възможност в условия, близки до експлоатационните, на монтажната стена на завода. При изпитване на главните електроцентрали и задвижващия комплекс корабът е прикрепен с кабели за акостиране към стената за акостиране (поради това всички тестове, извършвани на стената на оборудването, обикновено се наричат тестове за акостиране).
След отстраняване на всички недостатъци, открити по време на изпитанията за акостиране на кораба, се съставя програма за морски изпитания и корабът влиза в морето, изпитания за приемане, проведени от държавната комисия. На морските изпитания официално се определят действителните качества на кораба: скорост, управление и други мореходни и технико-икономически характеристики. Въз основа на държавните изпитания се съставя акт за приемане на съда и след отстраняване на незначителни несъвършенства се счита, че е влязъл в експлоатация.