ДА СЕкатегория:
Ключарска работа - общ
Основни водопроводни операции и тяхното предназначение
Ключарските операции са свързани с процесите на студено рязане на метали. Те се извършват както ръчно, така и с помощта на механизиран инструмент. Целта на шлосерската работа е да придаде на детайла формата, размера и повърхността, определени от чертежа. Качеството на извършената ключарска работа зависи от уменията на ключаря, използвания инструмент и материала, който се обработва.
Технологията на металообработването включва редица операции, които включват: маркиране, рязане, изправяне и огъване на метали, рязане на метали с ножовка и ножица, изпиляване, пробиване, зенкероване и разстъргване на отвори, нарязване на резби, занитване, изстъргване, прилепване и довършване, запояване. и калайдисване, леене на лагери, свързване и др.
При производството (обработката) на метални детайли по шлосерския метод основните операции се извършват в определен ред, при който едната операция предхожда другата.
Първо се извършват шлосерски операции за производство или коригиране на детайла: рязане, изправяне, огъване, което може да се нарече подготвително. След това се извършва основната обработка на детайла. В повечето случаи това са операции по рязане и рязане, в резултат на което излишък
слоеве метал и получава формата, размерите и състоянието на повърхностите, близки или съвпадащи с посочените в чертежа.
Има и такива части на машини, за обработката на които също са необходими операциите на изстъргване, шлайфане, довършителни работи и др., При които се отстраняват тънки слоеве метал от произведения детайл. Освен това, по време на производството на дадена част, тя може, ако е необходимо, да бъде свързана с друга част, заедно с която да бъде подложена на допълнителна обработка. За това пробиване, зенкериране, резба, занитване, запояване и др.
Всички тези видове работа са свързани с основните операции на шлосерската обработка.
В зависимост от изискванията за готовите части могат да се извършват и допълнителни операции.
Целта им е да придадат нови свойства на металните части: повишена твърдост или пластичност, устойчивост на разрушаване в среда на газове, киселини или основи. Такива операции включват: калайдисване, емайлово покритие, закаляване, отгряване, електрозакаляване и др.
При определяне на последователността на обработка се взема предвид в какъв вид пристигат частите (заготовките); по-грубата обработка винаги предшества крайната (довършителна обработка).
Монтажните и монтажните работи в машиностроителното предприятие са набор от операции за свързване на части в строго определена последователност, за да се получи механизъм или машина, която отговаря на изискванията за тях. Технически изисквания. При монтажа се използват всички основни видове шлосерски работи, включително монтаж на сглобените части в възли, последвано от настройка и проверка на изправността на механизмите и машините. Качеството на сглобяване на машината влияе върху нейната издръжливост и надеждност при работа, тъй като колкото по-малко грешки се допускат по време на сглобяването, толкова по-голяма е производителността и по-добре спецификациимашини и механизми.
Ключарските и ремонтни дейности са насочени към поддържане на работоспособността на оборудването. Ремонтът на оборудването се извършва в предприятията предимно с цел отстраняване на дефекти в машините, които възпрепятстват нормалната им работа. Износените части се заменят при ремонт с нови или се възстановяват оригиналните им размери по различни начини.
Технологичен прогрес и свързаното с него оборудване на предприятията най-новите технологии, както и въвеждането на съвременни технологии в производствените процеси, налагат нови изисквания към съществуващото оборудване, поради което, заедно с ремонта на машини в заводи и фабрики, се извършва много работа за модернизирането (актуализирането) му. Модернизацията на оборудването е насочена към увеличаване на скоростта и производителността на машините, мощността на техните двигатели, намаляване на времето на празен ход и спомагателни операции, създаване на тясна специализация, както и разширяване на технологичните възможности. определени видовеоборудване и подобряване на устойчивостта на износване на машинните части. Работата по модернизацията на оборудването се извършва в завода по определен план.
Обемът на шлосерската обработка до голяма степен характеризира техническото ниво на използваната технология и зависи от характера на производството. В машиностроителните предприятия, които произвеждат разнородни продукти в малки количества (единично производство), делът на шлосерската работа е особено голям. Тук ключарят е длъжен да извършва голямо разнообразие от ключарски работи, тоест да бъде универсален ключар. При необходимост ремонтира и монтира металорежещи машини, изработва арматура и др.
IN серийно производство, където хомогенни части се произвеждат в големи партиди, точността на обработката се увеличава и съответно обемът на шлосерската работа намалява донякъде. Работата на шлосерите продължава да е необходима дори в предприятия за масово производство, където се произвеждат хомогенни продукти в големи количества и за дълго време (година, две и т.н.).
Във всички фабрики и фабрики, независимо от вида на производството, са необходими шлосери за производство на матрици, приспособления и инструменти, за ремонт и монтаж индустриално оборудване, санитарни работи, промишлена вентилация и др. Не може без ключари в модерно селско стопанство; тук ремонтират трактори, комбайни и друга техника.
Много дефекти на машините, влизащи в ремонтните предприятия, са добре проучени и систематизирани в типична ремонтна технология. Тази технология е разработена за повечето трактори, комбайни и селскостопански машини. Той посочва методите за възстановяване на части, инструмента, използван за това, спецификациите за ремонтираните части. Въпреки това е просто невъзможно да се предвидят всички случаи, които могат да възникнат в практиката на ремонта. Понякога необходимият инструмент или материал може да не е наличен, понякога става възможно да се приложи по-прост и по-надежден метод за ремонт.
Майсторът трябва да е общ специалист. В допълнение към способността да извършва всички общи водопроводни операции, той трябва да знае правилата за производство на демонтажни и монтажни работи, да е добре запознат с чертежите на машинни части и възли, обозначения на допуски и кацания, да познава основните механични свойства на метали и други ремонтни материали, имат представа за ремонтния процес.
1. Технологичен ремонтен процес
Технологичният процес на ремонт на машина се състои от поредица от последователни операции, които се различават една от друга по характера на извършената работа и използваното оборудване. Много ремонтни операции обаче са подобни една на друга. За производството на същия тип технологични операции в ремонтните предприятия се организират специални работни места. Те са оборудвани с металорежещи машини, стендове, приспособления, инструменти и друго оборудване за демонтаж, възстановяване на части и монтаж на машини и техните компоненти.
Основният елемент на технологичния процес е операция, извършвана на едно работно място и обхващаща всички действия на работното (или работното) и използваното оборудване върху един или повече съвместно обработвани, разглобяеми или сглобявани продукти. В допълнение към технологичните, в ремонтната индустрия има и спомагателни операции: транспортиране, измиване, контрол на качеството, маркиране и др. Технологичните операции се разделят на преходи, преминавания и приеми.
Преходът е част от операцията, характеризираща се с неизменността на обработената повърхност (или свързващите повърхности по време на монтажа), използвания инструмент и режимите на работа на оборудването.
Проход - част от прехода, при която се отстранява един слой материал.
Рецепцията е пълен набор от индивидуални движения на човек, работещ в процеса на извършване на операция (например при пробиване на отвор в продукт, методите ще бъдат: фиксиране на продукта върху масата на машината, включване на cr.li ; , приближаване на свредлото до продукта, включване на подаването, изключване на подаването, прибиране на шпиндела, изключване на машината, освобождаване на продукта). различно естество, сложност и прецизност. Качеството на ремонтните дейности е пряко свързано с квалификацията на работниците и оборудването на ремонтните предприятия с оборудване, приспособления и инструменти.
1.1 Основни водопроводни операции
Основните общи водопроводни операции включват: маркиране, рязане и изрязване, изправяне и огъване, изпиляване, пробиване и разстъргване на отвори. Някои от тях, например маркиране на продукти и пробиване на отвори, шлосерът извършва на специално оборудвани общи работни места за тази цел, а останалите на индивидуалното си работно място, където също нарязва резби, стърже и запоява.
Рационалната организация на работното място на шлосера позволява най-висока производителност, добро качествои безопасни условия на труд с минимален разход на усилия, време и средства. Важно е правилно да оборудвате работното място и да спазвате установения ред върху него веднъж завинаги.
www.autoezda.com
Основни ВиК операции - Други
Основни водопроводни операции
ЯЖТЕ. Муравьов, Водопровод, Москва, "Просвещение" 1990 г., стр. 43-94
Основни водопроводни операции
маркиране, рязане, изправяне и огъване на метали, рязане на метали, изпиляване, пробиване, зенкеруване, зенкериране и разширяване на отвори, нарязване на резби, занитване, прилепване и довършване, запояване
работно място- ключарска работна маса
Обичайно е да наричаме работно място определена част от цеха, предназначена за извършване на определена работа.
Rybins - подвижни дървени решетки, монтирани отгоре на палубата.
Скобата се нарича още винтова скоба.
Менгеме за стол.
Предимства - простота на дизайна и висока издръжливост. Недостатъкът е, че работните повърхности на челюстите не са успоредни във всички позиции.
Ротационно успоредно менгеме.
Предимството е възможността за по-плътно затягане на детайла. Освен това можете да фиксирате под определен ъгъл.
Ръчно менгеме се използва за закрепване на малки части или детайли, които е неудобно или опасно да държите с ръце.
Инструмент за маркиране
Операцията за рисуване на малки точки-вдлъбнатини върху повърхността на детайла се нарича. Точката, оста на симетрия или равнината, от която се измерват всички размери на детайла, се нарича основа за маркиране.
маркиране
Операцията по рисуване на линии и точки върху детайл, предназначен за обработка, се нарича маркиране. Маркирането се състои в начертаване на линии (издигания) върху повърхността на детайла, които според чертежа определят контурите на детайла или местата за обработка.
Скрайберите се използват за начертаване на линии (маркировки) върху маркираната повърхност на детайла.
Централен перфоратор се използва за поставяне на вдлъбнатини (ядра) върху предварително маркирани линии.
Маркиращите (ключарски) пергели се използват за маркиране на кръгове и дъги, разделяне на кръгове и сегменти на части и други геометрични конструкции при маркиране на детайл.
Челюсти
Шублер - измервателен (измервателен) инструмент, използван във водопровода за отстраняване и прехвърляне на размерите на част в скала
Гониометри
Използва се за измерване на ъглови стойности
Измервателен инструмент
Измервателната линийка се използва за груби измервания
Изправяне и огъване
Редактиране - операция за връщане на извити или огънати метални продукти към оригиналната им права или друга форма. Придаването на метала на определена конфигурация без промяна на напречното му сечение и рязане на метал се нарича гъвкаво огъванетънък ламаринапроизведени с чук. За части, които са огънати под прав ъгъл без заобляне отвътре, допустимото огъване на детайла трябва да бъде 0,6 ... 0,8 от дебелината на метала.
рязане на метал
Ударен инструмент, състоящ се от метална глава, дръжка и клин, се нарича чук.
рязане на метал
С помощта на рязане се отстраняват (изрязват) метални неравности от детайла, отстраняват се твърда кора, мащаб, остри ръбове на детайла, изрязват се жлебове и жлебове, а ламарината се нарязва на парчета.
За рязане на профилни (рязани) канали (полукръгли, двустенни и др.) се използват специални напречни срезове - жлебове, които се различават един от друг по формата на режещия ръб.
рязане на метал
Ръчни ножици - най-простият инструмент за рязане на метал
Щанци (прорези)
Ключарски инструмент, който се използва за пробиване на отвори в ламарина, лента или неметални материали с дебелина не повече от 4 мм.
Резачки за тръби
Рязане стоманени тръбисравнително големи диаметри - операцията е трудоемка, поради което за нейното изпълнение се използват специални резачки за тръби.
пилене на метал
Рязане - процесът на премахване на надбавката с пили, иглени пили и рашпили
машина за заточване
Пробиване, зенкеруване, зенкеруване и райбероване
Пробиването се състои в получаване и обработка на отвори чрез изрязване с помощта на специален инструмент - бормашина.
3е, горните повърхности на отвора се обработват, за да се получат скосени или цилиндрични вдлъбнатини, например под вдлъбната глава на винт или нит.
Зенкерирането обработва отвори, получени чрез леене, щамповане или пробиване, за да им се придаде стриктна цилиндрична форма, да се подобри точността и качеството на повърхността.
остъргване
остъргване
Процесът на получаване на точността на формите, размерите и относителната позиция на повърхностите, изисквани от условията на работа, за да се осигури тяхното плътно прилягане или плътност на връзката
Лапинг
Отстраняването на най-тънките слоеве метал с помощта на финозърнести абразивни прахове в смазочна среда или диамантени пасти, нанесени върху повърхността на инструмента, се нарича.
За извършване на точни измервания се използват шублери. Инструментите за дебеломер включват шублер, дебеломер, дебеломер, дебеломер, дебеломер.
Има три вида шублери SC-I, SC-II, SC-III. Деленията, отбелязани в долната част на плъзгача на дебеломер, се наричат нониус.
Линейни измервания
Микрометри
Микрометър
Универсален инструмент (устройство), предназначен за измерване на линейни размери чрез абсолютен или относителен контактен метод в областта на малки размери с ниска грешка (от 2 микрона до 50 микрона, в зависимост от измерените диапазони и клас на точност), преобразуването чийто механизъм е микродвойка винт-гайка.
Микрометърна скала
Микрометричните инструменти позволяват измервания с грешка до
0,01 mm (6,035)
Диаметрално разширение на краищата на тръбите навън, за да се получи плътна и здрава пресова връзка на краищата на тръбите с отвори.
Запояване - процес на създаване на постоянна връзка на метали с помощта на свързващо вещество
Калайдисване - покриване на повърхността на метални изделия с тънък слой калай или сплав на основата на калай
Нарязване на резба
Видове резби
Метрична резба - със стъпка и основни параметри на резбата в милиметри и ъгъл на профила в горната част от 60 °.
Инчова резба - с основни параметри на резбата в инчове, стъпка в броя на резбите на инч и ъгъл на профила в горната част от 55 °.
Тръбна резба - с основните параметри на резбата в инчове, стъпка в броя на нишките на инч и профилен ъгъл в горната част от 55 °, предназначени за свързване на тръби, фитинги и конструктивни елементи с тръбни резби.
Циферблатен индикатор
multiurok.ru
Основни водопроводни операции.
Ключарска професия.
Под ключарска работа обикновено се разбира работа, извършвана с ръчни и механизирани инструменти и завършваща производството на повечето продукти чрез монтажни и довършителни работи, свързване на различни части в монтажни единици, комплекти и комплекси и тяхното регулиране.
Монтажниците сглобяват различни машини и механизми. Поддръжкаи ремонтът им по време на експлоатация се извършва от майстори. Ключарите - инструментаристи осигуряват производството с необходимите инструменти, улесняват и подобряват обработката. Ключарите за монтаж на оборудване, инструменти, комуникации ги инсталират сигурно и на правилното място, пуснати различни видовеенергия и необходими за производството на основни и спомагателни материали. Всички тези работници са обединени от умението да извършват различни ВиК операции. Това се учат в курса за общ шлосер.
Степента и видът на професионалната подготовка, наличието на знания, умения и способности и годността за извършване на работа с определено съдържание и сложност определят квалификацията на работника. Оценява се от тарифната категория, която се определя на работника от квалификационната комисия. Основа за това е квалификационната характеристика, дадена в специални тарифно-квалификационни справочници. В него се посочва, че работникът ʼʼтрябва да можеʼʼ и какво ʼʼтрябва да знаеʼʼ, за да получи подходящото тарифна категорияпо тяхната специалност.
Основни водопроводни операции.
Помислете за основните водопроводни операции, като използвате примера за обработка на прости части - водещ ключ (фиг. 1). Подобно на виното от чертежа, всички повърхности на ключа са обработени, има три отвора: два стъпаловидни фиксиращи винта и един с резба.
Ключът е изработен от шпонкова стомана - прът с правоъгълно сечение. За да се получи детайл с желаната дължина, се правят маркировки - върху повърхността на кръга с писец се нанасят линии, които определят формата и размерите на частта. След това длето (операцията обикновено се нарича рязане) или ножовка (рязане) отделя детайла. По време на процеса на рязане детайлът трябва да бъде огънат. Тя трябва да бъде коригирана. Често се изисква да се извърши обратната работа: да се огъне детайл, който има сложна форма. След това извършете огъване.
С изброените операции е невъзможно да се получи правилната форма на повърхностите на детайла и зададените размери. Οʜᴎ са предварителни, поръчки. Тяхната цел е да подготвят детайла за по-нататъшна обработка, да я осигурят и ускорят чрез премахване на големи слоеве метал. За да придадете на ключа желаната форма и размер, детайлът се отлива. Чрез пробиване се получава отвор ø 11 mm и за резба M10, като се пробива локално разширение на размера на отвора до ø 17 mm. Резбата в пробития отвор се нарязва с кран. Когато отворът трябва да има точни размери, той се разгръща. С изключение
като се има предвид, има и други операции: рязане и напасване - получаване на отвори със сложна форма и много прецизна обработка на две съединяеми части; изстъргване и прилепване - прецизни крайни операции, които осигуряват висока точност, плътност на съединенията; занитването, запояването и залепването са операции, които позволяват частите да бъдат съединени, за да се образуват неразглобяеми съединения.
Както може да се види от гореизложеното, всички операции за производството на всеки продукт трябва да се извършват в определена форма
последователности. Заедно те правят технологичен процесдетайлна обработка.
referatwork.ru
Основни водопроводни операции.
Ключарски отдел.
| дата | гледам | Съдържанието на часовете. | Материална подкрепа. |
| Теоретична част: Общи сведения: значението на металообработването и металообработването и монтажното производство в народното стопанство. Концепцията за грапавост на повърхността и повърхностна обработка. Скици на продукти и заготовки. Организация на работното място на шлосер - типово оборудване, работни и измервателни инструменти. Ключарски операции: маркиране, огъване, рязане, рязане на материал. Практическа част: Инструктаж по безопасност. Подготовка и оборудване на работното място на шлосера за този цикъл от операции. Изисквания към работния инструмент. Изучаване на елементите на работни чертежи на продукти и заготовки. Подготовка на заготовки за маркиране, изправяне, изправяне, огъване, рязане, изрязване на заготовки. Изработка на кукички за закачалки. | Работно място на шлосер. Журнал за инструктаж по безопасност. Пили, шублери. | ||
| Изработка на длето. | Пили, шублери. |
Докладвайте на практика.
Ключарско работно оборудване.
В металургичните работилници и на обектите е разположено оборудване за индивидуално и общо ползване. Оборудването за индивидуално ползване е работни маси с менгеме. Оборудването за обща употреба включва: пробивни и шлифовъчни машини, плочи за маркиране и проверка, плоча за обличане, винтова преса, лостови ножици.
Менгемето се използва за инсталиране и закрепване на детайлите в позиция, удобна за обработка.
Ключарският работен инструмент се разделя на:
· Ръководство.
· Механизирана.
Типичен набор от ръчни инструменти за металообработка е разделен на четири групи:
1) режещ инструмент - пили, ножовки, длета, свредла, метчици, матрици, скрепери, райбери, абразивни инструменти;
2) спомагателен инструмент - чукчета, сърцевини, шипове, писци, пергели, копчета, матрицодържатели;
3) монтажни инструменти - гаечни ключове, отвертки, клещи, ръчни менгемета, скоби, тегличи;
4) средства за измерване и контрол - линийки, калипери, дебеломери, дебеломери, микрометри, квадрати, гониометри.
Основни водопроводни операции.
Има следните основни водопроводни операции:
Маркиране - чертеж върху детайла, който ще се обработва, или повърхността на материала, предназначен за деня на получаване на детайла, линии за маркиране.
Редактиране - елиминират се нередности, кривина, кривина, дефекти във формата на заготовките.
Изправяне - елиминиране на неравности в листа или изкривяване на детайла, който е претърпял втвърдяване.
Огъване - на детайл или част от него се придава извита форма.
Рязане - премахване на излишен слой метал или нарязване на детайл на части с помощта на режещ инструмент.
Рязане.
Рязане - обработка на отвори, канали и канали.
Монтажът е обработка на една част според съществуващата с цел свързването им.
Монтаж - точното взаимно напасване на частите.
Прилепване - довършване на части, работещи по двойки, за да се осигури най-добър контакт на работните повърхности,
Занитване - вид монтаж за образуване на цялостна връзка на две или повече части с помощта на нитове.
Запояване - вид металоконструкция за образуване на постоянна връзка с помощта на разтопен междинен материал или сплав, наречена спойка.
Калайдисване - покриване на повърхността на метални части с тънък слой разтопен калай.
Нарязване на резба.
mybiblioteka.su - 2015-2018. (0,005 сек)
mybiblioteka.su
Тема 1.1. Основните операции на шлосерската обработка и техните характеристики.
⇐ Предишна страница 3 от 6 Следваща ⇒Свържете изображението с вида на обработката и инструмента
Напишете отговора си в следната форма: 1-3-5
Тема 1.5. Допустими отклонения и годни и технически измервания
Задача 1 Назовете основните части на шублера

Попълнете таблицата
Задача 2 Назовете основните части на микрометър

Попълнете таблицата
Задача 3 Прочетете показанията на микрометъра.
Задача 4 Разгледайте схемите на полетата на толерантност. Определете толеранса на вала, отворите, вида на монтажа.
| Схема на полето на толерантност | Толерантност на дупки | Толерантност на вала | подходящ тип | ||||
| 1 |  | 1 | 0,052 | 1 | 0,040 | 1 | с празнина |
| 2 |
 | 2 | 0,046 | 2 | 0,019 | 2 | |
| 3 |  | 3 | 0,030 | 3 | 0,032 | 3 | Преходен |
| 4 |
| 4 | 0,040 | 4 | 0,025 | 4 | с намеса |
Тема 1.2. Основните операции на шлосерската обработка и техните характеристики.
ВиК Тест
Изберете верният отговор
Какво е маркиране:
1. Операцията за изчертаване на линии и точки върху детайла, предназначен за обработка
2. Операция за отстраняване на слой метал от детайла
3. Операция за нанасяне на защитен слой върху частта Операция за отстраняване на неравности от частта.
Изберете верният отговор
Назовете видовете маркиране:
1. Има два вида: прави и ъглови
2. Има два вида: равнинни и пространствени
3. Има един вид: основен
4. Има три вида: кръгли, квадратни и успоредни
Изберете верният отговор
Назовете инструмента, използван за маркиране:
1. Пила, пила, пилка
2.Свредло, зенкер, зенкер, зенкер
3.Тръборез, ножовка, ножица
4. Скрибер, чук, правоъгълник, централен удар, пергел за маркиране
Изберете верният отговор
Наименувайте измервателните уреди, използвани за маркиране:
1. Мащабна линийка, дебеломер, квадрат, ръстомер
2. Микрометър, индикатор, шаблон за резба, сонда
3. Скрибер, чук, правоъгълник, централен удар, пергел за маркиране
4. Чук, мистрия, чук, чук с кръгла глава
Изберете верният отговор
Въз основа на което се прави маркирането на частта:
1. Произведено въз основа на личен опит
2. Произвеждане по чертеж
3. Произведено по съвет на колега
4. Произведен на базата на дефектна част
Изберете верният отговор
Какво е прищипване:
1. Това е операция за нанасяне на точки-вдлъбнатини върху повърхността на детайла
2. Това е операция за отстраняване на неравности от повърхността на детайла
3. Това е операция за рязане на квадратен отвор
4. Това е операция за изправяне на изкривен метал
Изберете верният отговор
Инструмент, използван за рязане на метал:
1.Приложимо: кран, матрица, klupp
2.Приложимо: централен удар, скрепер, зенкер, чук, мистрия
3.Приложимо: ножовка, резачка за тръби, ножици за метал
4.Приложимо: длето за метални изделия, длето, жлеб, чук
Изберете верният отговор
Какво е изправяне на метал:
1. Операция за изправяне на огънат или изкривен метал, само пластичните материали са изложени
2. Операция за формиране на цилиндричен отвор в твърд материал
3. Операция за оформяне на резбова повърхност върху пръта
4. Операция за премахване на слой метал от детайла с цел придаване на желаната форма и размер
Изберете верният отговор
Назовете методите за изправяне на метали:
1. Редактиране чрез усукване, счупване и екструдиране
2. Изправяне чрез пресоване, огъване и кримпване
3. Изправяне чрез стягане, усукване и издуване
4. Редактиране чрез огъване, издърпване и изглаждане
Изберете верният отговор
Наименувайте инструментите и приспособленията, използвани при редактирането:
1.Приложимо: успоредно менгеме, менгеме за стол, скоби
2.Приложимо: разтягане, кримпване, опора, преследване
3.Приложимо: плоча за изправяне, опора, чук, чук, мистрия.
4. Приложимо: централен удар, скрепер, зенкер, чук, мистрия
Изберете верният отговор
Какво е рязане на метал:
1. Това е операция, свързана с разделянето на материали на части с помощта на режещ инструмент
2. Това е операция, рисуване на маркиращи линии върху повърхността на детайла
3. Това е операция за оформяне на повърхност с резба вътре в отвора
4. Това е операция за формиране на резба върху повърхността на метален прът
Изберете верният отговор
Назовете ръчен инструмент за рязане на метал:
1. Длето, фреза, жлеб
2. Ножовка, ръчна ножица, резачка за тръби
3. Изглаждане, чук, чук,
4. Райбер, зенкер, зенкер
Изберете верният отговор
Какво е подаване:
1. Операция за отстраняване на счупения трион от разреза на повърхността на детайла
2. Операцията по рязане на детайла или детайла на парчета
3. Операция за отстраняване на слой метал от повърхността на детайла с помощта на режещ инструмент - файл
4. Операция за отстраняване на метални стърготини от повърхността на детайла или детайла
Изберете верният отговор
Какви инструменти се използват за рязане?
1.Приложимо: клещи, кръгли клещи, резачки за тел
2.Приложимо за: чук с кръгла повърхност, чук с квадратна глава
3.Приложимо: плосък скрепер, длето, чук
4.Приложимо: пили, иглени пили, рашпили
Изберете верният отговор
Какви са видовете прорези за файлове:
1. Триъгълни, изпъкнали, квадратни, овални
2.Линеен, успореден, перпендикулярен, ъглов
3.Протягане, шок, рендосан, упорит
4. Единичен, двоен кръст, дъга, рашпил
Изберете верният отговор
На колко класа са разделени файловете в зависимост от броя на резките на 10 mm дължина:
1. Разделени на 7 класа
2. Разделени на 6 класа
3. Разделени на 5 класа
4. Разделени на 8 класа
Изберете верният отговор
Назовете формите на напречното сечение на файла:
1. Плоски, квадратни, тристенни, кръгли, полукръгли, ромбични, ножовка
2. Овална, триъгълна, квадратна, вилица, права, шестоъгълна
3. Двустранни, тристранни, универсални, специализирани
4. Обикновени, професионални, полупрофесионални
Изберете верният отговор
Какво е сондиране:
1. Това е операция за образуване на проходни или глухи квадратни отвори в твърд материал с помощта на режещ инструмент - свредло
2. Това е операция за оформяне или зашиване на овални отвори в плътен материал с помощта на режещ инструмент - свредло
3. Това е операция за формиране на проходни или слепи триъгълни отвори в твърд материал с помощта на режещ инструмент - свредло
4. Това е операция за образуване на проходни или глухи цилиндрични отвори в твърд материал с помощта на режещ инструмент - бормашина.
Изберете верният отговор
Назовете видовете тренировки:
1. Триъгълна, квадратна, права, под ъгъл
2. Ножовка, ръчна, машина, машинна ръка
3. Спирала, перо, центровка, пръстен, пушка
4. Самонаточващи се, основни, трапецовидни, тяга
Изберете верният отговор
Назовете видовете стебла за спирална бормашина:
1. Овални и успоредни
2. Цилиндрична и конична
3. Полукръгла и външна
4. Специални и редовни
Изберете верният отговор
Какво е тренировка:
1. Режещ инструмент, който нарязва детайла на парчета
2. Режещ инструмент, който образува цилиндрични отвори
3. Режещ инструмент, използван при запояване
4. Режещ инструмент за резба
Изберете верният отговор
Назовете инструмент за ръчно пробиване:
1. Свредло, райбер, зенкер, зенкер
2. Настолна бормашина, вертикална бормашина, радиална бормашина
3. Ръчни бормашини, скоби, тресчотки, електрически и пневматични бормашини
4. Прилепване, скрепер, рамка, държач
Изберете верният отговор
Какво се нарича стационарно сондажно оборудване:
1. Такова оборудване се нарича оборудване, което се прехвърля от един детайл или част към друг.
2. Такова оборудване се нарича - оборудване, работещо с електрически ток
3. Такова оборудване се нарича - оборудване, разположено на едно място, докато детайлът, който се обработва, се доставя до него
4. Такова оборудване се нарича - оборудване, работещо със сгъстен въздух
Изберете верният отговор
Назовете видовете пробивни машини:
1. Окачени, подови и диагонални
2. Настолен, вертикален и радиален
3. Завинтване, пробиване и шлицоване
4. Ръчно, машинно и машинно
Изберете верният отговор
Какво е разглобяване:
1. Това е операция, свързана с обработката на предварително пробити, щамповани, ляти и други дупки с цел придаване на по-правилна квадратна форма, по-висока точност
2. Това е операция, свързана с обработка на предварително пробит, щампован, лят и друг отвор с цел придаване на по-правилна триъгълна форма, по-висока точност и по-голяма грапавост.
3. Това е операция, свързана с обработката на предварително пробит, щампован, лят и друг отвор с цел придаване на по-правилна овална форма, по-ниска точност и по-малка грапавост.
4. Това е операция, свързана с обработката на предварително пробит, щампован, лят и друг отвор с цел придаване на по-правилна геометрична форма, по-висока точност и по-малка грапавост.
Изберете верният отговор
Назовете видовете зенкери:
1. Заострен и тъп нос
2. Машинно и ръчно
3. Камък и бетон
4. Твърди и монтирани
Изберете верният отговор
Какво е разгърнато:
1. Това е операция за обработка на отвори с резба
2. Това е операция за обработка на ранно пробити отвори с висока степен на точност.
3. Това е операция за обработка на квадратен отвор с висока степен на прецизност
4. Това е обработка на конусен отвор с висока степен на прецизност
Изберете верният отговор
Наименувайте видовете разчиствания според начина на използване:
1. Основни и спомагателни
2. Ръчни и машинни
3. Машинно-шлосерски
4. Прави и заострени
Изберете верният отговор
Наименувайте видовете зачиствания според формата на работната част:
2. Ромбични и полукръгли
3. Тетраедър и триедър
4. Прави и заострени
Изберете верният отговор
Наименувайте видовете райбери според точността на обработка:
1. Цилиндрична и конична
2. Груб и завършен
3. Висококачествени и некачествени
4. Ръчни и машинни
Изберете верният отговор
Именувайте профилите на нишките:
1. Триъгълна, правоъгълна, трапецовидна, тяга, кръгла
2. Овална, параболична, триизмерна, припокриваща се, назъбена
3. Полукръгъл, вдлъбнат, тежък, антифрикционен
4. Модулни, сегментирани, тръбни, вдлъбнати
Изберете верният отговор
Назовете системите с нишки:
1. Сантиметър, крак, батерия
2. Газ, дециметър, калибриран
3. Метрика, инч, тръба
4. Милиметър, вода, газ
Изберете верният отговор
Именувайте елементите на нишката:
1. Профил на зъба, външен ъгъл, среден ъгъл, вътрешен ъгъл
2. Ъгъл на профила, стъпка на резбата, външен диаметър, диаметър, вътрешен диаметър
3. Зъб, модул, външен радиус, среден радиус, вътрешен радиус
4. Стъпка на зъбите, модулен ъгъл, външен профил, среден профил, вътрешен профил
Изберете верният отговор
Име на инструмента за рязане на вътрешни резби:
1. Кройцмейзел
Изберете верният отговор
Наименувайте инструмента за външна резба:
1. Зенкер
2. Ценковка
Изберете верният отговор
Назовете видовете плочи:
1. Кръгла, квадратна (плъзгаща се), навиване на резба
2. Шестоъгълна, сферична, лицева
3. Устойчиви, легирани, закалени
4. Модулен сегмент, профил
Изберете верният отговор
Какво е рязане:
1. Разнообразие от картотекиране
2. Разнообразие от прилепване
3. Разнообразие от остъргване
4. Разнообразие от обков
Изберете верният отговор
Какво е прикачен файл:
1. Това е шлосерска операция за взаимно регулиране на методите на рязане за две свързващи се части
2. Това е шлосерска операция за взаимно регулиране чрез изстъргване на две свързващи се части
3. Това е шлосерска операция за взаимно регулиране чрез шлайфане на две свързващи се части
4. Това е шлосерска операция за взаимно напасване чрез изпиляване на две свързващи се части
Изберете верният отговор
Какво е скрапинг:
1. Това е последната шлосерска операция, която се състои в изстъргване на много тънки слоеве метал от повърхността на детайла с помощта на режещ инструмент - обиколка
2. Това е последната шлосерска операция, която се състои в изстъргване на много тънки слоеве метал от повърхността на детайла с помощта на режещ инструмент - скрепер
3. Това е последната шлосерска операция, която се състои в изстъргване на много тънки слоеве метал от повърхността на детайла с помощта на режещ инструмент - иглена пила
4. Това е последната шлосерска операция, която се състои в изстъргване на много тънки слоеве метал от повърхността на детайла с помощта на режещ инструмент - рашпил
Изберете верният отговор
Наименувайте видовете скрепери според формата на режещия ръб:
1. Едностранно, двустранно, тристранно
2. Плосък, тристенен, оформен
3. Модулни, профилни, сегментни
4. Стомана, чугун, месинг
Изберете правилния превозвач
Наименувайте видовете скрепери по дизайн:
1. Нитовани и заварени
2. Щифт и клин
3. Цели и съставни
4. С ключове и шини
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 |
| 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 | 40 |
Практическа работа.
Практика #33
studopedia.net
Маркиране.
Работно място на шлосер.
studlib.info
Основните видове ВиК операции
Маркиране.
Работно място на шлосер.
Тема 25. Основи на водопровода.
1. Ключарската работа е ръчна обработка на материали, монтажни части, монтаж и ремонт на различни механизми и машини.
Работното място е част от производствената площ с цялото оборудване, инструменти и материали, разположени върху нея, които се използват от работник или екип от работници за изпълнение на производствена задача.
Работното място трябва да заема площта, необходима за рационалното разполагане на оборудването върху него и свободното движение на ключаря по време на работа. Разстоянието от работната маса и стелажите до ключаря трябва да бъде такова, че той да може да използва главно движението на ръцете си и, ако е възможно, да избягва завъртане и огъване на тялото. Работното място трябва да има добро индивидуално осветление.
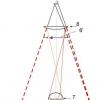
Ключарска работна маса (фиг. 36) - основното оборудване на работното място. Това е стабилна метална или дървена маса, чийто капак (плот) е направен от дъски с дебелина 50 ... 60 mm от твърда дървесина и покрит с ламарина. Единичните работни маси са най-удобни и често срещани, тъй като на многоместни работни маси, когато няколко души работят едновременно, качеството на прецизната работа се намалява.
Ориз. 36 Единична шлосерска маса:
1 - рамка; 2 - плот; 3 - порок; 4 - защитен екран; 5 - таблет за чертежи; 6 - лампа; 7 - рафт за инструменти; 8 - таблетка за работен инструмент; 9 - кутии; 10 - рафтове; 11 - седалка
Работната маса съдържа инструментите, необходими за изпълнение на задачата. Чертежите са поставени на таблета, а измервателните инструменти са поставени на рафтовете.
Под плота на работната маса има чекмеджета, разделени на няколко клетки за съхранение на инструменти и документация.
За фиксиране на детайлите на работната маса е монтирано менгеме. В зависимост от естеството на работата се използват успоредни, столови и ръчни менгемета. Най-разпространени са успоредните въртящи се и невъртящи се менгемета, при които челюстите остават успоредни по време на развода. Въртящата се част на менгемето е свързана с основата с централен болт, около който може да се завърти под произволен ъгъл и да се фиксира в желаната позиция с помощта на дръжка. За да се увеличи експлоатационният живот на менгемето, към работните части на челюстите са прикрепени стоманени горни гъби. Менгемето за стол се използва рядко, само за работа, свързана с ударно натоварване (при рязане, занитване и др.). Когато обработвате малки части, използвайте ръчно менгеме.
Изборът на височината на менгемето според ръста на работника и рационалното разположение на инструмента върху работната маса допринасят за по-добро формиране на умения, повишаване на производителността на труда и намаляване на умората.
Когато избирате височината на монтажа на менгемето, лявата ръка, огъната в лакътя, се поставя върху челюстите на менгемето, така че краищата на изправените пръсти на ръката да докосват брадичката. Инструментите и устройствата са подредени така, че да е удобно да се вземат с подходящата ръка: това, което се взема с дясната ръка - дръжте отдясно, това, което се взема с лявата ръка - отляво.
На работната маса е монтиран защитен екран от метална мрежа или здрав плексиглас, за да задържа парчета метал, които излитат по време на рязане.
Заготовките, готовите части и приспособленията се поставят върху стелажи, монтирани в зоната, предназначена за тях.
2. Маркиране - операцията по чертане на линии (издигания) върху детайла, които определят (според чертежа) контурите на детайла и местата за обработка. Маркирането се използва за индивидуално и дребно производство.
Маркирането се извършва върху маркировъчни плочи, излети от сив чугун, състарени и прецизно обработени.
Линиите (рискове) с равнинна маркировка се нанасят с писец, с пространствена маркировка, с писец, фиксиран в яката на габарита на дебелината. Скрайберите са изработени от марки стомана U10 и U12, работните им краища са закалени и остро заточени.
Централният перфоратор е предназначен за изчертаване на вдлъбнатини (ядра) върху предварително маркирани линии. Произвежда се от стомана марки U7, U7A, U8 и U8A.
Компасът за маркиране се използва за чертане на кръгове, разделяне на ъгли и прилагане на линейни размери към детайла.
3. Основните видове ВиК операции.
Рязането е шлосерска операция, при която излишните метални слоеве се отстраняват от детайла с режещ и ударен инструмент, изрязват се канали и жлебове или детайлът се разделя на части. Режещият инструмент е длето, напречен инструмент, а чукът е ударен инструмент.
Рязането е операция за разделяне на метали и други материали на парчета. В зависимост от формата и размера на заготовките, изрязването се извършва с ръчен трион, ръчна или лостова ножица.
Ръчният трион се състои от стоманена солидна или плъзгаща се рамка и острие за ножовка, което се вкарва в прорезите на главите и се закрепва с щифтове. На стеблото на неподвижната глава е фиксирана дръжка. За опъване на ножовката се използва подвижна глава с винт и крилчата гайка. Режещата част на ножовката е острие за ножовка (тясна и тънка плоча със зъби на едно от ребрата), изработено от стоманени марки U10A, 9XC, P9, P18 и закалено. Ножовките се използват с дължина (разстояние между отворите) 250-300 mm. Зъбите на острието се разпространяват (огъват), така че ширината на среза да е малко по-голяма от дебелината на острието.
Обработката на метал е операция, при която се отстраняват неравности, вдлъбнатини, кривини, деформации, вълнообразност и други дефекти в материалите, детайлите и частите. Редактирането в повечето случаи е подготвителна операция. Изправянето има същата цел като изправянето, но дефектите се коригират в закалените части.
Огъването се използва широко за придаване на определена форма на заготовките при производството на части. За ръчно изправяне и огъване се използват правилни пластини, изправящи челки, наковални, менгемета, дорници, чукчета, метални и дървени чукове (чукове) и специални приспособления.
Занитването е металообработваща операция за свързване на две или повече части с нитове. Нитовите връзки са монолитни и се използват при производството на различни метални конструкции.
Занитването се извършва в студено или горещо (при диаметър на нита над 10 mm) състояние. Предимството на горещото занитване е, че прътът запълва по-добре дупките в частите, които трябва да се съединят, а когато е охладен, нитът ги стяга по-добре. При занитване в горещо състояние диаметърът на нита трябва да бъде с 0,5 ... 1 mm по-малък от отвора, а в студено състояние - с 0,1 mm.
Ръчното занитване се извършва с чук, масата му се избира в зависимост от диаметъра на нита, например за нитове с диаметър 3 ... 3,5 mm е необходим чук с тегло 200 g.
Рязането е водопроводна операция, при която слой метал се отрязва от повърхността на част с пили, за да се получи необходимата форма, размер и грапавост на повърхността, за да се напаснат частите по време на сглобяването и да се подготвят ръбовете за заваряване.
Пилите са стоманени (класове стомана U13, U13A; ShKh13 и 13Kh) закалени пръти с различни профили със зъби, нарязани на работните повърхности. Зъбите на файла, имащи формата на заострен клин в напречно сечение, отрязват слоеве метал под формата на стружки (стърготини) от детайла.
Остъргването е операция за изстъргване на тънки слоеве метал от повърхността на детайла с режещ инструмент - скрепер. Това е крайната обработка на прецизни повърхности (машинни водачи, контролни плочи, плъзгащи лагери и т.н.), за да се осигури плътно свързване. Скреперите са изработени от стомани U10 и U12A, режещите им краища са закалени без темпериране до твърдост HRC 64...66.
Прилепване и довършителни операции - операции по повърхностна обработка с особено фини абразивни материали с помощта на прилепване.
Тези операции постигат не само необходимата форма, но и най-висока точност (5 ... 6-ти клас), както и най-ниска грапавост на повърхността (до 0,05 микрона).
Монтажните и монтажните работи са монтажните и демонтажните работи, извършвани по време на монтажа и ремонта на машини. Различните връзки на части, извършвани по време на сглобяването на машини, са разделени на два основни вида: подвижни и неподвижни. При извършване на шлосерски и монтажни работи се използват разнообразни инструменти и приспособления: гаечни ключове (прости, торцови, плъзгащи и др.), отвертки, перфоратори, тегличи, приспособления за пресоване и изтласкване.
Маркиране.Чертожните игли (писци) се използват за изчертаване на линии (маркировки) върху маркираната повърхност на детайлите. Правите линии трябва да се изчертават с нож с лек натиск по долния ръб на стоманената линийка или квадрат (фиг. 39). Частта трябва да е стабилна върху равна основа.
Ориз. 39. Рисуване на линии
:
а - грешен; ярък
Кръговете се маркират с пергел. Крачетата му с върхове са фиксирани със заключващ винт. За да не се движи компасът при маркиране, центърът на отвора е маркиран със сърцевина. За да може сърцевината да се вижда ясно, сърцевината трябва първо да се държи под ъгъл, да се постави на предвидената точка, след това да се прехвърли във вертикално положение, без да се откъсва краят от тази точка, и с удар с чук върху сърцевината , маркирайте детайла (фиг. 40). Също така е необходимо да се направи сърцевина преди пробиване на отвор, за да се центрира свредлото.

Ориз. 40. Пробиване
Пробиването на тънки метални плочи трябва да се извършва върху здрава основа с лек удар на чук, за да не се пробие плочата. Маркирането може да бъде направено неточно, което води до брак при производството на продукти, тъй като има несъответствие между маркирания детайл и размерите, посочени на чертежите. Причините могат да бъдат различни: човешко невнимание, неточно монтиране на детайла по време на маркиране, неточност на измервателните инструменти. Като цяло, точността - във всяка фаза на ключарската работа - е ключът към успеха. Шублерът е инструмент за измерване на външни и вътрешни линейни размери (фиг. 41) с точност до 0,05 mm.

Ориз. 41. Шублер :
1 - гъби за вътрешни измервания; 2 - подвижна рамка; 3 - дълбокомер; 4 - гъби за външни измервания; 5 - нониус
Състои се от прът с две неподвижни челюсти, върху които е нанесена мащабна скала със стъпка на разделяне 0,05 mm. Рамка също се движи по протежение на щангата с две челюсти и прът, здраво закрепен към нея - дълбокомер. Нониусната скала е отбелязана на ръба на рамката. Нулевият ход на нониуса показва броя на целите милиметри (на фиг. 41 - 13 mm) на основната скала. На нониуса се отчитат десети от милиметъра - където щрихите на двете скали съвпадат (на фиг. 41 - 0,3 mm). Фиксирана на фиг. 41 размер е 13,3 мм. При измерване скалата трябва да се гледа под прав ъгъл.
Фиксиране на детайли.Основното устройство за тази операция е менгеме. Те трябва да бъдат допълнени с различни защитни гъби (виж по-горе). Мястото на обработка трябва да бъде разположено възможно най-близо до челюстите на менгемето. Височината, на която се монтира менгемето, е много важна - от това зависи вашата консумация на енергия при обработка на части. Ключарите използват следния метод за определяне на оптималната височина на менгемето: огънете дясната си ръка, докоснете брадичката с юмрук, след това се опитайте да докоснете челюстите на менгемето с лакътя, без да изпъвате ръката си. Ако това може да стане без да се навеждате или стоите на пръсти, тогава менгемето е поставено на необходимата височина.
Нарязване и рязане на метал.След като завършат маркирането, те започват да премахват „прекомерните“ фрагменти от детайла. Най-грубата подобна операция е рязане, при което заготовката се нарязва на парчета с длето или напречна глава и чук или се премахват ненужните части. Освен това, с помощта на рязане, неравности, мащаб, остри ръбове на части се отстраняват от детайлите, канали и жлебове се изрязват. Обикновено тази процедура се извършва в менгеме, а ламарината също се реже на плоча. При рязане е важно да заемете правилната поза: тялото е изправено и полузавъртено към оста на менгемето; левият крак е с половин крачка пред десния; ъгълът между краката е около 70°. Длетото трябва да се държи в лявата ръка за средата на разстояние 15-20 мм от ръба на ударната част. Той е инсталиран така, че режещият му ръб да е разположен на линията на рязане, а надлъжната ос на пръта на длетото сключва ъгъл от 30-35 ° спрямо обработваната повърхност на детайла и ъгъл от 45 ° спрямо надлъжната ос на менгемето челюсти (фиг. 42). Силата на удара трябва да е значителна. Колкото по-тежък е чукът и колкото по-дълга е дръжката му, толкова по-силен е ударът.

Ориз. 42. :
а - страничен изглед; б - изглед отгоре
Листата и лентите се нарязват на нивото на гъбите, широките повърхности на заготовките са над това ниво (по рискове); крехки метали като чугун и бронз се режат от ръба към средата, за да се избегне натрошаване на ръбовете на детайла. При завършване на сечта силата на удара трябва да се намали. За рязане на метални заготовки и части ножовката се използва по-често от други инструменти. Изборът на острие се определя от дебелината и твърдостта на обработвания метал. За рязане на стомана и други твърди метали, както и на тънкостенни тръби и профили са необходими ножове с фини зъби, а за мед, месинг, алуминий и други меки метали - с големи. Висококачествените остриета са маркирани с дължината, ширината и дебелината на среза, както и броя на зъбите на инч (25,4 mm). За триони с фини зъби тази цифра е 28-32, със средни - 18-24, с големи -16. Платната са изработени от различни степени на стомана: високоскоростна (HSS), от биметални материали, като последните са по-еластични от първите и съответно се чупят по-малко. Стандартните остриета за ножовка са с дължина 300 мм. Те се монтират в рамката на ножовката със зъбите напред и умерено затегнати, тъй като ако напрежението е твърде силно, острието може да се спука по време на работа. Преди да започнете обработката, детайлът се фиксира здраво в менгеме, така че точката на рязане да е възможно най-близо до челюстите на менгемето. Преди да започнете рязане, се препоръчва да направите прорез върху детайла с триъгълна пила - това значително ще улесни пиленето. След това вземете правилната поза за рязане. Положението на ръцете върху ножовката е показано на фиг. 43.

Ориз. 43. Как да държите ножовка
Рязането трябва да започне от равнина (с лек наклон на ножовката), но не и от ребрата, тъй като в последния случай зъбите на острието могат да се разпаднат. Придвижвайки ножовката с работен ход (далече от вас), те оказват натиск; по време на обратния ход (на празен ход) острието се задвижва без натиск, за да не се затъпи. Най-високата скорост на рязане се постига при 40-50 двойни удара на ножовка в минута. За дълги срезове острието трябва да се завърти на 90°. Във всички случаи за по-равномерно износване на зъбите по дължината на острието е необходимо да се използва по-голяма част. За рязане на метални заготовки се използват и електрически триони и резачки за тръби. Когато работите с първия, трябва да носите ръкавици и очила. Машината трябва да се държи здраво с две ръце, в противен случай режещият диск може да се изкриви. Трябва обаче да се знае, че при този метод на рязане се образуват груби грапавини, които затрудняват извършването на последващи операции по обработка.
При използване на резачка за тръби тръбата се затяга в менгеме, върху нея се поставя резачка за тръби и режещата ролка се извежда до повърхността на тръбата. Чрез въртене на резачката за тръби около тръбата, подвижната ролка постепенно се притиска и по този начин прорязва стената на тръбата. Металните листове - поцинкована ламарина, мед, алуминий с дебелина до 0,5 мм се режат с ръчна метална ножица. В сравнение с други режещи инструменти, ножиците не позволяват загуба на материал. Ножиците за метал режат по същия начин като другите. Режещата им способност се определя от качеството на заточване и дължината на лостовете. Удобно е да се използват ножици с дължина на лоста най-малко 20, а най-добре - 30 см. За кривите ножици са достатъчни 20 см. При рязане на лист ножицата се държи с дясната ръка, покривайки дръжките с четири пръста и притискането им към дланта (фиг. 44). Малкият пръст или показалецът се поставя между дръжките, като се прибира долната дръжка до необходимия ъгъл.

Ориз. 44. Как да държите ножици за метал
:
а - захват с отпускане на ножицата с малкия пръст; б - захват с отпускане на ножицата с показалеца
Ножицата трябва да е отворена приблизително на 2/3 от дължината си, тъй като при по-голям отвор не режат, а избутват листа. Листът се държи и подава с лявата ръка между режещите ръбове, водейки горното острие по маркиращата линия. Стискайки дръжките с пръсти, се извършва рязане.
Рязане на метали.Тази една от най-широко използваните довършителни операции се състои в отстраняване на малки слоеве метал с пила. С негова помощ ръждата, мащабът се отстраняват от детайлите, грапавите повърхности се изравняват и частите получават необходимата форма и размер. Ясно е, че за да извърши такава операция, главният трябва да има цял набор от файлове. На работната повърхност на файла има прорез, който оформя режещите ръбове. Нарезите са единични, двойни, дъгови и връхни. Според формата на профила на напречното сечение, файловете се разделят на плоски, квадратни, тристенни, кръгли, полукръгли, ромбични, ножовка и някои други (фиг. 45).

Ориз. 45. :
1 - плоска заострена (a - двоен вдлъбнатина; b - единична вдлъбнатина; c - пръстен; d - стебло; d - дръжка); 2 - плосък, тъп; 3 - полукръгъл; 4 - кръгъл; 5 - тристенен
Използването на файл с една или друга форма се определя от профила на детайла. Пилите с единичен разрез (правоъгълни под ъгъл или дъгообразни) обикновено се използват при обработката на меки метали, тъй като премахват стружки по цялата дължина на разреза. Пилите с двоен (кръст) нарез премахват малки стружки (поради големия брой малки режещи клинове) и се използват за пилене на стомана и други твърди метали. Работните свойства на файла се характеризират с два свързани показателя: стъпката на прореза и броя на прорезите. Стъпката на нарезите е разстоянието между два съседни зъба на пилата, а броят на нарезите е броят им на 1 см дължина. Според броя на резките се разграничават бастардни файлове (0-1), полулични (2), лични (3) и кадифени (4-5) файлове. Последните се използват за фино пилене, шлайфане и довършителни работи на детайли, докато бастардните се използват за предварително, грубо пилене. Пилите с голям назъб и груби, остри зъби се наричат рашпили, а малките и фино назъбени пили се наричат иглени пили. Преди изпиляване детайлът се фиксира в менгеме, докато нарязаната повърхност трябва да стърчи 8-10 mm над нивото на челюстите. За да избегнете вдлъбнатини в детайла, можете да използвате описаните по-горе меки защитни гъби. За извършване на тази операция се препоръчва следната работна поза: полуобърнат към менгемето, левият крак е поставен напред и половин стъпка наляво, ъгълът между стъпалата е 40-60 ° (фиг. 46).

Ориз. 46. Поза (а) и хват на пилата (б) при пилене
Оптималната височина на менгемето трябва да бъде такава, че когато пилата се приложи с дясната ръка към челюстите на менгемето, рамото и предмишницата на тази ръка образуват прав ъгъл (фиг. 46а). Пилата се държи за дръжката с дясната ръка, така че заобленият край на дръжката да лежи върху дланта; дланта на лявата ръка се прилага почти напречно на оста на файла на разстояние 2-3 cm от ръба на пръста му (фиг. 46b). Пиленето трябва да се извършва с равномерно движение на файла: напред - с натиск и при движение назад - без натиск. Пилата трябва да се притиска към частта с две ръце и в различните фази на движение по различни начини: когато пилата се движи напред, натискът върху дръжката постепенно се увеличава с дясната ръка, като едновременно с това се отслабва натискът върху пръста на крака файла с ляво. Оптималната скорост на пилене се счита за 40-60 двойни движения (т.е. напред и назад) в минута. Ако обработваната повърхност е плоска, тогава основната задачапо време на обработка - за да се запази неговата плоскост, тоест да се предотвратят "запушвания". Качеството на нарязаните равнини се оценява с помощта на различни контролни и измервателни инструменти: плоскост - с извита линийка на светлина; точността на съседни равнини, обработени под прав ъгъл - с квадрат; паралелно обработени равнини - с дебеломер (фиг. 47).

Ориз. 47. Начини за контрол на повърхностите при пилене
:
а - с извит владетел; б - квадрат; c - шублер
Има специфични особености при обработката на криви повърхности. Изпъкналите повърхности се обработват с помощта на люлеещите се движения на файла (фиг. 48а), при които той сякаш обикаля изпъкналата повърхност. Обработват се вдлъбнати повърхности (с кръгли или полукръгли пили), като се извършват сложни движения - напред и настрани с въртене около оста си (фиг. 48б). Контролът се извършва чрез маркиране или използване на шаблони.

Ориз. 48. Рязане на извити повърхности
:
а - изпъкнал; b - вдлъбнат
При пилене металните стърготини запушват жлебовете, така че е необходимо от време на време да почиствате острието на пилата с метална четка, която трябва да се движи по жлебовете. Тебеширът може да се нанесе върху пила с фина резба. Тогава чиповете ще се запушват по-малко.
пробиване.Чрез тази операция се получават проходни и непроходни отвори с различни диаметри на дълбочина в метал и други материали с помощта на свредла. Най-разпространените инструменти за пробиване са ръчни механични и електрически бормашини. Такъв инструмент обаче не позволява пробиването на прецизни отвори, например за резба. За тези цели използвайте стойка за пробиване или бормашина. Заготовката и използваните инструменти (стойка, бормашина, свредла) трябва да бъдат здраво фиксирани. Това ви позволява да пробивате отвори с еднаква дълбочина перпендикулярно на повърхността и да регулирате дълбочината на пробиване. важно правилен изборскорост на пробиване. Отвори с големи диаметри и твърди метали се пробиват при ниски скорости. За пробиване на метали обикновено се използват спирални (винтови) свредла с конично заточване, изработени от бързорежеща стомана. Техните остриета са направени под формата на спираловидни канали, спускащи се към водещата точка под определен ъгъл (фиг. 49). Според този ъгъл (y) и ъгъла на върха (b) се разграничават следните видове свредла (таблица 6).

Ориз. 49. Свредла :
H - за твърди материали (камък); N - за нормални материали (алуминий, мед)
Таблица 6
В допълнение към свредлата, изработени от бързорежеща стомана, за пробиване на особено твърди материали се използват свредла с върхове от твърда сплав (победит), които образуват особено устойчив на износване режещ ръб. Когато пробивате метал ръчно, първо центърът на бъдещия отвор се маркира върху детайла с централен перфоратор, така че върхът на свредлото да не изскача при влизане в метала. След като фиксирате свредлото в патронника, върхът му се довежда до предвидения център на отвора, така че оста на свредлото да съвпада точно с оста на бъдещия отвор (ясно е, че частта трябва да бъде фиксирана по един или друг начин ). Пробиването трябва да започне с ниска скорост, без силно натискане, плавно и без резки, като се избягва люлеенето на свредлото. Натискът постепенно се увеличава (ако свредлото върви в правилната посока) и отворът се пробива докрай. За охлаждане на горещото свредло трябва да се използва емулсия, смазочно масло или сапунена вода. Ако тези течности не са налични, трябва да се правят чести и дълги паузи, така че свредлото да се охлади. Така че по-специално се пробиват сив чугун и цинк. Пробиването на ламарина трябва да се извършва на дървена стойка, разположена под листа.
Ако се пробие проходен отвор, когато свредлото излезе от детайла, налягането постепенно се отслабва и броят на оборотите също се намалява (ако е възможно). Ако свредлото залепне, трябва да му се каже да обърне въртенето и да се извади от дупката, след което да се отстрани причината за задръстването. При пробиване на дълбоки отвори свредлото трябва периодично да се изважда и почиства от чипове. По-добре е да пробиете дупки с диаметър над 6 mm на две стъпки: първо пробийте пилотен отвор с диаметър 4 mm на малка дълбочина в точката на пробиване и след това „пуснете в действие“ свредло от желания диаметър. По време на работа свредлата се затъпяват и се нуждаят от заточване. Спиралните свредла се заточват върху абразивен камък на шлифовъчна машина (фиг. 50). Естествено, това изисква известно умение. Свредлото се притиска леко с режещ ръб към въртящ се точилен камък, води се леко нагоре (срещу посоката на въртене), като бавно се завърта по оста му. Ъгълът на заточване се проверява със специален шаблон.

Ориз. 50. Свредла :
1 - склад; 2 - заточване; 3 - проверка
На фиг. 50 също показва начин за съхранение на свредла - в дървено или пластмасово блокче с отвори: могат да се съхраняват и в кутия с отвори.
Зенкеруване.При пробиване на отвори по острите им ръбове се образуват грапавини, които могат да се отстранят или със свредло с по-малък диаметър, или със специален коничен зенкер (фиг. 51а). Зенкерът е режещ инструмент с много остриета, който се използва за обработка на предварително получени отвори с цел подобряване на тяхното качество и точност. По-специално, коничното зенкериране се използва и за получаване на конични вдлъбнатини за зенкериране на винтове и нитове. С челен цилиндричен зенкер (фиг. 51b) се правят цилиндрични вдлъбнатини за съответните глави на винтове, болтове и гайки. Зенкерирането трябва да се извърши при най-ниската скорост на въртене на електрическата бормашина с минимално усилие.
Ориз. 51. :
а - конична; b - цилиндричен
Нарязване на резба.Описаните по-горе операции по пробиване и зенкериране предхождат нарязването на вътрешните резби. Резбата е спирален жлеб с постоянно напречно сечение върху вътрешна или външна цилиндрична повърхност: в първия случай резбата се нарича вътрешна, във втория - външна. Преди да опишем процеса на резбоване, описваме накратко основните му видове. По посока на спиралата нишката е разделена на дясна и лява. Профилът на резбата е участък от нейната намотка в равнина, минаваща през оста на цилиндъра, върху който е нарязана резбата. Основните параметри на резбата са показани на фиг. 52. Формата на профила е следната: триъгълна (показана на фиг. 52), правоъгълна, трапецовидна, устойчива (с профил под формата на неравен трапец) и кръгла.

Ориз. 52. Опции на темата
:
1 - външен диаметър; 2 - вътрешен диаметър; 3 - дължина на нишката; 4 - стъпка на резбата
При метрична резба ъгълът на триъгълния профил е 60°, а параметрите на резбата се изразяват в милиметри. Например обозначението M20x1.5 се „превежда“, както следва: M - метрична резба, 20 - външен диаметър в mm, 1,5 - стъпка в mm. Има и други системи с резби - инчови и тръбни. Но обратно към резбите. Да започнем отвътре. Изрязва се с кран, чиято опашка е фиксирана в яката. За проходни отвори се използва метчик със скосена (долна) част на първите 4-5 резби на резбата, които насочват движението на метчика по стените на отвора. За глухи отвори са необходими метчици с по-къса фаска (с 2-3 нишки), така че ефективната (нарязваща) зона на резбата да достига почти до дъното на отвора. За ръчно нарязване на резба метчиците обикновено се произвеждат в комплекти, които включват 2-3 инструмента: груба обработка, полуобработка и довършителни работи. Първият и вторият предварително нарязани нишки, третият му придават окончателния размер и форма. Тази стъпаловидна резба значително намалява силата на рязане. Метчовете се различават по броя на вдлъбнатините на опашката: грубият метчик има един риск, полузавършеният има два, а крайният метчик има три или нито един. Двойният комплект включва груби и крайни метчици.
От не малко значение е правилният избор на диаметъра на свредлото, с което се пробива отвор за вътрешната резба, и диаметъра на пръта - за външната. Диаметърът на свредлото (и стеблото) трябва да е малко по-малък от външния диаметър на резбата. Таблицата по-долу дава диаметри на свредлото и стеблото за някои общи размери на метричната резба.
Таблица 7
| Диаметър на резбата, мм | Диаметър на свредлото, мм | Диаметър на пръта, мм | ||
| твърди метали | меки метали | твърди метали | меки метали | |
| M4 | 3,3 | 3,3 | 3,9 | 3,9 |
| M5 | 4,1 | 4,2 | 4,9 | 4,8 |
| M6 | 4,9 | 5,0 | 5,9 | 5,8 |
| M8 | 6,6 | 6,7 | 7,9 | 7,8 |
| M10 | 8,3 | 8,4 | 9,9 | 9,8 |
| M12 | 10,0 | 10,1 | 11,9 | 11,8 |
Вътрешната резба се извършва по следния начин. Заготовката (частта) с пробит отвор се фиксира в менгеме, така че оста на отвора да е строго вертикална. Всмукателната част на грубия кран се вкарва в отвора и монтажът му се проверява на квадрата. Повърхността на отвора и режещата част на крана трябва да се смазват с режеща течност (машинно масло за стомана, керосин за чугун). На опашката на крана се поставя яка. С лявата ръка маншетът се притиска към крана, а с дясната се завърта, докато нареже няколко навивки в метала. След това те вземат копчето с две ръце и започват бавно да го въртят в този режим: 1-1,5 оборота по посока на часовниковата стрелка, 0,5 оборота обратно на часовниковата стрелка (фиг. 53).

Ориз. 53. Нарязване на вътрешна резба
Необходимо е обратно въртене, за да се счупят чиповете. В края на резбоването с груб метчик се поставя полузавършващ метчик, а след това завършващ метчик, като с всеки от тях се извършват същите манипулации, както при грубия метчик. През цялото време, с помощта на квадрат, трябва да контролирате позицията на оста на крана спрямо повърхността на детайла. За нарязване на външни резби се използват матрици с матрицодържач. Същият инструмент се използва за актуализиране на времеви резби на болтове, винтове и шпилки. Режещата резба на матрицата има приемна (начална) част от едната или от двете страни. В първия случай матрицата трябва да е в съседство с ограничителя на държача на матрицата с противоположната страна (без всмукателната част). За да се избегне изкривяването на резбата, от края на пръта се отстранява фаска (като преди това се фиксира вертикално в менгеме). След това матрицата се монтира на края на пръта перпендикулярно на оста му и, леко натискайки държача на матрицата с дясната ръка, го завъртете с лявата (фиг. 54), докато матрицата се вреже здраво в метала.

Ориз. 54. Нарязване на външна резба
Това се постига след поставяне на първите нишки. След това вече не е необходим натиск, просто трябва бавно да завъртите матрицата. Процесът на рязане може да бъде улеснен чрез едновременно увеличаване на чистотата на резбата чрез капване на няколко капки машинно масло или флуид за рязане върху пръта и матрицата. Външната резба продължава, докато матрицата премине цялата необходима дължина на пръта. След това матрицата се търкаля от пръта, почистват се от стружки и мазнини и нарязаните резби се проверяват с еталонна гайка. Стружките трябва да се почистват с четка, а не на ръка, за да се избегнат порязвания по острите режещи ръбове на крана или матрицата.
Огъване на метал.Това е метод за обработка на метали чрез натиск, при който една част от детайла се огъва спрямо другата под определен определен ъгъл. Огъването се използва, за да се придаде на детайла извитата форма, изисквана от чертежа. Ръчното огъване се извършва в менгеме с чук и различни устройства. Силата, която трябва да се приложи в този случай, и последователността на операциите по време на огъване зависят от материала, формата и напречното сечение на детайла. В този случай е важно правилно да се определят размерите на детайла. Те се определят според чертежа, като се вземат предвид радиусите на всички завои. Най-лесният начин е да се огъне тънък (0,3-1 mm) метален лист. За точно огъване на детайла той се затяга от двете страни, до линията на огъване, с дървени блокове (дорници) (фиг. 55).

Ориз. 55. огъване на ламарина
:
а - неправилно; b - правилно
В този случай един дорник не е достатъчен, тъй като детайлът, захванат в менгеме само с един дорник, се извежда настрани, когато ръбовете са огънати. Ако детайлът е захванат от двете страни, тогава се получава добро качество на огъване. Дорниците трябва да са от масивно дърво. За огъване използвайте чук (дървен чук) или железен чук с гумена капачка. Заготовката, заедно с дорниците, се затяга в менгеме и постепенно се огъва по целия ръб, като се нанасят леки удари с чук. Не се препоръчва незабавно да се огъва напълно всяка част от детайла, в противен случай металът ще се деформира и ръбът ще бъде вълнообразен. Дебелината на дървените дорници трябва да бъде най-малко 25-30 mm. Малко по-различен начин е огъване на метален лист по радиуса. Това се прави с помощта на шаблон от твърда дървесина (фиг. 56).

Ориз. 56. Радиусно огъване на ламарина
При огъване на меки, издръжливи на опън метали формата на шаблона трябва точно да съвпада с формата на изработения детайл. При огъване еластични металинеговият радиус трябва да бъде малко по-малък от необходимия, тъй като в този случай листът пружинира. За по-ефективно използване на лоста, при огъване на еластични метали, листът се затяга в менгеме между два дорника, единият от които е шаблон, а другата, по-дългата страна, внимателно се удря с чук, като се получава необходимата форма. За да се постигне плътност, връзката на заготовките се извършва чрез така нареченото надлъжно заключване - шев шев или гънка. Шевът се използва при извършване на покривни работи, свързване на вентилационни системи, изработка на кофи, резервоари и други продукти от калай. Най-простият шев на шева се нарича единичен легнал шев. За да го получите, маркирайте линията на сгъване на ръба на детайла, след което огънете по тази линия на 90 °. Тази операция се нарича фланцоване. Височината на огънатия ръб, в зависимост от дебелината на листа, може да бъде 3-12 мм. След фланцоването детайлът се обръща и ръбът му се огъва на още 90°. Същите операции се извършват с втория детайл или втория съединен ръб (фиг. 57).

Ориз. 57. Заготовка за шев
Подгънатите ръбове (сгъвките) на двата листа са свързани един с друг. За да могат листовете да бъдат разположени на едно и също ниво, гънката е разстроена (уплътнена, на фиг. 58 по пунктираната линия). За да направите това, детайлът се поставя върху твърда основа, затяга се и с помощта на чук и твърда дървесина листът първо се разклаща, удряйки по гънката, а след това самата гънка (фиг. 59).

Ориз. 58. Линия за отстъпка

Ориз. 59. Чернова на шевната фуга
Има случаи, когато ръбът на листа трябва да бъде подсилен, т.е. придайте му допълнителна твърдост. Тази операция се извършва, както е показано на фиг. 60.

Ориз. 60. Изработка на ръбове с армировка. Ръбът на листа придобива допълнителна твърдост, ако поставите тел под завоя и го навиете:
1 - ръбът на листа е маркиран: ширината на огънатата част е равна на два диаметъра на телта плюс двойната дебелина на листа; 2 - ръбът е огънат под ъгъл от 90 °; 3 - ръбът е сгънат върху метално уплътнение; 4 - ръбът на листа накрая се огъва върху дървен дорник
Също така е възможно да се огъват по „студен начин“ (т.е. без нагряване) ленти от стомана с достатъчно голяма дебелина, например със сечение 40x45 mm. Такава лента се затяга в менгеме и, ако е възможно, първо се огъва на ръка, за да се избегне нараняване от откат на дълъг детайл при първите удари на чука. След това, издърпвайки свободния край на детайла с една ръка, удряйте с чук в завоя. При огъване на метални ленти и пръти често се използват шаблони. При производството на части с малък радиус на огъване като шаблон се използва дебела тел (виж фиг. 60) или тръба с подходящ диаметър. Единият край на детайла обикновено е фиксиран.
Горещо огъване на метали. Повечето използвани черни и цветни метали, като структурна мека стомана, мед, алуминий и техните сплави и др., могат да бъдат студено формовани. Но някои метали - висококачествени стомани, дуралуминий - не винаги са гъвкави по този начин. Това става възможно, ако металът, който се обработва, се нагрява. Например, за да може да се огъва стомана (без ударни натоварвания), тя се подлага на нагряване до червено. Ако стоманената заготовка е получена чрез коване, тогава е по-добре да се обработва в състояние на бяла топлина, тъй като при червена и жълта топлина заготовката се разрушава под удари с чук. Цветните метали и сплави се огъват на няколко етапа, в интервалите между които металът се темперира. Закаляването е вид термична обработка на метали, състояща се в това, че закалената част се нагрява до относително ниска температура, след което постепенно се охлажда на открито или във вода. Температурата на нагрятата закалена част по време на темпериране се оценява от цветовете на нюанса, които са резултат от образуването на оксидни филми. различни цветовепо време на нагряване: светло жълто (слама) - 220 ° C, тъмно жълто - 240 ° C, кафяво-жълто - 255 ° C, кафяво-червено - 265 ° C, лилаво-червено - 275 ° C, виолетово - 285 ° C, метличина - 295 °C, светло синьо - 315 °C, сиво - 330 °C. Таблица 8 изброява препоръчителните температури на темпериране за някои стоманени инструменти и части.
Таблица 8
| Инструменти (части) | Препоръчителна празнична температура, °C |
| Мерни прибори, шаблони и други измервателни уреди | 150-180 |
| Режещи инструменти от въглеродни стомани: фрези, свредла, метчици | 180-200 |
| Чукове, матрици, метчици, матрици, малки свредла | 200-225 |
| Щанци, свредла, матрици, метчици, свредла за мека стомана и чугун, писци, фрези | 225-250 |
| Свредла, метчици за мед и алуминий, длета, щанци, ударни инструменти | 250-280 |
| Длета, дървообработващ инструмент | 280-300 |
| пружини | 300-330 |
| Пружини, матрици за коване | 400-500 |
| Части и инструменти, работещи при големи натоварвания | 500-650 |
У дома детайлите с малък размер се нагряват с газова горелка или горелка. При "горещо" огъване под ъгъл 90°C с минимален радиус, металът в мястото на огъване се деформира. Този нежелан ефект е особено забележим при огъване на детайли с по-голяма дебелина. За да може детайлът с голяма дебелина да запази напречното си сечение, преди огъването се извършва сплескване на метала, в резултат на което точката на огъване се удебелява, което компенсира деформацията му при последващо огъване. При сплескване металът на завоя се довежда до състояние на бяла топлина и двата края на детайла се охлаждат, така че само самият завой остава нажежен до червено. След това детайлът се разстройва от краищата, в резултат на което металът се сгъстява на горещо място.

Ориз. 61. Горещо огъване на ламарина
:
а - тънък детайл; b - дебел детайл; c - огъване по радиуса по протежение на рога на наковалнята; g - същото, на дорник, захванат в менгеме
На фиг. 61 показва някои операции за огъване на метал в горещо състояние: а - огъването на тънки детайли се извършва отгоре или отстрани на челюстите на менгемето; б - заготовки с голяма дебелина - по челюстите на менгемето, ако ширината на челюстите не е достатъчна, детайлът се огъва по протежение на наковалня или стоманен дорник; c - огъване на заготовки по кръглия рог на наковалнята или стоманен дорник с подходяща форма; d - огъване по протежение на дорник, захванат в менгеме, докато свободният край на детайла допринася за огъване поради ефекта на лоста. За да се улесни обработката на металите, те често се подлагат на специална термична операция - отгряване; в резултат на това твърдостта на метала намалява. Отгряването се състои в нагряване на метален предмет (част, детайл) до определена температура, поддържането му при тази температура, докато се нагрее в целия обем и след това, като правило, бавно охлаждане до стайна температура. Отгряването се прилага както за черни, така и за цветни метали. В резултат на това материалът става по-малко твърд и може лесно да се огъне на студено. Таблица 9 изброява препоръчителните температури и охлаждащи течности за топлинна обработка на някои стомани.
Таблица 9
| марка стомана | Препоръчителна температура, °C | Охлаждаща среда | |||
| по време на втвърдяване | на почивка | по време на отгряване | по време на втвърдяване | на почивка | |
| Стомана 30 | 880 | 180 | 845 | вода | вода, масло |
| Стомана 45 | 860 | 80 | 820 | -//- | -//- |
| Стомана 55 | 825 | 200 | 780 | -//- | -//- |
| U7, U7A | 800 | 170 | 780 | -//- | -//- |
| U8, U8A | 800 | 170 | 770 | -//- | -//- |
| U10, U10A | 790 | 180 | 770 | -//- | -//- |
| U11, U11A | 780 | 180 | 750 | -//- | -//- |
| U12, U12A | 780 | 180 | 750 | -//- | -//- |
| U13, U13A | 780 | 180 | 750 | -//- | -//- |
Поздрави приятели! Нека обсъдим какви видове водопроводни операции съществуват. Нека не забравяме да разберем подробно за какво са предназначени и как да ги изпълняваме правилно, за да предотвратим задръствания и наранявания.
Ключарски операции. Кой изпълнява и какво представлява.
ключарски операции- това е набор от действия на производител на инструменти или ремонтник, извършвани от специален инструмент в определена последователност. По време на тези операции металът се подлага на ръчна обработка. Седем изпотявания могат да излязат, докато завършите тези работи. Това включва различни настройки и настройки на части, ремонт на механизми и възли.
Между другото, да напиша тази публикация ме вдъхнови неочакваната (за мен) популярност на публикацията, която наскоро публикувах в моя блог. Написах го от собствен опит във фабриката. Радвам се, че ти хареса.
Видове ВиК операции. Назначаване и кандидатстване.
За да започнете, вижте този видео урок за основните видове водопроводни операции:
Всъщност има много такива произведения и ще говорим за всяка операция поотделно. За някои точки ще гледаме видео материали, за да консолидираме информацията.
1. Рязане на метал.

Когато режете метал, достатъчно е да го затегнете в менгеме и да вземете инструмент, наречен длето. Моля, имайте предвид, че преди да извършите тази ключарска операция, трябва поне теоретично да си представите какво правите. Отстрани изглежда просто и лесно, но всъщност има редица трикове.
Например ъгълът на длетото трябва да бъде приблизително 35 градуса. Ако повече или по-малко работа ще отиде много неохотно. Няма нужда да се вкопчвате в смъртоносната хватка на длетото. Задръжте го с 3-4 пръста с малко усилие. Е, как да го ударите с чук - това вече зависи само от вас. Удряйте ритмично и не бийте пръстите си.
2. Маркиране на части.

Основните видове водопроводни операции включват такива - маркиране. Ключарят взема инструменти като квадрат, шарка, чук, длето и дори специален компас за маркиране. Той избира устройства в зависимост от сложността на извършената операция. Може би най-популярен е метален писец, ще осветим отделна публикация за него. Останете на линия.
Поставяйки пред себе си лист метал, ключарят започва да твори. Като начало той използва обикновен молив, за да нанесе предварителни маркировки. Когато дизайнът на бъдещата част е начертан, оставяме молива настрана. Тогава в действие влиза груб инструмент, който буквално разкъсва (надрасква) контура на заготовката. Когато всички линии са нанесени, е много лесно да изрежете, изрежете или екструдирате необходимата част или детайл по тях.
3. Рязане на метал.

Тогава си спомних ученическите си години, а дъщеря ми вероятно ходеше на уроци в детската градина. Когато сте направили маркировката, вземете ножицата и не се колебайте да започнете да режете. Честно казано, процесът не е много приятен. Отстрани изглежда дори готино да се режат метални фигури. В живота, когато металните ножици започнат да се забиват в пръстите ви и да причиняват непоносима болка, тогава няма време за шеги. По навик този тип водопроводна операция причинява голям дискомфорт на ръцете.
Колкото по-често извършвате тези действия, толкова безболезнен ще бъде този процес. Ако металът е дебел или достатъчно здрав, ножицата няма да го вземе. Тук ще трябва да прибягвате до хидравлични ножици или гилотина. Гилотината не е тази, която се използва от 1791 г. за отрязване на главата (която е изобретена от Джоузеф Гилотен), а машина за рязане на листове метал. Гледайте видеото - как да използвате ножици за метал.
4. Редактиране на метал.

Виждаме на фигурата две основни опции за редактиране на метал. Горните две фигури показват случая, когато е необходимо ударно натоварване, за да се коригират извитите меандри на метала. За да направите това, имате нужда от специални чукове. Ударникът на такъв металообработващ инструмент е изработен от дърво, месинг, дуралуминий, пластмаса с метална сърцевина и др. Основното условие за такъв инструмент е, че той трябва да е по-мек от детайла, който ще редактирате.
Вторият изглед показва как парче метал се коригира с помощта на специален инструмент (за увеличаване на въртящия момент) и конвенционално метално менгеме. За изправяне на пръти се използват специални машини и устройства. Ако се интересувате от тази тема, прочетете повече в интернет, но по-добре вземете книга за ВиК. И продължаваме изучават основните видове водопроводни операции.
5. Занитване. Създаване на постоянни връзки.

Веднага ще ти кажа. Свързването на два листа метал с нитове от опитни ключари се нарича „нитов шев“. Фигурата вляво показва опъвам, разтягамИ поддържа.
Вдясно е показано щампа. Целият процес на занитване изглежда по следния начин.
Процесът на занитване. Инструкция стъпка по стъпка.
Днес вече има много устройства и автоматизирани машини за изработване на нитовен шев. Но всички те работят на един принцип. Класиката е безсмъртна..

Вземете файл в ръцете си и да тръгваме. Това ми каза нашият учител по шлосер. Но в процеса на подаване е важно не само да се премахнат чиповете от детайла, но и да се поддържа размерът според скицата или чертежа. Извършвайте тази металообработваща операция с изключително внимание - има голяма вероятност от нараняване. Когато работата приключи, е необходимо да се провери съответствието на детайла с параметрите на чертежа.
Проверка на детайла след пилене.

Тук всичко е много по-просто. Прикрепете контролния квадрат (или шаблон) към детайла и погледнете хлабината. Не трябва да има пропуски или те ще бъдат минимални, ако е позволено. Моделите могат да варират в зависимост от детайла.
7. Остъргващи или напасващи повърхности.

остъргване- Това е шлосерска операция за особено прецизно напасване на повърхности. Дори днес този изглежда е такъв отхвърлен методуместни и механизацията не е приемлива. Процесът е както следва. На повърхността се нанася боя от минимален тип и се нанася свързваща част. Всички неравности, които остават в резултат на такова наслагване, се елиминират с помощта на инструмент, наречен скрепер.
Шабрени, казвам ви, не е за хора със слаби сърца. По отношение на точността може да се сравни с бижутата. Такива операции се използват при производството на водачи производствено оборудване, плъзгащи лагери на каретки и др. При изстъргване е възможно да се постигне грапавост до 0,32 Ra.
Видове ВиК операции. Заключение.
И аз се сбогувам с теб! ВСИЧКО ДОБРО НА ТЕБ!
Андрей беше с вас!
Основните видове ключарски работи
маркиране
]
Ориз. 30. Маркираща табела
Маркирането е изчертаване на граници върху повърхността на детайла под формата на линии и точки, съответстващи на размерите на детайла според чертежа, както и аксиални линии и центрове за пробиване на отвори.
Ако маркирането е направено само в една равнина, например върху листов материал, то се нарича равнинно. Маркирането на повърхности на детайла, разположени под различни ъгли една спрямо друга, се нарича пространствено. Заготовките се маркират върху специална чугунена плоча (фиг. 30), наречена маркировка, монтирана върху дървена маса, така че горната й равнина да е строго хоризонтална.
Инструменти за маркиране-към и. Когато маркирате, използвайте различни инструменти за маркиране.
Scriber (фиг. 31) е стоманен прът с остри закалени краища. С нож се нанасят тънки линии върху повърхността на детайла с помощта на линийка, шаблон или квадрат.
Уредите за измерване на дебелината се използват за нанасяне на хоризонтални линии върху детайла, успоредни на повърхността на маркиращата плоча. Рейсмас (фиг. 32) се състои от основа и стойка, фиксирана в центъра й, върху която има подвижна скоба с въртящ се около оста си писец. Подвижната скоба може да се движи по стелажа и да се фиксира върху него във всяка позиция със затягащ винт.

Ориз. 31. Драскач
Компасът за маркиране (фиг. 33) се използва за начертаване на кръгове и закръгляния върху маркирания детайл.

Ориз. 32. Рейсмас

Ориз. 33. Компаси за маркиране
За точно маркиране използвайте ръстомер (фиг. 34). Лента с милиметрова скала е здраво закрепена върху масивна основа. Рамка с нониус и втора микрометрична захранваща рамка се движат по протежение на лентата. И двете рамки са фиксирани върху пръта с винтове във всяка желана позиция. Сменяем крак за писане е прикрепен към рамката със скоба.
Маркиращ шублер се използва за изчертаване на кръгове с големи диаметри с директно оразмеряване. Маркиращият шублер (фиг. 35) се състои от прът с отпечатана върху него милиметрова скала и два крака, от които кракът е неподвижно монтиран върху пръта, а кракът е подвижен и може да се движи върху пръта. Подвижният крак е с нониус. В двата крака се вкарват игли от закалена стомана. Иглата на подвижния крак може да се движи нагоре и надолу и да се затяга в желаната позиция с винт.

Ориз. 34. Ръстомер

Ориз. 35. Маркиращ шублер

Ориз. 36. Център за търсене
Центърът за търсене е предназначен за определяне на центъра на челната повърхност на цилиндрична заготовка (фиг. 36). Централният търсач се състои от квадрат с рафтове, разположени под ъгъл от 90° един спрямо друг, и крак, чиято вътрешна страна разделя правия ъгъл на квадрата наполовина. За да се определи центърът, търсачът на центъра е инсталиран така, че квадратните рафтове да докосват цилиндричната повърхност на детайла. Писателят се изчертава по вътрешната страна на крака, като по този начин се изчертава диаметърна линия, след което централната търсачка се завърта на 90 ° и се нанася втора диаметрална линия. Пресечната точка на тези линии ще бъде центърът на крайната повърхност на цилиндричната заготовка.
Скален висотомер (фиг. 37) се използва за маркиране в случаите, когато е необходимо да се постави върха на писеца на определена височина. Състои се от фиксирана мащабна лента, прикрепена към квадрат от чугун, подвижна линийка, движеща се по водещи основи, и механизъм за фино насочване. При маркиране визирният двигател се настройва така, че тънката му линия да съвпада с главната ос на детайла и се фиксира в това положение. След това нулевото деление на подвижната линийка се поставя срещу тънката линия на визирника и на подвижната линийка се отчита разстоянието (височината) от основната ос на детайла до другите оси.
Централният перфоратор се използва за правене на малки вдлъбнатини върху линиите за маркиране на детайла, така че тези линии да са ясно видими и да не се изтриват по време на обработката на детайла. Поансонът (фиг. 38) е изработен от инструментална стомана под формата на пръчка, средната част на която е с нарез. Работната част на долния край на централния поансон е заточена под ъгъл 45-60 ° и закалена, а горният край е ударник, който се удря с чук при пробиване.
Маркиращи устройства. За да се предпази повърхността на маркиращата плоча от драскотини, прорези, както и да се създаде стабилна позиция при маркиране на части, които нямат равна основа, и за да се улесни процеса на маркиране, се използват чугунени облицовки (фиг. 39). , a), крикове (фиг. 39 , b) и кутии за маркиране (фиг. 39, c) с различни форми. Използват се също квадрати, скоби и регулируеми клинове.
Процесът на маркиране се извършва по следния начин. Повърхностите на маркираните детайли се почистват от мръсотия, прах и мазнини. След това покрийте с тънък слой тебешир, разреден във вода с добавка на ленено масло и сушител или лепило за дърво. Добре обработените повърхности понякога се покриват с разтвор на меден сулфат или бързосъхнещи бои и лакове. Когато нанесеният слой креда или боя изсъхне, можете да започнете да маркирате. Маркировката може да бъде направена по чертеж или шаблон.

Ориз. 37. Скален висотомер
Ориз. 38. Удар
Процесът на маркиране на детайла според чертежа се извършва в следната последователност:
- подготвеният детайл се монтира върху маркиращата плоча;
- основните линии се нанасят върху повърхността на детайла, чрез които е възможно да се определи позицията на други линии или центрове на отвори;
- нанесете хоризонтални и вертикални линии в съответствие с размерите на чертежа, след това намерете центровете и начертайте кръгове, дъги и наклонени линии;
- по линиите, начертани с централен удар, се избиват малки вдлъбнатини, разстоянието между които, в зависимост от състоянието на повърхността и размера на детайла, може да бъде от 5 до 150 mm.

Ориз. 39. Устройства за маркиране:
a - облицовки, b - doykratiki, c - маркиращи кутии
За равнинно маркиране на идентични части е по-препоръчително да използвате шаблон. Този метод на маркиране се състои в това, че върху детайла се нанася стоманен шаблон и неговите контури се ограждат върху детайла с писец.
рязане на метал
Настолното рязане се използва за отстраняване на излишния метал в случаите, когато не е необходима висока прецизност на обработката, както и за грубо изравняване на грапави повърхности, за рязане на метал, изрязване на нитове, за изрязване на шпонкови канали и др.
Режещи инструменти. Инструментите за рязане на метал са длета и ножове, а ударният инструмент е чук.
Длетото (фиг. 40, а) е изработено от инструментална стомана U7A и, по изключение, U7, U8 и U8A. Ширина на острието на длетото от 5 до 25 мм. Ъгълът на заточване на острието се избира в зависимост от твърдостта на обработвания метал. Например, за рязане на чугун и бронз ъгълът на заточване трябва да бъде 70°, за рязане на стомана 60°, за рязане на месинг и мед 45°, за рязане на алуминий и цинк 35°. Острието на длетото се заточва върху шлифовъчно колело, така че фаските да имат еднаква ширина и същия ъгъл на наклон спрямо оста на длетото. Ъгълът на заточване се проверява с шаблон или гониометър.

Ориз. 40. Инструменти за рязане на метал:
a - длето, b - напречен инструмент, c - шлосерски чук
Kreutzmeysel (фиг. 40, b) се използва за рязане на шпонкови канали, рязане на нитове, предварително рязане на канали за последващо рязане с широко длето.
За да предотвратите задръстване на напречния нож при рязане през тесни канали, острието му трябва да е по-широко от прибраната част. Ъглите на заточване на напречното острие са същите като тези на длетото. Дължината на напречния разрез е от 150 до 200 мм.
Ключарен чук (фиг. 40, б). При рязане обикновено се използват чукове с тегло 0,5-0,6 кг. Чукът е изработен от инструментална стомана U7 и U8, като работната му част е подложена на термична обработка (закаляване с последващо темпериране). Чуковете се предлагат с кръгли и квадратни глави. Дръжките на чука са изработени от твърдо дърво (дъб, бреза, клен и др.). Дължината на дръжките на чуковете със средно тегло е от 300 до 350 mm.
За подобряване на производителността в напоследъкзапочва да извършва механизация на сечта с помощта на пневматични чукове, работещи под действието на сгъстен въздух, идващ от компресорния агрегат.
Процесът на ръчно рязане е както следва. Заготовката или частта, която трябва да се отреже, се затяга в менгеме, така че маркиращата линия за рязане да е на нивото на челюстите. Рязането се извършва в менгеме за стол (фиг. 41, а) или, в краен случай, в тежко успоредно менгеме (фиг. 41.6). При рязане длетото трябва да е в наклонено положение към отрязаната повърхност на детайла под ъгъл 30-35 °. Чукът се удря по такъв начин, че центърът на ударника на чука да удря центъра на главата на длетото и трябва внимателно да погледнете само острието на длетото, което трябва да се движи точно по маркиращата линия за рязане на детайла.

Ориз. 41. Менгеме:
а - стол, 6 - паралел
При рязане дебел слой метал се изрязва в няколко прохода на длето. За да отстраните метал с длето от широка повърхност, жлебовете първо се изрязват с напречен разрез, след което получените издатини се изрязват с длето.
За да улесните работата и да получите гладка повърхност при рязане на мед, алуминий и други вискозни метали, периодично навлажнявайте острието на длетото със сапунена вода или масло. При рязане на чугун, бронз и други крехки метали често се появяват стърготини по краищата на детайла. За да се предотврати раздробяване, на ребрата се правят фаски преди рязане.
Листовият материал се реже на наковалня или на плоча с длето със заоблено острие и първо ли го правя? нарежете с леки удари по маркиращата линия и след това изрежете метала със силни удари.
Основното оборудване на работното място на шлосера е работна маса (фиг. 42, а, б), която е здрава, стабилна маса с височина 0,75 и ширина 0,85 м. Капакът на работната маса трябва да бъде направен от дъски с дебелина най-малко 50 mm . Отгоре и отстрани работната маса е тапицирана с ламарина. На работната маса е монтиран стол или тежко успоредно менгеме. Масата има чекмеджета за съхранение на метални инструменти, чертежи и детайли и части.
Преди да започне работа, ключарят трябва да провери инструментите на шлосера. Констатираните дефекти в инструментите се отстраняват или заменят с изправен инструмент, който е негоден за работа. Строго е забранено да се работи с чук с наклонена или съборена повърхност на ударника, да се работи с длето с наклонена или съборена глава.

Ориз. 42. Работно място на шлосер:
a - единична работна маса, b - работна маса за двама души
За да предпази очите от фрагменти, ключарят трябва да работи с очила. За да предпазите другите от летящи фрагменти, е инсталирана работна маса метална мрежа. Работната маса трябва да е здраво стъпила на пода, а менгемето трябва да е добре закрепено към работната маса. Невъзможно е да се работи на лошо монтирани работни маси, както и на хлабаво менгеме, тъй като това може да доведе до нараняване на ръката и също така бързо се уморява.
Изправяне и огъване на метал
Ключарското редактиране обикновено се използва за подравняване на извитата форма на детайлите и частите. Направата се извършва ръчно или на изправящи валяци, преси, машини за изправяне и ъглоизправяне и др.
Ръчната обработка се извършва върху права чугунена плоча или върху ковашка наковалня с метални дървени или метални чукове. Тънкият листов материал се коригира върху правилните плочи. При изправяне на листов материал с дебелина под 1 mm се използват дървени или стоманени пръти за изглаждане на листовете върху плоча за изправяне. При редактиране на листове с дебелина над 1 мм се използват дървени или метални чукове.
При ръчно редактиране на листовия материал всички издутини първо се идентифицират и маркират с тебешир, след което листът се поставя върху правилната плоча, така че издутините да са отгоре. След това започват да удрят с чук от единия ръб на листа по посока на издутината, а след това от другия ръб. Ударите с чук не трябва да са много силни, но чести. Чукът трябва да се държи здраво и да се удря в листа с централната част на ударника, като се избягват изкривявания, тъй като при неправилни удари върху листа могат да се появят вдлъбнатини или други дефекти.
Материалът на лентата се коригира върху десните плочи чрез удари с чук; кръглият материал се изправя на специална машина за изправяне и оразмеряване.
Вдлъбнатините по крилата, капака и тялото на автомобила първо се изправят с къдрави лостове, след това под вдлъбнатината се монтира заготовка или дорник и вдлъбнатината се изправя с удари с метален или дървен чук.
Огъването на метал се използва за получаване на необходимата форма на продукти от лист, прътов материал, както и от тръби. Огъването се извършва ръчно или механично.
При ръчно огъване предварително маркиран метален лист се монтира в приспособление и се затяга в менгеме, след което частта, излизаща от приспособлението, се удря с дървен чук.
Тръбите се огъват ръчно или механично. Големите тръби (като шумозаглушителната тръба) обикновено се огъват с предварително нагряване на завоите. Тръбите с малки размери (тръби на захранващите системи и спирачките) се огъват в студено състояние. За да не се сплескат стените на тръбата по време на огъване и напречното сечение в точките на огъване не се променя, тръбата е предварително напълнена с фин сух пясък, колофон или олово. За да получите нормално закръгляване и тръбата да е кръгла на завоя (без гънки и вдлъбнатини), трябва да изберете правилния радиус на огъване (по-голям диаметър на тръбата съответства на по-голям радиус). За студено огъване тръбите трябва да бъдат предварително закалени. Температурата на отгряване зависи от материала на тръбата. Например медни и месингови тръби се отгряват при температура 600-700 °C, последвано от охлаждане във вода, алуминий при температура 400-580 °C, последвано от въздушно охлаждане, стомана при 850-900 °C, последвано чрез охлаждане на въздух.

Ориз. 43. Ролков тръбогиб
Огъването на тръбите се извършва с помощта на различни устройства. На фиг. 43 показва ролково приспособление Механичното огъване на тръби се извършва на тръби за огъване, машини за огъване на ръбове, универсални преси за огъване.
рязане на метал
При рязане на метал се използват различни инструменти: резачки за тел, ножици, ножовки, резачки за тръби. Използването на конкретен инструмент зависи от материала, профила и размерите на детайла или детайла, който се обработва. Например, ножовете за тел се използват за рязане на тел (фиг. 44, а), които са направени от инструментална стомана клас U7 или U8. Челюстите на режещите клещи се подлагат на закаляване, последвано от ниско (нагряване до 200 ° C и бавно охлаждане) темпериране.

Ориз. 44. Инструменти за рязане на метал: a - резачки за тел, b - столова ножица, c - лостова ножица
За рязане на листов материал се използват ръчни, столови, лостови, електрически, пневматични, гилотинни, дискови ножици. Тънък листов материал (до 3 mm) обикновено се реже с ръчни или столови ножици (фиг. 44, b), а дебел (от 3 до 6 mm) - лост (фиг. 44, c). Такива ножици са изработени от въглеродна инструментална стомана U8, U10. Режещите ръбове на ножиците са закалени. Ъгълът на заточване на режещите ръбове на ножиците обикновено не надвишава 20-30 °.
При рязане с ножица между остриетата на ножицата се поставя предварително маркиран лист, така че маркиращата линия да съвпада с горното острие на ножицата.
Електрическите и пневматичните ножици намират все по-широко приложение. В тялото на електрическите ножици има електродвигател (фиг. 45), чийто ротор посредством червячна предавка завърта ексцентрична ролка, към която е свързана мотовилка, която задвижва подвижния нож. Долният неподвижен нож е здраво свързан с тялото на ножицата.

Ориз. 45. Електрическа ножица I-31
Пневматичните ножици работят под въздействието на сгъстен въздух.
Механично задвижвани гилотинни ножици режат стоманени листове с дебелина до 40 mm. Циркулярните ножици режат листов материал с дебелина до 25 mm по прави или извити линии.
За рязане на малки детайли или части се използват ръчни и електромеханични ножовки.
Ръчният трион (фиг. 46) е стоманена плъзгаща се рамка, наречена машина, в която е подсилен стоманен ножов нож. Ножовката има формата на плоча с дължина до 300 mm, ширина от 3 до 16 mm и дебелина от 0,65 до 0,8 mm. Зъбите на острието на ножовката се отглеждат в различни посоки, така че ширината на среза, образуван по време на рязане, е с 0,25-0,5 mm по-голяма от дебелината на острието на ножовката.
Ножовките се предлагат с малки и големи зъби. При рязане на части с тънки стени, тънкостенни тръби и тънкопрофилни валцувани продукти се използват остриета с фини зъби, а за рязане на меки метали и чугун - с големи зъби.
Ножовката се монтира в машината със зъбците напред и се натяга, за да не се деформира по време на работа. Преди започване на работа детайлът или частта, която ще се реже, се монтира и затяга в менгеме, така че линията за маркиране (линията на рязане) да е възможно най-близо до челюстите на менгемето.
По време на работа шлосерът трябва да държи ножовката за дръжката с дясната си ръка, а лявата му ръка трябва да лежи върху предния край на машината. При отдалечаване на ножовката от вас се прави работен ход. С това движение трябва да натиснете и когато преместите ножовката назад, т.е. когато я преместите към себе си, се получава празен ход, при който натиск не трябва да се извършва.
Работата с ръчна ножовка е непродуктивна и уморителна за работника. Използването на електромеханични ножовки драстично повишава производителността на труда. Устройството на електромеханична ножовка е показано на фиг. 47. В тялото на ножовката има електродвигател, който върти вала, на който е монтиран барабана.

Ориз. 47. Електромеханична ножовка
Барабанът има спирален жлеб, по който се движи щифтът, фиксиран в плъзгача. Към плъзгача е прикрепено острие за ножовка. Когато електродвигателят работи, барабанът се върти, а острието на ножовката, прикрепено към плъзгача, се движи с възвратно-постъпателно движение и реже метала. Шината е проектирана да спира инструмента по време на работа.
Ножовка.

Ориз. 46. Ножовка:
1 - машина, 2 - неподвижна обеца, 3 - дръжка, 4 - ножовка, 5 - лупа, 6 - агне, 7 - подвижна обеца

Ориз. 48. Резачка за тръби
За рязане на тръби се използва резачка за тръби. Състои се от скоба (фиг. 48) с три дискови резци, от които резците са фиксирани, а резецът е подвижен, и дръжка, монтирана на резбата. По време на работа резачката за тръби се поставя върху тръбата, чрез завъртане на дръжката подвижният диск се премества, докато влезе в контакт с повърхността на тръбата, след което, въртейки резачката за тръби около тръбата, те я отрязват.
Тръбите и профилният материал също се режат с лентови или циркуляри. Устройството на лентовия трион LS-80 е показано на фиг. 49. На основата на триона има маса с прорез, предназначен за преминаване (лента) на режещия диск. В долната част на леглото има електродвигател и задвижващата ролка на триона, а в горната част на леглото има задвижваща ролка. С помощта на ръчното колело се изтегля режещият диск.
При циркулярните триони вместо режеща лента има режещ диск. Характеристика на циркулярните триони е възможността за рязане на профилен метал под всякакъв ъгъл.
Тънките шлифовъчни дискове се използват и за рязане на закалена стомана и твърди сплави.
пилене на метал
Изпиляването е един от видовете металообработка, който се състои в премахване на слой метал от детайл или детайл, за да се получат желаните форми, размери и повърхностно покритие.
Този вид обработка се извършва със специален металообработващ инструмент, наречен файл. Пилите са изработени от инструментални стомани U12, U12A, U13 или U13A, ShKh6, ShKh9, ShKh15 със задължително закаляване. Според формата на напречното сечение файловете се разделят на плоски (фиг. 50, a), полукръгли (фиг. 50.6), квадратни (фиг. 50, c), тристенни (фиг. 50, d), кръгли ( Фиг. 50, д) и др.
По вид прорези файловете се предлагат с единични и двойни прорези (фиг. 51, a, b). Пилите с единичен нарез се използват за пилене на меки метали (олово, алуминий, мед, бабит, пластмаса), файловете с двоен нарез се използват за обработка на твърди метали. В зависимост от броя на резките на 1 лин. cm, файловете са разделени на шест числа. № 1 включва пили с голям нарез с брой зъби от 5 до 12, така наречените "бастард пили". Пилите с резба № 2 имат брой зъби от 13 до 24, те се наричат "лични". Така наречените "кадифени" пили са с фин нарез - No 3, 4, 5, 6, изработват се с брой зъбци от 25 до 80.

Ориз. 49. Лентов трион LS-80

Ориз. 50. Файлове и тяхното приложение (вляво):
a - плосък, o - полукръгъл, c - квадратен, d - тристенен, d - кръгъл
За грубо изпиляване, когато се изисква премахване на метален слой от 0,5 до 1 мм, се използват бастардни пили, които с едно движение отстраняват метален слой с дебелина 0,08-0,15 мм.
В случаите, когато след предварително грубо изпиляване с бастардни пили е необходима чиста и точна обработка на детайла или детайла, се използват персонални пили, с които с едно движение може да се отстрани слой метал с дебелина 0,02-0,03 мм. .

Ориз. 51. Нотч файлове:
a - единичен, b - двоен
Кадифените пили се използват за най-прецизна обработка и придаване на висока чистота на третираната повърхност. За довършителни и други специални работи се използват файлове, наречени "иглени пили". Имат най-малкия прорез. За пилене на меки материали (дърво, кожа, рога и др.) се използват пили, които се наричат рашпили.
Изборът на пила зависи от твърдостта на обработваната повърхност и формата на детайла или детайла. За да се увеличи експлоатационният живот на пилите, е необходимо да се вземат мерки за защитата им от вода, масло, мръсотия. След работа изрезът на пилите трябва да се почисти с метална четка от мръсотия и стърготини, полепнали между зъбците на нареза. За съхранение файловете се поставят в кутии с инструменти на един ред, като не се допират. За да се избегне омасляване на пилата по време на работа, прорезът се натрива с масло или сух въглен.
Техники на пилене. Производителността и точността на пиленето зависят главно от това колко координирани са движенията на дясната и лявата ръка, както и от натиска върху пилата и позицията на тялото на ключаря. При пилене монтьорът стои отстрани на менгемето на разстояние приблизително 200 mm от ръба на работната маса, така че движението на ръцете му да е свободно. Положението на тялото на шлосера е право и завъртяно на 45° спрямо надлъжната ос на менгемето.
Пилата се хваща за дръжката с дясната ръка, така че палецът да е разположен отгоре по дължината на дръжката, а останалите пръсти да я захващат отдолу. Лява ръкатрябва да се постави с дланта на ръката ви върху горната повърхност на предния край на файла.
Движението на файла трябва да бъде строго хоризонтално, а силата на натиск на ръцете трябва да се регулира в зависимост от опорната точка на файла върху повърхността, която се обработва. Ако опорната точка е в средата на пилата, тогава силата на натискане с двете ръце трябва да е еднаква. Когато премествате файла напред, трябва да увеличите натиска на дясната ръка и, напротив, да намалите лявата ръка. Движението на пилата назад трябва да е без натиск.
При изпиляване върху повърхността, която се обработва, остават следи от зъбците на пилата, наречени щрихи. Ударите в зависимост от посоката на движение на пилата могат да бъдат надлъжни и напречни. Качеството на пилене се определя от това колко равномерно са разположени ударите. За да се получи нарязана повърхност, равномерно покрита с удари, се използва кръстосано подаване, което се състои в първо рязане с успоредни удари от дясно на ляво, а след това от ляво на дясно (фиг. 52, а).
След грубо изпиляване качеството на работата се проверява на светлина с линийка, която се нанася надлъжно, напречно и диагонално на обработваната равнина. Ако клирънсът е същият или изобщо не е, качеството на пилене се счита за добро.
По-точен начин е да се провери „за боя“, която се състои в това, че върху повърхността на тестовата плоча се нанася тънък слой боя (обикновено синя или сажди, разредена в масло) и частта се нанася върху нея с третираната повърхност, след което с леко натискане върху частта я преместват по цялата плоча и я отстраняват. Ако следите от боята са равномерно разпределени по цялата повърхност на детайла, се счита, че пиленето е направено правилно.
Тънките кръгли части се пилят по следния начин. Дървен блок с тристенен разрез се затяга в менгеме, в което се поставя нарязаната част, а краят му се затяга в ръчно менгеме (фиг. 52, б). При изпиляване ръчните менгемета заедно с фиксираната в тях част се завъртат постепенно с лявата ръка.
Когато подавате няколко равнини, разположени една спрямо друга под ъгъл от 90 °, процедирайте по следния начин. Първо, широките противоположни равнини се обработват с кръстосано изпиляване и се проверяват за паралелност. След това една от тесните равнини се изпилява с надлъжни щрихи. Качеството на обработката му се проверява с линийка за хлабина, ъглите, образувани с широка равнина - квадрат. След това останалите равнини се отрязват. Тесните равнини за взаимна перпендикулярност се проверяват с квадрат.
При изпиляване на детайли от тънка ламарина първо се обработват широки равнини на плоскошлифовъчни машини, след което частите се комбинират в пакети и ръбовете им се изпиляват по обичайните методи.
Изрязването на прави дупки обикновено започва с производството на хастари и едва след това се пристъпва към дупките. Първо се изпиляват външните ръбове на отвора за ръката, след това се маркират центърът и контурите на отвора за ръката, след маркиране се пробива кръгъл отвор, така че краищата на отвора да са най-малко I-2 mm разстояние от линиите за маркиране. След това се извършва предварително изпиляване на отвора (мишницата) и се прави подрязване с иглена пила в ъглите му.

Ориз. 52. Повърхности за пилене:
a - широка плоска, b - цилиндрична
След това се пристъпва към окончателната обработка, като се изпиляват първо две взаимно успоредни страни на извивката, след което се изпилява съседната страна по шаблона, а след това следващата срещуположна, успоредна на нея. Маркирайте отвора за ръката с няколко стотни от милиметъра по-малък от размера на хастара. Когато извивката е готова, направете корекция (точно прилягане на частите една към друга) по дължината на хастара.
След поставяне подплатата трябва да се побере в извивката и да няма празнини в местата на контакт с нея.
Еднакви части се изработват чрез пилене по копирна машина. Копирният проводник е устройство, чийто контур на работните повърхности съответства на контура на произвежданата част.
За подаване по дължината на копирния проводник детайлът се затяга заедно с копирната машина в менгеме (фиг. 53) и частите на детайла, излизащи извън контура на копирната машина, се подават. Този метод на обработка увеличава производителността на труда при изпиляване на части от тънък листов материал, които се затягат в менгеме няколко парчета наведнъж.
Механизация на процеса на рязане. В ремонтните предприятия ръчното подаване се заменя с механизирано, извършвано в станции за подаване. металорежещи машини с помощта на специални устройства, електрически и пневматични мелници. Леките преносими машини включват много удобна електрическа мелница I-82 (фиг. 54, а) и пневматична мелница ShR-06 (фиг. 54.6), на шпиндела на която има абразивно колело. Шпинделът се задвижва от пневматичен ротационен двигател.
За пилене на повърхности в труднодостъпни места се използва механична пила (фиг. 54, c), задвижвана от електрическо задвижване с гъвкав вал, който върти върха /. Въртенето на върха се предава през ролката и червячната предавка към ексцентрика 2. По време на въртенето ексцентрикът информира буталото 3 и файла, прикрепен към него, възвратно-постъпателно движение.
Безопасност при рязане. Нарязаният детайл трябва да бъде здраво захванат в менгемето, така че по време на работа да не може да промени позицията си или да изскочи от менгемето. Пилите трябва да бъдат с дървени дръжки, на които са монтирани метални халки. Дръжките прилягат здраво към стеблата на пилата.
Стружките, образувани при пиленето, се отстраняват с четка за коса. Строго е забранено на механик да отстранява стружки с голи ръце или да ги издухва, тъй като това може да доведе до нараняване на ръцете и очите.

Ориз. 53. Подаване на копирна машина:
1 - копирна лента, 2 - подвижен слой

Ориз. 54. Инструменти за механизирано пилене:
a - електрическа мелница I-82, 6 - пневматична мелница ShR-06, c - механична пила
Когато работите с преносими електрически инструменти, първо трябва да проверите надеждността на тяхното заземяване.
остъргване
Остъргването е процес на отстраняване на много тънък слой метал от недостатъчно равна повърхност със специален инструмент - скрепер. Остъргването е окончателното (прецизно) завършване на повърхностите на съединителните машинни части, черупките на плъзгащите лагери, валовете, плочите за калибриране и маркиране и др., за да се осигури плътно прилягане на свързващите части.
Скреперите са изработени от високовъглеродна инструментална стомана U12A или U12. Често скреперите се правят от стари файлове, като отстраняват прорез от тях с шмиргел. Режещата част на скрепера е закалена без последващо темпериране, за да се придаде висока твърдост.
Скреперът се заточва върху шмиргел, така че ударите от заточването да са разположени напречно на острието. За да се избегне силно нагряване на острието по време на заточване, скреперът периодично се охлажда във вода. След заточване острието на скрепера се наглася върху шлифовъчни камъни или върху абразивни колела, чиято повърхност е покрита с машинно масло.
Скреперите се предлагат с един или два режещи края, първите се наричат едностранни, вторите - двустранни. Според формата на режещия край скреперите се разделят на плоски (фиг. 55, а), тристенни (фиг. 55, б) и оформени.
Плоските едностранни скрепери се предлагат с прав или огънат надолу край; те се използват за изстъргване на плоски повърхности на канали и жлебове. За изстъргване на извити повърхности (при обработка на втулки, лагери и др.) се използват тригранни скрепери.
Фасонните скрепери са предназначени за изстъргване на фасонни повърхности, жлебове със сложни профили, жлебове, жлебове и др. Фигурен скрепер е набор от стоманени плочи, чиято форма съответства на формата на обработваната повърхност. Плочите се монтират на метален държач. скрепер и фиксиран върху него с гайка.
Качеството на повърхностната обработка чрез изстъргване се проверява върху повърхностна плоча.
В зависимост от дължината и широчината на обработваната плоска повърхност, допустимото изстъргване трябва да бъде от 0,1 до 0,4 mm.
Повърхността на детайла или детайла се обработва машинни инструментиили подаване.
След предварителната обработка започва остъргването. Повърхността на калибровъчната плоча е покрита с тънък слой боя (червено олово, синьо или сажди, разредени в масло). Повърхността, която ще се третира, се избърсва внимателно с кърпа, внимателно се поставя върху повърхностната плоча и бавно се движи върху нея с кръгови движения, след което внимателно се отстранява.
В резултат на такава операция всички области, изпъкнали на повърхността, са боядисани и ясно разграничени от петна. Боядисаните участъци (петна) заедно с метала се отстраняват със скрепер. Повърхността, която трябва да се третира, и референтната плоча след това се почистват и плочата се покрива отново със слой боя и детайлът или частта отново се поставят върху нея.

Ориз. 55. Ръчни стъргалки:
a - прав плосък едностранен и плосък едностранен с огънат край, b - тристенен
Новообразуваните петна по повърхността отново се отстраняват със скрепер. Петната по време на многократни операции ще бъдат намалени и броят им ще се увеличи. Скрапирайте, докато петната се разпределят равномерно по цялата повърхност, която ще се обработва, и техният брой отговаря на спецификациите.
При изстъргване на извити повърхности (например лагерна черупка) вместо калибрираща плоча се използва шийка на вала, която трябва да бъде във връзка с обработената повърхност на втулката. В този случай лагерната черупка се поставя върху шийката на вала, покрива се с тънък слой боя, внимателно се завърта около нея, след това се отстранява, затяга се в менгеме и се изстъргват върху петната.
При остъргване скреперът се поставя спрямо обработваната повърхност под ъгъл 25-30° и се държи с дясната ръка за дръжката, притискайки лакътя към тялото, а с лявата ръка се натиска скрепера . Остъргването се извършва с къси движения на стъргалото, като ако стъргалката е плоска права, тогава движението му трябва да е насочено напред (от вас), при плоска стъргалка с огънат надолу край движението се извършва назад (към вас) , а с тристенна стъргалка - настрани.
В края на всеки удар (движение) на скрепера, той се откъсва от обработваната повърхност, за да не се получават грапавини и издатини. За да се получи гладка и прецизна повърхност за обработка, посоката на изстъргване се променя всеки път след проверка за боя, така че щрихите да се пресичат.
Точността на изстъргване се определя от броя на равномерно разположените петна върху площ от 25X25 mm2 от третираната повърхност чрез прилагане на контролна рамка върху нея. Средният брой петна се определя чрез проверка на няколко зони от третираната повърхност.
Ръчното изстъргване е много трудоемко и затова се заменя в големите предприятия с шлайфане, струговане или се извършва от механизирани скрепери, чието използване улеснява работата и драстично повишава нейната производителност.

Ориз. 56. Механизиран скрепер
Механизираният скрепер се задвижва от електродвигател (фиг. 56) чрез гъвкав вал, свързан от единия край с редуктора, а от другия с манивелата. Когато електрическият мотор е включен, манивелата започва да се върти, придавайки възвратно-постъпателно движение на свързващия прът и прикрепения към него скрепер. В допълнение към електрическия скрепер се използват пневматични скрепери.
Лапинг
Прилепването е един от най-точните методи за окончателна обработка на обработваната повърхност, осигуряващ висока точност на обработка - до 0,001-0,002 mm. Процесът на прилепване се състои в отстраняване на най-тънките слоеве метал с абразивни прахове, специални пасти. За прилепване се използват абразивни прахове от корунд, електрокорунд, силициев карбид, борен карбид и др.. По размер на зърната прилепващите прахове се делят на шлифовъчни прахове и микропрахове. Първите се използват за грубо шлайфане, вторите за предварителна и окончателна обработка.
За шлайфане на повърхностите на свързващи части, например клапани към седла в двигатели, нипели към гнезда на клапани и т.н., се използват главно пасти GOI (Държавен оптичен институт). Пастите GOI трият всякакви метали, твърди и меки. Тези пасти се предлагат в три вида: груби, средни и фини.
Грубата паста GOI е тъмнозелена (почти черна), средната е тъмнозелена, а фината е светлозелена. Инструментите за прилепване са изработени от сив финозърнест чугун, мед, бронз, месинг и олово. Формата на припокриването трябва да съответства на формата на повърхността, която ще се припокрива.
Прилепването може да се извърши по два начина: със и без обиколка. Обработката на повърхности, които не се свързват една с друга, например измервателни уреди, шаблони, квадрати, плочки и др., Се извършва с помощта на обиколка. Свързващите се повърхности обикновено се припокриват без използване на припокриване.
Лаповете са подвижни въртящи се дискове, пръстени, пръти или неподвижни плочи.
Процесът на смилане на неконюгирани равнини е както следва. Тънък слой абразивен прах или слой паста се нанася върху повърхността на плоската обиколка, която след това се притиска в повърхността със стоманен прът или валяк.
При изготвянето на цилиндрична обиколка абразивният прах се изсипва на равномерен тънък слой върху закалена стоманена плоча, след което обиколката се търкаля по припокриването, докато абразивният прах се притисне в повърхността му. Подготвената обиколка се вкарва в детайла и се придвижва по повърхността му с лек натиск или, обратно, детайлът се премества по повърхността на обиколката. Зърната на абразивния прах, пресовани в припокриването, отрязват метален слой с дебелина 0,001-0,002 mm от припокриващата се повърхност на детайла.
Заготовката трябва да има допустимо припокриване не повече от 0,01-0,02 mm. За подобряване на качеството на смилане се използват смазочни материали: моторно масло, бензин, керосин и др.
Свързващите се части се припокриват без припокриване. Тънък слой от подходящата паста се нанася върху подготвените за прилепване повърхности, след което частите започват да се движат една върху друга с кръгови движения в едната или другата посока.
Процесът на ръчно прилепване често се заменя с механизиран.
Автомобилните сервизи използват ротационни машини, електрически бормашини и пневматични машини за смилане на клапани в седалки.
Вентилът се заточва до леглото си, както следва. Клапанът е монтиран в направляващата втулка на цилиндровия блок, като преди това е поставена слаба пружина и филцов пръстен върху стеблото на клапана, който предпазва водещата втулка от попадане на прилепваща паста в нея. След това работната фаска на клапана се смазва с GOI паста и те започват да въртят клапана с ръчна или електрическа бормашина, като правят една трета от оборота наляво и след това два или три оборота надясно. Когато променяте посоката на въртене, е необходимо да разхлабите натиска върху свредлото, така че клапанът, под действието на пружина, поставена върху стеблото му, да се издигне над седалката.
Вентилът обикновено се натрива първо с груба паста, а след това със средна и фина. Когато върху работната повърхност на клапана и седлото се образува матова сива лента под формата на пръстен без петна, прилепването се счита за завършено. След прилепване вентилът и седалката се промиват старателно, за да се отстранят всички останали частици от прилепваща паста.
Пробиването се използва за получаване на кръгли отвори в детайли или части. Пробиването се извършва на пробивни машини или механична (ръчна), електрическа или пневматична бормашина. Режещият инструмент е бормашина. Свредлата се делят на перови свредла, спираловидни свредла, централни свредла, свредла за пробиване на дълбоки отвори и комбинирани свредла. Във водопровода се използват предимно спирални бормашини. Свредлата са изработени от инструментални въглеродни стомани U10A, U12A, както и от легирани хромови стомани 9XC, 9X и високоскоростни P9 и P18.
Усукана бормашина (фиг. 57) има формата на цилиндричен прът с коничен работен край, който има два спирални канала отстрани с наклон 25-30 ° спрямо надлъжната ос на свредлото. Чрез тези жлебове стружките се изхвърлят навън. опашна частсвредлото е направено цилиндрично или конично. Ъгълът на заточване в горната част на свредлото може да бъде различен и зависи от материала, който се обработва. Например, за обработка на меки материали, тя трябва да бъде от 80 до 90 °, за стомана и чугун 116-118 °, за много твърди метали 130-140 °.
Пробивни машини. В сервизите най-широко приложение намират едношпинделните вертикални пробивни машини (фиг. 58). Заготовката или частта, която ще се обработва, се поставя върху маса, която може да се повдига и спуска с винт. Масата се фиксира върху леглото с дръжката на необходимата височина. Свредлото е монтирано и фиксирано в шпиндела. Шпинделът се задвижва от електродвигател през скоростна кутия, автоматичното подаване се извършва от подаваща кутия. Вертикалното движение на шпиндела се извършва ръчно от маховик.
Ръчна бормашина (фиг. 59) се състои от шпиндел, върху който е разположен патронът, конусна предавка (състояща се от големи и малки зъбни колела), неподвижна дръжка, подвижна дръжка и нагръдник. Свредлото се вкарва в патронника и се фиксира. При пробиване шлосерът държи свредлото с лявата си ръка за неподвижната ръкохватка, а с дясната си ръка върти подвижната ръкохватка, като опира гърдите си в нагръдника.

Ориз. 57. Спирална бормашина:
1 - работна част на свредлото, 2 - шийка, 3 - стебло, 4 - крак, l - жлеб, 6 - писалка, 7 - направляваща фаска (лента), 8 - задна заточваща повърхност, 9 - режещи ръбове, 10 - джъмпер , 11 - режеща част

Ориз. 58. Едношпинделна вертикално пробивна машина 2135
Пневматичната бормашина (фиг. 60, а) работи под действието на сгъстен въздух. Лесен е за използване поради малкия си размер и тегло.
Електрическа бормашина (фиг. 60, b) се състои от електродвигател, предавка и шпиндел. В края на шпиндела се завинтва патронник, в който се затяга свредлото. На калъфа има дръжки, в горната част на тялото има нагръдник за акцент при работа.
Пробиването се извършва или според маркировката, или според проводника. При пробиване по маркировката дупката първо се маркира, след което се пробива около обиколката и в центъра. След това детайлът се фиксира в менгеме или друго устройство и започва пробиването. Пробиването според маркировката обикновено се извършва на два етапа. Първо се пробива дупка с дълбочина една четвърт от диаметъра. Ако полученият отвор (непреходен) съвпада с маркирания, тогава пробиването продължава, в противен случай се коригира инсталирането на свредлото и едва след това пробиването продължава. Този метод е с най-голяма полза.

Ориз. 59. Ръчна бормашина

Ориз. 60. Пневматични (а) и електрически (б) бормашини:
1 - ротор, 2 - статор, 3 - касета, 4 - шпиндел, 5 - скоростна кутия, 6 - спусък
Пробиването на голям брой еднакви детайли с висока точност се извършва според шаблона (шаблон с точно направени отвори). Приспособлението се нанася върху детайла или частта, която ще се обработва, и пробиването се извършва през отворите в приспособлението. Приспособлението не позволява на свредлото да се отклонява, така че отворите да са точни и разположени на правилното разстояние. Когато пробивате отвор с резба, използвайте справочницида изберете размера на диаметъра на свредлото в съответствие с вида на резбата, както и като вземете предвид механичните свойства на обработвания материал.
Причини за счупване на бормашина. Основните причини за счупване на свредлото по време на пробиване са: отклонение на свредлото настрани, наличие на черупки в детайла или детайла, запушване на каналите на свредлото с чипове, неправилно заточване на свредлото, лошо топлинна обработкабормашина, тъпа бормашина.
Заточване на бормашини. Заточването на свредлото оказва голямо влияние върху производителността и качеството на пробиване. Свредлата се заточват на специални машини. В малки работилници свредлата се заточват ръчно на шмиргел. Контролът на заточването на свредлото се извършва със специален шаблон с три повърхности a, b, c (фиг. 61).
Зенкериране на дупки - последваща (след пробиване) обработка на отвори, която се състои в отстраняване на грапавини, скосяване и получаване на конична или цилиндрична вдлъбнатина на входа на отвора. Зенкерирането се извършва със специални режещи инструменти - зенкери. Според формата на режещата част зенкерът се разделя на цилиндричен и коничен (фиг. 62, а, б). Коничните зенкери се използват за получаване на конусовидни вдлъбнатини в отворите за глави на нитове, винтове и болтове с вдлъбнатини. Конусните зенкери могат да бъдат с ъгъл при върха 30, 60 и 120°.
Цилиндричните зенкери обработват равнините на издатините, вдлъбнатините за главите на винтовете, болтовете, винтовете, шайбите. Цилиндричният зенкер има водещ щифт, който се вписва в обработвания отвор и осигурява правилната посока на зенкера. Зенкерите се изработват от въглеродни инструментални стомани U10, U11, U12.
Зенкероването е последваща обработка на отвори преди разстъргване със специален инструмент - зенкер, чиято режеща част има повече режещи ръбове от свредлото.
Според формата на режещата част, зенкерите са спирални и прави, според конструкцията си те се разделят на твърди, монтирани и с щепселни ножове (фиг. 63, а, б, в). Според броя на режещите ръбове зенкерите биват три- и четиризъби. Еднокомпонентните зенкери имат три или четири режещи ръба, монтираните имат четири режещи ръба. Разширяването се извършва на пробивни машини, както и на пневматични и електрически бормашини. Zenkers се фиксират по същия начин като бормашините.
Разстъргването е довършване на дупка, извършвано от спец режещ инструментнаречено почистване.
При пробиване на дупка надбавката за диаметъра за грубо разстъргване е не повече от 0,2-0,3 mm, а за довършителна обработка - 0,05-0,1 mm. След разширяване точността на размера на отвора се увеличава до 2-3 клас.

Ориз. 61. Шаблон за управление на заточването на свредлата

Ориз. 62. Зенкери:
a - цилиндрична, b - конична
Според начина на задействане райберите се делят на машинни и ръчни, според формата на обработвания отвор - на цилиндрични и конични, според устройството - на плътни и сглобяеми. Райберите са изработени от инструментални стомани.
Цилиндричните твърди райбери се предлагат с прав или спирален (спирален) зъб и следователно с еднакви канали. Цилиндричните райбери със спирален зъб могат да бъдат с десни или леви канали (фиг. 64, а, б). Райберът се състои от работна част, шийка и стебло (фиг. 64, в).

Ориз. 63. Ценкери:
a - плътен, b - монтиран, i - с щепселни ножове

Ориз. 64. Цилиндрични райбери:
a - с десен спирален жлеб, b - с ляв спирален жлеб, c - основни части на райбера
Режещата или всмукващата част е направена конична, тя изпълнява основната работа по рязане, за да премахне надбавката. Всеки режещ ръб образува с оста на райбероване основния ъгъл в план Ф (фиг. 64, в), който обикновено е 0,5-1,5 ° за ръчни райбери и 3-5 ° за машинни райбери - за обработка на твърди метали и 12-15 ° - за обработка на меки и вискозни метали. .
Режещите ръбове на всмукателната част образуват ъгъл в горната част на 2 ср. с въртящата се ос. Краят на режещата част е скосен под ъгъл 45°. Това е необходимо, за да се предпазят върховете на режещите ръбове от прорези и отчупвания по време на работа.
Калибриращата част на райбера почти не реже, тя се състои от две секции: цилиндрична секция, която служи за калибриране на отвора, посоката на райбера и секция с обратен конус, предназначена да намали триенето на райбера. срещу повърхността на отвора и предпазва отвора от развитие.
Вратът е частта от размаха между работна части джолан. Диаметърът на гърлото е с 0,5-1 mm по-малък от диаметъра на калибриращата част. Машинните райбери имат конусовидни стебла, докато ръчните райбери имат квадратни стебла. Райберите се предлагат с еднаква и неравномерна стъпка на зъбите. Машинните райбери се закрепват в шпиндела на машината с помощта на конични втулки и патрони, ръчните райбери се закрепват в гаечен ключ, с помощта на който се извършва разстъргването.
Коничните райбери се използват за разстъргване на конични отвори за морзов конус, за метричен конус, за щифтове с конус 1:50. Коничните райбери се изработват в комплекти от два или три броя. Комплект от три райбера се състои от груб, междинен и довършителен (фиг. 65, a, b, c). В комплект от два райбера единият е преходен, а другият е завършващ. Коничните райбери се изработват с режеща част по цялата дължина на зъба, която е и калибрираща част за довършителни райбери.
Ръчно и машинно внедряване. Ръчното разгръщане се извършва с помощта на гаечен ключ, в който е фиксирана разработката. При ръчно разгръщане малките детайли или части се фиксират в менгеме, а големите се обработват без фиксиране.
След фиксиране на детайла или частта, режещата част на райбера се вкарва в отвора по такъв начин, че осите на райбера и отвора да съвпадат. След това бавно завъртете сканирането по часовниковата стрелка; невъзможно е сканирането да се завърти в обратна посока, тъй като може да се получи надраскване. При разгръщане на машини върху машини те протичат по същия начин, както при пробиване.

Ориз. 65. Заострени райбери:
a - груб, b - междинен, c - довършителен
При пробиване на отвори стоманени заготовкиили части, като смазка се използват минерални масла; в медни, алуминиеви, месингови части - сапунена емулсия. В чугунени и бронзови заготовки дупките се пробиват сухи.
Изборът на диаметър на райбера е от голямо значение за получаване на необходимия размер на отвора и повърхностно покритие. В този случай се взема предвид дебелината на чиповете, отстранени от инструмента (Таблица 2).
С помощта на тази таблица можете да изберете диаметъра на райбера и зенкера.
Пример. Необходимо е ръчно да се развие дупка с диаметър 50 mm. За да направите това, вземете довършителен райбер с диаметър 50 мм и груб райбер 50-0,07 = 49,93 мм.
При избора на машина за довършително разширяване трябва да се вземе предвид размерът на разработката, т.е. увеличаване на диаметъра на отвора по време на машинното разширяване.
При обработка на отвори със свредло, зенкер и райбер трябва да се спазват следните основни правила за безопасност:
извършват работа само на изправни машини с необходимите предпазни средства;
преди да започнете работа, подредете дрехите и шапките. По време на работа облеклото трябва да прилепва към тялото, без да се развяват подове, ръкави, колани, панделки и др., трябва да е плътно закопчано.
Дългата коса трябва да се комбинира с прическа:
- свредло, зенкер, райбер или приспособление е точно монтирано в шпиндела на машината и здраво закрепено;
- Строго е забранено да отстранявате стружки от получената дупка с пръсти или да ги издухвате. Разрешено е да се отстраняват стружки с кука или четка само след спиране на машината или когато свредлото е прибрано;
- детайлът или частта, която ще се обработва, трябва да бъде монтирана неподвижно върху масата или плочата на машината в приспособлението; не можете да го държите с ръцете си по време на обработката;
- не можете да инсталирате инструмента по време на въртене на шпиндела или да проверите остротата на въртящата се бормашина на ръка;
- при работа с електрическа бормашина тялото й трябва да е заземено, работещият да е на изолиран под.
Нарязване на резба
Нарязването на резба е процес на получаване на спираловидни канали върху цилиндрични и конусовидни повърхности. Набор от завъртания, разположени по спирална линия на продукта, се нарича нишка.
Резбата е външна и вътрешна. Основните елементи на всяка резба са профил, стъпка, височина, външен, среден и вътрешен диаметър.

Ориз. 66. Резбови елементи
Профилът на резбата е формата на сечението на намотката, преминаваща през оста на болта или гайката (фиг. 66). Резба (намотка) е част от резба, образувана при един пълен оборот на профила.
Стъпката на резбата е разстоянието между две подобни точки на съседни завои, измерено успоредно на оста на резбата, оста на болта или гайката.
Височината на резбата се определя като разстоянието от върха на резбата до дъното.
Върхът на резбата е частта от профила на резбата, която е на най-голямо разстояние от оста на резбата (оста на болта или гайката).
Основата на резбата (вдлъбнатината) е участъкът от профила на резбата, разположен на най-малко разстояние от оста на резбата.
Ъгълът на профила на резбата е ъгълът между двете страни на профила на резбата.
Външният диаметър на резбата е най-големият диаметър, измерен в горната част на резбата в равнина, перпендикулярна на оста на резбата.

Ориз. 67. Резбови системи:
а - метрика; b - инч, c - тръба
Средният диаметър на резбата е разстоянието между две линии, успоредни на оста на болта, всяка от които е на различно разстояние от върха на резбата и дъното на вдлъбнатината. Ширината на завоите на външните и вътрешните нишки, измерена по кръг със среден диаметър, е една и съща.
Вътрешният диаметър на резбата е най-малкото разстояние между противоположните корени на резбата, измерено в посока, перпендикулярна на оста на резбата.
Профили и резбови системи. В машинните части се използват различни профили на резба. Най-често срещаните са триъгълни, трапецовидни и правоъгълни профили. По предварителна уговорка нишките се разделят на закрепващи и специални. Триъгълна резба се използва за закрепване на части заедно (резби на болтове, шпилки, гайки и др.), Често се нарича крепеж. Трапецовидни и правоъгълни резби се използват върху части от механизми за предаване на движение (винтове за шлосерски дискове, водещи винтове за винтови стругове, асансьори, крикове и др.). Р. Има три системи с резба: метрична, инчова и тръбна. Основната е метричната нишка, която има профил под формата на равностранен триъгълник с ъгъл на върха 60 ° (фиг. 67, а). За да се избегне задръстване по време на монтажа, върховете на резбите на болтовете и гайките се отрязват. Размерите на метричните резби са дадени в милиметри.
Тръбната резба е фина инчова резба. Той има същия профил като инчовия, с ъгъл в горната част от 55 ° (фиг. 67, c). Тръбните резби се използват главно за тръби за газ, вода и съединители, свързващи тези тръби.
Инструменти за нарязване на външни резби. За рязане на външни резби се използва матрица, която е парче или разцепен пръстен с резба на вътрешната повърхност (фиг. 68, а, б). Жлебовете за стружките на матрицата се използват за оформяне на режещи ръбове, както и за излизане на стружките.
По дизайн матриците са разделени на кръгли (lerks), плъзгащи се и специални за рязане на тръби. Кръглите матрици са твърди и разделени. Еднокомпонентните кръгли матрици имат голяма твърдост, дават чиста резба. Разделените матрици се използват за нарязване на нишки с ниска точност.
Плъзгащите се матрици се състоят от две половини, които се наричат половин матрици. От външните страни на полуматриците има жлебове с ъгъл 120° за фиксиране на полуматриците в матрицата. Всяка половин матрица е маркирана с диаметър на резбата и цифри 1 и 2, които ги насочват, когато се монтират в матрица. Матрицата е изработена от инструментална стомана U £ 2 "
Ръчното нарязване на резби с матрици се извършва с помощта на копчета и винтови капачки. При работа с кръгли матрици се използват специални копчета (фиг. 68, в). Рамката на такава звезда има формата на кръгла плоча. В отвора на рамката се монтира кръгла плоча и се закрепва с три фиксиращи винта с конични краища, които влизат в специални вдлъбнатини на плочата. Четвъртият винт, който е включен в разреза на регулируемата матрица, задава външния размер на резбата.

Ориз. 68. Инструменти за нарязване на външни резби:
a - разделена матрица, b - плъзгаща се матрица, c - яка, d - винтова капачка с наклонена рамка
Плъзгащите се матрици са монтирани в матрица с наклонена рамка (фиг. 68, d), която има две дръжки. И двете полуплочи са монтирани в рамка. С регулиращ винт половинките се събират и настройват, за да се получи резба с желания размер. Между крайния полудек и регулиращия винт е поставен крекер, който осигурява равномерно разпределение на натиска на винта върху половин зар.
Конецът се нарязва ръчно и на машини. Във водопроводните инсталации по-често се използват ръчни инструменти. Нарязването на външна резба с плъзгащи матрици е както следва. Заготовката на болт или друга част се затяга в менгеме и се смазва с масло. След това в края на детайла се поставя матрица с матрици и матриците се събират заедно с регулиращ винт, така че да се врязват в детайла с 0,2-0,5 mm.
След това започват да въртят винта, завъртайки го 1-2 оборота надясно, след това половин оборот наляво и т.н. Това се прави, докато резбата се нареже до необходимата дължина на частта.
След това матрицата се търкаля по протежение на резбата до първоначалната й позиция, матриците се приближават една до друга с регулиращия винт и процесът на рязане се повтаря, докато се получи пълен профил на резбата. След всяко преминаване е необходимо да смажете изрязаната част на детайла. Нарязването на резба с плътни матрици се извършва с едно преминаване.

Ориз. 69. Ключарски кранове:
a - основните части на крана, b - набор от кранове: 1 - груб, 2 - среден, 3 - завършващ
Инструменти за нарязване на вътрешни резби. Вътрешната резба се нарязва с метчик както машинно, така и ръчно. Във водопровода те използват главно ръчния метод.
Кранът (фиг. 69, а) е стоманен винт с надлъжни и спирални канали, които образуват режещи ръбове. Кранът се състои от работна част и стебло. Работната част е разделена на всмукателна и калибрираща част.
Всмукателната част на крана се нарича предна конична част, която изпълнява основната режеща работа. Калибриращата част се използва за насочване на метчика в отвора при рязане и калибриране на резби. Зъбите на резбовата част на крана се наричат режещи пера. Стъблото служи за фиксиране на крана в патронника или в маншета. Стилът завършва с квадрат. Според предназначението си крановете се делят на шлосерски, гаечни, машинни и др.
Метчиците се използват за ръчно резбоване, предлагат се в комплект от два или три броя. Комплект кранове "" за рязане на метрични и инчови резби се състои от три части: груби, средни и фини (фиг. 69, b). Всмукателната част на грубия кран има 6-8 оборота, средният кран има 3-4 оборота, а крайният кран има 1,5-2 оборота. При груб метчик се извършва предварително рязане, резбата се прави по-точна със среден метчик, а окончателното рязане се извършва с довършителен метчик и резбата се калибрира.
Според конструкцията на режещата част крановете са цилиндрични и конусовидни. С цилиндричен дизайн и трите крана от комплекта са с различни диаметри. Само крайният метчик има пълен профил на резбата, външният диаметър на средния метчик е по-малък от крайния метчик с 0,6 от височината на резбата, а диаметърът на грубия метчик е по-малък от диаметъра на крайния метчик с пълната височина на нишката. Метчици с цилиндрична конструкция на режещата част се използват главно за резба в глухи отвори.
С коничен дизайн и трите крана имат еднакъв диаметър, пълен профил на резбата с различна дължина на фаската. Тези метчици се използват за нарязване на резби в проходни отвори. Метчовете са изработени от инструментални въглеродни стомани U10, U12. Резбите се нарязват ръчно с гаечен ключ с квадратен отвор.
Заготовката или частта се фиксира в менгеме, а кранът - в яката. Процесът на резба е както следва. Грубият кран се монтира вертикално в подготвения отвор и с помощта на гаечен ключ започва да се върти по посока на часовниковата стрелка с лек натиск. След като кранът се удари в метала, налягането се спира и въртенето продължава.
Периодично е необходимо да проверявате позицията на крана с квадрат по отношение на горната равнина на детайла. Кранът трябва да се завърти 1-2 оборота по посока на часовниковата стрелка и след това половин оборот обратно на часовниковата стрелка. Това трябва да се направи за
така че стружките, получени при рязане, да се смачкат и по този начин да се улесни работата.
След грубия метчик рязането се извършва със среден метчик и след това с краен метчик. За получаване на чиста резба и охлаждане на крана по време на рязане се използва смазка. При рязане на резби в стоманени заготовки като смазочни и охлаждащи течности се използва минерално масло, изсушаващо масло или емулсия, в алуминий - керосин, в мед - терпентин. В чугунени и бронзови заготовки нишките се нарязват сухи.
При рязане на резби в детайли, изработени от меки и пластични метали (бабит, мед, алуминий), кранът периодично се извива от отвора и каналите се почистват от стружки.
При работа с метчик са възможни различни дефекти, например счупване на метчика, скъсана резба, оголване на резбата и др. Причините за тези дефекти са: тъп метчик, запушване на жлебовете на метчика със стружки, недостатъчно смазване, неправилно монтаж на крана в отвора и избор на диаметър на отвора, както и невнимателното отношение на работника.
Клепка
Когато ремонтира машини и ги сглобява, механикът трябва да се занимава с различни връзки на части. В зависимост от метода на сглобяване връзките могат да бъдат разглобяеми и монолитни. Един от начините за сглобяване на части в постоянна връзка е занитването.
Занитването се извършва с помощта на нитове по ръчен или машинен начин. Занитването е студено и горещо.
Нитът е цилиндричен прът с глава в края, който се нарича ипотека. В процеса на занитване на пръта се образува втора глава, наречена затваряща глава.

Ориз. 70. Основните видове нитове и нитове:
глави: a - полукръгла, 6 - вдлъбната, c - полутайна, d - стъпка на нитове връзка; шевове; d - припокриване, e - челно с едно наслагване, g - челно с две наслагвания
Според формата на вградената глава нитовете биват с полукръгла глава, с полуконтраглава глава, с вдлъбната глава (фиг. 70, a, b, c) и др.
Свързването на части, направени с нитове, се нарича нитов шев.
В зависимост от разположението на нитовете в шева в един, два или повече реда, нитовите съединения се делят на едноредови, двуредови, многоредови.
Разстоянието t между центровете на нитовете на един ред се нарича стъпка на нитовата връзка (фиг. 70, d). За едноредови шевове стъпката трябва да бъде равна на три диаметъра на нита, разстоянието a от центъра на нита до ръба на частите, които ще се занитват, трябва да бъде равно на 1,5 диаметъра на нита с пробити отвори и 2,5 диаметъра с пробити отвори . При двуредови шевове стъпката се приема равна на четири диаметъра на нитове, разстоянието от центъра на нитовете до ръба на частите, които трябва да се занитват, е 1,5 диаметъра, а разстоянието между редиците на нитове трябва да бъде равно на две диаметри на нитове.
Нитовите съединения се изпълняват по три основни начина: припокриване, челно с едно наслагване и челно с две наслагвания (фиг. 70, e, f, g). Според предназначението си нитовите шевове се разделят на здрави, плътни и силно-плътни.
Качеството на нитовия шев зависи до голяма степен от това дали нитът е правилно избран.
Оборудване и инструменти, използвани при ръчно и механизирано нитоване. Ръчното занитване се извършва с помощта на шлосерски чук с квадратна глава, опора, опъване и кримпване (фиг. 71). Чуковете се предлагат с тегло от 150 до 1000 гр. Теглото на чука се избира в съответствие с диаметъра на пръта на нита,
Опората служи като опора за главата на вложката на нита по време на занитване, напрежението е за по-близко сближаване на частите, които трябва да се занитват, огъването се използва за придаване правилна формазатваряща глава на нита.
Механизираното занитване се извършва от пневматични конструкции. Пневматичният чук за занитване (фиг. 72) се задвижва от сгъстен въздух и се задвижва от спусък. При натискане на спусъка се отваря клапан 9 и сгъстеният въздух, преминаващ през каналите към лявата страна на камерата на цевта, задейства барабана, който удря гофрирането.

Ориз. 71. Помощни инструменти за занитване:
1 - гофриране, 2 - опора, 3 - разтягане
След удара макарата блокира притока на въздух в канал 3, свързвайки го с атмосферата, а сгъстеният въздух се изпраща през канал 4 към правилната странакамерата на цевта, докато барабана е изхвърлен от канал 4, златото в действие е блокирано и т.н. Работата на пневмо-извършва двама души, единият занитва с чук, а другият е помощник.

Ориз. 72. Пневматичен чук П-72
Процесът на занитване е както следва. Нит се вкарва в отвора и се поставя с ипотечна глава върху опора, захваната в менгеме. След това се задава напрежение върху пръта на нита. Опъващата глава се удря с чук, в резултат на което частите, които трябва да се нитоват, се съединяват.
След това започват да занитват пръта на нита с удари с чук, като нанасят последователно директни и наклонени удари директно върху пръта. В резултат на занитване се получава затварящата глава на нита. За да се придаде правилна форма на затварящата глава, върху нея се поставя кримпване и окончателната обработка на главата се извършва чрез удари с чук върху кримпването, придавайки й правилната форма.
При нитове с вдлъбната глава отворът е предварително обработен с конусовиден зенкер. Вдлъбнатата глава се занитва с директни удари на чука, насочени точно по оста на нита.
Най-честите дефекти при занитване са следните: огъване на ствола на нита в отвора, произтичащо от факта, че диаметърът на отвора е много голям; отклонение на материала поради факта, че диаметърът на отвора е малък; изместване на главата на вложката (косо пробит отвор), огъване на затварящата глава, в резултат на факта, че валът на нита е много дълъг или опората не е монтирана по оста на нита; подрязване на частта (лист) поради факта, че отворът за кримпване е бил по-голям от главата на нита, пукнатини по главите на нитовете, които се появяват, когато материалът на нитовете е недостатъчно пластичен.
Инженеринг на безопасността. При извършване на нитове трябва да се спазват следните правила за безопасност: чукът трябва да бъде надеждно монтиран на дръжката; главите на чука, гофровете не трябва да имат дупки, пукнатини, тъй като те могат да се разцепят по време на процеса на занитване и да наранят както занитващия работник, така и работниците наблизо с фрагменти; при работа с пневматичен чук трябва да се регулира. Когато регулирате, не опитвайте чука, докато държите щангата с ръце, тъй като това може да доведе до сериозно нараняване на ръката.
Натискане и натискане
При монтаж и демонтаж на възли, състоящи се от неподвижни части, се използват операции за пресоване и пресоване, извършвани с помощта на преси и специални тегличи.
Изтискането често се извършва с помощта на винтови тегличи. Изтеглячът за изтискане на втулките е показан на фиг. 73. Има ръкохватка, която е шарнирно свързана към края на винта. За да се закрепи втулката, която се натиска в нея, захващащото устройство се накланя и се вкарва в втулката.

Ориз. 73. Теглич за пресоване на втулки
Тегличите са специални и универсални. Универсалните тегличи могат да се използват за изтискане на части с различни форми.
В автосервизите при разглобяване и сглобяване на автомобили се използват преси с различни конструкции за пресоване и пресоване: хидравлични (фиг. 74), стойка за пейка, винт за пейка (фиг. 75, а, б). Стендовата стойка и стендовият винт се използват за пресоване на втулки, пръсти и други малки части. Пресоването и пресоването на големи части се извършва с помощта на хидравлични преси.
При натискане и натискане хидравлична пресапродължете както следва. На първо място, чрез завъртане на дръжката (вижте фиг. 74), повдигащата се маса се монтира по такъв начин, че частта, която се натиска или изтласква, преминава свободно под пръта и се фиксира с щифтове.
Чрез завъртане на маховика прътът се спуска до упор с детайла. След това с помощта на лост се задейства помпа, която изпомпва масло от резервоара в пресовия цилиндър. Под налягане на маслото буталото и свързаният с него прът се спускат. Движейки се, прътът притиска (или изтласква) детайла. След приключване на работата клапанът се отваря и буталото извира заедно със стеблото. Маслото от цилиндъра се връща обратно в резервоара.

Ориз. 74. Хидравлична преса:
1 - маса за повдигане, 2 - дръжка за повдигане на маса, 3 - ролки за навиване на кабела, 4 - повдигаща пружина, 5 - манометър, 6 - цилиндър, 7 - освобождаващ клапан, 8 - лост на помпата, 9 - резервоар за масло, 10 - прът , 11 - маховик, 12 - пресована част, 13 - рамка

Ориз. 75. Механични преси:
а - багажник за пейка, 6 винта за пейка
Във всички случаи на пресоване, за да се предпази повърхността на частите от повреда и задръстване, те се почистват предварително от ръжда, мащаб и се смазват с масло. На частите, подготвени за пресоване, не трябва да има прорези, драскотини и неравности.
Запояване
Запояването е метод за свързване на метални части една с друга с помощта на специални сплави, наречени припои. Процесът на запояване се състои в това, че частите, които трябва да бъдат запоени, се нанасят една върху друга, нагряват се до температура, малко по-висока от точката на топене на спойката, и между тях се въвежда течна разтопена спойка.
За да се получи висококачествена спойка, повърхностите на частите се почистват от оксиди, мазнини и мръсотия непосредствено преди запояване, тъй като разтопената спойка не намокря замърсените зони и не се разпространява върху тях. Почистването се извършва чрез механични и химични методи.
Запояваните повърхности първо се подлагат на механично почистване от мръсотия, ръжда с пила или скрепер, след което се обезмасляват чрез измиване в 10% разтвор на сода каустик или в ацетон, бензин, денатуриран спирт.
След обезмасляване частите се измиват във вана с течаща вода и след това се ецват. Месинговите части се ецват във вана, съдържаща 10% сярна киселина и 5% хромен пик, 5-7% разтвор на солна киселина се използва за ецване на стоманени части. При температура на разтвора не по-висока от 40 ° C, части g се държат в него от 20 до 60 минути. ~~ След ецване частите се измиват старателно първо в студена, а след това в гореща вода.
Преди запояване работната част на поялника се почиства с пила и след това се калайдисва (покрива се със слой калай).
При запояване най-голямо приложение имат калай-олово-уист, мед-цинк. медни, сребърни и медно-фосфорни припои.
За да се елиминират вредните ефекти на оксидите, се използват потоци, които стопяват и отстраняват оксидите от повърхностите за запояване и ги предпазват от окисляване по време на процеса на запояване. Флюсът се избира в съответствие със свойствата на запояваните метали и използваните припои.
Припоите се делят на меки, твърди. Меки припои спояват стомана и медни сплави. Стоманените части се калайдисват преди запояване с меки припои. Само при това условие е гарантирана надеждна запоена връзка.
Най-често срещаните меки припои са калаено-оловни сплави от следните класове: POS-EO, POS-40, POS-ZO, POS-18. Припоите се предлагат под формата на пръти, жици, ленти и тръби. Цинков хлорид, амониев хлорид (амоняк), колофон (при запояване на мед и нейните сплави), 10% воден разтвор на солна киселина (при запояване на цинк и поцинковани продукти), стеарин (при запояване на нискотопими сплави) се използват като потоци при запояване с меки припои.олово).
За запояване на критични части от чугун, стомана, медни сплави, алуминий и неговите сплави се използват твърди припои, главно медно-цинкови и сребърни от следните степени: PMC-36, PMC-48, PMC-54, PSr12, PSr25 , PSr45 (точка на топене на твърди сплави от 720 до 880 °C).
За запояване на алуминий и неговите сплави например се използва спойка със следния състав: 17% калай, 23% цинк и 60% алуминий. Като флюсове се използват боракс, борна киселина и техните смеси. При запояване на алуминий се използва поток, състоящ се от 30% разтвор на алкохолна смес, която включва 90% цинков хлорид, 2% натриев флуорид, 8% алуминиев хлорид.
При запояване с твърди припои частите се фиксират в специални устройства по такъв начин, че разстоянието между частите да не надвишава 0,3 mm. След това върху мястото за запояване се нанасят флюс и спойка, детайлът се нагрява до температура малко по-висока от топенето на спойката. Разтопената спойка запълва празнината и при охлаждане образува здрава връзка.
Поддръжка на автомобили