Mali biznis, koji se zasniva na ideji štampe na tkanini: majice, platna, stolnjaci, sve više dobija na popularnosti na postsovjetskom prostoru. Ljudi vole svijetle, ekskluzivne stvari po niskoj cijeni i rado koriste usluge tiska na tekstilnim materijalima. Da bi slika bila visokog kvaliteta, sa visokom rezolucijom, pitanje izbora posebnog štampača trebalo bi da bude glavni zadatak preduzetnika: to je ono što će vam učiniti ime i ostvariti prihod. Ako je štampač na tkanini kupljen za kućnu upotrebu, nemojte žuriti da potrošite svoj teško zarađeni novac. Postoji nekoliko razloga za to.

Druga stvar je da li je svrha akvizicije štampač za tekstil –pokretanje ili proširenje poslovanja . U tom slučaju ne prijeti zastoj i isušivanje uređaja, bitni su samo volumen i resursi štampača. Uz količinu ispisa od oko 200-300 proizvoda dnevno ili male serije, ali u roku od 3-5 godina bez gubitka kvalitete, morate razmišljati o kupovini profesionalne opreme. Štampač baziran na Epson 4880 sa A2 formatom štampe spada u kategoriju profesionalaca. Mogućnost crtanja malih uzoraka u kombinaciji s mogućnošću popunjavanja velikih površina (40 x 80 cm) omogućava vam rad s mnogim materijalima: pamuk, lan, koža, svila, pletenina. Ovaj model će koštati kupca 500-600 hiljada rubalja, a istovremeno je najpouzdanija opcija u liniji Epsonovih tekstilnih štampača. Delovi u modelu su uglavnom metalni, a resurs štampe je impresivnih 20.000 otisaka. On Rusko tržište postoji još nekoliko dostojnih modela profesionalne klase:

Epson F2000, nekoliko DTX-400 modela iz DecoPrint-a, par modela iz Brothera, Kornit, American I-Dot i Texjet iz Polyprinta. Prilikom odabira štampača treba obratiti pažnju na mogućnost i cijenu uslugu nakon prodaje O: Štampač je složen uređaj, popravke i održavanje treba da obavljaju profesionalci u servisnom centru. Obavezno pitajte prodavce kako rade u slučaju potrebe za popravkom u garanciji.
Točenje goriva i popravka
Brother i Epson F2000 štampači ne dozvoljavaju upotrebu neoriginalnog potrošnog materijala. Proizvođač jamči kvalitetu i pouzdanost uređaja samo u slučaju korištenja originalni kertridži, koje korisnik mora kupiti čim se stari završe. Ali cijena originala Zalihe za sve uređaje za štampanje, bez izuzetka, je previsoka, pa se pre kupovine obavezno proverite kod najbližeg servisni centri prisustvo mastila i mogućnost dopunjavanja kertridža. Prilikom odabira pisača za tekstil, obratite pažnju na broj boja - to će značajno uštedjeti na dopunjavanju ili zamjeni kertridža u budućnosti. Za kvalitetnu štampu u boji dovoljne su 4 boje (crna, cijan, magenta, žuta), jedan kertridž po boji i četiri kertridža po beloj. At bijele boje najveći trošak. Biranje štampač za tekstil 8-9 boja, zapamtite da se kvalitet štampe i svjetlina neće mnogo promijeniti, a troškovi tinte će se udvostručiti. Najčešći problem sa štampačima sa mastilom je bio i još uvek jeste sušenje mastila u stanju mirovanja kada se štampač ne koristi.

Da bi se sprečilo začepljenje i sušenje mlaznica, štampači su opremljeni sistemom za reciklažu mastila i mikročišćenjem tokom neaktivnosti. Recirkulacija ne dozvoljava mastilu da prođe puni put od kertridža do mlaznica za raspršivanje i može vas samo spasiti od zgušnjavanja mastila, ali ne i od isušivanja glave štampača. Funkcija je korisna, ali opasnost ne otklanja. Mnogo važnije je prisustvo funkcije mikročišćenja u uređaju: u automatskom režimu i bez vašeg učešća, sam štampač će preskočiti mastilo iz kertridža u mlaznice. Da, mala količina mastila će otići u kanalizaciju, ali će korisnik zaštititi svoj štampač od ozbiljnog problema.
Ponekad se sušenje pigmentne boje u mlaznicama ne može u potpunosti eliminirati, a jedini izlaz je zamjena glave za štampanje, čija je cijena usporediva s cijenom novog štampača. Vrijedi obratiti pažnju na paket isporuke štampača: šta je uključeno u njegov paket. Neprijatno iznenađenje mnogih proizvođača štampača može biti nedostatak mastila u osnovnom kompletu prilikom kupovine mastila za štampač. Štampanje bez tinte neće raditi, tako da ćete morati tražiti visokokvalitetnu tintu u specijaliziranim trgovinama. Ne isplati se štedjeti na tinti - kvaliteta vaših proizvoda i vijek trajanja vašeg uređaja direktno ovise o kvaliteti potrošnog materijala. Kao u automobilima: sportski automobil neće dati punu snagu na loše gorivo, a pogonska jedinica će brzo postati neupotrebljiva.

Štampač za tekstil - birajte mudro
Važne nijanse na koje morate obratiti pažnju prilikom kupovine tekstilnog štampača:
- format i rezolucija;
- procijenjeni tiraž;
- marka (proizvođač);
- broj cvijeća i mogućnost dopune goriva u budućnosti;
— deklarisani resurs štampanja uređaja;
— kompatibilnost sa operativni sistemi i programe koje koristite na poslu, dostupnost drajvera;
- Potrošnja energije;
- težina uređaja.

Ne kupujte spontano - pažljivo proučite ponude, pročitajte forume, potražite savjet od servisera: oni će dati sveobuhvatne informacije o slabostima određenog modela. O tome ovisi udobnost vašeg rada sa štampačem za tekstil, troškovi održavanja i vijek trajanja.
Najjednostavniji, najpristupačniji i najefikasniji način izrade štampanih ploča kod kuće je takozvano "lasersko gvožđe" (ili LUT). Opis ove metode može se lako pronaći po odgovarajućim ključnim riječima, tako da se nećemo detaljnije zadržavati na njemu, samo ćemo napomenuti da je u najjednostavnijoj verziji sve što je potrebno je pristup laserski štampač i najobičnije željezo (ne računajući uobičajene materijale za graviranje ploča). Dakle, alternative ovu metodu Ne?
Razvijanje raznolikosti elektronskih uređaja, koji se koristio, na primjer, prilikom testiranja monitora, koristili smo nekoliko načina za montiranje elektroničkih komponenti. Istovremeno, štampane ploče kao takve nisu se uvijek koristile, jer je prilikom stvaranja prototipova i uređaja u jednom primjerku (a često se pokazalo da su oboje), podložni neizbježnim greškama i modifikacijama, često isplativije i više pogodan za korištenje tvornički napravljenih prototipskih ploča, izvođenje ožičenja sa tankom žicom u teflonskoj izolaciji. Čak i najpoznatije kompanije to rade na sličan način, što pokazuje prototip AIBO igračke robota iz kompanije Sony.
U prodavnicama se prodaju relativno jeftine dvostrane kalajisane pa čak i sa obloženim rupama i zaštitnom maskom na džemperima, vrlo kvalitetne ploče.

Imajte na umu da takve ploče za izradu prototipa omogućavaju postizanje visoke gustoće montaže bez puno napora, jer nema potrebe voditi računa o ožičenju provodnih staza. Međutim, na primjer, kada se razvijaju energetski blokovi i kada se koriste elementi s nestandardnim razmakom iglica ili njihova geometrija, kao i kada se koriste elementi za površinsku montažu (što još ne radimo), postaje teško koristiti gotove prototipove. ploče.
Kao alternativu prototipnim pločama koristili smo metode rezanja folije u zazorima između provodnih podloga i spomenutu LUT metodu. Prva metoda je primjenjiva samo u slučaju najjednostavnijih opcija ožičenja, ali ne zahtijeva ništa, osim oštrog noža i ravnala. LUT metoda je općenito dala dobre rezultate, ali se željela neka raznolikost. Smatrali smo da je korištenje previše naporno i zahtijeva upotrebu kaustičnih kemikalija, što nije uvijek prihvatljivo kod kuće. Slučaj nam je omogućio da naučimo o drugom načinu - o metodi direktnog inkjet štampašablon na foliji od stakloplastike ( ključne riječi tražiti engleski jezik- Direktno na PCB inkjet štampanje).
Metoda je podijeljena u sljedeće korake:
- Ispravan pečat pigmentirano
- Termičko fiksiranje štampanog šablona. U tom slučaju, tinta postaje otporna na rastvor za jetkanje.
- Uklanjanje mastila sa štampane ploče.
Postoji i alternativa:
- Štampanje uopšte bilo koji tinta šablona za štampanu ploču direktno na folijskom stakloplastiku koristeći, po pravilu, modifikovani inkjet štampač.
- Toner u prahu iz laserskog štampača/kopir aparata se raspršuje na još mokro mastilo, a višak tonera se uklanja.
- Termičko fiksiranje štampanog šablona. To spaja toner i sigurno prianja na foliju.
- Jetkanje dijelova folije bez uzorka na uobičajen način, na primjer, pomoću željeznog klorida III.
- Uklanjanje stvrdnutog tonera sa štampane ploče.
Drugu opciju nismo razmatrali zbog nevoljkosti da radimo s tonerom u prahu, koji može zamrljati sve oko sebe slučajnim pogrešnim pokretom ili kihanjem. Sve implementirane metode direktnog inkjet štampanja šablona koje smo pronašli koristile su Epson inkjet štampače. Takođe, po vrsti mastila, odnosno vrsti boje koja se u njima koristi - pigmentu, stabilno smo povezani sa štampačima ovog proizvođača, pa smo krenuli u potragu za odgovarajućim štampačem iz Epson kataloga. Očigledno, Epson ima, ili je barem imao, modele koji mogu da štampaju na medijima debljine do 2,4 mm (i ne samo CD/DVD), na primer, Epson Stylus Photo R800, ali ovaj model se više ne proizvodi, ali mi nisam unaprijed znao da li bi bilo moguće koristiti nešto od modernih analoga (očito nije jeftino). Kao rezultat toga, odlučeno je tražiti najjeftiniji model koji se koristi pigmentno mastilo. Model je pronađen - Epson Stylus S22. Ovaj štampač se pokazao najjeftinijim među svim Epson štampačima - cijena za njega bila je manja od 1500 rubalja, a zatim je, međutim, značajno porasla: u maloprodaji u Moskvi (ekvivalent u rublji je u opisu alata) - N / A (0) .

Površno ispitivanje pokazalo je potrebu za značajne promjene u dizajnu štampača, jer je predviđeno štampanje na fleksibilnim medijima sa njegovim savijanjem pri pomeranju sa gornjeg ulaznog ležišta na izlazno ležište. Dolje opisana sekvencijalna modifikacija sintetizirana je iz nekoliko iteracija, budući da se nakon sljedećeg sklapanja pokazalo da je potrebno napraviti određene promjene u dizajnu. Stoga se ne može isključiti mogućnost malih netačnosti u opisu ovog procesa. Modifikacija ima dva glavna cilja. Prvo, da biste osigurali ravnu liniju bez savijanja i visinskih razlika, dovod medija, za koji morate promijeniti, ali zapravo ponovo kreirati ulazne i izlazne ladice. Drugo, da se obezbedi mogućnost štampanja na debelim materijalima - do 2 mm, za šta je potrebno podići sklop sa glavom za štampanje i njenim kliznim kliznikom. dakle:
1. Odvrnite dva zavrtnja na zadnjem zidu i skinite kućište, otpuštajući reze kojima se još drži za dno.

2. Odspojite kabl kontrolne table sa glavne ploče, odvrnite dva samorezna vijka koji pričvršćuju kontrolnu tablu,

oslobodite kabel od kontrolne ploče i ostavite ga na stranu. I dalje je koristan, za razliku od kućišta kućišta.
3. Odvrnite 4 vijka jedinice za uvlačenje papira, otpustite žice koje idu do motora nosača, pritisnite bravu zupčanika valjka za uvlačenje, uklonite postolje valjka za uvlačenje i cijelu jedinicu za uvlačenje, uklonite bočnu stezaljku papira - ovi dijelovi više neće biti koristan.




4. Odvrnite samorezni vijak na nosaču upijajućeg jastučića i na dovodu napajanja, odspojite odvodno crijevo sa ladice i kabel od PSU-a na glavnoj ploči, uklonite uložak za upijajuće jastučiće i PSU. Ostavite ih sa strane - i dalje su korisni.



5. Odvrnite dva samorezna vijka trake sa valjcima koji pritiskaju izlazni list, uklonite ovaj sklop i premjestite ga na gomilu sa "dodatnim" dijelovima.

6. Sa desne strane odvrnite samorezni vijak i vijak koji pričvršćuje sanke duž kojih se kreće glava za štampanje.

Uklonite oprugu koja pritiska sanke.

Skinite oprugu nosača (trake sa potezima) i samo ravnalo.

Odvrnite dva vijka koji pričvršćuju glavnu ploču,

i pritisnite ga dalje od klizača (pazite sa senzorom papira!). Odvrnite vijak koji pričvršćuje sanke, koji se nalazi ispod glavne ploče.

S lijeve strane odvrnite samorezni vijak koji pričvršćuje sanke.

Odvojite konektor motora za dovod (J7) sa glavne ploče.

Odvojite oprugu na lijevoj strani saonica.

Uklonite sklop klizača s nosačem za štampanje i glavnom pločom.

7. Na lijevoj strani odvrnite samorezni vijak brave osovine provlačenja,

uklonite osovinu i njen držač.

8. Uklonite sve dodatne vodilice na početku proteža, koje su pričvršćene za zasune.

9. Koristeći sečivo od nožne testere za metal i turpije, izrežite prozor na dnu od bočnih nosača, do dna ležišta za ubacivanje i do osovine za napajanje. Pogodno je koristiti postojeće žljebove i rupe na dnu. Odrežite oštrice nožem, uklonite piljevinu.

10. Sada morate kreirati ladicu za direktno ulaganje. Da biste to učinili, možete koristiti dva komada aluminijskog kuta 10 x 10 mm dužine 250 mm i dio originalnog nosača papira u ulaznoj ladici (možete koristiti bilo koju krutu ploču odgovarajuće veličine). Uglovi su pričvršćeni M3 upuštenim vijcima kao što je prikazano na fotografijama ispod. Na okomitim ravninama kućišta štampača, za koje su pričvršćeni uglovi, treba izrezati žlebove tako da se ulazno ležište može lagano pomerati gore-dole kako bi se fino podesio njegov položaj.






Na desnom uglu morate odrezati okomiti ugao, inače će se desni valjak za pritisak nasloniti na njega. Također na paleti morate izrezati žljeb nasuprot senzoru papira (iako, očigledno, to ne možete učiniti).

I stavite komad cijevi na antenu senzora papira i tako je malo produžite.

11. Odvojite senzor položaja vratila za pomicanje (jedan vijak), odrežite graničnik na kućištu senzora i pričvrstite ga klizeći što je više moguće prema dolje.

Prilikom naknadnog sastavljanja provjerite da li je disk s potezima postavljen u sredinu utora senzora i da ne dodiruje njegove rubove.
12. Ispod tri tačke pričvršćivanja saonica, postavite a dva podloške sa rupom od 4 mm svaka debljine 1 mm. Kada koristite široke podloške na dva mjesta, potrebno ih je turpijati tako da se ne naslanjaju na elemente karoserije.


13. Uklonite potisne valjke, stavite na njih 2-3 sloja (najmanje 3 sloja na centralni par valjaka) termoskupljajuće cijevi sa skupljanjem međuslojeva pištoljem za vrući zrak ili drugim načinom grijanja. Turpijom produbite žljebove za valjke tako da se slobodno okreću. Umetnite valjke u držače.

14. U parkiranom položaju, kao i u procesu čišćenja mlaznica i inicijalizacije novih kertridža, jastučić sa gumenom zaptivkom se pritiska na donju površinu glave štampača, gde se nalaze mlaznice. Odozdo je cijev spojena na podlogu koja ide do vakuum pumpe. Prilikom čišćenja pumpa usisava mastilo iz kertridža, a tokom skladištenja mlaznice su zaštićene od sušenja mastila u njima. Stoga je važno osigurati da gumena zaptivka dobro prianja uz glavu, ali zbog pomeranja sanke i glave za štampanje prema gore, ovaj uslov možda neće biti ispunjen. Potrebno je povećati hod jastuka u krevetiću. Da biste to učinili, morat ćete ukloniti ili barem odmaknuti pumpu - odvrnite dva vijka i istisnite dva zasuna.


Zatim uklonite oprugu koja zateže jastuk jastuka, uklonite sklop krevet-jastuk i odvojite cijev koja se proteže od jastuka. Zatim nožem izrežite oko 1,5 mm na pravim mjestima dijelove tijela jastuka i krevetića, povećavajući vertikalni hod jastuka. Zatim sastavite čvor nazad. Budući da je automatsko čišćenje mlaznica i inicijalizacija kertridža dovela do čudnih rezultata pri korištenju neoriginalnih uložaka, odlučili smo da odvojimo pumpu od jastučića, za šta smo koristili komad cijevi i čau. Da biste uklonili višak mastila ili prilikom ručnog pranja jastučića, možete spojiti špric na T-e ili jednostavno prstom stisnuti njegov izlaz i, pomicanjem osovine za uvlačenje nazad (kod zupčanika sprijeda s lijeve strane), koristiti štampač pumpa.
15. Ponovo sastavite štampač obrnutim redosledom. Prilikom ugradnje osovine za dovod, pažljivo očistite sjedišta od strugotine i prašine i nanesite sloj masti na njih i na odgovarajuća područja osovine. Nakon ugradnje valjka, potrebno je podesiti ladicu za uvlačenje. Otpuštanjem vijaka koji pričvršćuju ladicu za bočne zidove kućišta, koristeći krutu ploču odgovarajuće veličine (na primjer, komad stakloplastike), morate osigurati da se pomicanje ploče od ladice za ulaganje duž dovoda osovina i duž osovine u izlaznoj ladici ravnomjerna, bez razlike u visini. Također biste trebali osigurati da vodilice ležišta za punjenje budu striktno paralelne i okomite na osovinu za napajanje. Nakon što nađete takav položaj ladice za dovod, vijke treba zategnuti i preporučljivo je pričvrstiti ga sa strane matica s kapljicom laka. Zatim nastavite sa izgradnjom. Na desnoj strani, zbog pomaka saonica prema gore, tačnije, rupa za montažu se neće poklapati s rupom na stalku kućišta - rupu možete turpijati i pričvrstiti sanke vijkom, ili možete ostaviti kao TO JE.

Tacnu upijajućeg jastučića, prethodno skrativši njen desni stub, postavili smo na prvobitno mesto, pričvrstivši ga na dve tačke vrućim lepkom. Napajanje nije stalo u prvobitni položaj, tako da nismo našli ništa bolje od jednostavnog fiksiranja plastičnom vezicom na lijevom postolju okvira štampača. Pričvrstili smo kontrolnu ploču na ušicu na PSU-u.


Originalno izlazno ležište uzrokuje savijanje izlaza, tako da ga je potrebno nadograditi kako bi se osigurao glatki horizontalni izlaz. Da biste to učinili, samo stavite nešto manje od 3 cm visoko ispod tacne, a na ladicu stavite nekoliko debelih časopisa ili hrpu papira. Međutim, nakon nekog vremena, ovaj dizajn smo zamijenili ladicama napravljenim od kućišta neispravnog DVD playera. Šta je potrebno učiniti sa kućištem da bi se pretvorilo u poslužavnik jasno je iz fotografija, međutim, ovdje svako može iskoristiti svoju maštu i improvizirani materijal.


rezultat:


Pomaknite sanke do b O veća vrijednost od gore opisane je povezana s određenim poteškoćama. Problematična područja su barem senzor položaja vratila za napajanje, desni držač ravnala kolica i sklop za parkiranje. Možda nešto drugo. Kao rezultat toga, debljina materijala na kojem modifikovani štampač može da štampa je oko 2 mm ili nešto više, tako da kod tekstolita debljine 1,5 mm podloga ne bi trebalo da bude deblja od 0,5 mm, dok bi trebalo da bude dovoljno čvrsta. za pomicanje praznina za štampane ploče. Prikladnim i pristupačnim materijalom pokazao se debeli karton, na primjer, iz fascikle za papire. Podloga mora biti isečena tačno na širinu ulaznog ležišta, jer će svako horizontalno neusklađenost uticati na tačnost štampanja. U našem slučaju, podloga je bila veličine 216,5 x 295 mm. Originalna jedinica za uvlačenje se ne može koristiti, tako da se košuljica mora ručno uvlačiti ispod pritisnih valjaka, ali senzor papira ne smije biti aktiviran. Zbog toga će biti potrebno napraviti izrez u podlozi za antenu senzora papira, u našem slučaju na udaljenosti od 65 mm od desne ivice, dubine 40 mm i širine 10 mm. U tom slučaju, ispis počinje na udaljenosti od 6 mm od dna izreza, odnosno 6 mm prije ruba medija koji štampač detektuje. Zašto je to tako, ne znamo. Za pričvršćivanje praznina na podlogu, prikladno je koristiti dvostranu ljepljivu traku. Pritisni valjci pritišću uložak na valjak za uvlačenje velikom silom, tako da valjci ne smiju ulaziti ili izlaziti iz radnog komada kako bi se osiguralo glatko uvlačenje štampe. Da biste osigurali ovo stanje, prije, poslije i eventualno sa strane radnog komada, potrebno je zalijepiti materijal iste debljine. Ovo će također olakšati pozicioniranje radnog komada za serijski i/ili dvostrani ispis.
Originalni kertridži su se prilično brzo potrošili, ali sveukupno su rezultati sa originalnim mastilima bili veoma dobri. dobro. Međutim, odlučeno je da se kupe dopunjivi kertridži i kompatibilne tinte.


Duša nije mirovala na tome, činjeni su pokušaji da se tinta modificira kako bi se povećao sadržaj polimerne komponente u njima. Kao rezultat ovih eksperimenata, mlaznice sa crnim mastilom bile su začepljene za 90%, sa magentom - za 50%, jedna mlaznica nije radila u "žutom" redu, a samo su mlaznice cijan mastila ostale u potpunosti operativne. Međutim, jedna boja je dovoljna za štampanje šablona. Budući da je magenta mastilo pokazala najbolji rezultat, upravo su oni bili dopunjeni u cijan kertridž sa mastilom.
1. Pripremite površinu obratka. Ako je relativno čist, onda ga je dovoljno odmastiti acetonom. U suprotnom, odmastiti, očistiti abrazivnim sunđerom i, da se formira oksidni sloj, staviti u rernu na 15-20 minuta na temperaturi od 180°C. Zatim ohladite i odmastite acetonom.
2. Koristeći dvostranu ljepljivu traku i pomoćne tekstolitne komade, pričvrstite radni komad na podlogu.
3. Pretvorite šablon u čistu boju koja će se koristiti prilikom štampanja. U našem slučaju u plavoj boji (RGB = 0, 255, 255). Ponašanje probni otisak(moguće je ne koristiti ceo šablon, već samo ukupne tačke, na primer uglove), ako je potrebno, u programu koji se koristi za štampanje, ispravite položaj šablona, isperite prethodni rezultat acetonom, ponovite, ako je potrebno, postupak korekcije.

4. Odštampajte šablon na prazno. Najbolji rezultati se postižu sa sljedećim postavkama:


5. Sušite radni komad na vazduhu 5 minuta, možete koristiti fen za kosu da ga ubrzate. Zatim odvojite radni komad od podloge i izvršite prethodno fiksiranje u pećnici 15 min (vrijeme od uključivanja pećnice) na 200°C na vršnoj temperaturi. Ohladite radni komad.
6. Za precizno pozicioniranje drugog sloja, možete izbušiti nekoliko rupa malog prečnika, na primer, prečnika 1 mm, na mestima montaže buduće ploče. Učvrstite radni komad s površinom za drugi sloj prema gore, dok se dvostrana ljepljiva traka mora zalijepiti na potpuno obojena područja prvog sloja. Ako je radni komad čvrsto stegnut između dvije ploče sprijeda i straga, tada nije potrebna dvostrana ljepljiva traka. Odmastite radni predmet acetonom.
7. Postavite i štampajte - ponovite korake 3 i 4.

8. Sušite radni predmet na vazduhu 5 minuta, možete koristiti fen za kosu da ga ubrzate. Zatim odvojite radni komad od podloge, pričvrstite ga na postolje, na primjer od spajalica, stavite u pećnicu i fiksirajte 15 minuta (vrijeme od uključivanja pećnice) na 210°C na vrhuncu. Ohladite radni komad.



9. Pregledajte radni predmet, sumnjiva mjesta tanki sloj mastilo (na primjer, pored rupa ili zalijepljenih čestica prašine) za farbanje vodootpornim markerom. Etirajte radni komad. Kako bi površina radnog komada bila udaljena od dna posude, možete umetnuti čačkalice u rupe (prečnik 1 mm koji se koristi za postavljanje drugog sloja), tako da oštri vrh izlazi 1,5-2 mm , a debela je odgrizena do iste visine. Prilikom graviranja povremeno okrenite ploču i provjerite spremnost.


Operite mastilo acetonom.


Važne napomene.
1. Da bi boja koja se koristi postala otporna na otopinu za jetkanje, mora se držati oko 15 minuta (vrijeme od uključivanja pećnice) na temperaturi od oko 210°C na vrhuncu (dobije se pomoću termoelementa koji se nalazi pored na radni komad). Interval je uzak, jer kada se prekorači za 5-10 ° C, tekstolit počinje da se urušava, kada se spusti, tinta se ispere otopinom za jetkanje. Moraju se odabrati tačni uslovi u konkretnom slučaju empirijski. Za kontrolu možete koristiti test s pamučnim štapićem. Ako pamučni štapić navlažen vodom lako ispire tintu, tada morate povećati temperaturu, ako se ne ispere ili samo malo mrlje, tada je stečena otpornost na otopinu za jetkanje. Čak i ako je pamučni štapić navlažen acetonom teško isprati tintu, tada je otpornost na otopinu za jetkanje vrlo dobra. Na ovaj način možete odabrati boju i uslove za topljenje koji vam daju najbolje rezultate. Treba napomenuti da smo koristili električnu gril pećnicu, uključili samo gornji grijač, a kada je boja konačno fiksirana, termostat pećnice je postavljen na 220°C.
2. Reproducibilnost štampe dostiže oko 0,1 mm, pa ako je potrebno, možete ga odštampati i drugi put preko prve strane šablona, uz međusušenje direktno na podlozi pištoljem za vrući vazduh (sa podesivom temperaturom) ili kućnim fenom za kosu podesiti na maksimalnu temperaturu. Sušenje je potrebno kako pritisni valjci ne bi podmazali prethodni sloj.
3. Izrada dvije strane može se raditi uzastopno. Prvo odštampajte i fiksirajte prvu stranu, a zaštitite foliju na drugoj, npr. akrilne boje iz balona. Prvu stranu nagrizati, sa druge strane skinuti zaštitu acetonom, drugu stranu odštampati i popraviti, prvu zaštititi mastilom, drugu stranu ugravirati, a sa prve skinuti zaštitu.
4. Potrebno je da štampate na sledeći način: prvo pošaljite zadatak za štampanje, sačekajte da štampač javi da nema papira, zatim pažljivo gurnite podlogu sa fiksnim radnim komadom ispod pritisnih valjaka, pomerajući valjak za uvlačenje za zupčanik ispred na lijevo, a zatim pritisnite dugme da nastavite sa štampanjem. Ako postoje kratke pauze između sesija štampanja, štampač neće izvršiti kratku proceduru čišćenja, tako da možete prvo da ubacite supstrat praznim, a zatim da pošaljete zadatak za štampanje.
5. Posebna čistoća se mora poštovati, jer svaka prašina koja je pala na mokro mastilo na radnom komadu može dovesti do kvara.
Na ovaj način je napravljeno nekoliko dvostranih štampanih ploča, a iako su staze at od 0,5 mm nisu korištene, na ispitnim područjima je demonstrirana mogućnost dobivanja staza širine 0,25 mm, a to očito nije granica ove metode.

P.S. Primjer dvostrane ploče sa gusjenicama od 0,25 mm (tokom projektovanja postavljene su norme od 0,25 mm za širinu kolosijeka i za razmake, ali su ručnim finim podešavanjem razmaci između kolosijeka povećani kao koliko god je to moguće). Imajte na umu da je u proizvodnji dvostranih ploča, očito, još uvijek pouzdanije ispisivati i gravirati strane uzastopno. Strana 1:

strana 2:

Mogu se uočiti tri vrste kvarova:
1. Linearna distorzija, koja je očigledno uzrokovana činjenicom da je jedna strana štampana u brzom dvoprolaznom režimu, a druga u sporom jednoprolaznom režimu. Odnosno, bolje je štampati obe strane u istom režimu.
2. Na mjestima su tragovi blago prošireni zbog širenja mastila. Ovaj nedostatak se može izbjeći pažljivom pripremom površine - odmastiti komadom krpe natopljenom acetonom, a zatim temeljito obrisati suhim pamučnim štapićem.
3. Sa jedne ivice staze i jastučići su urezani primjetno više. To se dogodilo zbog pregrijavanja, zbog čega je tinta postala vrlo tamna i počela se ljuštiti. To znači da je potrebno pažljivo pratiti ujednačenost zagrijavanja (odaberite mjesto u pećnici gdje je grijanje ravnomjernije) i ni u kojem slučaju ne dopuštajte pregrijavanje - tinta bi trebala osjetno potamniti, ali ne i dobiti tamno sivu nijansu.
Međutim, ovi nedostaci nisu bili kritični, a kao rezultat toga, bez ikakve korekcije ožičenja, dobili smo potpuno funkcionalan uređaj.

Štampanje na tkanini kod kuće
Koristeći konvencionalni inkjet štampač, koji većina čitatelja ima kod kuće, možete staviti natpise i crteže na odjeću, kao i napraviti zastave, zastavice i druge unikatne predmete male veličine.
Mediji za prenos slike
Praktično svaki inkjet štampač ili višenamenski štampač, kako moderan tako i davno ugašen, može da štampa slike na posebnim medijima za prenošenje na pamuk i mešane tkanine koje mogu da izdrže dugotrajnu toplotu. Struktura takvih medija uključuje gustu papirnu podlogu i tanak elastični sloj koji je pričvršćen za tkaninu kada se zagrije - na njenu površinu se nanosi tinta tokom procesa tiska.
Svaki od vodećih svjetskih proizvođača inkjet štampača ima brendirane medije za štampanje za prenošenje slika na tkaninu. Na primjer, Canon ima medij za prijenos na majice (TR-301) u svojoj liniji proizvoda, Epson ima papir za prijenos na željezo (C13S041154), a HP ima prijenose na majice (C6050A). Maloprodajna pakovanja navedenih medija (slika 1) sadrže 10 listova A4 papira.
![]()
Osim toga, proizvođači trećih strana također proizvode medije za prijenos slika na tkaninu. Na primer, Lomond, poznata kompanija u našoj zemlji, nudi nekoliko opcija odjednom: Ink Jet Transfer Papir za svetlu tkaninu (za svetle tkanine), Ink Jet Transfer Paper za tamnu tkaninu (za tamne tkanine) i Ink Jet Luminous Transfer Papir (pogodan za tamne i svijetle tkanine, a zahvaljujući fluorescentnim aditivima, slika svijetli u mraku). Navedeni Lomond medij (slika 2) dostupan je u pakovanju od 10 i 50 listova u veličinama A4 i A3.
Priprema slike
Priprema i izlaz slike može se izvesti u bilo kojem rasterskom ili vektorskom grafičkom uređivaču. Međutim, treba imati na umu da će se zbog specifičnosti kako inkjet tehnologije tako i samog procesa termičkog transfera, slika prenesena na tkaninu pomoću posebnog medija značajno razlikovati od iste slike koju isti štampač štampa na običnom, pa čak i više na fotografskom papiru. Konkretno, sliku koja se prenosi na tkaninu karakteriše manji kontrast, manji raspon boja i lošija reprodukcija. svijetle nijanse u poređenju sa kontrolnim otiskom napravljenim čak i na običnom kancelarijskom papiru. Kako bi se minimizirali gubici pri izradi rasterskih slika (fotografije, reprodukcije itd.), potrebno je povećati njihov kontrast i zasićenost. Prilikom kreiranja i uređivanja vektorskih slika, ima smisla koristiti čiste, zasićene boje za popunjavanje objekata i obrisa i izbjegavati korištenje svijetlih nijansi i vrlo tankih linija kad god je to moguće.
Fotografije, kao i vektorski i rasterski crteži s puno polutonova i prijelaza gradijenta, najbolje će izgledati na proizvodima od bijele tkanine fine teksture. Činjenica je da boja tkanine, osim bijele, može značajno izobličiti boje originalne slike. Iz tog razloga, da biste prenijeli sliku na melange ili obojenu tkaninu, preporučljivo je kreirati jednobojne dizajne ili slike s ograničenim brojem boja.
Za najefikasnije korištenje specijalnih medija, nekoliko zasebnih slika male veličine može se rasporediti na jednom listu poput detalja uzorka, ostavljajući praznine širine 10-15 mm između njihovih ivica.
Pečat
Dakle, slika je spremna. U postavkama štampača odaberite medij za termalni prijenos, veličinu i orijentaciju listova koji će se koristiti (slika 3). Da bi se natpisi preneseni na tkaninu normalno čitali, a slike „izgledale“ u istom smjeru kao original, moraju biti odštampane u ogledalu. Da biste to uradili, aktivirajte opciju za preslikavanje odštampane slike u postavkama upravljačkog programa štampača (u ruskim verzijama to se može nazvati "ogledalo" ili "okreni horizontalno", na engleskom - flip ili mirror). Ako drajver štampača koji koristite ne pruža takvu opciju, potražite je u postavkama štampanja programa iz kojeg planirate da štampate sliku (sl. 4 i 5). Da biste provjerili ispravnost odabranih postavki, koristite način pregleda.



Prenesite sliku na tkaninu
Da biste prenijeli ispisanu sliku na tkaninu, preša za peglanje je najprikladnija - ona će osigurati najtrajnije fiksiranje uzorka. Međutim, ako među vašim pribor za domaćinstvo ne postoji takav uređaj, možete koristiti običnu peglu.
Pripremite radnu površinu sa ravnom i tvrdom površinom koja je otporna na dugotrajnu toplotu (daska za peglanje, nažalost, neće raditi za ovu svrhu). Osim toga, trebat će vam komad čiste materije.
Izrežite sliku odštampanu na listu specijalnog medija, odstupajući 5-6 mm od njenih ivica.
Postavite komandu pegle na ispravan položaj. maksimalna snaga. Ako je vaš model opremljen aparatom za parenje, isključite ga. Ostavite peglu uključenu neko vreme da se zagrije na maksimalnu temperaturu.
Budući da se uvjeti snage i temperature različitih modela glačala razlikuju, bit će potrebno eksperimentalno odabrati optimalno vrijeme prijenosa. Da biste to učinili, ima smisla ispisati nekoliko probnih slika male veličine i pokušati ih prenijeti na nepotreban komad tkanine.
Nakon što se uverite da je pegla topla, na radni sto stavite unapred pripremljenu čistu krpu i dobro je zagladite da nema bora ili nabora. Zatim na ovu tkaninu položite proizvod na koji planirate prenijeti uzorak. Pripremite površinu za prijenos slike peglanjem.
Postavite isečeni otisak licem nadole gde želite da bude. Za najbolje fiksiranje slike poželjno je koristiti najširi dio radne površine glačala. Prilikom prevođenja velike slike najbolje je zagladiti list u nekoliko prolaza, polako pomičući peglu čvrsto pritisnutu uz sto duž dugačke strane crteža (slika 6). Trajanje jednog prolaza treba biti oko 30 s.
Okrenite peglu za 180° i ponovite gornji postupak, počevši od suprotnog kraja. Zatim pažljivo peglajte rubove slike koju želite prevesti pomicanjem čvrsto pritisnute pegle po obodu slike.
![]()
koristeći peglu
Nakon što završite gore navedene korake, ostavite proizvod da se ohladi jednu do dvije minute, a zatim pažljivo odvojite papirnu podlogu uzimajući je u bilo koji od uglova. Imajte na umu da će biti mnogo teže ukloniti bazu iz potpuno ohlađenog proizvoda.
Ako planirate primijeniti nekoliko slika ili natpisa na isti proizvod, morate ih postaviti tako da se ne preklapaju.
Briga o gotovim proizvodima
Proizvode sa slikama nanesenim opisanom metodom najbolje je prati u hladnoj vodi pomoću praha za obojene stvari. Majice i majice sa prevedenim slikama moraju se okrenuti naopačke pre nego što se umetnu u mašinu za pranje veša. Budite spremni na činjenicu da će nakon prvog pranja boje na slici postati manje svijetle i zasićene - to je sasvim normalno.
Dobro fiksirane slike mogu izdržati nekoliko desetina pranja uz minimalan gubitak svjetline i zasićenosti. Međutim, optimalno očuvanje osigurava se ručnim pranjem.
Lista opreme za štampanje uključuje profesionalnu i univerzalnu opremu. U drugu grupu spada štampač na tkaninu. Slike na bijelom i obojenom tekstilu su svijetle i izdržljive. Različiti materijali imaju svoju tehnologiju i odgovarajuću opremu.
Uređaji za direktno štampanje
Digitalna metoda je jedna od najpristupačnijih i najefikasnijih. Nema potrebe za srednjim oblicima, možete raditi sa bilo kojom vrstom tkanine. Tehnika se zasniva na impregnaciji tekstilne podloge vodotopivom bojom, nakon čega slijedi zagrijavanje. Pod uticajem visoke temperature uzorak je čvrsto fiksiran na površini.
IN tehnološki proces Uključena su 2 glavna uređaja: štampač i termo presa. Prvo se na računaru razvija raspored crteža - u grafičkom uređivaču.
Stavka se zatim stavlja u štampač za direktno štampanje. Slika se prenosi sa digitalni izvor za tekstil. Boja brzo prodire u tkaninu i ravnomjerno se nanosi. Slika je svetla, preciznih kontura, vidljiva sa obe strane i ne bledi dugo vremena.
Poznati brendovi: HP, Brother, Epson, JETEX, DreamJet, Power Jet. Najtraženije mašine su direktna štampa, kreiranje crteža u formatima A4 i A3.
Cijena opreme koja radi na mješovitim materijalima svijetlih boja kreće se od 100 hiljada rubalja. Štampači za štampanje na prirodnim pamučnim tkaninama koštaju 400-650 hiljada rubalja. Modeli koji rade i s bijelim i s obojenim tekstilom koštaju isti iznos.
 Velike štamparije koriste industrijske štampače za tekstil
Velike štamparije koriste industrijske štampače za tekstil
Opciona oprema
Za fiksiranje uzorka koristi se ravna toplinska presa (drugi naziv je tableta). Tekstil (na primjer, majica) se položi na radnu površinu i pritisne peći koja se zagrijava na 220-250 stepeni. Visok pritisak i temperatura stapaju boju u tkaninu.
Prema mehanizmu otvaranja, preše za tablete su vertikalno sklopive i rotacijske. U prvom slučaju ploča se podiže. U drugom se pomiče u stranu u odnosu na sto.
Toplotne preše se također razlikuju po veličini. grijaća ploča. Najpopularniji formati su 380 x 380 i 400 x 500 mm. Mogu se koristiti za crtanje slika različite vrste ravne površine: odjeća, šalovi, ručnici, posteljina.
Prilikom kupovine obratite pažnju na snagu prese, načine podešavanja pritiska i temperature, vrste obrađenih materijala. Provjerite glatkoću ploče i ujednačenost njenog zagrijavanja.
Jednostavna ručna jedinica košta 15-35 hiljada rubalja. Automatska kontrola podiže cijenu na 100 hiljada rubalja.
 Popularni brendovi toplotnih presa: HIX, Insta HTP, AcosGraf, Sefa, ZnakPress, Transfer Kit.
Popularni brendovi toplotnih presa: HIX, Insta HTP, AcosGraf, Sefa, ZnakPress, Transfer Kit.
oprema za sublimaciju
Tehnologija termičkog transfera bazira se na prenošenju slike na tekstilnu podlogu preko srednjeg nosača. Ako nanesete uzorak na sintetičku tkaninu, dobit ćete teksturiran, izdržljiv otisak. Na pamuku, slike se brzo ispiru prilikom pranja.
Za termalni prijenos potrebno je:
- kompjuter sa paketom grafičkih programa za kreiranje rasporeda;
- sublimacijski pisač;
- termopress flat.
Sublimacijski štampač se može zamijeniti običnim digitalnim. Prilikom kupovine potrebno je samo razjasniti da li se puni sublimacijskom tintom.
Crtež je štampan na sublimacionom papiru. Ne upija boju, ne dozvoljava joj da se širi i formira jasnu sliku sa glatkom površinom.
Proizvod se šalje u toplotnu presu. Pod uticajem visokih temperatura i vakuuma, papir izgara, a sublimaciono mastilo se čvrsto zalemi na tkaninu. U radu se koriste iste vrste termičkih presa kao i za digitalnu direktnu štampu.
 Teksturirani uzorak izgleda odlično na majicama i drugoj odjeći
Teksturirani uzorak izgleda odlično na majicama i drugoj odjeći
Mašine za sito štampu
Ova tehnika otiska temelji se na kreiranju uzorka pomoću posebnih šablona, od kojih svaka odgovara određenoj boji. Prvo, digitalna slika je podijeljena na dijelove po nijansama. Zatim se na odvojenim listovima papira silueta crteža štampa u jednoj boji i prekriva fotografskom emulzijom.
Nakon toga, mašina za šablone je povezana sa radom. Na njemu se uzastopno izvodi nekoliko radnji:
- prenesite uzorak na okvir s rastegnutom mrežom;
- povucite tekstil na mašinu;
- na vrhu je postavljena šablona sa mastilom i provlače se kroz male ćelije.
Jednobojne mašine imaju jednu sekciju za štampu. Dvobojni i višebojni modeli su uređaji tipa vrtuljke. Na njima možete istovremeno pokriti nekoliko stvari uzorkom bez mijenjanja šablona. Svaka boja se nalazi u posebnom dijelu i utisnuta je kroz svoju mrežu.
 Boja se može nanositi na radno polje četkom ili valjkom
Boja se može nanositi na radno polje četkom ili valjkom
Prema stepenu mehanizacije, mašine za šablone se dele na 3 tipa:
- Sa ručnim upravljanjem. Jednostavan uređaj, praktičan rad, može se koristiti kod kuće. Nije prikladno za velike staze. Minimalna cijena je 35 hiljada rubalja.
- Poluautomatski. Koštaju od 70 hiljada rubalja. Povećana produktivnost - proces štampanja i uklanjanja proizvoda je automatizovan. Postava se radi ručno. U srednjim koracima, tekstilni štampač osigurava da se tinta osuši na odjevnom predmetu.
- Automatski. Profesionalna oprema za šablone sa visokim performansama. Svi procesi su automatizirani i ne zahtijevaju ručni rad. Minimalni trošak opreme je 150 hiljada rubalja.
Poznati proizvođači stencil opreme: Fusion, Chameleon, Economax, Kruzer, Sidewinder.
Ostavite da se mastilo osuši nakon nanošenja svake boje i kada je štampanje završeno. Pored ručnih i poluautomatskih štampača na tkanini, potrebno je kupiti uređaj za sušenje komornog ili tunelskog tipa. Transportne sušare su skupe (od 250 hiljada rubalja) i pogodne su za veliku industrijsku proizvodnju.
Pomoćna tehnologija za tehnologiju ekrana:
- Stroj za izradu šablona;
- uređaj za izlaganje;
- kabina za pranje mrežastih ramova.
Općenito, komplet će koštati 150-200 hiljada rubalja.
Termička aplikacija na tkaninu
Tehnologija termičke primjene je najjednostavnija od svih vrsta tiska na tekstilu. Uzorak za odjeću kreira se ručno od pojedinačnih elemenata ljepljivog filma. Zatim se tkanina stavlja u zagrijanu prešu koja fiksira aplikaciju. Koristite iste toplotne prese kao i za direktno štampanje. Kod kuće možete popraviti sliku peglom.
Film se štampa na konvencionalnom digitalnom ili inkjet štampaču. Vinil, somot, antilop se također koriste kao potrošni materijal.
Pregled vodećih modela tekstilnih štampača
Sublimacioni štampač na tkanini kompaktne veličine, 64" (1626 mm) širine štampe. Preporučuje se za velike naklade. Radi sa bojama visoke gustine koje pružaju duboku crnu boju i ekonomičnu potrošnju mastila. Opremljen sa ugrađenim sistemom sušenja.
karakteristike:
- Rezolucija do 720 x 1440 dpi omogućava vam da kreirate otiske fotografske preciznosti.
- Produktivnost - do 58 kvadratnih metara. metara tkanine na sat.
- Ugrađeni dvoredni rezervoari za štampanje drže po 1,5 litara mastila, a odeljak za sakupljanje otpadnog mastila ima 2 litra. Velike količine kontejnera štede vrijeme na održavanju opreme.
- LCD ekran od 6,5 cm olakšava postavljanje i praćenje procesa.
- Procijenjeni trošak sublimacionog štampača Epson SureColor SC-F7200 je 1 milion rubalja.

Profesionalni štampač za sve neravne površine tekstila. Radi za mastilo rastvorljivo u vodi. Dizajniran za direktnu štampu na svijetlim i tamnim proizvodima od prirodnih i mješovitih tkanina.
Na bijelom tekstilu štampa u CMYK bojama u 1 ili 2 prolaza. Slike su svetle i sočne. Prilikom obrade tamnih materijala, modelu boja dodaje bijelu boju.
karakteristike:
- Veličina stola - 356 x 406 mm.
- Rezolucija - od 600 x 600 do 1200 x 1200 dpi.
- 8 glava za štampanje.
- Prosječna cijena tekstilnog štampača je 1,3 miliona rubalja.

Ranar Pony P-4400
Mašina za ručnu sito štampu tipa karusela za štampanje na tekstilu Dizajn male veličine za 4 štamparske glave i 4 stola. Maksimalna širina okvira je 78 cm.
Postoje opcije za štampanje bejzbol kapa i brojeva. Za rad na odjeći sa postavom predviđen je okvir za pričvršćivanje. Cijena - 240-300 hiljada rubalja.
IN U poslednje vreme Tražio sam načine da olakšam izradu PCB-a. Prije otprilike godinu dana naišao sam na zanimljivu stranicu koja opisuje proces modifikacije Epson inkjet štampača za štampanje na debelim materijalima, uklj. na bakrenom tekstolitu. U članku je opisan završetak štampača Epson C84, međutim, imao sam Epson C86 štampač, ali zato što Pošto je mehanika Epson štampača, mislim da su svi slični, odlučio sam da pokušam da nadogradim svoj štampač.
U ovom članku pokušaću da što detaljnije, korak po korak, opišem proces nadogradnje štampača za štampu na bakrenom tekstuolitu.
Neophodni materijali:
- Pa, naravno, trebaće vam i sam štampač porodice Epson C80.
- lim od aluminijuma ili čelika
- stege, vijci, matice, podloške
- mali komad šperploče
- epoksid ili super ljepilo
- mastilo (više o tome kasnije)
Alati:
- brusilica (Dremel, itd.) sa reznim točkom (možete probati mali majmun)
- razni odvijači, ključevi, šesterokutni
- bušilica
- pištolj za vrući vazduh
Korak 1. Rastavite štampač
Prva stvar koju sam uradio je da sam uklonio stražnju izlaznu ladicu za papir. Nakon toga morate ukloniti prednju ladicu, bočne ploče a zatim glavno tijelo.
Fotografije ispod prikazuju detaljan proces rastavljanja štampača:



Korak 2. Uklonite unutrašnje elemente štampača
Nakon uklanjanja kućišta štampača, potrebno je ukloniti neke od unutrašnjih elemenata štampača. Prvo morate ukloniti senzor za uvlačenje papira. Ubuduće će nam trebati, stoga ga nemojte oštetiti prilikom uklanjanja.

Zatim je potrebno ukloniti centralne potisne valjke, jer. mogu ometati napajanje PCB-a. U principu, bočni valjci se također mogu ukloniti.

I na kraju, morate ukloniti mehanizam za čišćenje glave štampača. Mehanizam se drži rezama i skida se vrlo jednostavno, ali pri skidanju budite vrlo oprezni, jer. Ima različite cijevi.


Rastavljanje štampača je završeno. Sada krenimo sa njegovim "dizanjem".
Korak 3: Uklonite platformu glave za štampanje

Započinjemo proces nadogradnje štampača. Rad zahtijeva preciznost i korištenje zaštitne opreme (oči moraju biti zaštićene!).
Prvo morate odvrnuti šinu, koja je pričvršćena sa dva vijka (vidi sliku iznad). Odvrnuo? Stavili smo ga na stranu, i dalje će nam trebati.

Sada primijetite 2 vijka u blizini mehanizma za čišćenje glave. Također ih odvrćemo. Međutim, na lijevoj strani to se radi malo drugačije, gdje možete odrezati pričvršćivače.
Da biste uklonili cijelu platformu s glavom, prvo pažljivo pregledajte sve i označite markerom ona mjesta na kojima će biti potrebno rezati metal. A zatim pažljivo izrežite metal ručnom brusilicom (Dremel, itd.)



Korak 4: Čišćenje glave štampača
Ovaj korak nije obavezan, ali pošto je štampač potpuno rastavljen, najbolje je odmah očistiti glavu štampača. Štaviše, u tome nema ništa komplikovano. U tu svrhu koristio sam obične štapiće za uši i sredstvo za čišćenje stakla.

Korak 5: Instaliranje platforme za glavu za štampanje Dio 1
Nakon što je sve rastavljeno i očišćeno, vrijeme je za sastavljanje štampača, vodeći računa o potrebnom razmaku za štampanje na tekstolitu. Ili kako džiperi kažu "dizanje" (tj. dizanje). Količina podizanja u potpunosti ovisi o materijalu na kojem ćete štampati. U svojoj modifikaciji štampača planirao sam da koristim uvlakač čeličnog materijala sa pričvršćenim tekstolitom. Debljina platforme za dovod materijala (čelik) bila je 1,5 mm, debljina folijskog tekstolita, od kojeg sam inače pravio ploče, također 1,5 mm. Međutim, odlučio sam da glava ne treba previše pritiskati materijal, pa sam odabrao oko 9 mm za razmak. Štaviše, ponekad štampam na dvostranom tekstuolitu, koji je nešto deblji od jednostranog.

Kako bih lakše kontrolisao nivo podizanja, odlučio sam da koristim podloške i matice čiju sam debljinu izmjerio čeljustom. Također, kupio sam nekoliko dugih vijaka i matica za njih. Počeo sam sa prednjim sistemom za hranjenje.
Korak 6 Instaliranje platforme za glavu za štampanje Dio 2

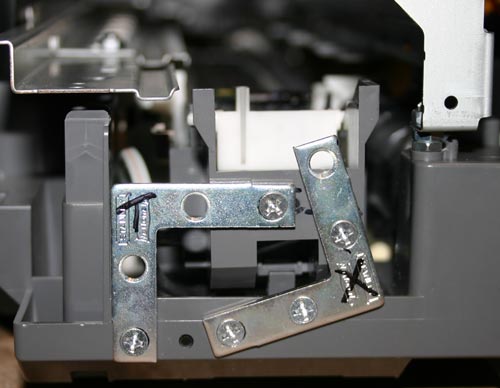
Prije postavljanja platforme glave za štampanje, moraju se napraviti mali kratkospojnici. Napravio sam ih od uglova koje sam ispilio na 2 dijela (vidi sliku iznad). Naravno, možete ih i sami napraviti.



Nakon toga sam označio rupe za bušenje u štampaču. Rupe na dnu se lako mogu označiti i izbušiti. Zatim odmah pričvrstite nosače na svoje mjesto.

Sljedeći korak je označavanje i bušenje gornjih rupa na platformi, to je nešto teže izvodljivo, jer. sve bi trebalo da bude na istom nivou. Da bih to učinio, stavio sam nekoliko matica na priključne tačke platforme sa bazom štampača. Koristeći nivo, provjerite je li platforma ravna. Obilježavamo rupe, bušimo i zategnemo vijcima.


Korak 7 "Podizanje" mehanizma za čišćenje glave štampača
Kada štampač završi sa štampanjem, glava se „parkira“ u mehanizam za čišćenje glave gde se čiste mlaznice glave kako bi se sprečilo njihovo isušivanje i začepljenje. Ovaj mehanizam također treba malo podići.
Popravio sam ovaj mehanizam uz pomoć dva ugla (vidi sliku iznad).
Korak 8: Sistem za hranjenje
U ovoj fazi ćemo razmotriti proces proizvodnje sistema za snabdevanje i ugradnju senzora za snabdevanje materijalom.

Prilikom projektovanja sistema dovoda, prvi problem je bila ugradnja senzora za dovod materijala. Bez ovog senzora štampač ne bi funkcionisao, ali gde i kako ga instalirati? Kako papir prolazi kroz štampač, ovaj senzor govori kontroleru štampača kada prođe vrh papira, a na osnovu ovih podataka štampač izračunava tačan položaj papira. Senzor za dovod je konvencionalni foto senzor sa emitujućom diodom. Prilikom prolaska papira (u našem slučaju materijala), snop u senzoru se prekida.
Za senzor i sistem napajanja, odlučio sam da napravim platformu od šperploče.

Kao što možete vidjeti na gornjoj fotografiji, zalijepio sam nekoliko slojeva šperploče zajedno kako bih doveo dovod u ravni sa štampačem. U krajnjem uglu platforme fiksirao sam senzor za dovod kroz koji će materijal proći. U šperploči sam napravio mali rez da ubacim senzor.


Sljedeći zadatak je bila potreba za pravljenjem vodiča. Za to sam koristio aluminijske uglove koje sam zalijepio na šperploču. Važno je da svi uglovi budu jasno 90 stepeni i da su vođice strogo paralelne jedna s drugom. Kao materijal za punjenje koristio sam aluminijski lim na koji će se polagati bakreni tekstolit i fiksirati za štampu.


Napravio sam list za dovod materijala od aluminijskog lima. Pokušao sam da veličina lista bude približno jednaka A4 formatu. Nakon što sam malo pročitao na internetu o radu senzora uvlačenja papira i pisača u cjelini, otkrio sam da je za ispravan rad pisača potrebno napraviti mali izrez u kutu lista za uvlačenje materijala tako da da senzor radi nešto kasnije nego što se pomičući valjci počnu okretati. Dužina reza je bila oko 90 mm.

Nakon što je sve obavljeno, fiksirao sam običan list papira na list za uvlačenje, instalirao sve drajvere na računar i napravio probni otisak na običnom listu.
Korak 9: Napunite kertridž sa mastilom

Poslednji deo modifikacije štampača je posvećen mastilu. Konvencionalno Epson mastilo nije otporno na hemijske procese koji se javljaju tokom graviranja štampane ploče. Stoga je potrebna posebna tinta, zovu se Mis Pro žuta tinta. Međutim, ovo mastilo možda nije prikladno za druge štampače (ne-Epson), jer. tamo se mogu koristiti druge vrste glava za štampanje (Epson koristi piezoelektričnu glavu za štampanje). Internet prodavnica inksupply.com ima dostavu u Rusiju.

Osim mastila, kupio sam i nove kertridže, mada naravno možete koristiti i stare ako ih dobro operete. Naravno, za dopunjavanje kertridža trebat će vam i obična šprica. Takođe, kupio sam poseban uređaj za resetovanje kertridža štampača (plavo na fotografiji).
Korak 10. Testovi

Sada pređimo na testove štampanja. U programu dizajna sam napravio nekoliko blankova za štampu, sa stazama različitih debljina.


O kvalitetu štampe možete proceniti na gornjim fotografijama. Ispod je video snimak štampe:
Korak 11 Etching
Za ploče za nagrizanje izrađene ovom metodom prikladna je samo otopina željeznog klorida. Druge metode graviranja ( plavi vitriol, hlorovodonična kiselina, itd.) može korodirati Mis Pro žuto mastilo. Prilikom jetkanja željeznim hloridom, bolje je zagrijati štampana ploča korišćenjem toplotnog pištolja, ovo ubrzava proces jetkanja i tako dalje. manje sloja mastila "sjedne".

Temperatura zagrijavanja, proporcije i trajanje jetkanja odabiru se empirijski.