KAM Kategorija:
Šaltkalvio darbas – bendras
Pagrindinės santechnikos operacijos ir jų paskirtis
Šaltkalvio darbai yra susiję su šalto metalo pjovimo procesais. Jie atliekami tiek rankiniu būdu, tiek naudojant mechanizuotą įrankį. Šaltkalvio darbo tikslas – suteikti ruošiniui brėžinyje nurodytą formą, dydį ir paviršiaus apdailą. Atliekamų šaltkalvio darbų kokybė priklauso nuo šaltkalvio įgūdžių, naudojamo įrankio ir apdirbamos medžiagos.
Metalo apdirbimo technologija apima daugybę operacijų, kurios apima: metalų ženklinimą, pjovimą, tiesinimą ir lenkimą, metalų pjovimą metalo pjūklu ir žirklėmis, dildymą, gręžimą, įdubimą ir gręžimą, sriegimą, kniedijimą, grandymą, glaistymą ir apdailinimą, litavimą. ir skardinimas, guolių liejimas, klijavimas ir kt.
Gaminant (apdirbant) metalines detales šaltkalvio metodu, pagrindinės operacijos atliekamos tam tikra tvarka, kai viena operacija atliekama prieš kitą.
Pirmiausia atliekami šaltkalvio darbai ruošinio gamybai ar taisymui: pjovimas, tiesinimas, lenkimas, kuriuos galima vadinti paruošiamaisiais. Toliau atliekamas pagrindinis ruošinio apdorojimas. Daugeliu atvejų tai yra pjovimo ir pjovimo operacijos, dėl kurių perteklius
metalo sluoksnius ir jis gauna paviršių formą, matmenis ir būklę, artimą arba sutampančią su nurodytais brėžinyje.
Taip pat yra tokių staklių dalių, kurių apdirbimui reikalingos ir grandymo, šlifavimo, apdailos ir kt. operacijos, kuriose nuo pagamintos detalės pašalinami ploni metalo sluoksniai. Be to, gaminant dalį, prireikus ji gali būti prijungta prie kitos dalies, kartu su kuria ji toliau apdorojama. Tam gręžimas, gilinimas, sriegimas, kniedijimas, litavimas ir kt.
Visi šie darbų tipai yra susiję su pagrindinėmis šaltkalvio apdirbimo operacijomis.
Priklausomai nuo gatavų dalių reikalavimų, gali būti atliekamos ir papildomos operacijos.
Jų paskirtis – suteikti metalinėms detalėms naujų savybių: padidintą kietumą ar plastiškumą, atsparumą ardymui dujų, rūgščių ar šarmų aplinkoje. Tokios operacijos apima: skardinimą, emalio dengimą, grūdinimą, atkaitinimą, elektrokietinimą ir kt.
Nustatant apdorojimo seką, atsižvelgiama į tai, kokia forma atkeliauja dalys (blankai); grubesnis apdorojimas visada vyksta prieš galutinį (apdailavimą).
Montavimo ir surinkimo darbai mašinų gamybos įmonėje – tai detalių sujungimo operacijų rinkinys griežtai nustatyta seka, norint gauti joms keliamus reikalavimus atitinkantį mechanizmą ar mašiną. Techniniai reikalavimai. Surinkimo metu naudojami visi pagrindiniai šaltkalvio darbų tipai, įskaitant surinktų detalių sumontavimą į mazgus, po to reguliuojamas ir tikrinamas mechanizmų bei mašinų veikimas. Mašinos surinkimo kokybė turi įtakos jos ilgaamžiškumui ir eksploatacijos patikimumui, nes kuo mažiau klaidų leidžiama surinkimo metu, tuo didesnis našumas ir tuo geriau specifikacijas mašinos ir mechanizmai.
Priežiūros ir remonto darbai yra skirti įrangos efektyvumui palaikyti. Įrenginių remontas įmonėse atliekamas visų pirma siekiant pašalinti mašinų defektus, trukdančius normaliam jų veikimui. Susidėvėjusios detalės remonto metu keičiamos naujomis arba įvairiais būdais atkuriamos iki pirminių matmenų.
Įmonių technologijų pažanga ir su ja susijusi įranga naujausia technologija, taip pat pažangių technologijų diegimas į gamybos procesus, kelia naujus reikalavimus esamai įrangai, todėl kartu su staklių remontu gamyklose ir gamyklose daug dirbama ją modernizuoti (atnaujinant). Modernizuojant įrangą siekiama padidinti mašinų greitį ir našumą, jų variklių galią, trumpinti tuščiosios eigos ir pagalbinių operacijų laiką, sukurti siaurą specializaciją, taip pat plėsti technologines galimybes. tam tikrų tipųįrangą ir pagerinti mašinos dalių atsparumą dilimui. Įrangos modernizavimo darbai gamykloje vykdomi pagal konkretų planą.
Šaltkalvio apdirbimo apimtis didžiąja dalimi apibūdina naudojamos technologijos techninį lygį ir priklauso nuo gamybos pobūdžio. Mašinų gamybos gamyklose, kurios gamina nevienalyčius gaminius nedideliais kiekiais (vienkartinė gamyba), šaltkalvio darbų dalis ypač didelė. Čia šaltkalvis įpareigotas atlikti pačius įvairiausius šaltkalvio darbus, tai yra būti universaliu šaltkalviu. Esant poreikiui taiso ir montuoja stakles, gamina armatūrą ir kt.
IN serijinė gamyba, kur vienarūšės detalės gaminamos didelėmis partijomis, didėja apdirbimo tikslumas ir atitinkamai šiek tiek sumažėja šaltkalvio darbų apimtys. Šaltkalvių darbas ir toliau reikalingas net masinės gamybos gamyklose, kuriose vienarūšė produkcija gaminama dideliais kiekiais ir ilgą laiką (metus, dvejus ir pan.).
Visose gamyklose ir gamyklose, nepaisant gamybos tipo, reikalingi šaltkalviai štampų, tvirtinimo detalių ir įrankių gamybai, remontui ir montavimui. pramoninė įranga, sanitariniai darbai, pramoninis vėdinimas ir t.t. Šiuolaikinėje neapsieisite be šaltkalvių Žemdirbystė; čia remontuoja traktorius, kombainus ir kitą techniką.
Daugelis mašinų defektų, patenkančių į remonto įmones, yra gerai ištirti ir susisteminti tipine remonto technologija. Ši technologija sukurta daugumai traktorių, kombainų ir žemės ūkio mašinų. Jame nurodyti detalių atstatymo būdai, tam naudojamas įrankis, remontuojamų dalių specifikacijos. Tačiau visų atvejų, kurie gali pasitaikyti remonto praktikoje, numatyti tiesiog neįmanoma. Kartais gali nebūti reikiamo įrankio ar medžiagos, kartais atsiranda galimybė pritaikyti paprastesnį ir patikimesnį remonto būdą.
Remontininkas turi būti generalistas. Be gebėjimo atlikti visas bendrąsias santechnikos operacijas, jis turi žinoti išmontavimo ir surinkimo darbų gamybos taisykles, gerai išmanyti mašinų dalių ir mazgų brėžinius, leistinų nuokrypių ir iškrovimų žymes, žinoti pagrindines mechanines savybes metalus ir kitas remonto medžiagas, turi idėją apie remonto procesą.
1.Technologinis remonto procesas
Technologinis mašinos remonto procesas susideda iš eilės nuoseklių operacijų, kurios viena nuo kitos skiriasi atliekamo darbo pobūdžiu ir naudojama įranga. Tačiau daugelis remonto operacijų yra panašios viena į kitą. Tos pačios rūšies technologinėms operacijoms atlikti remonto įmonėse organizuojami specialūs darbai. Juose sumontuotos staklės, stovai, tvirtinimai, instrumentai ir kita įranga, skirta išardyti, restauruoti detales bei surinkti mašinas ir jų komponentus.
Pagrindinis technologinio proceso elementas yra operacija, atliekama vienoje darbo vietoje ir apimanti visus darbo (ar darbo) ir naudojamos įrangos veiksmus su vienu ar keliais bendrai apdirbamais, išardomais ar surenkamais gaminiais. Be technologinių, remonto pramonėje yra ir pagalbinės operacijos: transportavimas, plovimas, kokybės kontrolė, ženklinimas ir kt. Technologinės operacijos skirstomos į perėjimus, praėjimus ir priėmimus.
Perėjimas – tai operacijos dalis, kuriai būdingas apdirbamo paviršiaus (arba jungiamųjų paviršių montuojant), naudojamo įrankio ir įrangos darbo režimų nekintamumas.
Praėjimas - perėjimo dalis, kurioje pašalinamas vienas medžiagos sluoksnis.
Priėmimas – tai pilnas individualių asmens, dirbančio operacijos atlikimo procese, judesių rinkinys (pavyzdžiui, gaminyje gręžiant skylę, būdai bus tokie: gaminio tvirtinimas ant mašinos stalo, įjungimas cr.li ; , priartėjimas prie grąžto prie gaminio, padavimo įjungimas, padavimo išjungimas, veleno įtraukimas, mašinos išjungimas, gaminio išleidimas). skirtinga prigimtis, sudėtingumas ir tikslumas. Remonto darbų kokybė tiesiogiai priklauso nuo darbuotojų kvalifikacijos ir remonto įmonių aprūpinimo įranga, armatūra ir įrankiais.
1.1. Pagrindinės santechnikos operacijos
Pagrindinės bendrosios santechnikos operacijos apima: žymėjimą, pjovimą ir pjovimą, tiesinimą ir lenkimą, padavimą, gręžimą ir skylių išpjovimą. Kai kuriuos iš jų, pavyzdžiui, gaminių žymėjimą ir skylių gręžimą, šaltkalvis atlieka specialiai šiam tikslui įrengtose bendrose darbo vietose, o likusias – savo individualioje darbo vietoje, kur taip pat kerpa siūlus, įbrėžimus, lituoja.
Racionalus šaltkalvio darbo vietos organizavimas leidžia pasiekti didžiausią našumą, gera kokybė ir saugias darbo sąlygas su mažiausiai pastangų, laiko ir pinigų sąnaudomis. Svarbu tinkamai įrengti darbo vietą ir kartą ir visiems laikams laikytis joje nustatytos tvarkos.
www.autoezda.com
Pagrindinės santechnikos operacijos – kitos
Pagrindinės santechnikos operacijos
VALGYTI. Muravjovas, Santechnika, Maskva, "Prosveščenie" 1990, p. 43-94
Pagrindinės santechnikos operacijos
metalų žymėjimas, pjovimas, tiesinimas ir lenkimas, metalų pjovimas, dildymas, gręžimas, gilinimas, gręžimas ir skylių sriegimas, sriegimas, kniedijimas, klijavimas ir apdaila, litavimas
Darbo vieta- šaltkalvio darbo stalas
Darbo vieta įprasta vadinti tam tikrą cecho skyrių, skirtą tam tikriems darbams atlikti.
Rybins - nuimamos medinės grotos, sumontuotos denio viršuje.
Spaustuvas taip pat vadinamas varžtiniu spaustuku.
Kėdės spaustukai.
Privalumai - dizaino paprastumas ir didelis patvarumas. Trūkumas yra tas, kad darbiniai žandikaulių paviršiai nėra lygiagretūs visose padėtyse.
Sukamieji lygiagrečiai spaustukai.
Privalumas yra galimybė griežčiau prispausti ruošinį. Be to, galite pritvirtinti tam tikru kampu.
Rankiniai spaustukai naudojami mažoms detalėms ar ruošiniams, kuriuos nepatogu arba pavojinga laikyti rankomis, pritvirtinti.
Žymėjimo įrankis
Mažų taškelių-įdubimų piešimo detalės paviršiuje operacija vadinama. Taškas, simetrijos ašis arba plokštuma, nuo kurios matuojami visi detalės matmenys, vadinamas žymėjimo pagrindu.
žymėjimas
Linijų ir taškų piešimas ant ruošinio, skirto apdoroti, vadinamas žymėjimu. Ženklinimas susideda iš linijų (pakilimų) nubrėžimo ant ruošinio paviršiaus, kurios pagal brėžinį nustato detalės kontūrus arba apdirbamas vietas.
Rašikliai naudojami linijoms (ženklams) nubrėžti ant pažymėto ruošinio paviršiaus.
Centrinis perforatorius naudojamas įduboms (šerdims) uždėti ant iš anksto pažymėtų linijų.
Žymėjimo (šaltkalvių) kompasai naudojami apskritimų ir lankų žymėjimui, apskritimų ir atkarpų dalijimui į dalis bei kitoms geometrinėms konstrukcijoms žymint ruošinį.
Apkabos
Suportas - matavimo (matavimo) įrankis, naudojamas santechnikoje, norint pašalinti ir perkelti detalės matmenis į skalę
Goniometrai
Naudojamas kampinėms vertėms matuoti
Matavimo įrankis
Matavimo liniuotė naudojama grubiems matavimams
Tiesinimas ir lenkimas
Redagavimas – lenktų ar sulenktų metalo gaminių grąžinimo į pirminę tiesią ar kitokią formą operacija. Vadinamas tam tikros konfigūracijos suteikimas metalui nekeičiant jo skerspjūvio ir metalo pjovimo lankstus lenkimas plonas lakštinio metalo gaminamas plaktuku. Dalims, kurios sulenktos stačiu kampu be apvalinimo iš vidaus, ruošinio lenkimo leidimas turi būti 0,6 ... 0,8 metalo storio.
metalo pjovimas
Mušamasis instrumentas, susidedantis iš metalinės galvutės, rankenos ir pleišto, vadinamas plaktuku.
metalo pjovimas
Pjovimo pagalba nuo ruošinio pašalinami (nupjaunami) metaliniai nelygumai, pašalinama kieta pluta, apnašos, aštrios detalės briaunos, išpjaunami grioveliai ir grioveliai, skarda supjaustoma į gabalus.
Profilinių (pjovimo) griovelių (pusapvalių, dvišakių ir kt.) pjovimui naudojami specialūs skersiniai pjūviai - grioveliai, kurie skiriasi vienas nuo kito pjovimo briaunos forma.
metalo pjovimas
Rankinės žirklės – paprasčiausias įrankis metalui pjauti
Smūgiai (įpjovos)
Šaltkalvio įrankis, naudojamas skylėms išmušti lakštiniame ar juostiniame metale arba nemetalinėse medžiagose, kurių storis ne didesnis kaip 4 mm
Vamzdžių pjaustytuvai
Pjaustymas plieniniai vamzdžiai santykinai dideli skersmenys - operacija yra daug pastangų reikalaujanti, todėl jai atlikti naudojami specialūs vamzdžių pjaustytuvai.
metalo padavimas
Pjovimas - pašalpos pašalinimas dildėmis, adatinėmis dildėmis ir drėgmėmis
galandimo mašina
Gręžimas, gilinimas, gilinimas ir gręžimas
Gręžimas susideda iš skylių gavimo ir apdorojimo pjaunant specialiu įrankiu - grąžtu.
3e, viršutiniai skylės paviršiai yra apdirbti, kad būtų sudarytos nuožulnos arba cilindrinės įdubos, pavyzdžiui, po įleista varžto ar kniedės galvute.
Liejimo, štampavimo ar gręžimo būdu gautos skylės įgilinant apdorojamos, kad suteiktų joms griežtą cilindro formą, pagerintų tikslumą ir paviršiaus kokybę.
grandymas
grandymas
Procesas, skirtas gauti paviršių formų, dydžių ir santykinės padėties tikslumą, reikalingą darbo sąlygomis, siekiant užtikrinti jų sandarumą arba jungties sandarumą
Lapavimas
Ploniausių metalo sluoksnių pašalinimas smulkiagrūdžiais abrazyviniais milteliais tepimo terpėje arba deimantinėmis pastomis, užtepamomis ant įrankio paviršiaus, vadinamas.
Norint atlikti tikslius matavimus, naudojami suportai. Suporto įrankiai apima suportą, suporto matuoklį, suporto gylio matuoklį, suporto matuoklį.
Yra trijų tipų suportai SC-I, SC-II, SC-III. Suporto slankiklio apačioje pažymėtos padalos vadinamos nonija.
Linijiniai matavimai
Mikrometrai
Mikrometras
Universalus įrankis (prietaisas), skirtas matuoti tiesinius matmenis absoliutaus arba santykinio kontakto metodu mažų dydžių srityje su maža paklaida (nuo 2 mikronų iki 50 mikronų, priklausomai nuo matavimo diapazonų ir tikslumo klasės), konvertuojant kurio mechanizmas yra varžtų-veržlių mikropora.
Mikrometro skalė
Mikrometriniai prietaisai leidžia atlikti matavimus su paklaida iki
0,01 mm (6,035)
Vamzdžių galų skersinis išplėtimas į išorę, siekiant gauti sandarų ir tvirtą vamzdžių galų su skylutėmis sujungimą.
Litavimas - nuolatinio metalų sujungimo procesas naudojant užpildo rišiklį
Skardavimas – metalo gaminių paviršiaus padengimas plonu skardos sluoksniu arba alavo pagrindo lydiniu
Sriegimas
Siūlų tipai
Metrinis sriegis - su žingsniu ir pagrindiniais sriegio parametrais milimetrais ir profilio kampu 60 ° viršuje.
Colinis sriegis – su pagrindiniais sriegio parametrais coliais, sriegių skaičiumi colyje ir profilio kampu 55° viršuje.
Vamzdžio sriegis - su pagrindiniais sriegio parametrais coliais, sriegių skaičiaus žingsniu colyje ir profilio kampu 55 ° viršuje, skirtas vamzdžiams, jungiamosioms detalėms ir konstrukciniams elementams sujungti su vamzdžių sriegiais.
Numerio indikatorius
multiurok.ru
Pagrindinės santechnikos operacijos.
Šaltkalvio profesija.
Šaltkalvio darbai dažniausiai suprantami kaip darbai, atliekami rankiniais ir mechanizuotais įrankiais ir daugumos gaminių gamybos užbaigimas per montavimo ir apdailos darbus, įvairių dalių sujungimas į surinkimo mazgus, komplektus ir kompleksus bei jų derinimas.
Montuotojai montuoja įvairias mašinas ir mechanizmus. Priežiūra o jų remontą eksploatacijos metu atlieka remontininkai. Šaltkalviai – įrankių gamintojai aprūpina gamybą reikalingais įrankiais, palengvina ir tobulina apdirbimą. Šaltkalviai įrengimams, instrumentams, komunikacijoms montuoti saugiai juos sumontuoja ir tinkamoje vietoje, nuleidžia Skirtingos rūšys energijos ir būtinų pagrindinių ir pagalbinių medžiagų gamybai. Visus šiuos darbuotojus vienija gebėjimas atlikti įvairius santechnikos darbus. To jie mokosi bendruosiuose šaltkalvių kursuose.
Profesinio pasirengimo laipsnis ir tipas, žinių, įgūdžių ir gebėjimų prieinamumas bei tinkamumas atlikti tam tikro turinio ir sudėtingumo darbus lemia darbuotojo kvalifikaciją. Jis apskaičiuojamas pagal tarifo kategoriją, kurią darbuotojui priskiria kvalifikacijos komisija. To pagrindas yra kvalifikacinė charakteristika, pateikta specialiose, tarifinės kvalifikacijos žinynuose. Jame teigiama, kad darbuotojas ʼʼturėtų galėtiʼʼ ir ką ʼʼturėtų žinotiʼʼ gauti atitinkamą tarifo kategorija savo specialybėje.
Pagrindinės santechnikos operacijos.
Apsvarstykite pagrindines santechnikos operacijas, naudodami paprastų dalių apdorojimo pavyzdį - kreipiamąjį raktą (1 pav.). Kaip ir vynas iš brėžinio, visi rakto paviršiai apdirbti, jame yra trys skylės: du laiptuoti tvirtinimo varžtai ir viena su sriegiu.
Raktas pagamintas iš plieno su raktu – stačiakampio profilio strypas. Norint gauti norimo ilgio ruošinį, daromi žymėjimai - ant apskritimo paviršiaus su rašikliu užtepamos linijos, kurios nustato detalės formą ir matmenis. Tada kaltas (operacija paprastai vadinama pjovimu) arba metalinis pjūklas (pjovimas) atskiria ruošinį. Pjovimo proceso metu ruošinys turi būti sulenktas. Ją reikia pataisyti. Dažnai reikia atlikti priešingą darbą: sulenkti sudėtingos formos ruošinį. Tada atlikite lenkimą.
Išvardintomis operacijomis neįmanoma gauti teisingos detalės paviršių formos ir nurodytų matmenų. Οʜᴎ yra preliminarūs, pirkimai. Jų tikslas – paruošti ruošinį tolimesniam apdirbimui, jį užtikrinti ir pagreitinti pašalinant didelius metalo sluoksnius. Norint suteikti raktui norimą formą ir dydį, ruošinys yra išlietas. Skylė ø 11 mm ir M10 sriegiui gaunama gręžiant ir išgręžiama vietinė skylės dydžio plėtra iki ø 17 mm. Išgręžtoje skylėje esantis sriegis nupjaunamas čiaupu. Kai skylė turi būti tikslių matmenų, ji įrengiama. Išskyrus
manoma, kad yra ir kitų operacijų: pjovimas ir montavimas - sudėtingos formos skylių gavimas ir labai tikslus dviejų sujungiamų dalių apdorojimas; grandymas ir glaistymas – tikslios baigiamosios operacijos, užtikrinančios didelį tikslumą, jungčių sandarumą; kniedijimas, litavimas ir klijavimas yra operacijos, kurios leidžia sujungti dalis, kad susidarytų nuolatinės jungtys.
Kaip matyti iš to, kas išdėstyta pirmiau, visos bet kokio produkto gamybos operacijos turi būti atliekamos tam tikra tvarka
sekos. Kartu jie sukuria technologinis procesas detalių apdorojimas.
referatwork.ru
Pagrindinės santechnikos operacijos.
Šaltkalvių skyrius.
| data | žiūrėti | Užsiėmimų turinys. | Medžiaga parama. |
| Teorinė dalis: Bendra informacija: metalo apdirbimo ir metalo apdirbimo bei surinkimo darbų svarba šalies ūkyje. Paviršiaus šiurkštumo ir paviršiaus apdorojimo samprata. Gaminių ir ruošinių eskizai. Šaltkalvio darbo vietos organizavimas – tipinė įranga, darbo ir matavimo įrankiai. Šaltkalvio darbai: žymėjimas, lenkimas, pjovimas, medžiagos pjaustymas. Praktinė dalis: Saugos instruktažas. Šaltkalvio darbo vietos paruošimas ir įrengimas šiam darbų ciklui. Reikalavimai darbo įrankiui. Gaminių ir ruošinių darbo brėžinių elementų tyrimas. Ruošinių ruošimas ženklinimui, tiesinimas, tiesinimas, lenkimas, pjovimas, ruošinių pjaustymas. Kabliukų gamyba pakaboms. | Šaltkalvio darbo vieta. Saugos instruktažų žurnalas. Dildės, suportai. | ||
| Kalto gamyba. | Dildės, suportai. |
Ataskaita praktikoje.
Šaltkalvio darbo vietos įranga.
Metalo dirbtuvėse ir aikštelėse yra individualaus ir bendro naudojimo įranga. Individualaus naudojimo įranga yra darbastaliai su spaustukais. Bendrojo naudojimo įrangą sudaro: gręžimo ir šlifavimo staklės, ženklinimo ir tikrinimo plokštės, apdirbimo plokštė, sraigtinis presas, svirtinės žirklės.
Apdaila naudojama ruošiniams sumontuoti ir pritvirtinti patogioje apdirbimui padėtyje.
Šaltkalvio darbo įrankis skirstomas į:
· Rankinis.
· Mechanizuotas.
Įprastas metalo apdirbimo rankinių įrankių rinkinys yra suskirstytas į keturias grupes:
1) pjovimo įrankis - dildės, metaliniai pjūklai, kaltai, grąžtai, sriegiai, štampai, grandikliai, sriegtuvai, abrazyviniai įrankiai;
2) pagalbiniai įrankiai - plaktukai, šerdys, spygliai, raišteliai, kompasai, rankenėlės, štampų laikikliai;
3) montavimo ir surinkimo įrankiai - veržliarakčiai, atsuktuvai, replės, rankiniai spaustukai, spaustukai, traukikliai;
4) matavimo ir valdymo įrankiai - liniuotės, suportai, suportai, suportai, mikrometrai, kvadratai, goniometrai.
Pagrindinės santechnikos operacijos.
Yra šios pagrindinės santechnikos operacijos:
Žymėjimas – piešimas ant apdirbamo ruošinio arba medžiagos paviršiaus, skirtas ruošinio gavimo dienai, žymėjimo linijos.
Redagavimas - šalinami nelygumai, kreivumas, kreivumas, ruošinių formos defektai.
Tiesinimas - lakšto nelygumų arba sukietėjusio ruošinio deformacijų pašalinimas.
Lenkimas – ruošiniui ar jo daliai suteikiama lenkta forma.
Pjovimas - perteklinio metalo sluoksnio pašalinimas arba ruošinio supjaustymas į gabalus naudojant pjovimo įrankį.
Pjaustymas.
Pjovimas - skylių, griovelių ir griovelių apdirbimas.
Montavimas – tai vienos dalies apdirbimas pagal esamą, siekiant jas sujungti.
Montavimas – tikslus abipusis dalių sutapimas.
Perdengimas – poromis dirbančių dalių apdaila, siekiant užtikrinti geriausią kontaktą su darbiniais paviršiais,
Kniedijimas - surinkimo tipas, skirtas suformuoti vientisą dviejų ar daugiau dalių sujungimą naudojant kniedes.
Litavimas – metalo dirbinių rūšis, skirta nuolatiniam ryšiui suformuoti naudojant išlydytą tarpinę medžiagą arba lydinį, vadinamą lydmetaliu.
Skardavimas – metalinių detalių paviršiaus padengimas plonu išlydytos skardos sluoksniu.
Siūlų pjovimas.
mybiblioteka.su - 2015-2018 m. (0,005 sek.)
mybiblioteka.su
1.1 tema. Pagrindinės šaltkalvio apdirbimo operacijos ir jų charakteristikos.
⇐ AnkstesnisPuslapis 3 iš 6Kitas ⇒Susiekite vaizdą su apdorojimo tipu ir įrankiu
Atsakymą parašykite tokia forma: 1-3-5
1.5 tema. Tolerancijos ir tinkamumo ir techniniai ismatavimai
1 užduotis Pavadinkite pagrindines apkabos dalis

Užpildykite lentelę
2 užduotis Pavadinkite pagrindines mikrometro dalis

Užpildykite lentelę
3 užduotis Perskaitykite mikrometro rodmenis.
4 užduotis Apsvarstykite tolerancijos laukų schemas. Nustatykite veleno toleranciją, skyles, tvirtinimo tipą.
| Tolerancijos lauko schema | Skylės tolerancija | Veleno tolerancija | tinkamas tipas | ||||
| 1 |  | 1 | 0,052 | 1 | 0,040 | 1 | su tarpeliu |
| 2 |
 | 2 | 0,046 | 2 | 0,019 | 2 | |
| 3 |  | 3 | 0,030 | 3 | 0,032 | 3 | Pereinamasis |
| 4 |
| 4 | 0,040 | 4 | 0,025 | 4 | su trukdžiais |
1.2 tema. Pagrindinės šaltkalvio apdirbimo operacijos ir jų charakteristikos.
Santechnikos testas
Pasirinkite teisingą atsakymą
Kas yra žymėjimas:
1. Linijų ir taškų piešimas ant ruošinio, skirto apdoroti
2. Metalo sluoksnio pašalinimo iš ruošinio operacija
3. Apsauginio sluoksnio uždėjimo ant detalės operacija.. Detalės atplaišų pašalinimo operacija.
Pasirinkite teisingą atsakymą
Pavadinkite žymėjimo tipus:
1. Yra dviejų tipų: tiesūs ir kampuoti
2. Yra du tipai: plokštuminis ir erdvinis
3. Yra vienas tipas: pagrindinis
4. Yra trys tipai: apskritas, kvadratinis ir lygiagretus
Pasirinkite teisingą atsakymą
Pavadinkite žymėjimui naudojamą įrankį:
1.Dildė, adatinė dildė, raspa
2. Gręžtuvas, įsmaugimas, įsmaugimas, įgrimztas
3.Vamzdžių pjaustytuvas, metalo pjūklas, žirklės
4. Rašiklis, plaktukas, stačiakampis, centrinis perforatorius, žymėjimo kompasai
Pasirinkite teisingą atsakymą
Pavadinkite ženklinimui naudojamas matavimo priemones:
1.Masto liniuotė, apkaba, kvadratas, aukščio matuoklis
2. Mikrometras, indikatorius, sriegio šablonas, zondas
3. Rašiklis, plaktukas, stačiakampis, centrinis perforatorius, žymėjimo kompasai
4. Plaktukas, mentele, plaktukas, plaktukas apvalia galvute
Pasirinkite teisingą atsakymą
Tuo pagrindu daromas dalies žymėjimas:
1. Pagaminta remiantis asmenine patirtimi
2. Gaminti pagal piešinį
3. Pagaminta pagal kolegos patarimą
4. Pagaminta sugedusios detalės pagrindu
Pasirinkite teisingą atsakymą
Kas yra suspaudimas:
1. Tai taškų-įdubų taikymo detalės paviršiuje operacija
2. Tai operacija, skirta pašalinti įbrėžimus nuo detalės paviršiaus
3. Tai kvadratinės skylės pjovimo operacija
4. Tai sukrypusio metalo ištiesinimo operacija
Pasirinkite teisingą atsakymą
Metalo pjovimo įrankis:
1.Taikoma: bakstelėkite, štampuokite, klump
2. Taikoma: centrinis perforatorius, grandiklis, įdubimas, plaktukas, mentele
3.Taikoma: metalo pjūklas, vamzdžių pjaustytuvas, metalinės žirklės
4.Taikoma: metalo apdirbimo kaltas, kaltas, griovelis, plaktukas
Pasirinkite teisingą atsakymą
Kas yra metalo tiesinimas:
1. Sulenkto arba deformuoto metalo tiesinimas, atidengiamos tik kaliosios medžiagos
2. Cilindrinės skylės formavimo kietoje medžiagoje operacija
3. Srieginio paviršiaus formavimo ant strypo operacija
4. Metalo sluoksnio nuėmimas nuo ruošinio, norint gauti norimą formą ir dydį
Pasirinkite teisingą atsakymą
Įvardykite metalo tiesinimo būdus:
1. Redagavimas sukant, laužant ir išspaudžiant
2. Tiesinimas spaudžiant, lenkiant ir užspaudžiant
3. Tiesinimas suveržiant, sukant ir platinant
4.Redagavimas lenkiant, traukiant ir lyginant
Pasirinkite teisingą atsakymą
Pavadinkite redaguojant naudojamus įrankius ir tvirtinimo detales:
1. Taikoma: lygiagretusis antgalis, kėdės antgalis, spaustukai
2.Taikoma: tempimas, užspaudimas, atrama, persekiojimas
3.Taikoma: tiesinimo plokštė, galvutė, plaktukas, plaktukas, mentele.
4. Taikoma: centrinis perforatorius, grandiklis, įdubimas, plaktukas, mentele
Pasirinkite teisingą atsakymą
Kas yra metalo pjovimas:
1. Tai operacija, susijusi su medžiagų atskyrimu į dalis naudojant pjovimo įrankį
2. Tai operacija, brėžiant žymėjimo linijas ruošinio paviršiuje
3. Tai operacija, skirta suformuoti srieginį paviršių skylės viduje
4. Tai operacija, kuria siekiama suformuoti siūlą ant metalinio strypo paviršiaus
Pasirinkite teisingą atsakymą
Pavadinkite rankinį metalo pjovimo įrankį:
1. Kaltas, pjaustytuvas, griovelis
2.Pjūklas, rankinės žirklės, vamzdžių pjaustytuvas
3. Lygintuvas, plaktukas, plaktukas,
4. Gręžtuvas, grimzlė, nuskandinimas
Pasirinkite teisingą atsakymą
Kas yra padavimas:
1. Nulūžusio pjūklo pašalinimo iš pjūvio ruošinio paviršiuje operacija
2. Ruošinio ar detalės pjovimo į gabalus operacija
3. Metalo sluoksnio pašalinimo nuo ruošinio paviršiaus operacija naudojant pjovimo įrankį – dildę
4. Metalinių drožlių pašalinimo nuo ruošinio ar detalės paviršiaus operacija
Pasirinkite teisingą atsakymą
Kokie įrankiai naudojami pjovimui?
1.Taikoma: replės, apvalios nosies replės, vielos pjaustytuvai
2.Taikoma: apvaliam plaktukui, kvadratiniam plaktukui
3.Taikoma: plokščias grandiklis, kaltas, plaktukas
4.Taikoma: dildės, adatinės dildės, raspos
Pasirinkite teisingą atsakymą
Kokie yra failų įpjovų tipai:
1. Trikampė, duobėta, kvadratinė, ovali
2.Tiesinis, lygiagretus, statmenas, kampinis
3.Broach, šokas, obliuotas, atkaklus
4. Viengubas, dvigubas kryžius, lankas, raspas
Pasirinkite teisingą atsakymą
Į kiek klasių failai skirstomi pagal įpjovų skaičių 10 mm ilgio:
1. Padalinta į 7 klases
2. Padalinta į 6 klases
3. Padalinta į 5 klases
4. Padalinta į 8 klases
Pasirinkite teisingą atsakymą
Pavadinkite failo skerspjūvio formas:
1. Plokščias, kvadratinis, trikampis, apvalus, pusapvalis, rombinis, metalinis pjūklas
2. Ovalios, trikampės, kvadratinės, šakutės, tiesios, šešiakampės
3. Dvipusis, tripusis, universalus, specializuotas
4. Paprastas, profesionalus, pusiau profesionalus
Pasirinkite teisingą atsakymą
Kas yra gręžimas:
1. Tai operacija, skirta kietoje medžiagoje suformuoti kietas arba aklinas kvadratines skyles, naudojant pjovimo įrankį - grąžtą
2. Tai operacija, skirta kietoje medžiagoje suformuoti kietas arba aklinas ovalias skylutes, naudojant pjovimo įrankį – grąžtą.
3. Tai operacija, skirta kietoje medžiagoje suformuoti kietas arba aklinas trikampes skylutes, naudojant pjovimo įrankį – grąžtą.
4. Tai kietoje medžiagoje kiauryminių arba aklinų cilindrinių skylių formavimo operacija, naudojant pjovimo įrankį – grąžtą.
Pasirinkite teisingą atsakymą
Pavadinkite gręžimo tipus:
1. Trikampis, kvadratinis, tiesus, kampuotas
2. Pjūklas, rankinis, mašininis, mašininis-rankinis
3. Spiralė, plunksna, centravimas, žiedas, šautuvas
4. Savaime galandantis, pagrindinis, trapecinis, traukos
Pasirinkite teisingą atsakymą
Pavadinkite sukimo gręžimo kotų tipus:
1. Ovalios ir lygiagrečios
2. Cilindrinės ir kūginės
3. Pusapvalis ir išorinis
4. Ypatingas ir reguliarus
Pasirinkite teisingą atsakymą
Kas yra gręžtuvas:
1. Pjovimo įrankis, kuris supjausto ruošinį į gabalus
2. Pjovimo įrankis, formuojantis cilindrines skylutes
3. Litavimo metu naudojamas pjovimo įrankis
4. Pjovimo įrankis sriegimui
Pasirinkite teisingą atsakymą
Pavadinkite rankinį gręžimo įrankį:
1. Gręžtuvas, grąžtas, įgilintuvas, įdubimas
2. Suolinis grąžtas, vertikalus grąžtas, radialinis grąžtas
3. Rankinis grąžtas, įtvaras, reketas, elektriniai ir pneumatiniai grąžtai
4. Užrišimas, grandiklis, rėmas, laikiklis
Pasirinkite teisingą atsakymą
Tai, kas vadinama stacionaria gręžimo įranga:
1. Tokia įranga vadinama įranga, kuri perkeliama iš vieno ruošinio ar detalės į kitą.
2. Tokia įranga vadinama - elektros srove veikianti įranga
3. Tokia įranga vadinama - vienoje vietoje esanti įranga, kol į ją pristatomas apdirbamas ruošinys
4. Tokia įranga vadinama - įranga, veikianti suslėgtu oru
Pasirinkite teisingą atsakymą
Išvardykite gręžimo mašinų tipus:
1. Pakabinamas, grindinis ir įstrižai
2. Stalinis, vertikalus ir radialinis
3. Sraigtinis pjovimas, gręžimas ir įpjovimas
4. Rankinis, mašina ir mašina
Pasirinkite teisingą atsakymą
Kas yra gręžimas:
1. Tai operacija, susijusi su anksčiau išgręžtos, štampuotos, išlietos ir kitos skylės apdirbimu, siekiant suteikti jai taisyklingesnę kvadrato formą, didesnį tikslumą
2. Tai operacija, susijusi su anksčiau išgręžtos, štampuotos, išlietos ir kitos skylės apdirbimu, siekiant suteikti jai taisyklingesnę trikampio formą, didesnį tikslumą ir didesnį šiurkštumą.
3. Tai operacija, susijusi su anksčiau išgręžtos, štampuotos, išlietos ir kitos skylės apdirbimu, siekiant suteikti jai taisyklingesnę ovalo formą, mažesnį tikslumą ir mažesnį šiurkštumą
4. Tai operacija, susijusi su anksčiau išgręžtos, štampuotos, išlietos ir kitos skylės apdirbimu, siekiant suteikti jai taisyklingesnę geometrinę formą, didesnį tikslumą ir mažesnį šiurkštumą
Pasirinkite teisingą atsakymą
Įvardykite įdubų tipus:
1. Smailus ir bukas nosis
2. Mašina ir vadovas
3. Akmuo ir betonas
4. Tvirtas ir sumontuotas
Pasirinkite teisingą atsakymą
Kas yra dislokuota:
1. Tai srieginės skylės apdorojimo operacija
2. Tai anksti išgręžta skylių apdorojimo operacija su dideliu tikslumu.
3. Tai kvadratinių skylių apdirbimo operacija su dideliu tikslumu
4. Tai kūginės skylės apdirbimo operacija su dideliu tikslumu
Pasirinkite teisingą atsakymą
Įvardykite šlavimo tipus pagal naudojimo būdą:
1. Pagrindinis ir pagalbinis
2. Rankinis ir mašininis
3. Mašina ir šaltkalvis
4. Tiesi ir smailėjanti
Pasirinkite teisingą atsakymą
Pavadinkite šlavimo tipus pagal darbinės dalies formą:
2. Rombinis ir pusapvalis
3. Tetraedras ir trikampis
4. Tiesi ir smailėjanti
Pasirinkite teisingą atsakymą
Pagal apdorojimo tikslumą įvardykite plunksnų tipus:
1. Cilindrinis ir kūginis
2. Grubus ir baigtas
3. Kokybiška ir nekokybiška
4. Rankinis ir mašina
Pasirinkite teisingą atsakymą
Pavadinkite siūlų profilius:
1. Trikampis, stačiakampis, trapecijos formos, traukos, apvalus
2. Ovali, parabolinė, trimatė, persidengianti, šukuota
3. Pusapvalis, įstrižas, sunkiasvoris, antifrikcinis
4. Modulinė, segmentinė, vamzdinė, įgilinta
Pasirinkite teisingą atsakymą
Pavadinkite siūlų sistemas:
1. Centimetras, pėda, baterija
2. Dujos, decimetras, kalibruotas
3. Metrinis, colis, vamzdis
4. Milimetras, vanduo, dujos
Pasirinkite teisingą atsakymą
Pavadinkite gijos elementus:
1. Danties profilis, išorinis kampas, vidurinis kampas, vidinis kampas
2. Profilio kampas, sriegio žingsnis, išorinis skersmuo, skersmuo, vidinis skersmuo
3. Dantis, modulis, išorinis spindulys, vidurinis spindulys, vidinis spindulys
4. Dantų žingsnis, modulio kampas, išorinis profilis, vidurinis profilis, vidinis profilis
Pasirinkite teisingą atsakymą
Pavadinkite vidinių sriegių pjovimo įrankį:
1. Kreuzmeyselis
Pasirinkite teisingą atsakymą
Pavadinkite išorinį sriegimo įrankį:
1. Smulkintuvas
2. Kontrasteris
Pasirinkite teisingą atsakymą
Nurodykite plokščių tipus:
1. Apvalus, kvadratinis (stumdomas), siūlų valcavimas
2. Šešiakampė, sferinė, veido
3. Atsparus, legiruotas, grūdintas
4. Modulinis segmentas, profilis
Pasirinkite teisingą atsakymą
Kas yra pjovimas:
1. Padavimo įvairovė
2. Plakavimo įvairovė
3. Gramdymo įvairovė
4. Montavimo įvairovė
Pasirinkite teisingą atsakymą
Kas yra priedas:
1. Tai yra šaltkalvio operacija, skirta abipusiam pjovimo metodų koregavimui dviem sujungiamoms detalėms
2. Tai yra šaltkalvio operacija, skirta abipusiam reguliavimui, nugramdant dvi sujungiamas dalis
3. Tai yra šaltkalvio operacija, skirta abipusiam reguliavimui šlifuojant dvi sujungiamas dalis
4. Tai yra šaltkalvio operacija, skirta abipusiam sutvirtėjimui, naudojant dvi sujungiamas dalis
Pasirinkite teisingą atsakymą
Kas yra grandymas:
1. Tai paskutinė šaltkalvio operacija, kurią sudaro labai plonų metalo sluoksnių grandymas nuo ruošinio paviršiaus naudojant pjovimo įrankį - juostą
2. Tai paskutinė šaltkalvio operacija, kurią sudaro labai plonų metalo sluoksnių grandymas nuo ruošinio paviršiaus naudojant pjovimo įrankį - grandiklį
3. Tai paskutinė šaltkalvio operacija, kurią sudaro labai plonų metalo sluoksnių grandymas nuo ruošinio paviršiaus naudojant pjovimo įrankį – adatinę dildę.
4. Tai yra paskutinė šaltkalvio operacija, kurią sudaro labai plonų metalo sluoksnių grandymas nuo ruošinio paviršiaus naudojant pjovimo įrankį - raspą
Pasirinkite teisingą atsakymą
Pavadinkite grandiklių tipus pagal pjovimo briaunos formą:
1. Vienpusis, dvipusis, tripusis
2. Plokščias, trikampis, formos
3. Modulinė, profilinė, segmentinė
4. Plienas, ketus, žalvaris
Pasirinkite tinkamą operatorių
Įvardykite grandiklių tipus pagal dizainą:
1. Kniedytas ir suvirintas
2. Smeigtukas ir pleištas
3. Visa ir sudėtinė
4. Raktas ir įtvaras
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 |
| 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 | 40 |
Praktinis darbas.
33 praktika
studopedia.net
Žymėjimas.
Šaltkalvio darbo vieta.
studlib.info
Pagrindinės santechnikos darbų rūšys
Žymėjimas.
Šaltkalvio darbo vieta.
Tema 25. Santechnikos pagrindai.
1. Šaltkalvio darbas – tai rankinis medžiagų, montavimo detalių apdirbimas, įvairių mechanizmų ir mašinų surinkimas ir remontas.
Darbo vieta – tai gamybinės zonos dalis su visa joje esančia įranga, įrankiais ir medžiagomis, kurias darbuotojas ar darbuotojų komanda naudoja gamybinei užduočiai atlikti.
Darbo vieta turėtų užimti plotą, reikalingą racionaliam įrangos išdėstymui ant jos ir laisvam šaltkalvio judėjimui darbo metu. Atstumas nuo darbastalio ir lentynų iki šaltkalvio turėtų būti toks, kad jis galėtų daugiausia judėti rankomis ir, jei įmanoma, nesisukti ir nelenkti kūno. Darbo vietoje turi būti geras individualus apšvietimas.
Šaltkalvio darbo stalas (36 pav.) - pagrindinė darbo vietos įranga. Tai stabilus metalinis arba medinis stalas, kurio dangtis (stalviršis) pagamintas iš 50 ... 60 mm storio kietmedžio lentų ir dengtas skarda. Vieni darbastaliai yra patogiausi ir dažniausiai naudojami, nes ant kelių vietų darbo stalų, kai vienu metu dirba keli žmonės, sumažėja preciziško darbo kokybė.
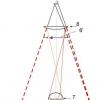
Ryžiai. 36 Vieno šaltkalvio darbo stalas:
1 - rėmas; 2 - stalviršis; 3 - vice; 4 - apsauginis ekranas; 5 - planšetinis kompiuteris piešiniams; 6 - lempa; 7 - lentyna įrankiams; 8 - planšetinis kompiuteris darbo įrankiui; 9 - dėžės; 10 - lentynos; 11 - sėdynė
Darbastalyje yra įrankiai, reikalingi užduočiai atlikti. Piešiniai dedami ant planšetės, o matavimo įrankiai – ant lentynų.
Po stalviršiu yra stalčiai, suskirstyti į keletą langelių įrankiams ir dokumentacijai laikyti.
Norėdami pritvirtinti ruošinius, ant darbastalio sumontuotas spaustukas. Priklausomai nuo darbo pobūdžio, naudojamos lygiagrečios, kėdės ir rankų veržlės. Labiausiai paplitusios lygiagrečiai besisukančios ir nesisukančios veržlės, kuriose skyrybų metu žandikauliai lieka lygiagrečiai. Sukamoji spaustuko dalis prie pagrindo sujungiama centriniu varžtu, aplink kurį ją galima pasukti bet kokiu kampu ir rankenos pagalba užfiksuoti reikiamoje padėtyje. Siekiant padidinti spaustukų tarnavimo laiką, prie darbinių žandikaulių dalių pritvirtinamos plieninės viršutinės kempinės. Kėdės spaustukai naudojami retai, tik darbams, susijusiems su smūgine apkrova (pjaunant, kniedijant ir pan.). Apdorodami mažas dalis, naudokite rankinius spaustukus.
Antgalio aukščio pasirinkimas pagal darbuotojo ūgį ir racionalus įrankio išdėstymas ant darbastalio prisideda prie geresnio įgūdžių formavimo, darbo našumo didėjimo ir nuovargio mažinimo.
Renkantis spaustukų montavimo aukštį, kairė ranka, sulenkta per alkūnę, dedama ant spaustukų nasrų taip, kad ištiesintų rankos pirštų galai liestų smakrą. Įrankiai ir prietaisai išdėstyti taip, kad būtų patogu paimti atitinkama ranka: kas paimama dešine - laikykite dešinėje, kas paimama kaire - kaire.
Ant darbastalio sumontuotas apsauginis ekranas iš metalinio tinklelio arba patvaraus organinio stiklo, kad sulaikytų pjovimo metu nuskrendančius metalo gabalus.
Ruošiniai, baigtos detalės ir armatūra dedami ant stelažų, įrengtų jiems skirtoje vietoje.
2. Žymėjimas - ant ruošinio nubrėžimo linijų (pakilimų), kurios nustato (pagal brėžinį) detalės kontūrus ir apdirbamas vietas, veikimas. Ženklinimas naudojamas individualiai ir smulkiai gamybai.
Ženklinimas atliekamas ant ženklinimo plokščių, išlietų iš pilkojo ketaus, sendintų ir tiksliai apdirbtų.
Linijos (rizikos) su plokštuminiu žymėjimu užtepamos raišteliu, su erdviniu žymėjimu, storio matuoklio apykaklėje įtaisytu rašikliu. Scribers gaminami iš U10 ir U12 markių plieno, jų darbiniai galai grūdinti ir aštriai pagaląsti.
Centrinis perforatorius skirtas įbrėžimams (šerdims) nubrėžti ant iš anksto pažymėtų linijų. Jis pagamintas iš U7, U7A, U8 ir U8A klasės plieno.
Žymėjimo kompasas naudojamas piešti apskritimus, padalinti kampus ir taikyti ruošinio linijinius matmenis.
3. Pagrindinės santechnikos darbų rūšys.
Pjovimas – tai šaltkalvio operacija, kurios metu pjovimo ir smūgiavimo įrankiu nuo ruošinio pašalinami pertekliniai metalo sluoksniai, išpjaunami grioveliai ir grioveliai arba ruošinys dalijamas į dalis. Pjovimo įrankis yra kaltas, skersinis pjovimo įrankis, o plaktukas yra smūginis įrankis.
Pjovimas – tai metalų ir kitų medžiagų atskyrimo į gabalus operacija. Priklausomai nuo ruošinių formos ir dydžio, pjovimas atliekamas rankiniu pjūklu, rankinėmis arba svirtimis žirklėmis.
Rankinį pjūklą sudaro plieninis tvirtas arba stumdomas rėmas ir metalo pjūklo geležtė, kuri įkišama į galvučių angas ir tvirtinama kaiščiais. Ant fiksuotos galvutės koto pritvirtinama rankena. Pjūklo geležtei įtempti naudojama judama galvutė su varžtu ir sparnine veržle. Pjovimo dalis yra metalo pjūklo geležtė (siaura ir plona plokštelė su dantukais viename iš briaunų), pagaminta iš U10A, 9XC, P9, P18 klasės ir grūdinto plieno. Pjūklo geležtės naudojamos 250-300 mm ilgio (atstumas tarp skylių). Ašmenų dantys yra išskleisti (sulenkti) taip, kad pjūvio plotis būtų šiek tiek didesnis nei ašmenų storis.
Metalo apdirbimas – tai operacija, kurios metu pašalinami medžiagų, ruošinių ir dalių nelygumai, įlenkimai, kreivumas, deformacija, banguotumas ir kiti defektai. Redagavimas daugeliu atvejų yra parengiamoji operacija. Tiesinimo paskirtis yra tokia pati kaip ir tiesinimo, tačiau grūdintų dalių defektai ištaisomi.
Lankstymas plačiai naudojamas norint suteikti ruošiniams tam tikrą formą detalių gamyboje. Rankiniam tiesinimui ir lenkimui naudojamos tinkamos plokštės, tiesinimo galvutės, priekalai, veržlės, įtvarai, plaktukai, metaliniai ir mediniai plaktukai (platukais) ir specialūs įtaisai.
Kniedijimas yra metalo apdirbimo operacija, kai sujungiamos dvi ar daugiau dalių kniedėmis. Kniedžių jungtys yra vientisos ir naudojamos įvairių metalinių konstrukcijų gamyboje.
Kniedijama šalta arba karšta (jei kniedės skersmuo didesnis nei 10 mm). Karšto kniedijimo privalumas yra tas, kad strypas geriau užpildo skyles jungiamose detalėse, o atvėsusi kniedė geriau jas sutraukia. Kniediuojant karštoje būsenoje, kniedės skersmuo turi būti 0,5 ... 1 mm mažesnis už skylę, o šaltoje - 0,1 mm.
Rankinis kniedijimas atliekamas plaktuku, jo masė parenkama priklausomai nuo kniedės skersmens, pavyzdžiui, kniedėms, kurių skersmuo 3 ... 3,5 mm, reikalingas plaktukas, sveriantis 200 g.
Pjovimas – tai santechnikos darbai, kurių metu dildėmis nuo detalės paviršiaus nupjaunamas metalo sluoksnis, kad išgautų reikiamą formą, dydį ir paviršiaus šiurkštumą, surinkimo metu sutalpintų detales ir paruoštų briaunas suvirinimui.
Dilelės – tai plieniniai (plieno markės U13, U13A; ShKh13 ir 13Kh) grūdinti įvairių profilių strypai, kurių darbiniuose paviršiuose išpjauti dantukai. Dildės dantys, kurių skerspjūvis yra pagaląstas pleištas, nuo ruošinio nupjauna metalo sluoksnius drožlių (pjuvenų) pavidalu.
Grandymas – tai plonų metalo sluoksnių grandymas nuo detalės paviršiaus pjovimo įrankiu – grandikliu. Tai galutinis tikslių paviršių (staklių kreiptuvų, valdymo plokščių, slydimo guolių ir kt.) apdorojimas, siekiant užtikrinti sandarų sujungimą. Grandikliai pagaminti iš U10 ir U12A plienų, jų pjovimo galai grūdinti be grūdinimo iki HRC 64...66 kietumo.
Lakavimas ir apdaila – paviršiaus apdorojimas ypač smulkiagrūdėmis abrazyvinėmis medžiagomis, naudojant klijavimą.
Šiomis operacijomis pasiekiama ne tik reikiama forma, bet ir didžiausias tikslumas (5 ... 6 kl.), taip pat mažiausias paviršiaus šiurkštumas (iki 0,05 mikronų).
Montavimo ir surinkimo darbai – tai montavimo ir išmontavimo darbai, atliekami surenkant ir remontuojant mašinas. Įvairūs detalių sujungimai, atliekami surenkant mašinas, skirstomi į du pagrindinius tipus: kilnojamuosius ir fiksuotus. Atliekant šaltkalvio ir surinkimo darbus naudojami įvairūs įrankiai ir prietaisai: veržliarakčiai (paprasti, lizdiniai, stumdomi ir kt.), atsuktuvai, perforatoriai, traukikliai, presavimo ir išspaudimo įrenginiai.
Žymėjimas. Ant pažymėto ruošinių paviršiaus nubrėžiamos linijos (ženklai) naudojamos braižymo adatos (angl. scripters). Tiesios linijos turėtų būti brėžiamos brėžikliu, šiek tiek spaudžiant apatinį plieninės liniuotės arba kvadrato kraštą (39 pav.). Dalis turi stovėti stabiliai ant lygaus pagrindo.
Ryžiai. 39. Brėžti linijas
:
a – negerai; b - teisingai
Apskritimai pažymėti matavimo kompasu. Jo kojelės su taškais tvirtinamos fiksavimo varžtu. Kad žymint kompasas nejudėtų, skylės centras pažymėtas šerdimi. Kad šerdis būtų aiškiai matoma, šerdį pirmiausia reikia laikyti kampu, nustatyti į numatytą tašką, tada perkelti į vertikalią padėtį, nenuplėšiant galo nuo šio taško ir plaktuku smogiant į šerdį. , pažymėkite ruošinį (40 pav.). Taip pat prieš gręžiant skylę būtina išgręžti šerdį, kad gręžtuvas būtų centruotas.

Ryžiai. 40. Perforavimas
Plonų metalinių plokščių perforavimas turi būti atliekamas ant kieto pagrindo, švelniai paspaudžiant plaktuką, kad plokštė nepradurtų kiaurai. Žymėjimas gali būti atliktas netiksliai, o tai veda prie santuokos gaminant gaminius, nes tarp pažymėto ruošinio ir brėžiniuose nurodytų matmenų skiriasi. Priežastys gali būti įvairios: žmogaus neatidumas, netikslus ruošinio montavimas žymėjimo metu, matavimo įrankių netikslumas. Apskritai tikslumas – bet kuriame šaltkalvio darbo etape – yra raktas į sėkmę. Suportas yra išorinių ir vidinių linijinių matmenų matavimo įrankis (41 pav.) 0,05 mm tikslumu.

Ryžiai. 41. Suportas :
1 - kempinės vidiniams matavimams; 2 - kilnojamas rėmas; 3 - gylio matuoklis; 4 - kempinės išoriniams matavimams; 5 - nonius
Jį sudaro strypas su dviem fiksuotais žandikauliais, ant kurių uždedama skalė su 0,05 mm padalijimo žingsniu. Išilgai strypo taip pat juda rėmas su dviem nasrais ir prie jo standžiai pritvirtintu strypu – gylio matuokliu. Rėmo krašte pažymėta nonija skalė. Nulinis nonijaus eiga nurodo sveikų milimetrų skaičių (41 pav. - 13 mm) pagrindinėje skalėje. Dešimtosios milimetro skaitomos ant nonijaus – ten, kur abiejų skalių potėpiai sutampa (41 pav. – 0,3 mm). Pataisyta pav. 41 dydis yra 13,3 mm. Matuojant skalę reikia žiūrėti stačiu kampu.
Tvirtinimo detalės. Pagrindinis šios operacijos įtaisas yra veržlė. Jie turi būti sukomplektuoti su įvairiomis apsauginėmis kempinėmis (žr. aukščiau). Apdorojimo vieta turėtų būti kuo arčiau spaustukų nasrų. Labai svarbus yra spaustukų montavimo aukštis – nuo to priklauso jūsų energijos sąnaudos apdorojant dalis. Šaltkalviai optimalų spaustuko aukštį nustato tokiu būdu: sulenkdami dešinę ranką, kumščiu paliesdami smakrą, tada bandydami alkūne paliesti spaustuko nasrus, neištiesdami rankos. Jei tai galima padaryti nesilenkiant ir nestovint ant kojų pirštų, tuomet spaustukai nustatomi reikiamame aukštyje.
Metalo pjovimas ir pjovimas. Baigę žymėjimą, jie pradeda šalinti „perteklinius“ ruošinio fragmentus. Grubiausia tokia operacija – pjovimas, kai ruošinys supjaustomas kaltu arba skersine galvute ir plaktuku arba pašalinamos nereikalingos dalys. Be to, pjovimo pagalba nuo ruošinių pašalinami nelygumai, apnašos, aštrūs detalių kraštai, išpjaunami grioveliai ir grioveliai. Paprastai ši procedūra atliekama veržlėje, o lakštinis metalas taip pat pjaunamas ant plokštelės. Kapojant svarbu laikytis taisyklingos laikysenos: kūno kūnas tiesus ir pusiau pasuktas į spaustuko ašį; kairė pėda yra puse žingsnio į priekį nuo dešinės; kampas tarp pėdų yra apie 70°. Kaltą reikia laikyti kairėje rankoje už vidurio 15-20 mm atstumu nuo smūginės dalies krašto. Jis sumontuotas taip, kad jo pjovimo briauna būtų ant pjovimo linijos, o išilginė kalto strypo ašis sudarytų 30–35 ° kampą su apdirbamo ruošinio paviršiumi ir 45 ° kampu su išilgine spaustuko ašimi. žandikauliai (42 pav.). Plaktuko jėga turi būti reikšminga. Kuo sunkesnis plaktukas ir kuo ilgesnė jo rankena, tuo stipresnis smūgis.

Ryžiai. 42. :
a - vaizdas iš šono; b - vaizdas iš viršaus
Lakštiniai ir juostiniai metalai pjaunami kempinių lygyje, platūs ruošinių paviršiai yra aukščiau šio lygio (pagal riziką); trapūs metalai, tokie kaip ketus ir bronza, yra pjaunami nuo krašto iki vidurio, kad būtų išvengta detalės kraštų atskilimo. Baigiant kirsti, smūgio jėga turėtų būti sumažinta. Metalo ruošiniams ir detalėms pjauti metalo pjūklas naudojamas dažniau nei kiti įrankiai. Ašmenų pasirinkimas priklauso nuo apdirbamo metalo storio ir kietumo. Plienui ir kitiems kietiems metalams, taip pat plonasieniams vamzdžiams ir profiliams pjauti reikalingi peiliai su smulkiais dantukais, o variui, žalvariui, aliuminiui ir kitiems minkštiems metalams – su dideliais. Ant aukštos kokybės ašmenų yra pažymėtas pjūvio ilgis, plotis ir storis, taip pat dantų skaičius colyje (25,4 mm). Pjūklams su smulkiais dantimis šis skaičius yra 28-32, vidutiniams - 18-24, dideliems -16. Audiniai gaminami iš įvairių rūšių plieno: greitaeigių (HSS), iš bimetalinių medžiagų, pastarosios yra elastingesnės už pirmąsias ir atitinkamai mažiau lūžta. Įprasti metalo pjūklo geležtės yra 300 mm ilgio. Jie montuojami metalo pjūklo rėme dantimis į priekį ir vidutiniškai priveržti, nes esant per stipriam įtempimui, ašmenys eksploatacijos metu gali sprogti. Prieš pradedant apdirbti, ruošinys tvirtai pritvirtinamas spaustuve, kad pjovimo taškas būtų kuo arčiau spaustukų nasrų. Prieš pradedant pjauti, rekomenduojama trikampe dilde ant ruošinio padaryti įpjovą – tai labai palengvins padavimą. Po to paimkite teisingą pjovimo laikyseną. Rankų padėtis ant metalinio pjūklo parodyta fig. 43.

Ryžiai. 43. Kaip laikyti metalinį pjūklą
Pjovimas turi prasidėti nuo plokštumos (nežymiu pjūklo pasvirimu), bet ne nuo šonkaulių, nes pastaruoju atveju ašmenų dantys gali sutrupėti. Perkeliant metalinį pjūklą darbiniu judesiu (toliau nuo jūsų), jie daro spaudimą, o važiuojant atbuline eiga (tuščiąja eiga) pjūklas varomas be slėgio, kad jis nenubluktų. Didžiausias pjovimo greitis pasiekiamas esant 40-50 dvigubų pjūklo judesių per minutę. Pjaustant ilgai, ašmenis reikia pasukti 90°. Visais atvejais, norint tolygesnio dantų susidėvėjimo išilgai ašmenų, reikia naudoti didesnę dalį. Metalo ruošiniams pjauti taip pat naudojami elektriniai pjūklai ir vamzdžių pjaustytuvai. Dirbdami su pirmuoju, turite mūvėti pirštines ir akinius. Mašiną reikia tvirtai laikyti abiem rankomis, kitaip pjovimo diskas gali išsikreipti. Tačiau reikia žinoti, kad taikant šį pjovimo metodą susidaro stambios įdubos, kurios apsunkina tolesnių apdorojimo operacijų atlikimą.
Naudojant vamzdžių pjaustytuvą, vamzdis įspaudžiamas į spaustuką, ant jo uždedamas vamzdžio pjaustytuvas ir pjovimo volas iškeliamas į vamzdžio paviršių. Sukant vamzdžio pjaustytuvą aplink vamzdį, kilnojamasis volas palaipsniui spaudžiamas ir taip perpjaunama vamzdžio sienelė. Metalo lakštai - cinkuota skarda, varis, aliuminis iki 0,5 mm storio - pjaunami rankinėmis metalo apdirbimo žirklėmis. Palyginti su kitais pjovimo įrankiais, žirklės neleidžia prarasti medžiagų. Metalinės žirklės pjaustomos taip pat, kaip ir kitos. Jų pjovimo galimybes lemia galandimo kokybė ir svirtelių ilgis. Patogu naudoti žirkles, kurių svirties ilgis ne mažesnis kaip 20, o geriausia - 30 cm. Lenktoms žirklėms užtenka 20 cm. Pjaunant lakštą, žirklės laikomos dešine ranka, uždengiant rankenas keturis pirštus ir prispaudžiant juos prie delno (44 pav.). Mažasis pirštas arba rodomasis pirštas dedamas tarp rankenų, atitraukiant apatinę rankeną reikiamu kampu.

Ryžiai. 44. Kaip laikyti metalines žirkles
:
a - suimkite atspaudę žirkles mažuoju pirštu; b - suimkite atspaudę žirkles rodomuoju pirštu
Žirklės turi būti atidarytos maždaug 2/3 jų ilgio, nes esant didesnei angai jos ne pjaus, o stumdys lapą. Lapas laikomas ir paduodamas kaire ranka tarp pjovimo briaunų, viršutinį ašmenį nukreipiant išilgai žymėjimo linijos. Suspaudus rankenas pirštais, atliekamas pjovimas.
Metalų pjovimas. Tai viena iš plačiausiai naudojamų apdailos operacijų – tai mažų metalo sluoksnių pašalinimas dilde. Jo pagalba nuo ruošinių pašalinamos rūdys, apnašos, išlyginami šiurkštūs paviršiai, detalėms suteikiama reikiama forma ir dydis. Akivaizdu, kad norint atlikti tokią operaciją, meistras turi turėti visą rinkmenų rinkinį. Dildės darbiniame paviršiuje yra įpjova, formuojanti pjovimo briaunas. Įpjovos yra vienos, dvigubos, lankinės ir taškinės. Pagal skerspjūvio profilio formą dildės skirstomos į plokščias, kvadratines, trikampes, apvalias, pusapvales, rombines, metalines ir kai kurias kitas (45 pav.).

Ryžiai. 45. :
1 - plokščias smailus (a - dviguba įpjova; b - viena įpjova; c - žiedas; d - kotas; d - rankena); 2 - plokščias, bukas; 3 - pusapvalis; 4 - apvalus; 5 - trikampis
Vienos ar kitokios formos failo panaudojimą lemia ruošinio profilis. Apdorojant minkštuosius metalus dažniausiai naudojamos viengubo pjūvio dildės (stačiakampės kampu arba išlenktos), nes jos pašalina drožles per visą pjūvio ilgį. Dildės su dviguba (kryžmine) įpjova pašalina smulkias drožles (dėl didelio mažų pjovimo pleištų skaičiaus), jos naudojamos plieno ir kitų kietųjų metalų dildymui. Darbinės bylos savybės apibūdinamos dviem susijusiais rodikliais: įpjovos žingsniu ir įpjovų skaičiumi. Įpjovos žingsnis yra atstumas tarp dviejų gretimų dildės dantų, o įpjovų skaičius – jų skaičius 1 cm ilgio. Pagal įpjovų skaičių skiriamos niekšinės (0-1), pusiau asmeninės (2), asmeninės (3) ir aksominės (4-5) kartos. Pastarieji naudojami smulkiam detalių dildymui, šlifavimui ir apdailai, o bastardiniai – preliminariam grubiam dildymui. Dildės su didele įpjova ir šiurkščiais, aštriais dantimis vadinamos raspomis, o mažos ir smulkiai išpjautos dildės – adatinėmis. Prieš dedant, dalis pritvirtinama spaustuve, o pjaunamas paviršius turi išsikišti 8-10 mm virš žandikaulių lygio. Norint išvengti ruošinio įlenkimų, galima naudoti aukščiau aprašytas minkštas apsaugines kempines. Šiai operacijai atlikti rekomenduojama tokia darbinė laikysena: pusiau pasisukta į spaustukus, kairė koja ištiesta į priekį ir pusė žingsnio į kairę, kampas tarp pėdų 40-60° (46 pav.).

Ryžiai. 46. Padėtis (a) ir dildės suėmimas (b) paduodami
Optimalus spaustuko aukštis turi būti toks, kad dešine ranka uždėjus dildę prie spaustukų nasrų, šios rankos petys ir dilbis sudarytų stačią kampą (46a pav.). Dešine ranka dildė laikoma už rankenos taip, kad užapvalintas rankenos galas remtųsi į delną; kairės rankos delnas uždedamas beveik skersai dildės ašies 2-3 cm atstumu nuo piršto krašto (46b pav.). Pjovimas turi būti atliekamas tolygiai judant dilde: į priekį – su spaudimu, o judant atgal – be spaudimo. Dildė turi būti spaudžiama prie detalės abiem rankomis, o skirtingomis judėjimo fazėmis įvairiais būdais: dildei judant į priekį, rankenos spaudimas palaipsniui didinamas dešine ranka, tuo pačiu susilpninant piršto spaudimą. failą kairiąja puse. Optimalus padavimo greitis laikomas 40–60 dvigubų judesių (t. y. pirmyn ir atgal) per minutę. Jei apdirbamas paviršius yra plokščias, tada pagrindinė užduotis apdorojimo metu - išlaikyti plokštumą, tai yra, užkirsti kelią "užsikimšimui". Pjaunamų plokštumų kokybė vertinama naudojant įvairius valdymo ir matavimo prietaisus: plokštumas - su lenkta liniuote šviesoje; gretimų plokštumų, apdorotų stačiu kampu, tikslumas - kvadratu; lygiagrečiai apdorotos plokštumos – su slankmačiu (47 pav.).

Ryžiai. 47. Paviršių valdymo būdai padavimo metu
:
a - su lenkta liniuote; b - kvadratas; c - suportas
Apdorojant lenktus paviršius yra specifinių savybių. Išgaubti paviršiai apdirbami naudojant dildės siūbavimo judesius (48a pav.), kai ji tarsi apeina išgaubtą paviršių. Įgaubti paviršiai apdorojami (apvaliais arba pusapvaliais dildėmis), atliekant įmantrius judesius – į priekį ir į šoną sukant aplink savo ašį (48b pav.). Kontrolė atliekama žymint arba naudojant šablonus.

Ryžiai. 48. Lenktų paviršių pjovimas
:
a - išgaubtas; b - įgaubtas
Dilinant metalo drožlės užkemša įpjovas, todėl dildės mentę reikia karts nuo karto nuvalyti metaliniu šepečiu, kurį reikia judinti išilgai įpjovų. Kreida gali būti dedama ant dildės su smulkia įpjova. Tada skiedros mažiau užsikimš.
gręžimas. Atliekant šią operaciją, naudojant grąžtus, metale ir kitose medžiagose išgaunamos įvairaus gylio kiaurymės ir neperšlampamos skylės. Labiausiai paplitę gręžimo įrankiai yra rankiniai mechaniniai ir elektriniai grąžtai. Tačiau toks įrankis neleidžia išgręžti tikslių skylių, pavyzdžiui, sriegimui. Šiems tikslams naudokite gręžimo stovą arba gręžimo mašiną. Ruošinys ir naudojami įrankiai (stovas, grąžtas, grąžtai) turi būti tvirtai pritvirtinti. Tai leidžia gręžti tokio paties gylio skyles statmenai paviršiui ir reguliuoti gręžimo gylį. Svarbu teisingas pasirinkimas gręžimo greitis. Didelio skersmens ir kietųjų metalų skylės gręžiamos mažu greičiu. Metalams gręžti dažniausiai naudojami spiraliniai (sraigtiniai) grąžtai su kūginiu galandimu, pagaminti iš greitaeigio plieno. Jų mentės padarytos sraigtinių griovelių pavidalu, tam tikru kampu nusileidžiančių iki kreipiamojo taško (49 pav.). Pagal šį kampą (y) ir kampą viršuje (b) išskiriami šie grąžtų tipai (6 lentelė).

Ryžiai. 49. Grąžtai :
H - kietoms medžiagoms (akmeniui); N - įprastoms medžiagoms (aliuminiui, variui)
6 lentelė
Be gręžtuvų iš greitapjovio plieno, ypač kietoms medžiagoms gręžti naudojami gręžtuvai su kietojo lydinio (pobedite) antgaliais, kurie sudaro ypač atsparią dilimui pjovimo briauną. Gręžiant metalą rankiniu būdu, pirmiausia ant ruošinio centriniu perforatoriumi pažymimas būsimos skylės centras ir taip, kad įeinant į metalą gręžtuvo galas neiššoktų. Pritvirtinus grąžtą griebtuve, jo antgalis nukreipiamas į numatytą skylės centrą taip, kad grąžto ašis tiksliai sutaptų su būsimos skylės ašimi (aišku, kad dalis turi būti pritvirtinta vienaip ar kitaip ). Gręžimą reikia pradėti mažu greičiu, stipriai nespaudžiant, sklandžiai ir be trūkčiojimų, vengiant grąžto siūbavimo. Palaipsniui didinamas slėgis (jei grąžtas eina teisinga kryptimi) ir skylė išgręžiama iki galo. Įkaitusiam grąžtui atvėsinti reikia naudoti emulsiją, tepalinę alyvą arba muiluotą vandenį. Jei šių skysčių nėra, reikia daryti dažnas ir ilgas pauzes, kad sėjamoji atvėstų. Taigi, visų pirma, gręžiamas pilkasis ketus ir cinkas. Lakštinio metalo gręžimas turėtų būti atliekamas ant medinio stovo, esančio po lakštu.
Jei išgręžiama kiaurymė, grąžtui išėjus iš ruošinio, slėgis palaipsniui silpnėja, o apsisukimų skaičius taip pat sumažinamas (jei įmanoma). Jei grąžtas prilimpa, jam reikia liepti suktis atvirkščiai ir ištraukti iš skylės, o tada pašalinti įstrigimo priežastį. Gręžiant gilias skyles, grąžtą reikia periodiškai nuimti ir išvalyti nuo drožlių. Geriau gręžti skyles, kurių skersmuo didesnis nei 6 mm, dviem etapais: pirma, perforavimo vietoje nedideliame gylyje išgręžkite 4 mm skersmens bandomąją skylę, o tada „paleiskite“ gręžtuvą norimo skersmens. Eksploatacijos metu grąžtai tampa nuobodu ir juos reikia pagaląsti. Sukamieji grąžtai pagaląsti ant šlifavimo staklės abrazyvinio akmens (50 pav.). Natūralu, kad tam reikia tam tikrų įgūdžių. Grąžtas pjovimo briauna šiek tiek prispaudžiamas prie besisukančio šlifavimo akmens, šiek tiek vedamas aukštyn (prieš sukimosi kryptį), lėtai sukant išilgai savo ašies. Galandimo kampas tikrinamas specialiu šablonu.

Ryžiai. 50. Grąžtai :
1 - saugykla; 2 - galandimas; 3 - patikrinkite
Ant pav. 50 taip pat parodytas grąžtų laikymo būdas – mediniame arba plastikiniame bloke su skylutėmis: juos galima laikyti ir dėžėje su skylutėmis.
Nugrimzdimas. Gręžiant skylutes ant jų aštrių briaunų susidaro įdubos, kurias galima pašalinti arba mažesnio skersmens grąžtu, arba specialiu kūginiu įdubimu (51a pav.). Įgilintuvas yra kelių ašmenų pjovimo įrankis, naudojamas anksčiau gautoms skylėms apdoroti, siekiant pagerinti jų kokybę ir tikslumą. Visų pirma, kūginis įdubimas taip pat naudojamas kūginėms įduboms, skirtoms varžtų ir kniedėms, įleisti. Su galiniu cilindriniu įdubimu (51b pav.) yra padarytos cilindrinės įdubos atitinkamoms varžtų, varžtų ir veržlių galvutėms. Skandinimo operacija turėtų būti atliekama esant mažiausiam elektrinio grąžto sukimosi greičiui, įdedant minimalias pastangas.
Ryžiai. 51. :
a - kūginis; b - cilindrinis
Siūlų pjovimas. Aukščiau aprašytos gręžimo ir gilinimo operacijos atliekamos prieš vidinių sriegių pjovimą. Sriegis yra pastovaus skerspjūvio sraigtinis griovelis ant vidinio arba išorinio cilindrinio paviršiaus: pirmuoju atveju sriegis vadinamas vidiniu, antruoju - išoriniu. Prieš apibūdindami sriegimo procesą, trumpai aprašome pagrindinius jo tipus. Spiralės kryptimi sriegis yra padalintas į dešinę ir kairę. Sriegio profilis – tai jo ritės atkarpa plokštumoje, einančioje per cilindro, ant kurio nupjautas sriegis, ašį. Pagrindiniai sriegio parametrai parodyti pav. 52. Profilio forma yra tokia: trikampė (pavaizduota 52 pav.), stačiakampė, trapecijos formos, patvari (su profiliu nelygios trapecijos formos) ir apvali.

Ryžiai. 52. Siūlų parametrai
:
1 - išorinis skersmuo; 2 - vidinis skersmuo; 3 - sriegio ilgis; 4 - sriegio žingsnis
Metriniame siūle trikampio profilio kampas yra 60°, o sriegio parametrai išreiškiami milimetrais. Pavyzdžiui, žymėjimas M20x1,5 yra „išverstas“ taip: M - metrinis sriegis, 20 - išorinis skersmuo mm, 1,5 - žingsnis mm. Yra ir kitų sriegių sistemų – colių ir vamzdžių. Bet grįžkime prie siūlų. Pradėkime nuo vidaus. Pjaunama čiaupu, kurio uodega tvirtinama apykaklėje. Kiaurymėms ant pirmųjų 4-5 sriegių naudojamas čiaupas su nusklembta (apatinė) dalimi, kuri nukreipia čiaupo judėjimą išilgai skylės sienelių. Aklinoms angoms reikalingi čiaupai su trumpesniu nuožulniu (2-3 sriegiais), kad efektyvioji (pjovimo) sriegio zona siektų beveik iki skylės apačios. Rankiniam sriegimui srieginiai sriegiai dažniausiai gaminami komplektais, kuriuose yra 2-3 įrankiai: grublėtas, pusiau apdaila ir apdaila. Pirmasis ir antrasis iš anksto iškirpti siūlai, trečiasis suteikia galutinį dydį ir formą. Šis laipsniškas sriegimas žymiai sumažina pjovimo jėgą. Čiaupai išsiskiria išpjovų skaičiumi ant uodegos: grubus čiaupas turi vieną riziką, pusapdailinis – du, o baigiamasis – tris arba nė vieno. Dvigubas rinkinys apima grubius ir apdailos čiaupus.
Nemaža reikšmės turi ir teisingas grąžto skersmens pasirinkimas, kuriuo išgręžiama skylė vidiniam sriegiui, o strypo skersmuo – išoriniam. Grąžto (ir koto) skersmuo turi būti šiek tiek mažesnis už išorinį sriegio skersmenį. Toliau pateiktoje lentelėje pateikiami kai kurių įprastų metrinių sriegių dydžių grąžto ir koto skersmenys.
7 lentelė
| Sriegio skersmuo, mm | Gręžimo skersmuo, mm | Strypo skersmuo, mm | ||
| kietieji metalai | minkštieji metalai | kietieji metalai | minkštieji metalai | |
| M4 | 3,3 | 3,3 | 3,9 | 3,9 |
| M5 | 4,1 | 4,2 | 4,9 | 4,8 |
| M6 | 4,9 | 5,0 | 5,9 | 5,8 |
| M8 | 6,6 | 6,7 | 7,9 | 7,8 |
| M10 | 8,3 | 8,4 | 9,9 | 9,8 |
| M12 | 10,0 | 10,1 | 11,9 | 11,8 |
Vidinis sriegis atliekamas taip. Ruošinys (dalis) su išgręžta skyle tvirtinamas spaustukais taip, kad skylės ašis būtų griežtai vertikali. Neapdoroto čiaupo įsiurbimo dalis įkišama į angą ir patikrinamas jos montavimas ant kvadrato. Skylės paviršius ir čiaupo pjaunamoji dalis turi būti sutepti pjovimo skysčiu (mašinų alyva plienui, žibalas ketui). Ant čiaupo uodegos uždedama apykaklė. Kaire ranka apykaklė prispaudžiama prie čiaupo, o dešine sukama tol, kol įpjauna kelis posūkius į metalą. Po to jie paima rankenėlę abiem rankomis ir pradeda lėtai sukti tokiu režimu: 1-1,5 apsisukimo pagal laikrodžio rodyklę, 0,5 apsisukimo prieš laikrodžio rodyklę (53 pav.).

Ryžiai. 53. Vidinio sriegio pjovimas
Norint sulaužyti drožles, reikalingas atvirkštinis sukimasis. Baigiant sriegimą šiurkščiu srieginiu čiaupu dedamas pusapdailinis čiaupas, o po to – baigiamasis čiaupas, su kiekvienu atliekamos tos pačios manipuliacijos kaip ir su grubiu čiaupu. Visą laiką kvadrato pagalba turite valdyti čiaupo ašies padėtį ruošinio paviršiaus atžvilgiu. Išoriniams sriegiams pjauti naudojami štampai su štampo laikikliu. Tas pats įrankis naudojamas varžtų, varžtų ir smeigių sriegiams atnaujinti. Matricos pjovimo sriegis turi įleidžiamąją (pradinę) dalį vienoje arba abiejose pusėse. Pirmuoju atveju štampas turi būti greta štampo laikiklio atramos priešinga puse (be įsiurbimo dalies). Siekiant išvengti sriegio iškraipymo, nuo strypo galo nuimamas nuožulnus (prieš tai jį vertikaliai pritvirtinus veržle). Tada ant strypo galo statmenai jo ašiai montuojamas štampas ir dešine ranka šiek tiek paspaudus štampo laikiklį, kaire sukite jį (54 pav.), kol štampas tvirtai įsirėžs į metalą.

Ryžiai. 54. Išorinio sriegio pjovimas
Tai pasiekiama įdėjus pirmuosius siūlus. Po to slėgis nebereikalingas, tereikia lėtai pasukti plokštelę. Pjovimo procesą galima palengvinti vienu metu padidinus sriegio grynumą, lašinant kelis lašus mašininės alyvos arba pjovimo skysčio ant strypo ir štampo. Išorinis sriegis tęsiamas tol, kol štampas pralenks visą reikiamą strypo ilgį. Po to štampai nuriečiami nuo strypo, jie nuvalomi nuo drožlių ir riebalų, o nupjauti sriegiai tikrinami etalonine veržle. Skiedras reikia valyti šepetėliu, o ne rankomis, kad nebūtų įpjovimų ant aštrių čiaupo ar štampo briaunų.
Metalo lankstymas. Tai metalų apdirbimo slėgiu būdas, kai viena ruošinio dalis sulenkiama kitos atžvilgiu tam tikru nurodytu kampu. Lenkimas naudojamas tam, kad ruošiniui būtų suteikta brėžinyje reikalaujama išlenkta forma. Rankinis lenkimas atliekamas spaustuve su plaktuku ir įvairiais įtaisais. Jėga, kurią reikia taikyti šiuo atveju, ir operacijų seka lenkimo metu priklauso nuo ruošinio medžiagos, formos ir skerspjūvio. Šiuo atveju svarbu teisingai nustatyti ruošinio matmenis. Jie nustatomi pagal brėžinį, atsižvelgiant į visų posūkių spindulius. Lengviausias būdas yra lenkti ploną (0,3-1 mm) skardą. Norint tiksliai sulenkti detalę, ji iš abiejų pusių, iki lenkimo linijos, suspaudžiama mediniais trinkelėmis (įtvarais) (55 pav.).

Ryžiai. 55. lakštinio metalo lankstymas
:
a - neteisingas; b - teisingai
Šiuo atveju vieno įtvaro neužtenka, nes ruošinys, įspaustas į spaustuką tik su vienu įtvaru, sulenkus briaunas veda į šoną. Jei ruošinys yra prispaustas iš abiejų pusių, gaunama gera lenkimo kokybė. Įtvarai turi būti pagaminti iš medžio masyvo. Lenkimui naudokite plaktuką (medinį plaktuką) arba geležinį plaktuką su guminiu dangteliu. Ruošinys kartu su įtvarais įspaudžiamas į spaustuką ir palaipsniui sulenkiamas per visą kraštą, švelniais smūgiais plaktuku. Nerekomenduojama iš karto visiškai sulenkti jokios ruošinio dalies, kitaip metalas deformuosis, o kraštas bus banguotas. Medinių įtvarų storis turi būti ne mažesnis kaip 25-30 mm. Šiek tiek kitoks būdas yra metalo lakšto lenkimas išilgai spindulio. Tai atliekama naudojant kietmedžio šabloną (56 pav.).

Ryžiai. 56. Skardos lenkimas spinduliu
Lenkiant minkštus, tempiamus metalus, šablono forma turi tiksliai atitikti gaminamos detalės formą. Kai lenkiasi elastingi metalai jo spindulys turėtų būti šiek tiek mažesnis už reikalaujamą, nes šiuo atveju lakštas spyruoklė. Siekiant efektyviau panaudoti svirtį, lenkiant elastingus metalus, lakštas įspaudžiamas į veržlę tarp dviejų įtvarų, kurių vienas yra šablonas, o kita, ilgesnė pusė atsargiai smogiama plaktuku, išgaunant reikiamą formą. Sandarumui pasiekti, ruošinių sujungimas atliekamas vadinamuoju išilginiu užraktu – siūlės siūle arba kloste. Siūlė naudojama atliekant stogo dengimo darbus, jungiant vėdinimo sistemas, gaminant iš skardos kaušus, rezervuarus ir kitus gaminius. Paprasčiausia siūlė vadinama viena gulinčia siūle. Norėdami jį gauti, pažymėkite lenkimo liniją ruošinio krašte, tada sulenkite išilgai šios linijos 90 °. Ši operacija vadinama flanšavimu. Išlenktos briaunos aukštis, priklausomai nuo lakšto storio, gali būti 3-12 mm. Po flanšų ruošinys apverčiamas ir jo kraštas sulenkiamas dar 90°. Tos pačios operacijos atliekamos su antruoju ruošiniu arba antrąja sujungta briauna (57 pav.).

Ryžiai. 57. Siūlė tuščia
Dviejų lakštų užlenkti kraštai (atlenkimai) sujungiami vienas su kitu. Kad lakštai būtų tame pačiame lygyje, sulankstymas sulenkiamas (suspaustas, 58 pav. išilgai punktyrinės linijos). Tam ruošinys dedamas ant kieto pagrindo, užspaudžiamas ir plaktuko bei kietmedžio strypo pagalba pirmiausiai apverčiamas lapas, atsitrenkiant išilgai klostės, o po to ir pati raukšlė (59 pav.).

Ryžiai. 58. Nuolaidų linija

Ryžiai. 59. Siūlės jungties trauka
Pasitaiko atvejų, kai reikia sutvirtinti lakšto kraštą, t.y. suteikti jam papildomo tvirtumo. Ši operacija atliekama taip, kaip parodyta fig. 60.

Ryžiai. 60. Kraštų darymas su armatūra. Lakšto kraštas įgauna papildomo standumo, jei po lenkimu pakišate vielą ir suvyniojate:
1 - pažymėtas lapo kraštas: išlenktos dalies plotis lygus dviem vielos skersmenims plius dvigubas lakšto storis; 2 - kraštas sulenktas 90 ° kampu; 3 - kraštas užlenktas ant metalinio tarpiklio; 4 - lapo kraštas galutinai sulenktas ant medinio įtvaro
Taip pat galima lenkti „šaltu būdu“ (t.y. nekaitinant) pakankamai didelio storio plieno juostas, pavyzdžiui, 40x45 mm skerspjūvio. Tokia juostelė suspaudžiama spaustukais ir, jei įmanoma, pirmiausia sulenkiama ranka, kad būtų išvengta sužalojimo dėl ilgo ruošinio atatrankos pirmaisiais plaktuko smūgiais. Po to, viena ranka traukiant laisvą ruošinio galą, plaktuku smogiama į lenkimą. Lenkiant metalines juostas ir strypus dažnai naudojami šablonai. Gaminant detales su nedideliu lenkimo spinduliu, kaip šablonas naudojama stora viela (žr. 60 pav.) arba tinkamo skersmens vamzdis. Vienas ruošinio galas paprastai yra fiksuotas.
Karštas metalų lenkimas. Dauguma naudojamų juodųjų ir spalvotųjų metalų, tokių kaip konstrukcinis švelnus plienas, varis, aliuminis ir jų lydiniai ir kt., gali būti formuojami šaltuoju būdu. Tačiau kai kurie metalai – aukštos kokybės plienas, duraliuminis – ne visada tokiu būdu yra lankstūs. Tai tampa įmanoma, jei apdorojamas metalas yra kaitinamas. Pavyzdžiui, kad būtų galima sulenkti plieną (be smūginių apkrovų), jis kaitinamas iki raudonos karščio. Jei plieno ruošinys gaunamas kalimo būdu, geriau jį apdoroti baltos karščio būsenoje, nes esant raudonai ir geltonai karščiui ruošinys sunaikinamas plaktuko smūgiais. Spalvotieji metalai ir lydiniai lenkiami keliais etapais, intervalais tarp kurių metalas grūdinamas. Grūdinimas yra metalų terminio apdorojimo rūšis, susidedanti iš to, kad sukietėjusi dalis kaitinama iki santykinai žemos temperatūros, o po to palaipsniui atšaldoma atvirame ore arba vandenyje. Įkaitintos grūdintos dalies temperatūra grūdinimo metu apskaičiuojama pagal atspalvių spalvas, kurios susidaro susidarant oksido plėvelėms. skirtingos spalvos kaitinant: šviesiai geltona (šiaudų) - 220 ° C, tamsiai geltona - 240 ° C, rudai geltona - 255 ° C, ruda-raudona - 265 ° C, violetinė-raudona - 275 ° C, violetinė - 285 ° C, rugiagėlių mėlyna - 295 °C, šviesiai mėlyna - 315 °C, pilka - 330 °C. 8 lentelėje nurodytos rekomenduojamos kai kurių plieninių įrankių ir dalių grūdinimo temperatūros.
8 lentelė
| Įrankiai (detalės) | Rekomenduojama atostogų temperatūra, °C |
| Matuokliai, šablonai ir kitos matavimo priemonės | 150-180 |
| Pjovimo įrankiai iš anglinio plieno: frezos, grąžtai, čiaupai | 180-200 |
| Plaktukai, štampai, čiaupai, štampai, smulkūs grąžtai | 200-225 |
| Perforatoriai, grąžtai, štampai, čiaupai, grąžtai švelniam plienui ir ketui, rėžtuvai, pjaustytuvai | 225-250 |
| Grąžtai, čiaupai variui ir aliuminiui, kaltai, perforatoriai, smūginiai įrankiai | 250-280 |
| Kaltai, medžio apdirbimo įrankis | 280-300 |
| Spyruoklės | 300-330 |
| Spyruoklės, kalimo štampai | 400-500 |
| Dalys ir įrankiai, veikiantys esant didelėms apkrovoms | 500-650 |
Namuose mažo dydžio ruošiniai kaitinami dujiniu degikliu arba pūtikliu. „Karšto“ lenkimo metu 90°C kampu minimaliu spinduliu metalas lenkimo vietoje deformuojamas. Šis nepageidaujamas poveikis ypač pastebimas lenkiant didesnio storio ruošinius. Kad didelio storio ruošinys išlaikytų savo skerspjūvį, prieš lenkimą atliekamas metalo išlyginimas, dėl to sustorėja lenkimo taškas, o tai kompensuoja jo deformaciją vėlesnio lenkimo metu. Lyginant metalas ties lenkimu įkaista į baltą šilumą ir abu ruošinio galai atšaldomi taip, kad tik pats lenkimas lieka įkaitęs. Po to ruošinys nulaužiamas iš galų, dėl to metalas karštoje vietoje sutirštėja.

Ryžiai. 61. Karštas lakštinio metalo lenkimas
:
a - plonas ruošinys; b - storas ruošinys; c - lenkimas išilgai spindulio išilgai priekalo rago; g - tas pats, ant įtvaro, įspausto į spaustuką
Ant pav. 61 parodytos kai kurios metalo lenkimo karštame būsenoje operacijos: a - plonų ruošinių lenkimas atliekamas spaustukų nasrų viršuje arba šone; b - didelio storio ruošiniai - išilgai spaustukų nasrų, jei žandikaulių pločio nepakanka, ruošinys sulenkiamas išilgai priekalo arba plieninio įtvaro; c - ruošinių lenkimas išilgai apvalaus priekalo rago arba atitinkamos formos plieno įtvaro; d - lenkimas išilgai įtvaro, įspausto spaustukais, o laisvasis ruošinio galas prisideda prie lenkimo dėl svirties efekto. Siekiant palengvinti metalų apdirbimą, jiems dažnai atliekama speciali šiluminė operacija – atkaitinimas; dėl to metalo kietumas mažėja. Atkaitinimas susideda iš metalinio objekto (detalės, ruošinio) kaitinimo iki tam tikros temperatūros, išlaikant jį tokioje temperatūroje, kol jis įkaista per visą tūrį, o tada, kaip taisyklė, lėtai atšaldomas iki kambario temperatūros. Atkaitinimas taikomas tiek juodiesiems, tiek spalvotiesiems metalams. Dėl to medžiaga tampa ne tokia standi ir gali būti lengvai lenkiama šaltai. 9 lentelėje nurodytos rekomenduojamos kai kurių plienų terminio apdorojimo temperatūros ir aušinimo skysčiai.
9 lentelė
| plieno klasė | Rekomenduojama temperatūra, °C | Aušinimo terpė | |||
| kietėjimo metu | atostogose | atkaitinimo metu | kietėjimo metu | atostogose | |
| Plienas 30 | 880 | 180 | 845 | vandens | vanduo, aliejus |
| Plienas 45 | 860 | 80 | 820 | -//- | -//- |
| Plienas 55 | 825 | 200 | 780 | -//- | -//- |
| U7, U7A | 800 | 170 | 780 | -//- | -//- |
| U8, U8A | 800 | 170 | 770 | -//- | -//- |
| U10, U10A | 790 | 180 | 770 | -//- | -//- |
| U11, U11A | 780 | 180 | 750 | -//- | -//- |
| U12, U12A | 780 | 180 | 750 | -//- | -//- |
| U13, U13A | 780 | 180 | 750 | -//- | -//- |
Sveikinimai draugai! Aptarkime, kokios santechnikos operacijos egzistuoja. Nepamirškime išsamiai suprasti, kam jie skirti ir kaip juos teisingai atlikti, kad išvengtume įstrigimų ir traumų.
Šaltkalvių darbai. Kas atlieka ir kas tai yra.
šaltkalvio darbai- tai įrankių gamintojo ar remontininko veiksmų rinkinys, atliekamas specialiu įrankiu tam tikra seka. Šių operacijų metu metalas yra veikiamas rankinis apdorojimas. Atliekant šiuos darbus gali ištrūkti septyni prakaitai. Tai apima įvairius detalių reguliavimus ir derinimą, mechanizmų ir mazgų remontą.
Beje, parašyti šį įrašą mane paskatino netikėtas (man) įrašo populiarumas, kurį neseniai paskelbiau savo tinklaraštyje. Aš tai parašiau iš savo patirties gamykloje. Smagu, kad patiko.
Santechnikos operacijų rūšys. Paskyrimas ir paraiška.
Norėdami pradėti, peržiūrėkite šį video pamoka apie pagrindinius santechnikos operacijų tipus:
Tokių darbų iš tikrųjų yra daug ir apie kiekvieną operaciją pakalbėsime atskirai. Dėl kai kurių punktų, norėdami konsoliduoti informaciją, žiūrėsime vaizdo medžiagą.
1. Metalo pjovimas.

Pjaunant metalą užtenka jį suspausti spaustukais ir pasiimti įrankį, vadinamą kaltu. Atkreipkite dėmesį, kad prieš atlikdami šią šaltkalvio operaciją turite bent teoriškai įsivaizduoti, ką darote. Iš išorės tai atrodo paprasta ir lengva, tačiau iš tikrųjų yra daugybė gudrybių.
Pavyzdžiui, kalto kampas turi būti maždaug 35 laipsnių. Jei daugiau ar mažiau darbo eisis labai nenoriai. Nereikia įsikibti į mirtiną kalto rankeną. Nedideles pastangas laikykite 3–4 pirštais. Na, o kaip plaktuku pataikyti - tai jau priklauso tik nuo jūsų. Smaukite ritmingai ir nedaužykite pirštais.
2. Dalių žymėjimas.

Pagrindiniai santechnikos darbų tipai yra tokie: žymėjimas. Šaltkalvis paima tokius įrankius kaip kvadratas, raštas, plaktukas, kaltas ir net specialus žymėjimo kompasas. Jis parenka įrenginius, atsižvelgdamas į atliekamos operacijos sudėtingumą. Bene populiariausias yra metalinis rašiklis, apie jį nušviesime atskirą įrašą. Sekite naujienas.
Pasidėjęs priešais metalo lakštą, šaltkalvis pradeda kurti. Pirmiausia jis naudoja įprastą pieštuką preliminariai žymėjimui. Kai nubraižytas būsimos dalies dizainas, pieštuką atidedame į šalį. Tada pradeda veikti grubus įrankis, kuris tiesiogine prasme išplėšia (subraižo) detalės ruošinio kontūrą. Užtepus visas linijas, išilgai jų labai lengva nupjauti, išpjauti ar išspausti reikiamą detalę ar ruošinį.
3. Metalo pjovimas.

Tada prisiminiau savo mokslo metus, o dukra turbūt lankė užsiėmimus darželyje. Kai padarysite žymėjimą, paimkite žirkles ir nedvejodami pradėkite kirpti. Tiesą sakant, procesas nėra labai malonus. Iš šono atrodo net šaunu pjaustyti metalines figūras. Gyvenime, kai metalinės žirklės pradeda kapstytis į pirštus ir sukelti nepakeliamą skausmą, tada pokštams nebelieka laiko. Iš įpročio toks santechnikos darbas sukelia didelį diskomfortą rankoms.
Kuo dažniau atliksite šiuos veiksmus, tuo šis procesas bus neskausmingas. Jei metalas pakankamai storas ar tvirtas, žirklės jo neatims. Čia teks griebtis hidraulinių žirklių arba giljotinos. Giljotina yra ne ta, kuri nuo 1791 m. naudojama galvai nupjauti (kurią išrado Josephas Guillotinas), o metalo lakštų pjaustymo mašina. Žiūrėkite vaizdo įrašą – kaip naudoti metalines žirkles.
4. Metalo redagavimas.

Paveiksle matome dvi pagrindines metalo redagavimo galimybes. Viršutiniuose dviejuose paveikslėliuose pavaizduotas atvejis, kai norint ištaisyti lenktas metalo vingius, reikalinga smūginė apkrova. Norėdami tai padaryti, jums reikia specialių plaktukų. Tokio metalo apdirbimo įrankio smogtuvas pagamintas iš medžio, žalvario, duraliuminio, plastiko su metaline šerdimi ir tt Pagrindinė tokio įrankio sąlyga – jis turi būti minkštesnis už ruošinį, kurį ketinate redaguoti.
Antrame vaizde parodyta, kaip metalo gabalas koreguojamas naudojant specialų įrankį (sukimo momentui padidinti) ir įprastą metalo apdirbimo spaustuką. Tiesinimo strypams naudojamos specialios mašinos ir įtaisai. Jei jus domina ši tema, skaitykite daugiau internete, verčiau pasiimkite knygą apie santechniką. Ir mes tęsiame ištirti pagrindinius santechnikos operacijų tipus.
5. Kniedijimas. Nuolatinių ryšių kūrimas.

tuoj pasakysiu. Dviejų metalo lakštų sujungimas su kniedėmis, kurį atlieka patyrę šaltkalviai, vadinamas „kniedės siūle“. Paveikslėlis kairėje rodo ištempti Ir parama.
Dešinėje parodyta swage. Visas kniedijimo procesas atrodo maždaug taip.
Kniedijimo procesas. Žingsnis po žingsnio instrukcija.
Šiandien jau yra daugybė prietaisų ir automatizuotų mašinų kniedytų siūlių gamybai. Bet jie visi veikia tuo pačiu principu. Klasika nemirtinga..

Paimkite failą į rankas ir eikime. Taip man pasakė mūsų šaltkalvio mokytojas. Tačiau padavimo procese svarbu ne tik pašalinti drožles nuo detalės, bet ir išlaikyti dydį pagal eskizą ar brėžinį. Šią metalo apdirbimo operaciją atlikite itin atsargiai – didelė traumų tikimybė. Baigus darbą būtina patikrinti detalės atitiktį brėžinio parametrams.
Dalies apžiūra po padavimo.

Čia viskas daug paprasčiau. Pritvirtinkite valdymo kvadratą (arba šabloną) prie dalies ir pažiūrėkite į tarpą. Tarpų neturėtų būti arba, jei bus leidžiama, jis bus minimalus. Raštai gali būti įvairūs, priklausomai nuo detalės.
7. Paviršių grandymas arba pritaikymas.

grandymas- Tai šaltkalvio operacija, skirta ypač tiksliai pritaikyti paviršius. Net ir šiandien atrodo, kad toks yra pasenęs metodas aktualu, o mechanizavimas nepriimtinas. Procesas yra toks. Paviršius padengiamas Minium tipo dažais ir uždedama poravimosi dalis. Visi nelygumai, kurie lieka dėl tokios perdangos, pašalinami naudojant įrankį, vadinamą grandikliu.
Šabrenis, sakau tau, nėra skirtas silpnaširdžiams. Pagal tikslumą jį galima palyginti su papuošalais. Tokios operacijos naudojamos gidų gamyboje gamybos įranga, mašinų vežimėlių slydimo guoliai ir tt Gramdant galima pasiekti iki 0,32 Ra šiurkštumą.
Santechnikos operacijų rūšys. Išvada.
Ir aš atsisveikinu su tavimi! VISO GĖRA JUMS!
Andrejus buvo su tavimi!
Pagrindinės šaltkalvio darbų rūšys
žymėjimas
]
Ryžiai. 30. Ženklinimo lentelė
Žymėjimas yra kraštinių piešimas ant ruošinio paviršiaus linijų ir taškų, atitinkančių detalės matmenis pagal brėžinį, taip pat ašinių linijų ir centrų, skirtų skylėms gręžti, brėžinys.
Jei žymėjimas atliekamas tik vienoje plokštumoje, pavyzdžiui, ant lakštinės medžiagos, tada jis vadinamas plokštumu. Ruošinio paviršių, esančių skirtingais kampais vienas kito atžvilgiu, žymėjimas vadinamas erdviniu. Ruošiniai žymimi ant specialios ketaus plokštės (30 pav.), vadinamos žymėjimu, sumontuotos ant medinės lentelės taip, kad jos viršutinė plokštuma būtų griežtai horizontali.
Priemonės žymėjimui ir. Žymėdami naudokite įvairias ženklinimo priemones.
Scriber (31 pav.) – plieninis strypas aštriais grūdintais galais. Naudojant rašiklį, ant ruošinio paviršiaus liniuote, šablonu ar kvadratu užtepamos plonos linijos.
Storio matuokliai naudojami horizontalioms linijoms ant ruošinio nubrėžti lygiagrečiai ženklinimo plokštės paviršiui. Reismas (32 pav.) susideda iš pagrindo ir jo centre pritvirtinto stovo, ant kurio yra kilnojamas spaustukas su raištuku, kuris sukasi aplink savo ašį. Kilnojamasis spaustukas gali judėti išilgai stovo ir būti pritvirtintas prie jo bet kurioje padėtyje su veržimo varžtu.

Ryžiai. 31. Rašytojas
Žymėjimo kompasas (33 pav.) naudojamas apskritimams ir apvalinimams ant pažymėto ruošinio piešti.

Ryžiai. 32. Reizmas

Ryžiai. 33. Žymėjimo kompasai
Tiksliam žymėjimui naudokite aukščio matuoklį (34 pav.). Strypas su milimetro skale yra tvirtai pritvirtintas prie masyvaus pagrindo. Išilgai strypo juda rėmas su nonija ir antrasis mikrometrinis padavimo rėmas. Abu rėmai ant strypo tvirtinami varžtais bet kurioje norimoje padėtyje. Prie rėmo spaustuku pritvirtinama keičiama raištelio kojelė.
Žymėjimo suportas naudojamas didelio skersmens apskritimams nubrėžti tiesioginiu dydžiu. Žymėjimo apkaba (35 pav.) susideda iš strypo su atspausdinta milimetro skale ir dviejų kojelių, kurių kojelė fiksuotai pritvirtinta ant koto, o kojelė yra judama ir gali judėti ant strypo. Kilnojama koja turi nonija. Į abi kojeles įsmeigtos grūdinto plieno adatos. Kilnojamos kojelės adata gali judėti aukštyn ir žemyn bei būti prispausta varžtu norimoje padėtyje.

Ryžiai. 34. Aukščio matuoklis

Ryžiai. 35. Žymėjimo suportas

Ryžiai. 36. Centro ieškiklis
Centrinis ieškiklis skirtas cilindrinio ruošinio galinio paviršiaus centrui nustatyti (36 pav.). Centrinis ieškiklis susideda iš kvadrato su lentynomis, išdėstytomis 90° kampu viena kitos atžvilgiu, ir kojelės, kurios vidinė pusė padalija stačią kvadrato kampą per pusę. Norint nustatyti centrą, centrinis ieškiklis sumontuotas taip, kad kvadratinės lentynos liestų ruošinio cilindrinį paviršių. Rašiklis nubrėžiamas išilgai vidinės kojos pusės, taip nubrėžiant skersmens liniją, tada centrinis ieškiklis pasukamas 90° ir uždedama antroji diametrinė linija. Šių linijų susikirtimo taškas bus cilindrinio ruošinio galinio paviršiaus centras.
Skalės aukščiamatis (37 pav.) naudojamas žymėjimui tais atvejais, kai reikia nustatyti rašiklio galiuką tam tikrame aukštyje. Jį sudaro fiksuota mastelio juosta, pritvirtinta prie ketaus kvadrato, judanti liniuotė, judanti išilgai kreipiamųjų pagrindų, ir tikslios linijos nukreipimo variklis. Žymėjimo metu stebėjimo variklis nustatomas taip, kad jo plona linija sutaptų su pagrindine ruošinio ašimi ir būtų užfiksuota šioje padėtyje. Po to kilnojamosios liniuotės nulinis padalijimas dedamas prieš ploną stebėjimo variklio liniją ir ant kilnojamosios liniuotės nuskaitomas atstumas (aukštis) nuo pagrindinės ruošinio ašies iki kitų ašių.
Centrinis perforatorius naudojamas mažiems įdubimams ruošinio žymėjimo linijose padaryti, kad šios linijos būtų aiškiai matomos ir nebūtų ištrintos apdirbant ruošinį. Perforatorius (38 pav.) pagamintas iš įrankinio plieno strypo pavidalo, kurio vidurinėje dalyje yra įpjova. Centrinio perforatoriaus apatinio galo darbinė dalis yra pagaląsta 45-60 ° kampu ir grūdinta, o viršutinis galas yra smogtuvas, į kurį perforuojant smogiama plaktuku.
Žymėjimo įrenginiai. Siekiant apsaugoti ženklinimo plokštelės paviršių nuo įbrėžimų, įbrėžimų, taip pat sukurti stabilią padėtį žymint dalis, kurios neturi plokščio pagrindo, bei palengvinti ženklinimo procesą, naudojami ketaus įdėklai (39 pav.). , a), įvairių formų kėlikliai (39 pav., b) ir žymėjimo dėžės (39 pav., c). Taip pat naudojami kvadratai, spaustukai ir reguliuojami pleištai.
Žymėjimo procesas atliekamas taip. Pažymėtų ruošinių paviršiai nuvalomi nuo nešvarumų, dulkių ir riebalų. Tada uždenkite plonu kreidos sluoksniu, atskiestu vandeniu, pridedant sėmenų aliejaus ir sausiklio arba medienos klijų. Gerai apdoroti paviršiai kartais padengiami vario sulfato tirpalu arba greitai džiūstančiais dažais ir lakais. Kai užteptas kreidos ar dažų sluoksnis išdžius, galite pradėti žymėti. Žymėjimas gali būti padarytas pagal brėžinį arba šabloną.

Ryžiai. 37. Mastelio aukščio matuoklis
Ryžiai. 38. Punch
Ruošinio žymėjimo procesas pagal brėžinį atliekamas tokia seka:
- paruoštas ruošinys montuojamas ant ženklinimo lentelės;
- ant ruošinio paviršiaus užtepamos pagrindinės linijos, pagal kurias galima nustatyti kitų linijų ar skylių centrų padėtį;
- pritaikykite horizontalias ir vertikalias linijas pagal brėžinio matmenis, tada suraskite centrus ir nubrėžkite apskritimus, lankus ir įstrižas linijas;
- išilgai linijų, nubrėžtų centriniu perforatoriumi, išmušamos mažos įdubos, atstumas tarp kurių, priklausomai nuo paviršiaus būklės ir ruošinio dydžio, gali būti nuo 5 iki 150 mm.

Ryžiai. 39. Ženklinimo įtaisai:
a - pamušalai, b - doykratiki, c - žymėjimo dėžės
Plokščiam vienodų dalių žymėjimui patartina naudoti šabloną. Šis ženklinimo būdas susideda iš to, kad ant ruošinio uždedamas plieninis šablonas, o jo kontūrai apibrėžiami ant ruošinio su rašikliu.
metalo pjovimas
Pjovimas ant stendo naudojamas metalo pertekliui pašalinti tais atvejais, kai nereikia didelio tikslumo, taip pat grubiai išlyginti grubius paviršius, pjauti metalą, nupjauti kniedes, pjauti įpjovas ir kt.
Pjaustymo įrankiai. Metalo pjovimo įrankiai yra kaltai ir skersiniai pjaustytuvai, o mušamasis – plaktukas.
Kaltas (40 pav., a) pagamintas iš U7A įrankių plieno ir išimties tvarka U7, U8 ir U8A. Kaltų ašmenų plotis nuo 5 iki 25 mm. Ašmenų galandimo kampas parenkamas priklausomai nuo apdirbamo metalo kietumo. Pavyzdžiui, pjaustant ketų ir bronzą, galandimo kampas turi būti 70°, plieną 60°, žalvarį ir varį 45°, aliuminį ir cinką 35°. Kalto geležtė pagaląsta ant švitrinio rato, kad nuožulniai būtų vienodo pločio ir vienodo pasvirimo kampo kalto ašies atžvilgiu. Galandimo kampas tikrinamas šablonu arba goniometru.

Ryžiai. 40. Metalo pjovimo įrankiai:
a - kaltas, b - skersinis pjovimo įrankis, c - šaltkalvio plaktukas
Kreutzmeysel (40 pav., b) naudojamas pjaunant griovelius, pjauti kniedes, iš anksto išpjauti griovelius vėlesniam pjovimui plačiu kaltu.
Kad skersinis pjūvis neužstrigtų pjaunant siaurais grioveliais, jo ašmenys turi būti platesni nei įtraukta dalis. Skersinio pjovimo ašmenų galandimo kampai yra tokie patys kaip kalto. Skersinio pjūvio ilgis yra nuo 150 iki 200 mm.
Šaltkalvio plaktukas (40 pav., b). Pjaunant dažniausiai naudojami 0,5-0,6 kg sveriantys plaktukai. Plaktukas pagamintas iš įrankinio plieno U7 ir U8, o jo darbinė dalis yra termiškai apdorojama (grūdinimas ir grūdinimas). Plaktukai būna su apvaliomis ir kvadratinėmis galvutėmis. Plaktuko rankenos gaminamos iš kietos medienos (ąžuolo, beržo, klevo ir kt.). Vidutinio svorio plaktukų rankenų ilgis yra nuo 300 iki 350 mm.
Norėdami pagerinti produktyvumą Pastaruoju metu pradėjo vykdyti kirtimų mechanizavimą naudojant pneumatinius plaktukus, dirbdami veikiant iš kompresorinio agregato sklindančiam suslėgtam orui.
Rankinis pjovimo procesas yra toks. Ruošinys arba dalis, kurią reikia nupjauti, yra suspausta į veržlę taip, kad pjovimo žymėjimo linija būtų nasrų lygyje. Pjovimas atliekamas kėdės spaustuve (41 pav., a) arba, kraštutiniais atvejais, sunkia lygiagrečia veržle (41.6 pav.). Pjovimo metu kaltas turi būti pasviręs nuo nupjauto ruošinio paviršiaus 30–35 ° kampu. Plaktukas smogiamas taip, kad plaktuko smogtuvo centras atsitrenktų į kalto galvutės centrą, o reikia atidžiai žiūrėti tik į kalto geležtę, kuri turi būti perkelta tiksliai išilgai žymėjimo linijos ruošinio pjovimui.

Ryžiai. 41. Vise:
a - kėdė, 6 - lygiagreti
Pjaunant keliais kalto judesiais nupjaunamas storas metalo sluoksnis. Norint pašalinti metalą kaltu nuo plataus paviršiaus, pirmiausia skersiniu pjūviu nupjaunami grioveliai, tada kaltu nupjaunami susidarę išsikišimai.
Norėdami palengvinti darbą ir gauti lygų paviršių pjaunant varį, aliuminį ir kitus klampius metalus, periodiškai sudrėkinkite kalto geležtę muiluotu vandeniu arba aliejumi. Pjaunant ketų, bronzą ir kitus trapius metalus, ruošinio kraštai dažnai nulūžta. Kad nesuskiltų, prieš pjaustant šonkauliai padaromi nuožulniai.
Lakštinė medžiaga pjaunama ant priekalo ar ant lėkštės kaltu su užapvalintais ašmenimis ir ar man tai daryti pirma? išilgai žymėjimo linijos lengvais smūgiais iškirpkite įpjovą, o tada stipriais smūgiais nupjaukite metalą.
Pagrindinė šaltkalvio darbo vietos įranga yra darbastalis (42 pav., a, b), kuris yra tvirtas, stabilus 0,75 aukščio ir 0,85 m pločio stalas Darbo stalo dangtis turi būti pagamintas iš lentų, kurių storis ne mažesnis kaip 50 mm. . Iš viršaus ir iš šonų darbo stalas apmuštas lakštiniu plienu. Ant darbastalio sumontuota kėdė arba sunki lygiagreti veržlė. Stalas turi stalčius metalo apdirbimo įrankiams, brėžiniams ir ruošiniams bei detalėms laikyti.
Prieš pradėdamas darbą, šaltkalvis privalo patikrinti šaltkalvio įrankius. Rasti įrankių defektai pašalinami arba pakeičiami tinkamu, netinkamu darbui įrankiu. Griežtai draudžiama dirbti su plaktuku, kurio smogiko paviršius yra įstrižas arba numuštas, dirbti su kaltu įstrižais ar nuleista galva.

Ryžiai. 42. Šaltkalvio darbo vieta:
a - vienas darbo stalas, b - dviejų žmonių darbastalis
Kad apsaugotų akis nuo skeveldrų, šaltkalvis turi dirbti su akiniais. Norint apsaugoti kitus nuo skrendančių skeveldrų, įrengiamas darbo stalas metalinis tinklelis. Darbastalis turi būti tvirtai pasodintas ant grindų, o spaustukai turi būti gerai pritvirtinti prie darbastalio. Neįmanoma dirbti ant prastai sumontuotų darbastalių, taip pat ant palaidų veržlių, nes tai gali susižaloti ranką, be to, ji greitai pavargsta.
Metalo tiesinimas ir lenkimas
Šaltkalvio redagavimas dažniausiai naudojamas ruošinių ir dalių išlenktai formai išlyginti. Tvarstymas atliekamas rankiniu būdu arba tiesinimo ritinėliais, presais, tiesinimo ir kampinio tiesinimo staklėmis ir kt.
Rankinis apdirbimas atliekamas ant tiesios ketaus plokštės arba ant kalvio priekalo metalo apdirbimo mediniais ar metaliniais plaktukais. Plona lakštinė medžiaga koreguojama ant tinkamų plokščių. Tiesinant lakštinę medžiagą, kurios storis mažesnis nei 1 mm, lakštams išlyginti ant tiesinimo plokštės naudojami mediniai arba plieniniai strypai. Redaguojant lakštus, kurių storis didesnis nei 1 mm, naudojami mediniai arba metaliniai plaktukai.
Rankiniu būdu redaguojant lakštinę medžiagą, pirmiausia identifikuojami visi iškilimai ir pažymimi kreida, tada lapas dedamas ant tinkamos plokštės taip, kad iškilimai būtų viršuje. Po to jie pradeda smogti plaktuku nuo vieno lakšto krašto išsipūtimo kryptimi, o tada nuo kito krašto. Plaktuko smūgiai turi būti ne labai stiprūs, bet dažni. Plaktukas turi būti tvirtai laikomas ir trenkti į paklodę centrine smogtuvo dalimi, vengiant jokių iškraipymų, nes ant lapo gali atsirasti įlenkimų ar kitų defektų, jei smūgiai yra neteisingi.
Juostos medžiaga dešinėse plokštėse koreguojama plaktuko smūgiais; apvalios juostos medžiaga tiesinama specialia tiesinimo ir dydžio nustatymo mašina.
Įlenkimai ant automobilio sparnų, variklio dangčio ir kėbulo pirmiausia ištiesinami garbanotomis svirtimis, po to po įdubimu įtaisomas ruošinys arba įtvaras ir įlenkimas ištiesinamas metalinio ar medinio plaktuko smūgiais.
Metalo lankstymas naudojamas norint išgauti reikiamą gaminių formą iš lakštinės, strypinės medžiagos, taip pat iš vamzdžių. Lenkimas atliekamas rankiniu arba mechaniniu būdu.
Lankstant rankomis, į armatūrą įmontuojamas iš anksto pažymėtas metalo lakštas ir suspaudžiamas veržle, po to mediniu plaktuku smogiama iš armatūros išsikišusi dalis.
Vamzdžiai lenkiami rankiniu būdu arba mechaniškai. Dideli vamzdžiai (pavyzdžiui, duslintuvo vamzdis) dažniausiai sulenkiami įkaitinant posūkiuose. Mažų dydžių vamzdžiai (elektros sistemų ir stabdžių vamzdžiai) yra sulenkti šaltoje būsenoje. Kad lenkimo metu vamzdžio sienelės nesuplotų, o skerspjūvis nepasikeistų lenkimo vietose, vamzdis iš anksto užpilamas smulkiu sausu smėliu, kanifolija arba švinu. Norint gauti normalų apvalinimą, o vamzdis lenkimo vietoje buvo apvalus (be raukšlių ir įlenkimų), reikia pasirinkti tinkamą lenkimo spindulį (didesnis vamzdžio skersmuo atitinka didesnį spindulį). Šaltam lenkimui vamzdžiai turi būti iš anksto atkaitinti. Atkaitinimo temperatūra priklauso nuo vamzdžio medžiagos. Pavyzdžiui, variniai ir žalvariniai vamzdžiai atkaitinami 600–700 °C temperatūroje, po to aušinami vandenyje, aliuminis – 400–580 °C temperatūroje, po to – oru, plienas – 850–900 °C, po to aušinant ore.

Ryžiai. 43. Ritininis vamzdžių lenktuvas
Vamzdžių lenkimas atliekamas naudojant įvairius prietaisus. Ant pav. 43 parodytas ritininis tvirtinimas.Mechaninis vamzdžių lenkimas atliekamas vamzdžių lenkimo, briaunų lankstymo staklėmis, universaliais lenkimo presais.
metalo pjovimas
Pjaunant metalą naudojami įvairūs įrankiai: vielos pjaustytuvai, žirklės, metaliniai pjūklai, vamzdžių pjaustytuvai. Konkretaus įrankio naudojimas priklauso nuo apdirbamo ruošinio ar detalės medžiagos, profilio ir matmenų. Pavyzdžiui, vielai pjauti naudojamos vielos pjaustyklės (44 pav., a), kurios gaminamos iš U7 arba U8 klasės įrankinio plieno. Pjovimo replių žandikauliai grūdinami, po to žemai (kaitinant iki 200 °C ir lėtai aušinant).

Ryžiai. 44. Metalo pjovimo įrankiai: a - vielos pjaustytuvai, b - kėdžių žirklės, c - svirties žirklės
Lakštinei medžiagai pjauti naudojamos rankinės, kėdės, svirties, elektrinės, pneumatinės, giljotininės, diskinės žirklės. Plona lakštinė medžiaga (iki 3 mm) dažniausiai pjaunama rankinėmis arba kėdžių žirklėmis (44 pav., b), o stora (nuo 3 iki 6 mm) – svirtimi (44 pav., c). Tokios žirklės gaminamos iš anglinio įrankių plieno U8, U10. Žirklių pjovimo briaunos sukietėja. Žirklių pjovimo briaunų galandimo kampas paprastai neviršija 20-30°.
Pjaunant žirklėmis, tarp žirklių ašmenų dedamas iš anksto pažymėtas metalinis lakštas, kad žymėjimo linija sutaptų su viršutine žirklių ašmenimis.
Vis plačiau naudojamos elektrinės ir pneumatinės žirklės. Elektrinių žirklių korpuse yra elektrinis variklis (45 pav.), kurio rotorius sliekinės pavaros pagalba suka ekscentrinį volelį, prie kurio prijungtas švaistiklis, varantis judantį peilį. Apatinis fiksuotas peilis yra standžiai sujungtas su žirklių korpusu.

Ryžiai. 45. Elektrinės žirklės I-31
Pneumatinės žirklės veikia suspausto oro įtakoje.
Mechaniškai varomos giljotininės žirklės pjausto iki 40 mm storio plieno lakštus. Apvalios žirklės pjausto iki 25 mm storio lakštinę medžiagą tiesiomis arba lenktomis linijomis.
Mažiems ruošiniams ar detalėms pjauti naudojami rankiniai ir elektromechaniniai metaliniai pjūklai.
Rankinis pjūklas (46 pav.) – tai plieninis stumdomas rėmas, vadinamas mašina, kuriame sustiprintas plieninis metalo pjūklo geležtė. Pjūklo geležtė yra iki 300 mm ilgio, 3–16 mm pločio ir 0,65–0,8 mm storio plokštės formos. Pjūklo geležtės dantys išauginami skirtingomis kryptimis taip, kad pjovimo metu susidariusio pjūvio plotis būtų 0,25–0,5 mm didesnis už pjūklo geležtės storį.
Pjūklo geležtės yra su mažais ir dideliais dantimis. Pjaunant plonasienes detales, plonasienius vamzdžius ir plonus profilius valcuotus gaminius, naudojami peiliukai su smulkiais dantukais, o minkštiems metalams ir ketui pjauti - dideliais dantimis.
Pjūklo geležtė mašinoje sumontuota dantukais į priekį ir įtempta, kad darbo metu nesikreiptų. Prieš pradedant darbą, ruošinys ar dalis, kurią reikia pjauti, sumontuojama ir įspaudžiama į spaustuką taip, kad žymėjimo linija (pjovimo linija) būtų kuo arčiau spaustukų nasrų.
Eksploatacijos metu šaltkalvis turi laikyti metalinį pjūklą už rankenos dešine ranka, o kairė ranka turi gulėti ant priekinio mašinos galo. Atitraukiant metalinį pjūklą nuo savęs, daromas darbinis smūgis. Šiuo judesiu reikia paspausti, o pajudinus metalinį pjūklą atgal, t.y., pajudėjus link savęs, įvyksta tuščiosios eigos smūgis, kurio spaudimo daryti nereikėtų.
Rankinio metalinio pjūklo darbas yra neproduktyvus ir varginantis darbuotoją. Elektromechaninių metalinių pjūklų naudojimas labai padidina darbo našumą. Elektromechaninio metalinio pjūklo įtaisas parodytas fig. 47. Metalo pjūklo korpuse yra elektros variklis, kuris suka veleną ant kurio sumontuotas būgnas.

Ryžiai. 47. Elektromechaninis metalo pjūklas
Būgnelis turi spiralinį griovelį, kuriuo juda kaištis, pritvirtintas slankikliu. Prie slankiklio pritvirtintas metalo pjūklo geležtė. Kai veikia elektros variklis, būgnas sukasi, o prie slankiklio pritvirtintas metalo pjūklo geležtė, judėdamas atgal, pjauna metalą. Strypas skirtas sustabdyti įrankį veikimo metu.
Pjūklo geležtė.

Ryžiai. 46. Pjūklas:
1 - mašina, 2 - fiksuotas auskaras, 3 - rankena, 4 - pjūklo geležtė, 5 - padidinamasis stiklas, 6 - ėriena, 7 - kilnojamas auskaras

Ryžiai. 48. Vamzdžių pjaustytuvas
Vamzdžių pjaustymui naudojamas vamzdžių pjaustytuvas. Jį sudaro laikiklis (48 pav.) su trimis diskiniais priekiniais dantukais, kurių dantys yra fiksuoti, o smilkiniai yra judantys, ir ant sriegio pritvirtintos rankenos. Dirbant vamzdžio pjaustytuvas uždedamas ant vamzdžio, pasukant rankenėlę judinamas diskas, kol susiliečia su vamzdžio paviršiumi, tada, sukdami vamzdžio pjaustytuvą aplink vamzdį, jį nupjauna.
Vamzdžiai ir profilio medžiaga taip pat pjaunami juostiniais arba diskiniais pjūklais. Juostinio pjūklo LS-80 įtaisas parodytas fig. 49. Ant pjūklo guolio yra stalas su pjūklo geležtės praėjimui (juostai) skirta anga. Apatinėje lovos dalyje yra elektrinis variklis ir pjūklo varomasis skriemulys, o viršutinėje lovos dalyje – varomas skriemulys. Naudodami rankinį ratą, pjūklo diskas traukiamas.
Diskiniuose pjūkluose vietoj pjovimo juostos yra pjovimo diskas. Diskinių pjūklų ypatybė yra galimybė pjauti profilinį metalą bet kokiu kampu.
Ploni šlifavimo diskai taip pat naudojami grūdintam plienui ir kietiesiems lydiniams pjauti.
metalo padavimas
Dydis yra vienas iš metalo apdirbimo būdų, kurį sudaro metalo sluoksnio pašalinimas nuo ruošinio ar detalės, norint gauti norimas formas, dydžius ir paviršiaus apdailą.
Šio tipo apdorojimas atliekamas specialiu metalo apdirbimo įrankiu, vadinamu dilde. Dildės gaminamos iš įrankių plieno U12, U12A, U13 arba U13A, ShKh6, ShKh9, ShKh15 su privalomu grūdinimu. Pagal skerspjūvio formą dildės skirstomos į plokščias (50 pav., a), pusapvales (50.6 pav.), kvadratines (50 pav., c), trikampes (50 pav., d), apvalias (50 pav. 50 pav., e ) ir kt.
Pagal įpjovos tipą dildės būna su viengubais ir dvigubais įpjovomis (51 pav., a, b). Dildės su viena įpjova naudojamos minkštųjų metalų (švino, aliuminio, vario, babbito, plastiko) dildymui, dildės su dviguba įpjova – kietiems metalams apdirbti. Priklausomai nuo įpjovų skaičiaus 1 linijoje. cm, failai suskirstyti į šešis skaičius. Nr. 1 yra failai su dideliu įpjovimu su dantų skaičiumi nuo 5 iki 12, vadinamieji "niekšų failai". Dilelės su įpjova Nr. 2 turi dantų skaičių nuo 13 iki 24, jos vadinamos „asmeninėmis“. Vadinamosios „aksominės“ dildės turi smulkią įpjovą – Nr.3, 4, 5, 6, gaminamos su dantų skaičiumi nuo 25 iki 80.

Ryžiai. 49. Juostinis pjūklas LS-80

Ryžiai. 50. Failai ir jų paraiška (kairėje):
a - plokščias, o - pusapvalis, c - kvadratas, d - trikampis, d - apvalus
Grubiam dildymui, kai reikia pašalinti metalinį sluoksnį nuo 0,5 iki 1 mm, naudojamos bastard dildės, kurios vienu smūgiu gali pašalinti 0,08-0,15 mm storio metalinį sluoksnį.
Tais atvejais, kai po išankstinio grubaus dildymo bastard dildėmis reikia švariai ir tiksliai apdirbti ruošinį ar detalę, naudojamos asmeninės bylos, kuriomis vienu brūkštelėjimu galima pašalinti 0,02-0,03 mm storio metalo sluoksnį. .

Ryžiai. 51. Įpjovos failai:
a - vienvietis, b - dvigubas
Aksominės dildės naudojamos tiksliausiai apdoroti ir apdorotam paviršiui suteikti aukšto grynumo. Apdailai ir kitiems specialiems darbams naudojami failai, vadinami „adatinėmis dildėmis“. Jie turi mažiausią įpjovą. Minkštoms medžiagoms (medienai, odai, ragams ir kt.) paduoti naudojamos dildės, kurios vadinamos raspomis.
Dildės pasirinkimas priklauso nuo apdorojamo paviršiaus kietumo ir ruošinio ar detalės formos. Norint padidinti dildžių tarnavimo laiką, būtina imtis priemonių, apsaugančių jas nuo vandens, alyvos, nešvarumų. Po darbo dildės įpjovą reikia nuvalyti metaliniu šepetėliu nuo purvo ir pjuvenų, įstrigusių tarp įpjovos dantų. Saugojimui failai dedami į įrankių dėžes vienoje eilėje, neleidžiant joms liesti vienas kito. Kad dildė darbo metu nesuteptų, įpjova įtrinama aliejumi arba sausa medžio anglimi.
Failavimo būdai. Dilinimo produktyvumas ir tikslumas daugiausia priklauso nuo to, kaip suderinti dešinės ir kairės rankų judesiai, taip pat nuo dildės daromo spaudimo ir šaltkalvio kūno padėties. Duodamas montuotojas atsistoja ant spaustuko šono maždaug 200 mm atstumu nuo darbastalio krašto, kad rankos judėtų laisvai. Šaltkalvio korpuso padėtis yra tiesi ir pasukta 45° spaustuko išilginės ašies atžvilgiu.
Dildė paimama už rankenos dešine ranka taip, kad nykštys būtų viršuje išilgai rankenos, o likę pirštai susegtų ją iš apačios. Kairiarankis turi būti dedamas delnu per viršutinį failo priekinio galo paviršių.
Dildės judėjimas turi būti griežtai horizontalus, o rankų spaudimo jėga turi būti reguliuojama atsižvelgiant į dildės atramos tašką apdorojamame paviršiuje. Jei atramos taškas yra dildės viduryje, tada spaudimo jėga abiem rankomis turi būti vienoda. Perkeldami failą į priekį, turite padidinti dešinės rankos spaudimą ir, priešingai, sumažinti kairiąją. Failo judėjimas atgal turi būti be spaudimo.
Dilinant ant apdorojamo paviršiaus lieka dildės dantų pėdsakų, vadinamų potėpiais. Potėpiai, priklausomai nuo dildės judėjimo krypties, gali būti išilginiai arba skersiniai. Dilinimo kokybę lemia tai, kaip tolygiai išdėstyti potėpiai. Norint gauti pra-ail pjautinį paviršių, tolygiai padengtą potėpiais, naudojamas skersinis dildymas, kurį sudaro iš pradžių pjovimas lygiagrečiais judesiais iš dešinės į kairę, o po to iš kairės į dešinę (52 pav., a).
Po grubaus padavimo darbo kokybė prieš šviesą tikrinama tiesiuoju briaunu, kuris uždedamas išilgai, skersai ir įstrižai apdirbamos plokštumos. Jei klirensas yra toks pat arba jo nėra, padavimo kokybė laikoma gera.
Tikslesnis būdas yra patikrinti, ar nėra dažų. apdorotą paviršių, o tada, lengvai paspausdami dalį, jie perkelia jį per visą plokštę ir pašalinami. Jei dažų pėdsakai tolygiai pasiskirsto visame detalės paviršiuje, laikoma, kad padavimas atliktas teisingai.
Plonos apvalios dalys padaliuojamos taip. Trikampio pjūvio medinė trinkelė suspaudžiama į spaustuką, į kurį įdedama pjautinė dalis, o jos galas – rankiniu spaustuku (52 pav., b). Dilinant rankiniai spaustukai kartu su juose pritvirtinta dalimi pamažu sukami kaire ranka.
Duodami kelias plokštumas, esančias viena kitos atžvilgiu 90 ° kampu, elkitės taip. Pirmiausia plačios priešingos plokštumos apdorojamos kryžminiu padavimu ir patikrinamas lygiagretumas. Po to viena iš siaurų plokštumų yra paduota išilginiais potėpiais. Jo apdirbimo kokybė tikrinama liniuote tarpas, kampai suformuoti su plačia plokštuma – kvadratu. Tada nupjaunamos likusios plokštumos. Siauros plokštumos tarpusavio statmenumui tikrinamos kvadratu.
Dildant detales iš plono lakštinio metalo, pirmiausia paviršiniais šlifuokliais apdorojamos plačios plokštumos, po to detalės sujungiamos į pakuotes ir įprastu būdu dildomos jų briaunos.
Tiesios formos porankių pjovimas paprastai prasideda nuo įdėklų gamybos, o tik po to pereikite prie porankių. Pirmiausiai iškalami išoriniai porankio kraštai, po to pažymimas angos centras ir kontūrai, po žymėjimo išgręžiama apvali skylė, kad skylės kraštai būtų ne mažiau kaip I-2 mm atstumu nuo žymėjimo linijų. Po to atliekamas išankstinis skylės (rankos angos) padavimas ir jos kampuose apipjaustymas adatine dilde.

Ryžiai. 52. Dilinimo paviršiai:
a - platus plokščias, b - cilindrinis
Tada jie pereina prie galutinio apdorojimo, pirmiausia uždedami dvi viena kitai lygiagrečias rankenos angos puses, po to pagal šabloną padalijama gretima pusė, o po to kita priešinga, lygiagreti jai. Pažymėkite porankio skylę keliomis šimtosiomis milimetro dalimis, mažesnę nei įdėklo dydis. Kai porankio anga bus paruošta, sureguliuokite (tiksliai priglunda prie dalių) išilgai įdėklo.
Po montavimo įdėklas turi tilpti į porankio angą ir neturėti tarpų sąlyčio su juo vietose.
Identiškos dalys yra pagamintos dildant išilgai kopijavimo aparato-laidininko. Kopijuoklis-laidininkas yra įrenginys, kurio darbinių paviršių kontūras atitinka pagamintos detalės kontūrą.
Dilinant išilgai kopijavimo aparato-laidininko, ruošinys kartu su kopijavimo aparatu suspaudžiamas į spaustuką (53 pav.), o ruošinio dalys, išsikišusios už kopijavimo aparato kontūro, yra apipilamos. Šis apdirbimo būdas padidina darbo našumą, kai dildomos detalės, pagamintos iš plonos lakštinės medžiagos, kurios vienu metu suspaudžiamos į spaustuką keletą dalių.
Pjovimo proceso mechanizavimas. Remonto įmonėse rankinis padavimas pakeičiamas mechanizuotu, atliekamu degalinėse. staklės specialių prietaisų, elektrinių ir pneumatinių šlifuoklių pagalba. Lengvose nešiojamose staklėse yra labai patogus elektrinis šlifuoklis I-82 (54 pav., a) ir pneumatinis šlifuoklis ShR-06 (54.6 pav.), ant kurio veleno yra abrazyvinis diskas. Ašį varo pneumatinis rotacinis variklis.
Paviršiams dildyti sunkiai pasiekiamose vietose naudojama mechaninė dildė (54 pav., c), maitinama elektrine pavara su lanksčiu velenu, sukančiu antgalį /. Antgalio sukimasis per volelį ir sliekinę pavarą perduodamas į ekscentriką 2. Sukimosi metu ekscentrikas informuoja stūmoklį 3 ir prie jo pritvirtintą dildę slenkamuoju judesiu.
Pjovimo sauga. Pjaunamas ruošinys turi būti tvirtai įspaustas į spaustuką, kad darbo metu jis negalėtų pakeisti savo padėties ar iššokti iš veržlės. Dilelės turi būti su medinėmis rankenomis, ant kurių sumontuoti metaliniai žiedai. Rankenos tvirtai priglunda prie dildės kotelių.
Dilinimo metu susidariusios drožlės pašalinamos plaukų šepečiu. Mechanikui griežtai draudžiama plikomis rankomis pašalinti drožles arba jas nupūsti, nes tai gali susižaloti rankas ir akis.

Ryžiai. 53. Padavimas kopijavimo aparatu:
1 - kopijuoklio juostelė, 2 - nuimamas sluoksnis

Ryžiai. 54. Mechanizuoto padavimo įrankiai:
a - elektrinis malūnėlis I-82, 6 - pneumatinis šlifuoklis ShR-06, c - mechaninė dildė
Dirbdami su nešiojamaisiais elektriniais įrankiais pirmiausia turite patikrinti jų įžeminimo patikimumą.
grandymas
Grandymas – tai labai plono metalo sluoksnio pašalinimas nuo nepakankamai lygaus paviršiaus specialiu įrankiu – grandikliu. Grandymas – tai galutinis (tikslus) sujungimo mašinos dalių, slydimo guolių korpusų, velenų, kalibravimo ir žymėjimo plokščių ir kt. paviršių apdaila, siekiant užtikrinti tvirtą jungiamųjų dalių prigludimą.
Grandikliai pagaminti iš daug anglies turinčio įrankių plieno U12A arba U12. Dažnai grandikliai gaminami iš senų failų, iš jų pašalinus įpjovą švitriniu ratuku. Pjaunamoji grandiklio dalis grūdinama be vėlesnio grūdinimo, kad būtų užtikrintas didelis kietumas.
Grandiklis pagaląstas ant švitrinio rato taip, kad galandimo smūgiai būtų skersai ašmenų. Siekiant išvengti stipraus ašmenų įkaitimo galandimo metu, grandiklis periodiškai aušinamas vandenyje. Po galandimo grandiklio ašmenys sureguliuojami ant šlifavimo šlifavimo akmenų arba ant abrazyvinių diskų, kurių paviršius padengtas mašinine alyva.
Grandikliai būna su vienu arba dviem pjovimo galais, pirmieji vadinami vienpusiais, antrieji – dvipusiais. Pagal pjovimo galo formą grandikliai skirstomi į plokščiuosius (55 pav., a), trikampius (55 pav., b) ir forminius.
Plokštieji vienpusiai grandikliai yra tiesiu arba nulenktu galu; jie naudojami lygiems griovelių ir griovelių paviršiams grandyti. Lenktiems paviršiams grandyti (apdorojant įvores, guolius ir pan.) naudojami trikampiai grandikliai.
Forminiai grandikliai skirti forminiams paviršiams, sudėtingų profilių griovelių, griovelių, griovelių ir tt grandymui. Forminis grandiklis – tai plieninių plokščių rinkinys, kurio forma atitinka apdorojamo paviršiaus formą. Plokštės montuojamos ant metalinio laikiklio. grandiklis ir pritvirtintas prie jo veržle.
Paviršiaus apdorojimo grandymo kokybė tikrinama ant paviršiaus plokštės.
Priklausomai nuo apdirbamo plokščio paviršiaus ilgio ir pločio, grandymo pašalpa turi būti nuo 0,1 iki 0,4 mm.
Apdorojamas ruošinio arba ruošinio paviršius staklės arba padavimas.
Po išankstinio apdorojimo prasideda grandymas. Kalibravimo plokštės paviršius padengtas plonu dažų sluoksniu (raudonu švinu, mėlynu arba aliejumi praskiestų suodžių). Apdorojamas paviršius atsargiai nušluostomas skudurėliu, atsargiai uždedamas ant paviršiaus plokštės ir lėtai perkeliamas sukamaisiais judesiais, po to atsargiai nuimamas.
Dėl tokios operacijos visos paviršiuje išsikišusios sritys yra nudažytos ir aiškiai išskiriamos dėmėmis. Dažytos vietos (dėmės) kartu su metalu pašalinamos grandikliu. Tada apdorojamas paviršius ir etaloninė plokštė nuvalomi, plokštė vėl padengiama dažų sluoksniu, o ruošinys arba dalis vėl uždedama ant jo.

Ryžiai. 55. Rankiniai grandikliai:
a - tiesus plokščias vienpusis ir plokščias vienpusis su lenktu galu, b - trikampis
Naujai susidariusios dėmės ant paviršiaus vėl pašalinamos grandikliu. Dėmės kartotinių operacijų metu bus sumažintos, o jų skaičius padidės. Laužas tol, kol dėmės tolygiai pasiskirstys visame apdorojame paviršiuje ir jų skaičius atitiks specifikacijas.
Grandant lenktus paviršius (pavyzdžiui, guolio korpusą), vietoj kalibravimo plokštės naudojamas veleno kaklelis, kuris turi būti kartu su apdirbtu įvorės paviršiumi. Šiuo atveju guolio apvalkalas uždedamas ant veleno kaklelio, padengiamas plonu dažų sluoksniu, atsargiai apverčiamas, tada nuimamas, suspaudžiamas spaustukais ir nubraukiamas per dėmes.
Grandant grandiklis apdorojamo paviršiaus atžvilgiu nustatomas 25-30° kampu ir dešine ranka laikomas už rankenos prispaudžiant alkūnę prie kūno, o kaire ranka spaudžiamas grandiklis. . Grandymas atliekamas trumpais grandiklio judesiais, o jei grandiklis yra plokščias tiesus, tai jo judėjimas turi būti nukreiptas į priekį (nuo jūsų), plokščiu grandikliu sulenktu galu žemyn, judesys atliekamas atgal (į jus) , o su trikampiu grandikliu – į šoną.
Kiekvieno grandiklio judesio (judėjimo) pabaigoje jis nuplėšiamas nuo apdorojamo paviršiaus, kad neatsirastų įbrėžimų ir briaunų. Kad apdorojamas paviršius būtų lygus ir tikslus, kiekvieną kartą patikrinus, ar nėra dažų, grandymo kryptis keičiama taip, kad potėpiai susikirstų.
Šveitimo tikslumas nustatomas pagal tolygiai išdėstytų dėmių skaičių 25x25 mm2 apdoroto paviršiaus plote, uždedant ant jo valdymo rėmą. Vidutinis dėmių skaičius nustatomas patikrinus keletą apdoroto paviršiaus sričių.
Rankinis grandymas yra labai sunkus, todėl didelėse įmonėse pakeičiamas šlifavimu, tekėjimu arba atliekamas mechanizuotais grandikliais, kurių naudojimas palengvina darbą ir žymiai padidina jo našumą.

Ryžiai. 56. Mechanizuotas grandiklis
Mechanizuotas grandiklis varomas elektros varikliu (56 pav.) per lankstų veleną, viename gale sujungtą su pavarų dėže, o kitame su švaistikliu. Įjungus elektros variklį, švaistiklis pradeda suktis, o švaistiklis ir prie jo pritvirtintas grandiklis sukasi atgal. Be elektrinio grandiklio, naudojami pneumatiniai grandikliai.
Lapavimas
Latingas yra vienas tiksliausių apdoroto paviršiaus galutinės apdailos būdų, užtikrinantis aukštą apdirbimo tikslumą – iki 0,001-0,002 mm. Plyšimo procesas susideda iš ploniausių metalo sluoksnių pašalinimo abrazyviniais milteliais, specialiomis pastomis. Plyšimui naudojami abrazyviniai milteliai, pagaminti iš korundo, elektrokorundo, silicio karbido, boro karbido ir kt.. Smulkinimo milteliai pagal grūdelių dydį skirstomi į malimo miltelius ir mikromiltelius. Pirmieji naudojami grubiam šlifavimui, antrieji – preliminariai ir galutinei apdailai.
Norint šlifuoti besijungiančių dalių paviršius, pavyzdžiui, vožtuvus prie variklių lizdų, nipelius prie vožtuvų lizdų ir kt., daugiausia naudojamos GOI (Valstybinio optinio instituto) pastos. GOI pastos trina bet kokius metalus – tiek kietus, tiek minkštus. Šios pastos yra trijų tipų: stambios, vidutinės ir smulkios.
Grubi GOI pasta yra tamsiai žalia (beveik juoda), vidutinė yra tamsiai žalia, o smulki – šviesiai žalia. Užklijavimo įrankiai gaminami iš pilko smulkiagrūdžio ketaus, vario, bronzos, žalvario ir švino. Juostos forma turi atitikti dengiamo paviršiaus formą.
Apvyniojimas gali būti atliekamas dviem būdais: su ratu ir be jo. Paviršiai, kurie nesutampa vienas su kitu, pavyzdžiui, matuokliai, šablonai, kvadratai, plytelės ir kt., apdorojami naudojant juosmenį. Sujungimo paviršiai paprastai suklijuojami kartu nenaudojant juostos.
Žiedai yra judantys besisukantys diskai, žiedai, strypai arba fiksuotos plokštės.
Nekonjuguotų plokštumų šlifavimo procesas yra toks. Ant plokščios juostos paviršiaus užtepamas plonas abrazyvinių miltelių arba pastos sluoksnis, kuris po to plieniniu strypu arba valcavimo voleliu įspaudžiamas į paviršių.
Ruošiant cilindrinę juostelę, abrazyviniai milteliai lygiu plonu sluoksniu pilami ant grūdinto plieno plokštės, po to juosta voliojama išilgai juostos, kol abrazyviniai milteliai įspaudžiami į jo paviršių. Paruošta juosta įkišama į ruošinį ir lengvai spaudžiama perkeliama išilgai jo paviršiaus arba, atvirkščiai, ruošinys perkeliamas išilgai juosmens paviršiaus. Abrazyviniai miltelių grūdeliai, įspausti į juostą, nupjauna 0,001-0,002 mm storio metalinį sluoksnį nuo aptraukto detalės paviršiaus.
Ruošinio užlaida turi būti ne didesnė kaip 0,01–0,02 mm. Siekiant pagerinti šlifavimo kokybę, naudojami tepalai: variklio alyva, benzinas, žibalas ir kt.
Sujungimo dalys yra užklijuojamos be perdangos. Plonu sluoksniu atitinkamos pastos užtepami dengimui paruoštų detalių paviršiai, po to dalys sukamaisiais judesiais pradeda judėti viena per kitą viena ar kita kryptimi.
Rankinis klijavimo procesas dažnai pakeičiamas mechanizuotu.
Automobilių remonto dirbtuvės naudoja rotorinius, elektrinius grąžtus ir pneumatines stakles, kad šlifuotų vožtuvus į sėdynes.
Vožtuvas įžeminamas iki lizdo taip. Vožtuvas montuojamas į cilindrų bloko kreipiamąją įvorę, prieš tai ant vožtuvo koto uždėjus silpną spyruoklę ir veltinio žiedą, kuris apsaugo kreipiamąją įvorę, kad į ją nepatektų pastos. Po to vožtuvo darbinis nuožulnus sutepamas GOI pasta ir jie pradeda sukti vožtuvą rankiniu arba elektriniu grąžtu, padarydami trečdalį posūkio į kairę, o po to du ar tris posūkius į dešinę. Keičiant sukimosi kryptį, reikia sumažinti grąžto slėgį, kad vožtuvas, veikiamas ant koto uždėtos spyruoklės, pakiltų virš sėdynės.
Vožtuvas dažniausiai iš pradžių trinamas stambia pasta, o po to vidutine ir smulkia. Kai ant vožtuvo ir lizdo darbinio paviršiaus susidaro nuobodu pilka žiedo pavidalo juosta be dėmių, perdengimas laikomas baigtu. Po uždengimo vožtuvas ir lizdas kruopščiai nuplaunami, kad būtų pašalintos likusios pastos dalelės.
Gręžimas naudojamas apvalioms skylėms ruošiniuose arba dalyse išgauti. Gręžimas atliekamas gręžimo staklėmis arba mechaniniu (rankiniu), elektriniu arba pneumatiniu grąžtu. Pjovimo įrankis yra gręžtuvas. Grąžtai skirstomi į plunksninius grąžtus, spiralinius grąžtus, centrinius grąžtus, gręžtuvus gilioms skylėms gręžti ir kombinuotus grąžtus. Vandentiekyje daugiausia naudojami sukamieji grąžtai. Grąžtai gaminami iš įrankių anglies plieno U10A, U12A, taip pat iš legiruotojo chromo plieno 9XC, 9X ir greitaeigių P9 ir P18.
Sukamasis grąžtas (57 pav.) yra cilindrinio strypo formos su kūginiu darbiniu galu, kurio šonuose yra du sraigtiniai grioveliai, kurių pasvirimas yra 25-30 ° į išilginę grąžto ašį. Per šiuos griovelius lustai išleidžiami į išorę. uodegos skyrius gręžtuvas pagamintas cilindro arba kūgio formos. Galandimo kampas grąžto viršuje gali būti skirtingas ir priklauso nuo apdorojamos medžiagos. Pavyzdžiui, apdorojant minkštas medžiagas, ji turėtų būti nuo 80 iki 90 °, plienui ir ketui - 116-118 °, labai kietiems metalams - 130-140 °.
Gręžimo staklės. Remonto dirbtuvėse plačiausiai naudojamos vieno veleno vertikalios gręžimo staklės (58 pav.). Apdirbamas ruošinys ar dalis dedama ant stalo, kurį galima pakelti ir nuleisti varžtu. Stalas tvirtinamas prie lovos rankena reikiamame aukštyje. Sėjamoji yra sumontuota ir pritvirtinta prie veleno. Ašį varo elektros variklis per pavarų dėžę, automatinį padavimą atlieka padavimo dėžė. Vertikalus veleno judėjimas rankiniu būdu atliekamas smagračiu.
Rankinis grąžtas (59 pav.) susideda iš veleno, ant kurio yra kasetė, kūginės krumpliaračio (sudaryto iš didelių ir mažų krumpliaračių), fiksuotos rankenos, kilnojamos rankenos ir krūtinkaulio. Grąžtas įkišamas į griebtuvą ir pritvirtinamas. Gręždamas šaltkalvis kaire ranka laiko grąžtą už fiksuotos rankenos, o dešine sukasi kilnojamą rankeną, krūtinę remdamasis į seilinuką.

Ryžiai. 57. Sukamasis grąžtas:
1 - darbinė grąžto dalis, 2 - kaklelis, 3 - kotas, 4 - pėda, l - griovelis, 6 - rašiklis, 7 - kreipiamasis nuožulas (juosta), 8 - galinis galandimo paviršius, 9 - pjovimo briaunos, 10 - trumpiklis , 11 - pjovimo dalis

Ryžiai. 58. Vieno veleno vertikalaus gręžimo staklės 2135
Pneumatinis grąžtas (60 pav., a) veikia veikiant suslėgtam orui. Jį lengva naudoti dėl mažo dydžio ir svorio.
Elektrinis grąžtas (60 pav., b) susideda iš elektros variklio, krumpliaračio ir veleno. Ant veleno galo prisukamas griebtuvas, kuriame įspaudžiamas grąžtas. Ant korpuso yra rankenos, viršutinėje kūno dalyje yra seilinukas, skirtas pabrėžti darbo metu.
Gręžimas atliekamas arba pagal ženklinimą, arba pagal laidininką. Gręžiant išilgai žymėjimo, pirmiausia pažymima skylė, tada ji perforuojama aplink perimetrą ir centre. Po to ruošinys tvirtinamas spaustuve ar kitame įrenginyje ir pradedamas gręžimas. Gręžimas pagal žymėjimą paprastai atliekamas dviem etapais. Pirmiausia išgręžiama skylė iki ketvirtadalio skersmens gylio. Jei susidariusi skylė (ne kiaurymė) sutampa su pažymėtąja, gręžimas tęsiamas, kitu atveju grąžto montavimas koreguojamas ir tik po to tęsiamas gręžimas. Šis metodas yra labiausiai naudingas.

Ryžiai. 59. Rankinis grąžtas

Ryžiai. 60. Pneumatiniai (a) ir elektriniai (b) grąžtai:
1 - rotorius, 2 - statorius, 3 - kasetė, 4 - velenas, 5 - pavarų dėžė, 6 - gaidukas
Didelis identiškų dalių gręžimas atliekamas dideliu tikslumu pagal strypą (šabloną su tiksliai padarytomis skylėmis). Įrenginys uždedamas ant apdirbamo ruošinio ar detalės, o gręžiamos per strėlės skylutes. Įrenginys neleidžia gręžtuvui nukrypti, todėl skylės yra tikslios ir išdėstytos tinkamu atstumu. Kai gręžiate įsriegtą skylę, naudokite informaciniai vadovai pasirinkti grąžto skersmens dydį pagal sriegio tipą, taip pat atsižvelgiant į apdirbamos medžiagos mechanines savybes.
Grąžto lūžimo priežastys. Pagrindinės grąžto lūžimo priežastys gręžimo metu yra šios: grąžto nukrypimas į šoną, kevalų buvimas ruošinyje ar dalyje, grąžto griovelių užsikimšimas drožlėmis, netinkamas grąžto galandimas, blogas karščio gydymas grąžtas, bukas grąžtas.
Grąžto galandimas. Sėjamosios galandimas turi didelę įtaką gręžimo našumui ir kokybei. Grąžtai pagaląsti specialiomis staklėmis. Mažose dirbtuvėse grąžtai pagaląsti rankomis ant švitrinio šlifuoklio. Grąžto galandimo valdymas atliekamas specialiu šablonu, turinčiu tris paviršius a, b, c, (61 pav.).
Skylės įdubimas - vėlesnis (po gręžimo) skylių apdorojimas, kurį sudaro šlifavimo pašalinimas, nuožulnumas ir kūginės arba cilindrinės įdubos susidarymas skylės įleidimo angoje. Įgilinimas atliekamas specialiais pjovimo įrankiais – įdubomis. Pagal pjovimo dalies formą įdubimas skirstomas į cilindrinį ir kūginį (62 pav., a, b). Kūginiai įdubimai naudojami kūginėms įduboms gauti kniedžių galvutėms, įleidžiamiems sraigtams ir varžtams. Kūginiai įdubimai gali būti su 30, 60 ir 120° kampu viršuje.
Cilindrinės grimzlės apdoroja įvorių plokštumas, įdubas varžtų galvutėms, varžtus, varžtus, poveržles. Cilindrinis įdubimas turi kreipiamąjį kaištį, kuris telpa į apdirbamą angą ir užtikrina teisingą įdubimo kryptį. Įgilintuvai gaminami iš anglinio įrankių plieno U10, U11, U12.
Įgilinimas – tai vėlesnis skylių apdirbimas prieš iškalant specialiu įrankiu – įgilintuvu, kurio pjovimo dalis turi daugiau pjovimo briaunų nei grąžtas.
Pagal pjovimo dalies formą įdubimai yra spiraliniai ir tiesūs, pagal konstrukciją skirstomi į vientisus, montuojamus ir su įkišamais peiliais (63 pav., a, b, c). Pagal pjovimo briaunų skaičių įdubimai yra trijų ir keturių dantukų. Vienetinės įdubos turi tris ar keturias pjovimo briaunas, montuojamos – keturias pjovimo briaunas. Perdirbimas atliekamas gręžimo staklėmis, taip pat pneumatiniais ir elektriniais grąžtais. Zenkeriai tvirtinami taip pat, kaip ir grąžtai.
Presavimas – tai skylės apdaila, atliekama specialiu pjovimo įrankis vadinamas šlavimu.
Gręžiant skylę, grubaus presavimo skersmens nuolaida yra ne didesnė kaip 0,2-0,3 mm, o apdailai - 0,05-0,1 mm. Po perforavimo skylės dydžio tikslumas padidėja iki 2-3 klasės.

Ryžiai. 61. Grąžtų galandimo valdymo šablonas

Ryžiai. 62. Stalviršiai:
a - cilindrinis, b - kūginis
Pagal įjungimo būdą plunksnos skirstomos į mašinines ir rankines, pagal apdirbamos skylės formą – į cilindrines ir kūgines, pagal įrenginį – į vientisas ir surenkamas. Rąstai gaminami iš įrankių plieno.
Cilindriniai kietieji sričiai būna su tiesiu arba spiraliniu (spiraliniu) dantu, taigi ir tais pačiais grioveliais. Cilindriniai sraigtai su spiraliniu dantimi gali būti su dešiniuoju arba kairiuoju grioveliais (64 pav., a, b). Dirbtuvas susideda iš darbinės dalies, kaklelio ir koto (64 pav., c).

Ryžiai. 63. Zenkers:
a - kietas, b - montuojamas, i - su įkišamais peiliais

Ryžiai. 64. Cilindriniai svyravimai:
a - su dešiniuoju sraigtiniu grioveliu, b - su kairiuoju sraigtiniu grioveliu, c - pagrindinės sraigtinės dalys
Pjovimo, arba paėmimo, dalis yra kūginė, ji atlieka pagrindinį pjovimo darbą, kad pašalintų priedą. Kiekviena pjovimo briauna su plunksnavimo ašimi formuoja pagrindinį kampą plane Ф (64 pav., c), kuris paprastai yra 0,5-1,5 ° rankiniams plunksnams, o 3-5 ° mašininiams plėstuvams - kietiems metalams apdirbti ir 12-15 ° - minkštų ir klampių metalų apdirbimui. .
Įsiurbimo dalies pjovimo briaunos sudaro 2 kampą viršuje, žr. su besisukančia ašimi. Pjovimo dalies galas nuskleistas 45° kampu. Tai būtina norint apsaugoti pjovimo briaunų viršūnes nuo įtrūkimų ir įtrūkimų darbo metu.
Kalibruojanti sraigtuko dalis beveik nepjauna, susideda iš dviejų sekcijų: cilindrinės sekcijos, kuri skirta angai kalibruoti, slydimo kryptis ir sekcijos su atbuliniu kūgiu, skirtos sumažinti slydimo trintį. nuo skylės paviršiaus ir apsaugo skylę nuo išsivystymo.
Kaklas yra šlavimo dalis tarp darbinė dalis ir blauzda. Kaklo skersmuo yra 0,5-1 mm mažesnis nei kalibruojančios dalies skersmuo. Mašininiai plunksnai turi kūginius, o rankiniai – kvadratinius. Reamers yra vienodo ir nelygaus dantų žingsnio. Mašininiai plvsniai tvirtinami staklių velene kūginių įvorių ir šovinių pagalba, rankiniai plvsniai tvirtinami veržliarakčiu, kurio pagalba atliekamas pliūpsnis.
Kūginiai stulpeliai naudojami kūginėms skylėms iškalti Morzės kūgiui, metrinei kūgiui, kaiščiams, kurių kūgiškumas yra 1:50. Kūginiai sričiai gaminami dviejų arba trijų dalių rinkiniais. Trijų plunksnų rinkinys susideda iš grubios, tarpinės ir apdailos (65 pav., a, b, c). Dviejų plunksnų rinkinyje vienas yra pereinamasis, o kitas baigiamasis. Kūginiai sričiai gaminami su pjovimo dalimi per visą danties ilgį, kuri kartu yra ir kalibravimo dalis apdailos slydimui.
Diegimas rankomis ir mašinose. Rankinis diegimas atliekamas naudojant veržliaraktį, kuriame fiksuojamas vystymas. Naudojant rankiniu būdu, maži ruošiniai ar dalys tvirtinami spaustuve, o dideli apdorojami netvirtinus.
Pritvirtinus ruošinį ar detalę, pjovimo dalis įkišama į angą taip, kad sutaptų plėstuvo ir skylės ašys. Po to lėtai pasukite nuskaitymą pagal laikrodžio rodyklę; neįmanoma pasukti nuskaitymo priešinga kryptimi, nes gali atsirasti subraižymų. Įrengus mašiną mašinose, jos veikia taip pat, kaip ir gręžiant.

Ryžiai. 65. Kūginiai stulpeliai:
a - grubus, b - tarpinis, c - apdaila
Iškalant skyles plieniniai ruošiniai arba dalys, mineralinės alyvos naudojamos kaip tepalas; vario, aliuminio, žalvario dalyse - muilo emulsija. Ketaus ir bronzos ruošiniuose skylės gręžiamos sausai.
Norint gauti reikiamą skylės dydį ir paviršiaus apdailą, didelę reikšmę turi slankstelio skersmens pasirinkimas. Šiuo atveju atsižvelgiama į įrankiu pašalintų drožlių storį (2 lentelė).
Naudodami šią lentelę galite pasirinkti slydimo ir grimzlės skersmenį.
Pavyzdys. Būtina rankiniu būdu išvynioti 50 mm skersmens skylę. Norėdami tai padaryti, paimkite 50 mm skersmens apdailos ir grubų 50-0,07 = 49,93 mm plėstuvą.
Renkantis staklinį baigiamąjį plvimą, reikia atsižvelgti į išplėtimo dydį, t.
Apdorojant skylutes gręžtuvu, įdubimu ir slankikliu, reikia laikytis šių pagrindinių saugos taisyklių:
darbus atlikti tik tinkamose eksploatacinėse mašinose su reikiamomis apsaugomis;
prieš pradėdami dirbti, susitvarkykite drabužius ir galvos apdangalus. Dirbant drabužiai turi priglusti prie kūno be plevėsuojančių grindų, rankovių, diržų, kaspinų ir pan., turi būti tvirtai susagstomi.
Ilgi plaukai turi būti derinami su galvos apdangalu:
- grąžtas, įdubimas, slankiklis arba tvirtinimas yra tiksliai įmontuotas į mašinos veleną ir tvirtai pritvirtintas;
- Griežtai draudžiama iš susidariusios skylės pirštais išimti drožles ar jas nupūsti. Skiedras leidžiama šalinti kabliu ar šepečiu tik sustojus mašinai arba kai grąžtas įtrauktas;
- apdirbamas ruošinys ar dalis turi būti nejudingai sumontuota ant mašinos stalo ar plokštės įtaise; apdorojimo metu jo negalima laikyti rankomis;
- negalite įrankio sumontuoti sukimosi metu arba ranka patikrinti besisukančio grąžto aštrumo;
- dirbant su elektriniu grąžtu, jo korpusas turi būti įžemintas, darbuotojas turi būti ant izoliuotų grindų.
Sriegimas
Sriegimas – tai spiralinių griovelių gavimo procesas ant cilindrinių ir kūginių paviršių. Posūkių rinkinys, esantis išilgai gaminio spiralinės linijos, vadinamas sriegiu.
Sriegis yra išorinis ir vidinis. Pagrindiniai bet kurio sriegio elementai yra profilis, žingsnis, aukštis, išorinis, vidurinis ir vidinis skersmuo.

Ryžiai. 66. Srieginiai elementai
Sriegio profilis – tai ritės atkarpos, einančios per varžto arba veržlės ašį, forma (66 pav.). Sriegis (ritė) – sriegio dalis, susidaranti per vieną pilną profilio apsisukimą.
Sriegio žingsnis yra atstumas tarp dviejų panašių gretimų posūkių taškų, matuojamas lygiagrečiai sriegio ašiai, varžto arba veržlės ašiai.
Sriegio aukštis apibrėžiamas kaip atstumas nuo sriegio viršaus iki apačios.
Sriegio viršus yra ta sriegio profilio dalis, kuri yra didžiausiu atstumu nuo sriegio ašies (varžto arba veržlės ašies).
Sriegio pagrindas (įspaudimas) yra sriegio profilio atkarpa, esanti mažiausiu atstumu nuo sriegio ašies.
Sriegio profilio kampas yra kampas tarp dviejų sriegio profilio kraštų.
Išorinis sriegio skersmuo yra didžiausias skersmuo, išmatuotas sriegio viršuje plokštumoje, statmenoje sriegio ašiai.

Ryžiai. 67. Siūlų sistemos:
a - metrinė; b - colis, c - vamzdis
Vidutinis sriegio skersmuo yra atstumas tarp dviejų linijų, lygiagrečių varžto ašiai, kurių kiekviena yra skirtingu atstumu nuo sriegio viršaus ir slėnio apačios. Išorinių ir vidinių sriegių posūkių plotis, matuojamas išilgai vidutinio skersmens apskritimo, yra vienodas.
Vidinis sriegio skersmuo yra mažiausias atstumas tarp priešingų sriegio šaknų, matuojamas statmena sriegio ašiai.
Profiliai ir sriegių sistemos. Mašinų dalyse naudojami įvairūs sriegių profiliai. Labiausiai paplitę yra trikampiai, trapecijos ir stačiakampiai profiliai. Pagal susitarimą siūlai skirstomi į tvirtinimo ir specialius. Trikampis sriegis naudojamas detalių tvirtinimui (varžtų, smeigių, veržlių ir kt. sriegiai), jis dažnai vadinamas tvirtinimo detale. Trapeciniai ir stačiakampiai sriegiai naudojami ant judesio perdavimo mechanizmų dalių (šaltkalvio diskų varžtai, sraigtų pjovimo tekinimo staklės, keltuvai, domkratai ir kt.). R. Yra trys sriegių sistemos: metrinė, colio ir vamzdžio. Pagrindinis yra metrinis sriegis, kurio profilis yra lygiakraštis trikampis, kurio kampas viršūnėje yra 60 ° (67 pav., a). Kad montavimo metu neužstrigtų, varžtų ir veržlių sriegių viršūnės nupjaunamos. Metriniai siūlų dydžiai pateikiami milimetrais.
Vamzdžio sriegis yra plonas colių sriegis. Jo profilis toks pat kaip ir colio, jo kampas viršuje yra 55° (67 pav., c). Vamzdžių sriegiai daugiausia naudojami dujų, vandens vamzdžiams ir jungtims, jungiančioms šiuos vamzdžius.
Įrankiai išoriniams sriegiams pjauti. Išoriniams sriegiams pjauti naudojamas štampas, kuris yra gabalas arba padalintas žiedas su sriegiu vidiniame paviršiuje (68 pav., a, b). Matricos drožlių grioveliai naudojami pjovimo briaunoms formuoti, taip pat drožlių išėjimui.
Pagal konstrukciją štampai skirstomi į apvalius (lerks), stumdomus ir specialius vamzdžiams pjauti. Apvalūs štampai yra kieti ir suskilę. Vienetiniai apvalūs štampai pasižymi dideliu tvirtumu, suteikia švarų siūlą. Skaldymo štampai naudojami mažo tikslumo sriegiams pjauti.
Stumdomi štampai susideda iš dviejų pusių, kurios vadinamos pusinėmis. Išorinėse pusmasių pusėse yra 120° kampu grioveliai pusmatricų tvirtinimui štampelyje. Kiekviena pusė yra pažymėta sriegio skersmeniu ir skaičiais 1 ir 2, kuriais vadovaujamasi juos sumontuojant į štampą. Štampai pagaminti iš įrankių plieno U £ 2"
Sriegimas rankomis su štampais atliekamas rankenėlių ir užsukamų dangtelių pagalba. Dirbant su apvaliais štampais, naudojamos specialios rankenėlės (68 pav., c). Tokios žvaigždės rėmas yra apvalios formos. Rėmo angoje sumontuota apvali plokštė ir pritvirtinta trimis kūginiais galais fiksuojančiais varžtais, kurie įeina į specialias plokštelės įdubas. Ketvirtasis varžtas, įtrauktas į reguliuojamo štampo pjūvį, nustato išorinį sriegio dydį.

Ryžiai. 68. Įrankiai išoriniams sriegiams pjauti:
a - padalintas štampas, b - stumdomas štampas, c - apykaklė, d - užsukamas dangtelis su įstrižu rėmu
Stumdomi štampai montuojami į štampą su įstrižu rėmu (68 pav., d), kuris turi dvi rankenas. Abi pusės plokštės sumontuotos rėme. Reguliavimo varžtu sujungiami pusiniai štampai ir nustatomi norint gauti norimo dydžio sriegį. Tarp kraštutinės pusės denio ir reguliavimo varžto įkišamas krekeris, kuris užtikrina vienodą varžto slėgio paskirstymą ant kauliuko pusės.
Siūlas pjaustomas rankomis ir mašinomis. Santechnikoje dažniau naudojami rankiniai įrankiai. Išorinio sriegio pjovimas slankiojančiais štampais yra toks. Varžto ar kitos detalės ruošinys įspaudžiamas į veržlę ir sutepamas aliejumi. Tada ant ruošinio galo uždedamas štampas su štampais, o štampai sujungiami reguliavimo varžtu taip, kad jie įsipjautų į ruošinį 0,2–0,5 mm.
Po to jie pradeda sukti varžtą, pasukdami 1-2 apsisukimus į dešinę, tada pusę apsisukimo į kairę ir tt Tai daroma tol, kol sriegis nupjaunamas iki reikiamo detalės ilgio.
Tada štampas susukamas išilgai sriegio į pradinę padėtį, štampai suartinami reguliavimo varžtu ir pjovimo procesas kartojamas tol, kol gaunamas visas sriegio profilis. Po kiekvieno praėjimo būtina sutepti nupjautą ruošinio dalį. Sriegio pjovimas kietais štampais atliekamas vienu praėjimu.

Ryžiai. 69. Šaltkalviai čiaupai:
a - pagrindinės čiaupo dalys, b - čiaupų rinkinys: 1 - grubus, 2 - vidutinis, 3 - apdaila
Vidinių sriegių pjovimo įrankiai. Vidinis sriegis nupjaunamas čiaupu tiek mašinose, tiek rankiniu būdu. Vandentiekyje jie daugiausia naudoja rankinį metodą.
Čiaupas (69 pav., a) yra plieninis varžtas su išilginiais ir sraigtiniais grioveliais, kurie sudaro pjovimo briaunas. Čiaupas susideda iš darbinės dalies ir koto. Darbinė dalis yra padalinta į įsiurbimo ir kalibravimo dalis.
Įsiurbiančioji čiaupo dalis vadinama priekine kūgine dalimi, kuri atlieka pagrindinį pjovimo darbą. Kalibravimo dalis naudojama čiaupui nukreipti į skylę pjaunant ir kalibruojant sriegius. Srieginės čiaupo dalies dantys vadinami pjovimo plunksnomis. Kotas skirtas pritvirtinti čiaupą griebtuve arba apykaklėje. Blauzda baigiasi kvadratu. Pagal paskirtį čiaupai skirstomi į šaltkalvius, veržles, mašininius ir kt.
Sriegimui rankiniu būdu naudojami srieginiai srieginiai sriegiai, yra dviejų arba trijų dalių rinkiniais. Metrinių ir colių sriegių pjovimo čiaupų rinkinys susideda iš trijų dalių: grubios, vidutinės ir smulkios (69 pav., b). Šiurkštaus čiaupo įsiurbimo dalis yra 6-8 apsisukimų, vidurinio čiaupo - 3-4, o apdailos čiaupo - 1,5-2 apsisukimus. Grubiu sriegimu atliekamas išankstinis pjovimas, sriegis tikslesnis vidutiniu sriegimu, o galutinis pjovimas atliekamas apdailos srieginiu sriegimu ir sriegio kalibravimas.
Pagal pjovimo dalies konstrukciją čiaupai yra cilindriniai ir kūginiai. Cilindrinės konstrukcijos visi trys komplekto čiaupai yra skirtingo skersmens. Tik apdailos čiaupas turi pilno sriegio profilį, vidurinio čiaupo išorinis skersmuo yra mažesnis nei apdailos čiaupo 0,6 sriegio aukščio, o grubaus čiaupo skersmuo yra mažesnis už apdailos čiaupo skersmenį visu aukščiu siūlų. Cilindrinės pjovimo dalies čiaupai daugiausia naudojami sriegimui aklinose skylėse.
Kūginės konstrukcijos visi trys čiaupai yra vienodo skersmens, viso sriegio profilio su skirtingu nuožulniu ilgiu. Šie čiaupai naudojami sriegiams įpjauti į kiaurymes. Čiaupai pagaminti iš įrankių anglies plieno U10, U12. Siūlai nupjaunami rankomis, naudojant veržliaraktį su kvadratine skyle.
Ruošinys arba dalis pritvirtinama spaustuve, o kranas - apykaklėje. Sriegimo procesas yra toks. Grubus čiaupas įstatomas vertikaliai į paruoštą angą ir veržliarakčio pagalba lengvai spaudžiamas pradedamas sukti pagal laikrodžio rodyklę. Kai čiaupas atsitrenkia į metalą, slėgis sustabdomas ir sukimasis tęsiasi.
Periodiškai reikia patikrinti čiaupo padėtį su kvadratu, palyginti su viršutine ruošinio plokštuma. Čiaupą reikia pasukti 1-2 apsisukimus pagal laikrodžio rodyklę, o po to pusę apsisukimo prieš laikrodžio rodyklę. Tai turėtų būti padaryta dėl
kad pjovimo metu gautos drožlės būtų sutraiškytos ir taip palengvintų darbą.
Po grubaus čiaupo pjovimas atliekamas vidutiniu bakstelėjimu, o tada baigiamuoju čiaupu. Norint gauti švarų sriegį ir atvėsinti čiaupą pjovimo metu, naudojamas tepalas. Pjaunant siūlus plieno ruošiniuose, kaip tepimo ir aušinimo skysčiai naudojama mineralinė alyva, džiovinimo alyva arba emulsija, aliuminyje - žibalas, varyje - terpentinas. Ketaus ir bronzos ruošiniuose siūlai nupjaunami sausai.
Pjaunant sriegius ruošiniuose, pagamintuose iš minkštų ir kaliųjų metalų (babito, vario, aliuminio), čiaupas periodiškai išsukamas iš skylės, o grioveliai išvalomi nuo drožlių.
Dirbant su čiaupu, galimi įvairūs defektai, pavyzdžiui, čiaupo lūžis, sriegio nutrūkimas, sriegio nuplėšimas ir kt.. Šių defektų priežastys: bukas čiaupas, čiaupo griovelių užsikimšimas drožlėmis, nepakankamas tepimas, netinkamas čiaupo įrengimas angoje ir angos skersmens pasirinkimas, taip pat nedėmesingas darbuotojo požiūris .
Klepka
Remontuojant mašinas ir jas surenkant mechanikui tenka susidurti su įvairiais detalių sujungimais. Priklausomai nuo surinkimo būdo, jungtys gali būti nuimamos ir vientisos. Vienas iš būdų surinkti dalis į nuolatinę jungtį yra kniedijimas.
Kniedijimas atliekamas kniedėmis rankiniu arba mašininiu būdu. Kniedijimas yra šaltas ir karštas.
Kniedė yra cilindrinis strypas su galvute gale, kuris vadinamas hipoteka. Strypo kniedijimo metu susidaro antroji galvutė, vadinama uždarymo galvute.

Ryžiai. 70. Pagrindiniai kniedžių ir kniedžių siūlių tipai:
galvutės: a - pusapvalės, 6 - įgilintos, c - pusiau slaptos, d - kniedės jungties pakopa; siūlės; d - perdengimas, e - užpakalis su viena perdanga, g - užpakalis su dviem perdangomis
Pagal įleistos galvutės formą kniedės būna su pusapvale, su pusiau atsukta galvute, su įgilinta galvute (70 pav., a, b, c) ir kt.
Kniedėmis pagamintų dalių sujungimas vadinamas kniedės siūle.
Priklausomai nuo kniedžių vietos siūlėje vienoje, dviem ar daugiau eilių, kniedžių jungtys skirstomos į vienaeilius, dvieilius, daugiaeilius.
Atstumas t tarp vienos eilės kniedžių centrų vadinamas kniedės jungties žingsniu (70 pav., d). Vienos eilės siūlių žingsnis turi būti lygus trims kniedės skersmenims, atstumas a nuo kniedės centro iki kniediuojamų dalių krašto turi būti lygus 1,5 kniedės skersmens su išgręžtomis skylėmis ir 2,5 skersmens su skylutėmis. . Dviejų eilių siūlėse žingsnis imamas lygus keturių kniedžių skersmenims, atstumas nuo kniedžių centro iki kniediuojamų dalių krašto yra 1,5 skersmens, o atstumas tarp kniedžių eilių turi būti lygus dviem. kniedžių skersmenys.
Kniedžių sujungimai atliekami trimis pagrindiniais būdais: perdengimas, užpakalinis su vienu perdanga ir užpakalinis su dviem perdangomis (70 pav., e, f, g). Pagal paskirtį kniedžių siūlės skirstomos į tvirtas, tankias ir stiprias-tankias.
Kniedės siūlės kokybė labai priklauso nuo to, ar kniedė parinkta teisingai.
Rankinio ir mechanizuoto kniedijimo įranga ir įrankiai. Rankinis kniedijimas atliekamas naudojant šaltkalvio plaktuką su kvadratine galvute, atrama, tempimu ir užspaudimu (71 pav.). Plaktukai galimi svoriais nuo 150 iki 1000 g.. Plaktuko svoris parenkamas pagal kniedės strypo skersmenį,
Atrama tarnauja kaip atrama kniedės įdėklo galvutei kniedijimo metu, įtempimas skirtas glaudesniam kniediuojamų dalių suartėjimui, braukimas naudojamas siekiant teisinga forma kniedės uždarymo galvutė.
Mechanizuotas kniedijimas atliekamas pneumatinėmis konstrukcijomis. Pneumatinis kniedijimo plaktukas (72 pav.) yra varomas suspausto oro ir yra varomas gaiduko pagalba. Paspaudus gaiduką, vožtuvas 9 atsidaro ir suslėgtas oras, tekėdamas kanalais į kairę statinės kameros pusę, įjungia būgnininką, kuris atsitrenkia į užspaudimą.

Ryžiai. 71. Pagalbiniai kniedijimo įrankiai:
1 - gofravimas, 2 - atrama, 3 - tempimas
Po smūgio ritė blokuoja oro srautą į 3 kanalą, sujungdama jį su atmosfera, o suspaustas oras 4 kanalu nukreipiamas į dešinioji pusė statinės kamerą, o būgnininkui išmetant nuo 4 kanalo, blokuojamas veikiantis auksas ir pan. Pneumonės darbą atlieka du žmonės, vienas kniediuoja plaktuku, o kitas yra asistentas.

Ryžiai. 72. Pneumatinis kniedijimo plaktukas P-72
Kniedijimo procesas yra toks. Į skylę įkišama kniedė ir įkeista galvutė uždedama ant atramos, įspaustos veržle. Po to ant kniedės strypo nustatomas įtempimas. Įtempimo galvutė smogiama plaktuku, ko pasekoje susijungia kniediuojamos dalys.
Tada jie pradeda kniedyti kniedės strypą plaktuko smūgiais, pakaitomis darydami tiesioginius ir įstrižus smūgius tiesiai į strypą. Dėl kniedijimo gaunama kniedės uždarymo galvutė. Kad uždarymo galvutei būtų suteikta teisinga forma, ant jos uždedamas įspaudimas ir galutinis galvutės apdirbimas atliekamas plaktuko smūgiais ant gofruoto galvutės, suteikiant jai tinkamą formą.
Kniedėms su įgilinta galvute skylė iš anksto apdorojama kūgiu. Įgilinta galvutė kniedyta tiesioginiais plaktuko smūgiais, nukreiptais tiksliai išilgai kniedės ašies.
Dažniausiai pasitaikantys kniedijimo defektai yra šie: kniedės veleno lenkimas skylėje, atsiradęs dėl to, kad angos skersmuo buvo labai didelis; medžiagos įlinkis dėl to, kad skylės skersmuo buvo mažas; įdėklo galvutės poslinkis (įstrižai išgręžta skylė), uždarymo galvutės lenkimas, atsiradęs dėl to, kad kniedės velenas buvo labai ilgas arba atrama nebuvo sumontuota išilgai kniedės ašies; detalės (lakšto) įpjovimas dėl to, kad užspaudimo anga buvo didesnė už kniedės galvutę, įtrūkimai ant kniedžių galvučių, kurie atsiranda, kai kniedžių medžiaga yra nepakankamai plastiška.
Saugos inžinerija. Atliekant kniedijimo darbus, reikia laikytis šių saugos taisyklių: plaktukas turi būti tvirtai pritvirtintas prie rankenos; plaktuko galvutėse, gofruotėse neturi būti duobių, įtrūkimų, nes kniedijimo metu jie gali įskilti ir skeveldromis sužaloti tiek kniedytoją, tiek šalia esančius darbuotojus; dirbant su pneumatiniu plaktuku, jis turi būti sureguliuotas. Reguliuodami nemėginkite plaktuko laikydami siurblį rankomis, nes galite rimtai susižaloti ranką.
Spaudimas ir spaudimas
Montuojant ir išmontuojant mazgus, susidedančius iš fiksuotų dalių, naudojamos presavimo ir presavimo operacijos, atliekamos naudojant presus ir specialius traukiklius.
Išspaudimas dažnai atliekamas naudojant varžtų traukiklius. Ištraukiklis įvorėms išspausti parodytas fig. 73. Jis turi rankeną, kuri pasukamai sujungta su varžto galu. Norint užfiksuoti joje išspaudžiamą įvorę, griebtuvas pakreipiamas ir įkišamas į rankovę.

Ryžiai. 73. Trauktuvas įvorėms presuoti
Traukikliai yra ypatingi ir universalūs. Universaliais traukikliais galima išspausti įvairių formų detales.
Automobilių remonto dirbtuvėse ardant ir surenkant automobilius presavimui ir išspaudimui naudojami įvairios konstrukcijos presai: hidrauliniai (74 pav.), suoliuko stelažai, stendinis varžtas (75 pav., a, b). Suoliuko stovas ir suoliuko varžtas naudojami įvorėms, pirštams ir kitoms smulkioms detalėms išspausti. Didelių dalių presavimas ir presavimas atliekamas naudojant hidraulinius presus.
Paspaudus ir paspaudus hidraulinis presas elkitės taip. Visų pirma, sukant rankeną (žr. 74 pav.) įrengiamas kėlimo stalas taip, kad presuojama arba išspaudžiama dalis laisvai praeitų po strypu, pritvirtinama kaiščiais.
Sukant smagratį strypas su detale nuleidžiamas iki atramos. Po to svirties pagalba įjungiamas siurblys, pumpuojantis alyvą iš bako į preso cilindrą. Esant alyvos slėgiui, stūmoklis ir prie jo prijungtas strypas nuleidžiami. Judant, strypas spaudžia (arba išspaudžia) dalį. Atlikus darbą vožtuvas atidaromas ir stūmoklis pakyla kartu su kotu. Alyva iš cilindro grąžinama atgal į rezervuarą.

Ryžiai. 74. Hidraulinis presas:
1 - kėlimo stalas, 2 - stalo kėlimo rankena, 3 - ritinėliai trosui apvynioti, 4 - kėlimo spyruoklė, 5 - manometras, 6 - cilindras, 7 - atleidimo vožtuvas, 8 - siurblio svirtis, 9 - alyvos bakas, 10 - strypas , 11 - smagratis, 12 - presuota dalis, 13 - rėmas

Ryžiai. 75. Mechaniniai presai:
a - suoliuko stovas, 6 suoliuko varžtas
Visais spaudimo atvejais, siekiant apsaugoti detalių paviršių nuo pažeidimų ir užstrigimo, jos iš anksto nuvalomos nuo rūdžių, apnašų ir sutepamos alyva. Presavimui paruoštose dalyse neturi būti įtrūkimų, įbrėžimų ir įbrėžimų.
Litavimas
Litavimas yra metalinių dalių sujungimo būdas, naudojant specialius lydinius, vadinamus lydmetaliais. Litavimo procesas susideda iš to, kad lituojamos dalys uždedamos viena ant kitos, kaitinamos iki šiek tiek aukštesnės nei lydmetalio lydymosi temperatūra, o tarp jų įpurškiamas skystas lydmetalis.
Norint gauti kokybišką litavimo jungtį, dalių paviršiai prieš litavimą nuvalomi nuo oksidų, riebalų ir nešvarumų, nes išlydytas lydmetalis nesudrėkina užterštos vietos ir ant jų neplinta. Valymas atliekamas mechaniniais ir cheminiais metodais.
Lituojami paviršiai pirmiausia mechaniškai nuvalomi nuo nešvarumų, rūdžių dilde ar grandikliu, po to nuriebalinami plaunant 10 % kaustinės sodos tirpale arba acetone, benzine, denatūruotame spirite.
Po nuriebalinimo detalės nuplaunamos tekančio vandens vonelėje, o po to marinuojamos. Žalvario detalės ėsdintos vonioje, kurioje yra 10 % sieros rūgšties ir 5 % chromo smailės, plieninėms detalėms ėsdinti naudojamas 5-7 % druskos rūgšties tirpalas. Ne aukštesnėje kaip 40°C tirpalo temperatūroje g dalys laikomos jame nuo 20 iki 60 minučių. ~~ Po ėsdinimo dalys kruopščiai nuplaunamos šaltame, paskui karštame vandenyje.
Prieš litavimą darbinė lituoklio dalis nuvaloma dilde, o po to skarduojama (padengiama skardos sluoksniu).
Lituojant daugiausiai naudos yra alavas-švinas-sviltis, varis-cinkas. vario, sidabro ir vario-fosforo lydmetaliai.
Kenksmingam oksidų poveikiui pašalinti naudojami fliusai, kurie sulydo ir pašalina oksidus nuo lituojamų paviršių ir apsaugo juos nuo oksidacijos litavimo proceso metu. Srautas parenkamas atsižvelgiant į lituojamų metalų ir naudojamų lydmetalių savybes.
Lydmetaliai skirstomi į minkštus, kietus. Minkštieji lydmetaliai lituoja plieną ir vario lydinius. Plieninės dalys prieš litavimą yra skarduojamos minkštais litais. Tik esant tokiai sąlygai garantuojamas patikimas lituotas ryšys.
Labiausiai paplitę minkštieji lydmetaliai yra alavo ir švino lydiniai iš šių klasių: POS-EO, POS-40, POS-ZO, POS-18. Lydmetaliai yra strypų, laidų, juostų ir vamzdelių pavidalu. Lituojant kaip srautai naudojami cinko chloridas, amonio chloridas (amoniakas), kanifolija (lituojant varį ir jo lydinius), 10% vandeninis druskos rūgšties tirpalas (lituojant cinką ir cinkuotus gaminius), stearinas (lituojant žemo lydymosi lydinius). su minkštaisiais lydmetaliais. švinas).
Svarbių dalių, pagamintų iš ketaus, plieno, vario lydinių, aliuminio ir jo lydinių, litavimui naudojami kietieji lydmetaliai, daugiausia vario-cinko ir sidabro šių markių: PMC-36, PMC-48, PMC-54, PSr12, PSr25 , PSr45 (kietųjų lydinių lydymosi temperatūra nuo 720 iki 880 °C).
Pavyzdžiui, aliuminio ir jo lydinių litavimui naudojamas tokios sudėties lydmetalis: 17% alavo, 23% cinko ir 60% aliuminio. Boraksas, boro rūgštis ir jų mišiniai naudojami kaip fliusai. Lituojant aliuminį, naudojamas srautas, susidedantis iš 30% alkoholio mišinio tirpalo, kuriame yra 90% cinko chlorido, 2% natrio fluorido, 8% aliuminio chlorido.
Lituojant kietlytuviais detalės tvirtinamos specialiuose įtaisuose taip, kad tarpas tarp detalių neviršytų 0,3 mm. Tada į lituojamą vietą užtepamas fliusas ir lydmetalis, dalis pašildoma iki šiek tiek aukštesnės nei lydmetalio lydimosi temperatūros. Išlydytas lydmetalis užpildo tarpą ir atvėsęs sudaro tvirtą jungtį.
Automobilio priežiūra