Švietimo ir mokslo ministerija Samaros regionas
GBOU SPO Togliatti inžinerijos koledžas
Manoma, kad pritariu
vykusiame MK deputato posėdyje. NMR direktorius
specialybė 151901 __________ Lucenko T.N.
protokolas Nr.______
„___“ ___________ 2013 m „___“ ___________ 2013 m
MK pirmininkas
__________ /Bykovskaya A.V./
Kontrolės ir matavimo medžiagos
disciplinoje „Mašinos inžinerijos technologija“
specialybė SPO: 151901 Mechaninės inžinerijos technologija
4 kurso studentams
Sukūrė mokytojas Ivanovas A.S.
SPO specialybė: 151901 Mechaninės inžinerijos technologija
Disciplina: inžinerinė technologija
1 skirsnis Specifikacija mokymosi elementai
№ p/n
Ugdymo elementų pavadinimas
(didaktiniai vienetai)
Treniruotės tikslas
turi žinoti
turi žinoti
turi žinoti
turi žinoti
turi žinoti
turi žinoti
turi žinoti
turi žinoti
turi žinoti
Technologinių derinimo schemos
turi žinoti
turi žinoti
Laiko norma ir jos struktūra
turi žinoti
turi žinoti
turi žinoti
turi žinoti
turi žinoti
turi žinoti
turi žinoti
turi žinoti
Mašinų surinkimo technologija.
turi žinoti
turi žinoti
turi žinoti
turi žinoti
2 skyrius Bandomieji elementai
1 variantas
Blokas A
Užduotis (klausimas)
Atsakymo pavyzdys
№ užduotys
Galimas atsakymas
1
1-C,2-A, 3-B
Nustatykite paviršiaus pavadinimo ir grafinio vaizdo atitiktį
1 - B;
2 - B;
3 - A;
4 - G.
VAIZDAS
Paviršiai:
A) pagrindinis
B) pagalbinis
B) vykdomoji
D) nemokamai
Nustatykite atitiktį tarp pavadinimo ir atskyrimo pavadinimo
1 - G;
2 - D;
3 - A;
4 - B;
5 B.
vardas
A) cilindriškumas
B) apvalumas
B) lygumas
D) tiesumas
E) išilginio pjūvio profilio tolerancija
Nustatyti korespondenciją, kokios nelygumų kryptys nurodytos diagramose.
1 - B;
2 - D;
3 - G;
4 - A;
5 B.
Pažeidimų pavadinimas
lygiagrečiai
kryžmai
statmenai
savavališkas
radialinis
Pavadinimas diagramose
A. G.
B. D.
Baigta dalis technologinis procesas atlieka darbuotojas vienoje darbovietėje
operacija
Būdinga serijinė gamyba
gaminių skaičius neturi įtakos gamybos tipui
Gamybos rūšies nustatymo kriterijus yra
gaminamos produkcijos asortimentą ir veiklos konsolidavimo koeficientą
produkto išleidimo ciklas
3. darbuotojų kvalifikacija
metalo apdirbimo tikslumas gali būti pasiektas metodais
praėjimų ir matavimų metodas
sureguliuotose mašinose
1 ir 2 punktuose
apdirbamo paviršiaus matavimas
Minimalus apsisukimų kūnų eksploatavimo leidimas nustatomas pagal formulę
paviršiaus šiurkštumas, neapdorotas, PASIRAŠYTA
1. 3.
2. 4. visa tai, kas paminėta aukščiau
Pagrindas, naudojamas nustatant ruošinio padėtį gamybos procese, vadinamas
dizaino bazė
technologinė bazė
pagrindinė bazė
pagalbinė bazė
Veikimo laikas nustatomas pagal formulę
T OP \u003d T O + T B
T DOP \u003d T SB + T OP
T PCS \u003d T O + T B + T APIE + T IŠ
T W-K \u003d T PC + T P-W / N
Pagrindas, kuris atima iš ruošinio tris laisvės laipsnius, vadinamas
dviguba parama
įrengimas
vadovas
Ruošinio pagrindas, kuris atrodo kaip tikras paviršius, vadinamas
atviras
matavimo
Nustatyti produkcijos tipą, jei operacijų konsolidavimo koeficientasKAM W =1
nedidelės apimties gamyba
vidutinių partijų gamyba
didelio masto gamyba
masinė produkcija
Vadinama visų nagrinėjamo paviršiaus nelygumų visuma
ruošinio paviršiaus netiesumas
paviršiaus banguotumas
ne lygiagretūs detalės paviršiai
paviršiaus nelygumai
Vadinamas matmenų rinkinys, kuris sudaro uždarą kontūrą ir nurodo vieną dalį
matmenų linija
matmenų grandinė
dydžio grupė
matmenų nuoroda
Apibrėžkite terminą – bendroji pašalpa
Pagrįstos klaidos atsiranda, jei jos nesutampa
projektavimo ir technologinės bazės
technologinės ir matavimo bazės
projektavimo ir matavimo pagrindai
Renkantis apdailos pagrindus apdirbimui visose operacijose, būtina naudoti
bazių derinimo principas
bazinio pastovumo principas
tik montavimo pagrindai
montavimo ir projektavimo pagrindai
Vadinamas konstrukcijos ir jos elementų gebėjimas atlaikyti išorines apkrovas nesugriuvus
standumas
stabilumas
jėga
elastingumas
B blokas
Užduotis (klausimas)
Atsakymo pavyzdys
Ribotas pakeičiamumo principo taikymas ir montavimo darbų naudojimas būdingas ____________
vienetinio surinkimo gamyba.
Pagrindinės metalo apdirbimo pagrindų schemos yra _________________________________________________________
prizminių ruošinių pagrindo, ilgų ir trumpų cilindrinių ruošinių pagrindo.
Dalies atitikties tam tikram dydžiui ir formai laipsnis vadinamas _____________________________________
apdorojimo tikslumas.
Įrankio judėjimo dydis per vieną ruošinio apsisukimą vadinamas _______________________
Pagal paskirtį dalių paviršiai skirstomi į _______________________________________________________
pagrindiniame, pagalbinis, vykdomasis, nemokamas
Darbinis detalės brėžinys, ruošinio brėžinys, specifikacijas, ir detalės surinkimo brėžinys – yra pradiniai projekto duomenys __________________________________
technologinis procesas.
Klaidoms, atsirandančioms renkantis ruošinius, kompensuoti priskiriama _______________________________________
perdirbimo pašalpa.
Periodiškai kintančių pakilimų ir įdubimų su santykiu rinkinys vadinamas _____________________
paviršiaus banguotumas.
Vienas iš matmenų, sudarančių matmenų grandinę, vadinamas _____________________________________
matmenų nuoroda.
Ruošinių, komponentų ar gaminių, kurie vėliau turi būti išardomi, surinkimas vadinamas _________________________
išankstinis surinkimas
Variantas - 2
Blokas A
Užduotis (klausimas)
Atsakymo pavyzdys
1-3 užduočių atlikimo instrukcijos: koreliuokite 1 stulpelio turinį su 2 stulpelio turiniu. Užrašykite 2 stulpelio raidę, nurodydami teisingą atsakymą į 1 stulpelio klausimus, atitinkamose atsakymų lapo eilutėse Dėl to gausite raidžių seką. Pavyzdžiui,
№ užduotys
Galimas atsakymas
1
1-C, 2-A, 3-B
Atitiktis: šios formulės naudojamos norint nustatyti, kurios dalies pagaminamumo analizės parametrai
1 - G;
2 - B;
3 - A;
4 - B
Koeficientas
A. Apdirbimo tikslumo koeficientas
B. Paviršiaus šiurkštumo koeficientas
B. Medžiagų panaudojimo lygis
D. Konstrukcinių elementų unifikacijos koeficientas
Nustatykite atitiktį tarp grafinio žymėjimo ir atramos, spaustuko ir tvirtinimo įtaiso pavadinimo.
1 - B
2 - B
3 - A
4 - G
grafinis žymėjimas
1. 3.
vardas
A - įvorės įtvaras
B – plūduriuojantis centras
B - fiksuota atrama
G - reguliuojama atrama
Nustatykite apdorojimo eskizo ir jo pavadinimo atitiktį
1 - B
2 - G
3 - A
4 - B
vardas
A. Lygiagretus daugiafunkcis įrankis.
B. Nuoseklus kelių instrumentų singlas.
B. Lygiagrečios serijos daugiafunkcis įrankis.
G. Lygiagretus vienas įrankis vienas
4-20 užduočių atlikimo instrukcijos: Pasirinkite teisingą atsakymą atitinkančią raidę ir užrašykite ją atsakymų lape.
- tai yra nustatymo formulė
gabalo laikas
pagrindinis laikas
pagalbinis laikas
technologinė laiko norma
maršruto žemėlapį
proceso schemą
operacinė kortelė
technologinis nurodymas
staklės, skirtas to paties pavadinimo gaminiams gaminti ir skirtingų dydžių
Universalus
specializuotas
ypatingas
mechanizuotas
Nustatykite gamybos rūšį, jei operacijų konsolidavimo koeficientas K Z = 8,5
nedidelės apimties gamyba
vidutinių partijų gamyba
didelio masto gamyba
masinė produkcija
paviršiaus šiurkštumas, susidaręs pašalinus medžiagos sluoksnį, nurodomas ženklu
2. 4.
Masinė produkcija charakterizuojamas
siauras gaminamų gaminių asortimentas
ribotas prekių asortimentas
platus gaminamos produkcijos asortimentas
įvairus gaminamų gaminių asortimentas
– tai yra apibrėžimo formulė
pjovimo greitis
minutinis pašaras
veleno greitis
pjovimo gylis
Vadinamas objektas arba gamybos vienetų rinkinys, kuris bus gaminamas įmonėje
surinkimo mazgas
produktas
4. komplektas
Vadinamos jungtys, kurias galima išardyti nepažeidžiant sujungimo ar tvirtinimo detalių
mobilusis
nuimamas
vientisas
nejudėdamas
Planuojant plotą priešais mašinas, numatoma darbo vieta su pločiu
– tai yra nustatymo formulė
dizaino sandarumas
išankstinis įkrovimas konjugacijoje
besijungiančių dalių temperatūra
spaudimo jėga
Apibrėžkite terminą – defektuotas sluoksnis
metalo sluoksnis, skirtas pašalinti per vieną operaciją
minimalus reikalingas metalo sluoksnio storis operacijai atlikti
metalo paviršinis sluoksnis, turintis struktūrą cheminė sudėtis, mechaninės savybės skiriasi nuo netauriųjų metalų
metalo sluoksnis, kuris turi būti pašalintas visų operacijų metu
Grąžinant ruošinį į armatūrą pagal technologines bazes, nesusijusias su matavimo pagrindais,
suspaudimo klaidos
diegimo klaidų
apdorojimo klaidų
pagrindimo klaidos
Vadinami pavieniai, nereguliariai pasikartojantys nukrypimai nuo teorinės nuokrypio paviršiaus formos
paviršiaus banguotumas
makrogeometriniai nuokrypiai
paviršiaus nelygumai
mikrogeometriniai nuokrypiai
Pavadinama klaida, kuri atsiranda prieš prispaudžiant jėgą ir suspaudimo metu
pagrindo klaida
diegimo klaida
suspaudimo klaida
tvirtinimo klaida
Kad būtų užtikrintas didelis ratų dantų darbinių paviršių kietumas, tipas karščio gydymas
karbonizavimas, po kurio seka gesinimas
azotavimas, po kurio seka grūdinimas
cianidavimas, po kurio seka sukietėjimas
oksidacija, po kurios seka sukietėjimas
vadinama gaminio savybė, leidžianti jį pagaminti ir surinkti mažiausiomis sąnaudomis
remonto pagaminamumas
produkcijos pagaminamumas
eksploatacinis pagaminamumas
gaminio pagaminamumas
B blokas
Užduotis (klausimas)
Atsakymo pavyzdys
21-30 užduočių atlikimo instrukcijos: Atitinkamoje atsakymų lapo eilutėje surašykite trumpą atsakymą į klausimą, sakinio pabaigą arba trūkstamus žodžius.
Norėdami vizualiai iliustruoti technologinį procesą, naudokite ____________________
miniatiūrų žemėlapis
Automatizuotos sistemos technologinių procesų kontrolė, kai korekcinių veiksmų valdomam technologiniam procesui kūrimas vyksta automatiškai, vadinamas _________________________________
vadovai
Paviršiaus nelygumai, susidarę dėl įrankio pjovimo briaunos smūgio į apdirbamą paviršių, vadinami _________________________
mikrogeometriniai nuokrypiai.
Staklių deformacija ir susidėvėjimas, pjovimo įrankių susidėvėjimas, suspaudimo jėga, šiluminė deformacija veikia __________
apdorojimo tikslumas
Produktas, kurio komponentai yra tarpusavyje susiję, vadinamas ________________________________
surinkimo mazgas.
Gaminių grupės, turinčios bendrą dizainą ir technologines savybes, gamybos technologinis procesas vadinamas _________________________________
Apdorojant kėbulo dalių pagrindinius paviršius, _________________________ laikomas pagrindiniu pagrindu
pagrindinės skylės
Dalis, suformuota iš įvorių rinkinio, sujungtų strypais, vadinama ______________________
Tikslus gaminio gamybos ar remonto technologinio proceso atitikimas technologinės ir projektinės dokumentacijos reikalavimams vadinamas _________
technologinė disciplina
Gamintojo neprijungti gaminiai, kurie yra pagalbinio pobūdžio gaminių rinkinys, vadinami ________________________________________________
rinkinys
3 skirsnis Kodifikavimo sistema
Didaktinio padalinio pavadinimas
Varianto numeris
Klausimų numeriai
Apdirbimo technologiniai procesai
4; 5; 6; 10, 14, 25
Apdirbimo tikslumas.
Mašinos dalių paviršiaus kokybė
Pagrindų pasirinkimas apdorojant ruošinius
3, 12, 13, 18, 19, 22
Apdirbimo pašalpos
Projektavimo principai, technologinių procesų kūrimo taisyklės
Technologinės disciplinos samprata
Pagalbinės ir valdymo operacijos technologiniame procese
Mašinų operacijų projektavimo skaičiavimai
Technologinių derinimo schemos
CNC staklių atsiskaitymų ir technologinių žemėlapių rengimo reikalavimai
Laiko norma ir jos struktūra
Normalizavimo metodai darbo procesai, techninio reglamento standartai
Techninių ir reguliavimo darbų organizavimas mašinų gamybos įmonėje
Tipinių mašinų dalių pagrindinių paviršių apdorojimo metodai
Detalių apdorojimo staklėmis programavimas skirtingos grupės
Technologiniai procesai, standartinių detalių gamyba bendroms mašinų gamybos reikmėms
Technologiniai procesai detalių gamybai lanksčioje gamybos sistemoje (FPS), automatinėse rotacinėse linijose (ARL).
Automatizuotas technologinių procesų projektavimas
Mašinų surinkimo technologija.
11; 12; 14; 25; 30
Diegimo būdai, gamybos technologinių procesų derinimas, technologinės drausmės laikymosi kontrolė
Prekės trūkumai: priežasčių analizė, jų pašalinimas
Mašinų parduotuvių svetainių projektavimo pagrindai
4 skyrius. Nuorodos
Averčenkovas V.I. ir kt. Inžinerinė technologija. Užduočių ir pratimų rinkinys. – M.: INFRA-M, 2006 m.
Bazrov B.M. Mechaninės inžinerijos technologijos pagrindai. – M.: Mashinostroenie, 2005 m.
Balakshin B.S. Mechaninės inžinerijos technologijos pagrindai - M .: Mashinostroenie, 1985.
Vinogradovas V.M. Inžinerinė technologija. Įvadas į specialybę. – M.: Mashinostroenie, 2006 m.
Gorbacevičius A.F., Shkred V.A. Mechaninės inžinerijos technologijos kurso projektavimas – Minskas: Aukštoji mokykla, 1983 m.
Danilevskis V.V.. Inžinerinė technologija. – M.: baigti mokyklą, 1984.
Dobrydnev I.S. Kurso projektavimas tema „Mašinos inžinerijos technologija“. - M .: Mashinostroenie, 1985 m.
Klepikovas V.V., Bodrovas A.N. Inžinerinė technologija. - M.: FORUMAS - INFRA-M, 2004 m.
Matalinas A.A. Inžinerinė technologija - L .: Mashinostroenie, 1985.
Michailovas A.V., Rastorguevas D.A., Skhirtladze A.G. - Mechaninio surinkimo gamybos technologinių procesų projektavimo pagrindai. - T .: Togliatti valstijos universitetas, 2004 m.
Pateikiamas praktinių uždavinių sprendimas visuose pagrindiniuose skyriuose akademinė disciplina„Mechanikos inžinerijos technologija“. Pateikiami individualių praktinio darbo užduočių variantai su jų įgyvendinimo metodikos aprašymu vieno iš užduoties variantų sprendimo pavyzdžiu. Prieduose pateikiama įgyvendinimui reikalinga reglamentinė ir informacinė medžiaga praktinis darbas.
Vadovėlis gali būti naudojamas studijuojant bendrąją profesinę discipliną „Mechanikos inžinerijos technologija“ pagal Federalinius valstybinius vidurinio profesinio išsilavinimo standartus, skirtus specialybei 151901 „Mechanikos inžinerijos technologija“.
Šiam vadovėliui išleistas elektroninis mokomasis šaltinis „Mechanikos inžinerijos technologija“.
Vidurinio ugdymo įstaigų mokiniams profesinis išsilavinimas.
IŠMOKŲ VERTĖS NUSTATYMAS.
Ruošinys – tai gamybos objektas, savo forma artimas detalės formai, iš kurio keičiant paviršių formą ir šiurkštumą, jų matmenis, pagaminama detalė arba vientisas surinkimo mazgas. medžiagos savybės. Visuotinai pripažįstama, kad ruošinys patenka į bet kurią operaciją, o dalis palieka operaciją.
Ruošinio konfigūraciją lemia detalės konstrukcija, jos matmenys, medžiaga ir detalės darbo sąlygos. Galutinis produktas, t.y., visų tipų apkrovos, veikiančios dalį gatavo gaminio veikimo metu.
Pradinis ruošinys yra ruošinys, kuris patenka į pirmą technologinio proceso operaciją.
Pašalpa yra ruošinio medžiagos sluoksnis, kuris pašalinamas jo apdirbimo metu, norint gauti reikiamą gatavos detalės paviršiaus sluoksnio tikslumą ir parametrus.
Tarpinė pašalpa yra vieno technologinio perėjimo metu pašalintas medžiagos sluoksnis. Jis apibrėžiamas kaip skirtumas tarp ruošinio paviršiaus dydžio, gauto atliekant ankstesnę operaciją, ir to paties detalės paviršiaus dydžio, gauto atliekant šis perėjimas ruošinio paviršiaus apdorojimui viena operacija.
TURINYS
Pratarmė
1 skyrius. Mechaninės inžinerijos technologijos pagrindai
1.1. Mašinų gamybos įmonės gamybos ir technologiniai procesai
Praktinis darbas Nr.1.1. Technologinio proceso struktūros studijavimas
1.2. Pašalpų dydžio nustatymas
1.3. Ruošinio matmenų skaičiavimas
1.4. Preliminarus ruošinių gavimo galimybių įvertinimas
ir jų pagaminamumas
Praktinis darbas №1.2. Operacinių skyrimas
atsargos detalėms apdoroti su grafiniu leidimų vietos ir eksploatacinių matmenų paklaidų pavaizdavimu
1.5. Pagrindų pasirinkimas apdorojant ruošinius
1.6. Operacijų seka
1.7. Montavimo pagrindo pasirinkimas
1.8. Pradinio pagrindo pasirinkimas
Praktinis darbas Nr.1.3. Ruošinių paskirstymas mašinos apdirbimo zonoje
1.9. Apdirbimo tikslumas
1.10. Tikėtino tikslumo nustatymas ties automatinis kvitas koordinuojantis dydis
2 skyrius. Techninių operacijų techninis reglamentas
2.1. Gabalo laiko struktūra
2.2. Normavimo operacijos
Praktinis darbas №2.1. Technologinio proceso tekinimo operacijos normavimas
Praktinis darbas №2.2. Technologinio proceso frezavimo operacijos normavimas
Praktinis darbas №2.3. Technologinio proceso šlifavimo operacijos normavimas
2.3. Operacijų plėtra
Praktinis darbas №2.4. Technologinio proceso cilindrinio šlifavimo operacijos sukūrimas
Praktinis darbas №2.5. Technologinio proceso paviršiaus šlifavimo operacijos kūrimas
3 skyrius. Pagrindinių dalių gamyboje naudojami paviršiaus apdorojimo metodai
3.1. Veleno gamyba
3.2. Diskų gamyba
3.3. Pavarų gamyba
3.4. Krumpliaračių gamyba
3.5. Kūginių krumpliaračių gamyba
4 skyrius
5 skyrius
6 skyrius
7 skyrius. Jungčių, mechanizmų ir surinkimo mazgų surinkimas
7.1. Trasos ir surinkimo schemos sukūrimas
7.2. Surinkimo matmenų grandinės
7.3. Surinkimo tikslumo užtikrinimas
7.4. Surinkimo ir technologinių parametrų kontrolė
7.5. Balansuojančios dalys ir rotoriai
8 skyrius
8.1. Pagrindinės nuostatos kurso projektas
8.2. Bendrieji reikalavimai prie kurso projekto dizaino
8.3. Bendra darbo su projektu metodika
8.4. Technologinė dalis
Programos
1 priedas. Apytikslė forma aiškinamojo rašto titulinis lapas
2 priedas. Apytikslė kursinio projekto užduoties formos forma
3 priedas. Fizinių dydžių matavimo vienetai
4 priedas. Kursinio projekto grafinės dalies dizaino taisyklės
5 priedas. Skylių sistemos išorinių matmenų nuokrypiai pagal ESDP (GOST 25347-82)
Priedas 6. Apytikslis lauko parametrų gavimo maršrutas cilindriniai paviršiai
7 priedas. Apytikslis vidinių cilindrinių paviršių parametrų gavimo maršrutas
8 priedas. Eksploatacinės išmokos ir leistini nuokrypiai
9 priedas. Technologinių operacijų laiko rodikliai
10 priedas Specifikacijos technologinė įranga ir medžiagas
11 priedas. Pjovimo parametrai ir apdorojimo režimai
12 priedas. Tikslumo ir paviršiaus kokybės rodikliai
13 priedas. Gamybos rūšies priklausomybė nuo produkcijos apimties
14 priedas. Apytiksliai ekonominių skaičiavimų rodikliai
15 priedas. Paviršiaus apdorojimo metodai
16 priedas. Koeficientų ir dydžių reikšmės
Priedas 17. Trumpas specifikacijas staklės
Bibliografija.
Nemokamas atsisiuntimas e-knyga patogiu formatu, žiūrėkite ir skaitykite:
Atsisiųskite knygą Mechanikos inžinerijos technologija, dirbtuvių ir kursų dizainas, Ilyankov A.I., 2012 - fileskachat.com, greitai ir nemokamai atsisiųskite.
nuorašas
1 FEDERALINĖ ŠVIETIMO AGENTŪRA švietimo įstaiga aukštasis profesinis išsilavinimas "TOMSKO POLITECHNIKOS UNIVERSITETAS" JURGOS TECHNOLOGIJOS INSTITUTAS А.А. Saprykinas, V.L. Bibik PRAKTINĖS UŽDUOTYS APIE discipliną "INŽINERINĖ TECHNOLOGIJA" Vadovėlių leidykla Tomsko politechnikos universiteto 2008 m.
2 LBC 34.5 i 73 UDC (076) C 19 C 19 Saprykin A.A. Praktinių užduočių rinkinys disciplinoje „Mašinos inžinerijos technologija“: pamoka/ A.A. Saprykinas, V.L. Bibik. Tomskas: Tomsko politechnikos universiteto leidykla, p. Vadove pateikiami pavyzdžiai ir užduotys su sprendimais. Tai padės įgyti technologinių problemų sprendimo, esamų tobulinimo ir naujų technologinių procesų kūrimo įgūdžių. Skirta atlikti praktinius darbus disciplinoje „Mechanikos inžinerijos technologija“ universitetų studentų, kurių specializacija yra „Mechanikos inžinerijos technologija“. UDC (076) Recenzentai Technikos mokslų daktaras, TPU S.I. profesorius. Petrušinas, Yurginsky Machine Plant LLC 23 dirbtuvės vadovo pavaduotojas P.N. Tomsko politechnikos universiteto Bespalovo Jurgos technologijos institutas (filialas), 2008 m. Dizainas. Tomsko politechnikos universiteto leidykla,
3 TURINYS 1 SKYRIUS. TECHNOLOGIJŲ PROJEKTŲ PROJEKTAVIMO PAGRINDAI GAMYBOS IR TECHNOLOGIJŲ PROCESŲ PAGRINDAI.4 2. PAGRINDO MECHANINIO APDOROJIMO TIKSLUMAS IR VISI PAGRINDINĖS GAMYBOS PROCEDŪROS PRINCIPAI. TECHNOLOGIJŲ PROCESŲ PROJEKTAVIMO TVARKA GAMINIŲ KOKYBĖS KONTROLĖ DARBINIŲ MONTAVIMO METODAI. PRIETAISŲ MONTAVIMO Elementai 57 2 SKYRIUS. PAGRINDINIŲ DARBINIŲ PAVIRŠIŲ APDOROJIMO METODAI SUKIMO KĖBULIŲ IŠORINIŲ PAVIRŠIŲ APDOROJIMAS...62 3 SKYRIUS. MONTAVIMO TECHNOLOGIJOS MONTAVIMO TECHNOLOGIJA ...75 A PRIEDAS..8 3 NUORODOS 94 3
4 1 SKYRIUS. TECHNOLOGINIO PROCESO PROCESO PAGRINDAI 1. GAMYBOS IR TECHNOLOGINIAI PROCESAI technologinė dokumentacija svarbu mokėti nustatyti technologinio proceso struktūrą ir teisingai suformuluoti jo elementų pavadinimą bei turinį. Šiame darbe GOST ir Svarbus etapas kuriant technologinį procesą yra ir produkcijos rūšies apibrėžimas. Apytikslis gamybos tipas nustatomas pradiniame projektavimo etape. Pagrindinis kriterijus šiuo atveju yra operacijų konsolidavimo koeficientas. Tai visų metu atliktų technologinių operacijų skaičiaus santykis tam tikras laikotarpis, pavyzdžiui, mėnuo, mechaninėje sekcijoje (O) ir šio skyriaus darbų skaičiui (P): K z.o \u003d O / P. (1.1) Mašinų gamybos pramonės šakų tipai pasižymi šiomis operacijų konsolidavimo koeficiento reikšmėmis: K z.o.<1 массовое производство; 1<К з.о 10 крупносерийное производство; 10<К з.о 20 среднесерийное производство; 20<К з.о 40 мелкосерийное производство; К з.о не регламентируется единичное производство. Формулирование наименования и содержания операции Пример 1.1. Деталь (втулку) изготовляют в условиях серийного производства и из горячекатаного проката, разрезанного на штучные заготовки. Все поверхности обрабатываются однократно. Токарная операция выполняется согласно двум операционным эскизам по установкам (рис.1.1). 4
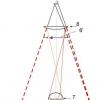
5 3 Įrengimas 9 0 * 8 0 5 6 ê Ryžiai Darbo eskizai Reikalingi: išanalizuoti veiklos eskizus ir kitus įvesties duomenis; nustato operacijos turinį ir suformuluoja jos pavadinimą bei turinį; šioje operacijoje nustatykite ruošinio apdorojimo seką; apibūdinkite perėjimo operacijos turinį. Sprendimas. 1. Analizuodami pradinius duomenis, nustatome, kad nagrinėjamoje operacijoje, susidedančioje iš dviejų instaliacijų, apdorojami devyni ruošinio paviršiai, kuriems nuosekliai reikės devynių technologinių perėjimų. 2. Operacijai atlikti bus naudojama tekinimo staklės arba varžtų pjovimo staklės, o operacijos pavadinimas bus „Tekinimas“ arba „Sraigtinio pjovimo staklės“ (GOST). Pagal tą patį GOST nustatome operacijų grupės numerį (14) ir operacijos numerį (63). Operacijos turiniui įrašyti esant operatyviniams eskizams galima naudoti sutrumpintą įrašymo formą: „Iškirpkite tris galus“, „Išgręžkite ir išgręžkite skylę“, „Išgręžkite vieną ir nušlifuokite dvi nuožulnes“. 3. Nustatome racionalią technologinių perėjimų atlikimo seką pagal įrenginius, vadovaujantis eksploataciniais eskizais. Pirmą kartą montuojant reikia iškirpti 5
6 galą 4, šlifavimo paviršių 2, kad suformuotumėte 1 galą, 3 nuožulną, gręžkite skylę 6 ir gręžimo nuožulną 5. Antruoju nustatymu nupjaukite galą 9, šlifuokite paviršių 7 ir nuožulną 8. Nustatykite ir priveržkite ruošinį 2 PT Nupjaukite galą 4 Pasukite paviršių 2, kad susidarytumėte galą 1 3 PT (tekinimo paviršius 2 atliekamas 2 darbo žingsniais) 4 PT Pasukite nuožulną 3 5 RT Išgręžkite skylę 6 6 RT Išgręžkite nuožulną 5 7 RC Perkelkite ruošinio padėtį 8 PT Įpjautas užpakalis 9 9 PT Galąsti paviršius 7 10 PT Galąsti nuožulną 8 11 PV Detalių matmenų kontrolė 12 PV Išimkite detalę ir sudėkite į konteinerį 4. Technologinėje dokumentacijoje operacijos turinys fiksuojamas perėjimais: technologinis (PT) ir pagalbinis (IL). Formuluojant perėjimų turinį, naudojamas sutrumpintas įrašas pagal GOST.1.1 lentelėje pateikti nagrinėjamo pavyzdžio įrašai. 1.1 užduotis. Tekinimo operacijai parengtas eksploatacinis eskizas ir nustatyti vykdymo matmenys su leistinomis nuokrypomis ir reikalavimais apdirbamų paviršių šiurkštumui (1.2 pav.). Kiekvienas paviršius apdorojamas vieną kartą. 6
7 3 I, V I R a Å Ç 2 5 H 1 2 I I, V I I 2 45 Å 3 2 à ñ ê ir Ç 9 4, 5 h V I, I X R a 2 0 Ç 6 0 h 1 1 Ç 5 0 h 1 1 4 5 H 1 2 Ç 6 5 H 1 2 Ç H * 2 5 * * î î ê 4 5 ± 0, ± 0,3 3 V, X R a 1 0 Ç , 5 Ç 5 5 H 1 2 Ç h h ± 0,5 pav. eskizai 7
8 Reikalinga: nustatyti mašinos tipą; nustatyti ruošinio konfigūraciją ir matmenis; sukurti bazinę schemą; ant eskizo sunumeruokite visus apdirbamus paviršius; suformuluoti operacijos pavadinimą ir turinį įrašymui į technologinius dokumentus; įrašyti visų technologinių perėjimų turinį technologinėje sekoje visa ir sutrumpintomis formomis. Operacijos pavadinimo ir struktūros nustatymas bei turinio įrašymas technologinėje dokumentacijoje 1.2 pavyzdys. 1.3 paveiksle, kuris yra detalės darbinio brėžinio fragmentas, išryškintas masinėje gamyboje apdirbamos detalės konstrukcinis elementas. R a 20 Z 18 H 12 6 Z ± 0, 2 8 Z * * R e m a r d e r d y s p r a w e Pav. Darbinis brėžinys Reikalingas: pradiniams duomenims išanalizuoti; pasirinkti konstruktyvaus gamybos tipo apdorojimo būdą; pasirinkti metalo pjovimo staklių tipą; nustatyti operacijos pavadinimą; visiškai surašykite operacijos turinį; suformuluoti technologinių perėjimų operacijos turinio įrašą. Sprendimas. 1. Nustatome, kad korpuso flanše turi būti apdirbamos šešios skylės, tolygiai išdėstytos apskritime Ø 280 mm. 2. Skylės kietoje medžiagoje daromos gręžiant. 3. Apdorojimui pasirenkame radialinę gręžimo mašiną. 4. Operacijos pavadinimas (pagal naudojamos mašinos tipą) „Radialinis gręžimas“. 5. Operacijos turinio įrašymas visa forma yra toks: „Išgręžkite 6 skyles Ø18H12 nuosekliai, išlaikant
9 d = (280 ± 0,2) mm, o paviršiaus šiurkštumas Ra = 20 µm, pagal brėžinį. 6. Perėjimų turinio įrašymas visa forma yra toks: 1-asis perėjimas (pagalbinis). Įdėkite ruošinį į strypą ir pritvirtinkite. 2,..., 7 perėjimai (technologiniai). Išgręžti 6 skyles Ø18H12, išlaikant matmenis d = 280±0,2; Ra20 serija ant laidininko. 8-asis perėjimas (pagalbinis). Dydžio kontrolė. 9-asis perėjimas (pagalbinis). Nuimkite ruošinį ir įdėkite į konteinerį. 1.2 užduotis. Nustatyti operacijos pavadinimą ir struktūrą masinės gamybos sąlygomis detalės konstrukcinių elementų apdirbimui (1.4 pav.). Variantų numeriai paveiksle nurodyti romėniškais skaitmenimis. I, I I I I I, I V 3 R a 5 R a Ç 3 4 h 1 0 M g V, V I 4 0 ± 1 V I I, V I I I Ç 6 0 H 1 2 R a 1 2,5 R a 5 Ç 6 0 H ± 0, 3 I Õ, X 1 5 H 1 0 Fig. Veikimo eskizai 9
10 Gamybos tipo nustatymas vietoje 1.3 pavyzdys. Mašinų cecho teritorijoje yra 18 darbo vietų. Per mėnesį su jais atliekamos 154 skirtingos technologinės operacijos. Reikalinga: nustatyti objekto operacijų apkrovos koeficientą; nustatyti produkcijos tipą: nurodyti jo apibrėžimą pagal GOST sprendimą. 1. Tvirtinimo operacijų koeficientas nustatomas pagal (1.1) formulę: K z.o = 154/18 = 8,56. Mūsų atveju tai reiškia, kad aikštelėje kiekvienai darbo vietai priskiriama vidutiniškai 8,56 operacijos. 2. Gamybos tipas nustatomas pagal GOST ir Nuo 1<К з.о <10, тип производства крупносерийное. 3. Серийное производство характеризуется ограниченной номенклатурой изделий, сравнительно большим объемом их выпуска; изготовление ведется периодически повторяющимися партиями. Крупносерийное производство является одной из разновидностей серийного производства и по своим техническим, организационным и экономическим показателям близко к массовому производству. Задача 1.3. Известно количество рабочих мест участка (Р) и количество технологических операций, выполняемых на них в течение месяца (О). Варианты приведены в табл Требуется: определить тип производства. Таблица 1.2 Данные для расчета коэффициента закрепления операций варианта I II III IV V VI VII VIII IX X Количество рабочих мест (Р) Количество технологических операций (О)
11 2. MECHANINIO APDOROJIMO TIKSLUMAS Vienas pagrindinių technologų ir kitų staklių cechų gamybos dalyvių uždavinių – užtikrinti reikiamą pagaminamų detalių tikslumą. Realios mašinų dalys, pagamintos apdirbant, turi parametrus, kurie skiriasi nuo idealių verčių, tai yra, turi paklaidų, paklaidų dydis neturi viršyti leistinų didžiausių nuokrypių (tolerancijos). Norint užtikrinti nurodytą apdorojimo tikslumą, technologinis procesas turi būti tinkamai suprojektuotas, atsižvelgiant į įvairiais apdorojimo būdais pasiekiamą ekonominį tikslumą. Vidutinio ekonominio tikslumo normos pateiktos šaltiniuose. Svarbu atsižvelgti į tai, kad kiekvienas kitas perėjimas turėtų padidinti kokybės tikslumą. Kai kuriais atvejais galimai apdorojimo klaidos reikšmei nustatyti naudojami skaičiavimo metodai. Taip nustatomos tekinimo paklaidos, veikiant pjovimo jėgoms, atsirandančioms dėl nepakankamo technologinės sistemos standumo. Daugeliu atvejų dalių partijos apdorojimo tikslumo analizė atliekama naudojant matematinės statistikos metodus. Ekonominio tikslumo, pasiekto įvairiais apsisukimo išorinių paviršių apdirbimo būdais, nustatymas 2.1 pavyzdys. 480 mm ilgio plieninio veleno, pagaminto iš kaltinio, pakopos paviršius tekinimo staklėmis iš anksto apdorojamas iki 91,2 mm skersmens (2.1 pav.). R a 2 0 Ç 9 1, 2 pav. Pakopinis velenas Nustatykite: apdirbimo dydžio ekonominį tikslumą 91,2; apdirbamo paviršiaus tikslumo ir jo šiurkštumo kokybė. vienuolika
12 Sprendimas. Ekonominiam tikslumui nustatyti naudokite lenteles „Apdirbimo ekonominis tikslumas“, kurios pateiktos įvairiose žinynuose. Mūsų atveju, po grubaus tekinimo, apdirbto paviršiaus tikslumas turėtų būti tosios ribos ribose (priimame 13 klasę). Atsižvelgiant į tai, kad esant l/d = 5,3, apdorojimo paklaidos padidėja 1,5...1,6 karto, tai atitinka tikslumo sumažėjimą vienu laipsniu. Pagaliau priimame 14 klasės taiklumą. Kadangi grubaus tekinimo metu ruošinio dydis yra tarpinis, šis dydis nustatomas išoriniam paviršiui su pagrindinės dalies tolerancijos lauku Ø91,2h14 arba Ø91,2-0,37. Paviršiaus šiurkštumas Ra = µm (gamyklose su gerai pagamintais ruošiniais ir normaliomis gamybos sąlygomis pasiekiamas didesnis apdirbimo tikslumas). 2.1 užduotis. Viena iš veleno pakopų apdirbama vienu iš nurodytų būdų. Pasirinkimų skaičiai pateikti lentelėje Reikalinga: ekonominiam apdorojimo tikslumui nustatyti; atlikti eksploatacinį eskizą ir nurodyti ant jo dydį, tikslumo kokybę, tolerancijos dydį ir šiurkštumą. Tarkime, kad nagrinėjamos veleno pakopos paviršius turi pagrindinės dalies (h) tolerancijos lauką. variantas Pradiniai duomenys Lentelė 2.1 Apdirbimo būdas ir jo pobūdis Veleno ilgis, mm I Apdirbimas II Pusapdailinis tekinimas III Smulkus šlifavimas IV Vienkartinis tekinimas V Superfinišavimas Pakopos skersmuo, mm VI Pirminis šlifavimas VII Smulkus tekinimas VIII Galutinis tekinimas IX Deimantinis šlifavimas X Galutinis šlifavimas
13 Detalės paviršių formos tikslumo nustatymas apdirbant 2.2 pavyzdys. Išoriniame veleno paviršiuje (2.2 pav.) nurodytas formos leistinas nuokrypis, pažymėtas simboliu pagal STSEV Galutinį šio paviršiaus apdirbimą numatoma atlikti šlifuojant cilindrine šlifavimo stakle, modelio ZM151. Reikalinga: nustatyti nurodyto nuokrypio simbolio pavadinimą ir turinį; nustatyti gebėjimą atlaikyti šio paviršiaus formos tikslumo reikalavimą numatomo apdorojimo metu. 0,01 З 7 0 pav. Veleno eskizas Sprendimas. 1. Pagal pateiktą eskizą cilindrinio paviršiaus formos tikslumas išreiškiamas apvalumo tolerancija ir yra 10 mikronų. Pagal GOST šis nuokrypis atitinka 6 formos tikslumo laipsnį. Sąvoka „statumo tolerancija“ reiškia didžiausią leistiną nuokrypį nuo apvalumo. Ypatingi nukrypimų nuo apvalumo tipai yra ovalumas, briaunavimas ir kt. 2. ZM151 modelio apskrito šlifavimo staklėse galima apdoroti ruošinius, kurių maksimalus skersmuo yra iki 200 mm, o ilgis iki 700 mm. Todėl jis tinka šiam ruošiniui apdoroti. Apdorojimo šioje mašinoje nuokrypis nuo apvalumo yra 2,5 mikrono. Remdamiesi tuo, kas išdėstyta, darome išvadą, kad apdorojimą galima atlikti tam tikru tikslumu. 2.2 užduotis. Ant pav. 2.3 ir lentelėje. 2.2 rodo paviršiaus variantus su leistinais formos nuokrypiais. Būtina: nustatyti nurodytų nukrypimų pavadinimą ir žymėjimo turinį; nustatyti galimybę atlikti apdorojimą nurodytoje mašinoje, laikantis nurodyto tikslumo. Nurodykite trūkstamus matmenis. 13
14 I 0, V, V I Ç , 0 5 Ç 5 0 I I, I I I 0. 02 À 0. 02 V I I 0, À I V 0. 0 2 V I I I 0. 1 5 I X, X 0, Paveikslas Veikimo eskizai 14
15 Pradiniai duomenys Lentelė 2.2 parinktys Paviršiaus forma Mašinos tipas I Skylė Vidinis šlifavimas II Plokštuma Paviršiaus šlifavimas III Plokštuma Paviršiaus šlifavimas IV Briaunos Cilindrinis šlifavimas V, VI Skylės Honavimas VII Cilindras Sraigtinio pjovimo staklės VIII Plokštuma Išilginis obliavimas IX Cilindras Tekinimas Daugiapjovis Cilindras X Cilindrinis šlifavimas Ruošinio paviršių santykinės padėties tikslumo nustatymas apdirbant 2.3 pavyzdys. Eskize (2.4 pav.) nurodytas detalės paviršių santykinės padėties tikslumo techninis reikalavimas. Galutinis viršutinės plokštumos apdirbimas turėtų būti atliktas baigiant frezavimą vertikalia frezavimo stakle pagal darbo eskizą, parodytą 2 pav. / õ À 0, 2 / õ À À Fig. nustatyti detalės paviršių santykinės padėties tikslumą pagal technologinius žinynus, priklausomai nuo įrangos tipo; daryti išvadą, kad galima įvykdyti nurodytą reikalavimą. Sprendimas. 1. Simbolis darbiniame brėžinyje rodo viršutinės plokštumos lygiagretumo toleranciją apatinės plokštumos atžvilgiu, pažymėtą raide A. Lygiagretumo tolerancija suprantama kaip didžiausias leistinas nuokrypis nuo 15
16 paralelizmas. Mūsų atveju tolerancija yra 0,2 mm per mm plotą. 2. Pavyzdžiui, technologinių žinynų lentelėse randame didžiausius mūsų atvejo nuokrypius: jie lygūs mikronams, o 300 mm ilgio mikronai, tai reiškia, kad 150 mm ilgio jie bus lygūs 12 mikronų. Iš visų šių duomenų garantijai priimame didžiausią 100 mikronų vertę, t.y. 0,1 mm. 3. Darome išvadą, kad bus užtikrintas reikiamas apdirbtos plokštumos santykinės padėties bazinės plokštumos A atžvilgiu tikslumas. 2.3 užduotis. Ant pav. 2.6 parodytos paviršiaus apdorojimo galimybės. Reikalinga: iššifruoti tolerancijos turinio žymėjimą; parengti technologines priemones šio reikalavimo įvykdymui užtikrinti. À I, I I 0, À À I I I, I V 0, À V, V I V I I, V I I I 0, 1 5 À Á 0, 0 4 À Á I X, X 0, 0 5 À À pav. Paviršiaus apdorojimo galimybės 16
17 3. PAGRINDAI IR VIETOJIMO PRINCIPAI Norint apdirbti ruošinį staklėje, jis turi būti ant jo pritvirtintas, prieš tai parinkus pagrindus. Pagrindas reiškia, kad ruošiniui suteikiama reikiama padėtis mašinos ir įrankio atžvilgiu. Apdorojimo tikslumas priklauso nuo pagrindo teisingumo. Kuriant bazinę schemą, sprendžiami atskaitos taškų parinkimo ir išdėstymo klausimai. Gamybos sąlygomis visada atsiranda apdirbimo klaidų ε rinkinys, priklausomai nuo montavimo sąlygų, t.y. nuo pagrindo ε pagrindų, tvirtinimo ε, uždarančio ruošinį, ir nuo tvirtinimo netikslumo ε ir kt. Montavimo paklaida išreiškiama formule: ε = ε + ε + ε. (3.1) bazių rinkinys Norint sumažinti šias klaidas, svarbu laikytis bazavimo taisyklių: „šešių taškų“ taisyklės, „bazių pastovumo“ taisyklės, „bazių derinio“ taisyklės ir kt. vertes galima nustatyti įvairiais metodais. Lentelės metodas leidžia nustatyti montavimo klaidas priklausomai nuo gamybos sąlygų. Skaičiavimo metodas, skirtas nustatyti pagrindo, tvirtinimo ir dėl tvirtinimo elemento netikslumo atsiradusias klaidas, atliktas naudojant literatūroje pateiktas formules. Jei nesilaikoma taisyklės „pagrindų derinimas“, atsiranda būtinybė projektinius matmenis perskaičiuoti į technologinius (3.1 pav.). Perskaičiavimo tikslas – nustatyti pagrindinės nuorodos dydžio paklaidą ir palyginti ją su projektinio dydžio tolerancija. Á Ê uždaryti pr H = 7 5 h 9 h = 3 0 H * À 1 Ò = À 2 À S Á Ò pav. Technologinių matmenų grandinė 17
18 Matmenų grandinių apskaičiavimas atliekamas pagal GOST ir vieną iš juose nurodytų metodų („maksimalus minimumas“, tikimybinis ir kt.). Šiuose skaičiavimuose naudojamos uždaromosios grandies vardinio dydžio nustatymo formulės: h = H T, (3.2) čia H dydis, jungiantis konstrukcinę ir technologinę bazę; T – dydis, jungiantis technologinę bazę su apdorojamu paviršiumi. Uždarymo grandies dydžio paklaida ε h =ε Δ sprendžiant "maksimalaus minimumo" metodu nustatoma pagal formules: ε = T + T ; ε = T =, (3.3) h H T n h Σ T i 1 čia Ti – kiekvienos grandinės grandies dydžio nuokrypis; T N brėžinyje nustatyta H dydžio paklaida; T T Tolerancija technologiniam dydžiui, kurio vertė priklauso nuo apdorojimo būdo ir nustatoma pagal vidutinio ekonominio apdorojimo tikslumo standartą; n yra sudedamųjų nuorodų skaičius. Skaičiuojant tikimybiniu metodu, naudojamos šios formulės: Т n 2 = t λiti, (3.4) i= 1 čia t rizikos koeficientas (t = 3); λi yra santykinis sklaidos koeficientas (normalaus skirstinio dėsnio λi = 1/9). Kai pasiskirstymo dėsniai nežinomi, jie ima t = 3 ir λi = 1/6, taigi n T i i= 1 2 T 1,2t. (3.5) = Skaičiuojant turi būti įvykdyta sąlyga T h T Σ. (3.6) 18
19 à Technologinės bazės pasirinkimas atsižvelgiant į dalies techninius reikalavimus 3.1 pavyzdys. Korpuso gamybos technologiniame procese numatyta D skersmens skylės išgręžimo operacija (3.2 pav.). Darant skylę reikia laikytis a matmenų ir techninių reikalavimų dėl teisingos santykinės skylės padėties kitų detalės paviršių atžvilgiu. Â H 0,1 À 6 Ã Á 6 Â D 4 5 4,5 Á 0,1 22 0,1 Á pav. Darbinis brėžinys À À , 3.3 pav. Pagrindo schema Reikalinga: pasirinkti atitinkamos operacijos technologinę bazę; parengti pagrindinį planą. Sprendimas. 1. Vienas iš projektinių pagrindų yra pagrindo plokštuma A. Ji turėtų būti imama kaip technologinė instaliacinė bazė, sukuriant tris atskaitos taškus 1, 2 ir 3 jo pagrindui (3.3 pav.). Technologinis kreipiamasis pagrindas turi būti plokštuma B su dviem atskaitos taškais 4 ir 5. Šis pagrindas leis apdirbti šiai plokštumai statmeną skylę. Norint užtikrinti skylės padėties simetriją išorinio kontūro atžvilgiu, paviršius C gali būti naudojamas kaip technologinė bazė, tačiau struktūriškai lengviau tam panaudoti puscilindro paviršių G ir naudoti įtaisą su kilnojamu šiam tikslui skirta prizmė. Remdamiesi tuo, kas išdėstyta, taikome trijų paviršių technologinę bazę: A, B ir D (3.3 pav.). 2. Pagrindo schema, kuri yra atskaitos taškų vieta ruošinio pagrinduose, parodyta fig.
20 a 3.1 uždavinys. Norint atlikti mašinos operaciją, skirtą apdirbti nurodytą detalės paviršių, reikia pasirinkti technologinę bazę ir sudaryti pagrindo schemą. Parinktys parodytos fig. ir d lentelėje Vertikalus gręžimas Išgręžti 2 skyles X Smulkus gręžimas Išgręžti 2 skyles 20
21 Technologinės bazės nustatymas ir ruošinio pagrindo schemos sudarymas 3.2 pavyzdys. Būtina: atsižvelgti į esamo armatūros montavimo elementus (3.5 pav.) ir pritvirtinant ruošinį į armatūrą, sumontuoti ruošinio paviršius, kurie sudaro technologinę bazę; parengti ruošinio pagrindo schemą ir padaryti išvadą, ar laikomasi šešių taškų taisyklės Sprendimas. 1. Paveikslėlyje pavaizduotame įrenginyje identifikuojame jo montavimo elementus: korpuso plokštumą 2, montavimo cilindrinį kaištį ir montavimo nukirptą pirštą 3. Ruošinio technologinė bazė yra šie paviršiai: apatinė ruošinio plokštuma. ruošinys A ir dvi įstrižai esančios skylės. 2. Atsižvelgdami į nustatytas technologines bazes ir naudojamus montavimo elementus, parengiame pagrindo schemą (3.6 pav.): suformuojami trys atskaitos taškai (1, 2, 3) plokštumos (montavimo pagrindo) vietai nustatyti; pagrindui ant pirmosios skylės (naudojant cilindrinį kaištį) suformuojami dar du atskaitos taškai (4, 5), o antrosios skylės pagrindui – nupjautas kaištis (6), formuojantis 6 pagrindo tašką. 3. Kaip matyti iš 3.6 pav. ir aukščiau pateiktų samprotavimų, laikomasi šešių taškų pagrindo taisyklės, ruošiniui atimami šeši laisvės laipsniai А pav. Ruošinio pagrindas 21
22 pav. Pagrindo schema 6 3.2 užduotis. Ant pav. 3.7 parodytas įtaisas, skirtas apdorojimui mašinoje. Naudojant paveikslą būtina nustatyti ruošinio pagrindo technologinę bazę ir pateikti ruošinio pagrindo schemą; Padarykite išvadą apie atskaitos taškų pasirinkimo teisingumą pagal jų skaičių ir išdėstymą. Varianto numeris paveiksle nurodytas romėnišku skaitmeniu. I, I I A - A I I I, I V, V À À V I, V I I V I I I, I X, X Fig Tools 22
23 Tiesinės technologinės matmenų grandinės skaičiavimas 3.3 pavyzdys. Sureguliuotoje horizontalioje frezavimo staklėje, atliekant sąranką, nurodyta plokštuma baigta. Tokiu atveju reikia išlaikyti koordinacinį dydį h \u003d (70 ± 0,05) mm (3.8 pav.). Dydžio nuokrypis h = 0,1 mm. Būtina: nustatyti, ar apdorojimo metu bus išlaikytas nurodyto dydžio tikslumas. B - k o n s t r u c t o r s y a y b z z À h 8 (- 0,) À Σ = h = 7 0 ± 0, 0 5 À 1 = 8 5 h 8 (- 0,) A - t e x technologiniai matmenys bzls . 1. Iš pavyzdžio būklės ir eksploatacinio eskizo matyti, kad technologine baze imama ruošinio apatinė plokštuma A. Projektiniai ir matavimo pagrindai dydžiui h valdyti yra viršutinė plokštuma B. Dėl to, kad pagrindai nesutampa, atsirado būtinybė perskaičiuoti projektinius matmenis technologiniams. Tokiu atveju reikia apskaičiuoti paklaidą, su kuria galima padaryti dydį h, ir palyginti ją su šio dydžio tolerancija T h, turi būti įvykdyta sąlyga ε h T h. 2. Nagrinėjama matmenų grandinė yra linijinė ir susideda iš trijų grandžių: mus dominantis dydis h = 70 mm bus laikomas uždarymo grandimi A, pirmoji komponento grandis, dydis A 1 = 85h8 (85-0,04) tarp anksčiau apdorotos plokštumos yra didėjanti grandis; antrojo komponento jungties dydis A 2 yra technologinis, redukuojantis, o jo tikslumą lemia ekonominio apdirbimo staklėse tikslumo normos (žr. GOST). Mūsų atveju tokio dydžio paklaida yra 0,06 mm. Vardiniai šios grandinės matmenys yra susieti pagal 23 lygtį
24 A = A 1 A 2 = = 70 mm. 3. Skaičiuojant tiesinių matmenų grandinę (3.8 pav.) visiško pakeičiamumo metodu, t.y. taikant maksimalaus minimumo metodą, pirminės (uždarymo) grandies didžiausius nuokrypius (apdorojimo paklaidą) nustatykite pagal formulę (3.3): T n = Ti = (TA 1 + TA2) = (0.06) = 0.114mm Σ. i= 1 Kaip matyti iš sprendimo, brėžinio paklaida T h = 0,1 mm yra mažesnė už galimą apdorojimo paklaidą T = ε h = 0,114 mm, o tai yra visiškai nepriimtina. Todėl būtina imtis priemonių, kad būtų įvykdyta sąlyga ε h T h. apie tolerancijos T h išplėtimą iki 0,12, tada T = ε h = (0,06) T h. Antra, kaip galutinį (apdailinį) apdorojimą taikykite smulkų malimą arba smulkų šlifavimą. Šių procesų ekonominis tikslumas yra didesnis ir su jais T A2 =0,025 mm (GOST). Tada T = (0,025) = 0,079 mm. Sąlyga T T h įvykdyta. Trečia, komponento dydis A = 85h8 buvo gautas apdorojant A ir B plokštumas prieš aptariamą operaciją. Jei ankstesnis apdorojimas buvo atliktas tiksliau viena kokybe, tada dydžio tolerancija bus 85h7 (-0,035). Tada apdorojimo paklaida T = (0,035 +0,06) = 0,095 mm. Sąlyga įvykdyta T T h. Ketvirta, skaičiuodami matmenų grandinę, galite naudoti tikimybinį metodą pagal formulę n T i i = 1 2 T 1,2t. 2 2 Tada T = 1,2 0,060 = 0,097 mm ir sąlyga T Th yra įvykdyta. Penkta, uždarymo grandies tolerancija apskaičiuojama naudojant tikimybių teoriją nuokrypių paklaidų sklaidos atveju pagal normalaus skirstinio dėsnį pagal (3.5) formulę. Mūsų atveju 2 2 TΣ = 0,060 = 0,08 mm. Sąlyga T T h įvykdyta. Šešta, gaminant nedideles detalių apimtis, t.y., vienetinėje ar nedidelėje gamyboje, galima dirbti ne su reguliavimu, o, pavyzdžiui, nuimant bandomąsias lustas. Apdorojant kiekvieną dalį, valdomas dydis h. = 24
25 3.3 užduotis. Ant pav. 3.9 ir lentelėje. 3.2 pateikiami operacijų variantai. Būtina: nustatyti galimą dydžio nustatymo paklaidą dėl nurodyto apdorojimo. I, I I I I I, I V 1 2 l V, V I l 2 l 1 l h 9 Ç Ç Ç l 1 l 2 V I I, V I I I h 9 1 l 2 l 1 2 Ç Ç Ç h h h h 1 0 l 1 I Xl Pav Matmenų grandinių skaičiavimo parinktys Pradiniai duomenys Pasirinkimo 3.2 lentelė Operacijos turinys Dydis l, mm I Plokštuma 1 iš anksto l 1 = 150 + 0,2 II Plokštuma 2 plokštuma pagaliau l 2 = 170 ± 0,1 III Iš anksto nupjautas galas 1 l 1 =60+0,3 IV Nupjautas galas 2 galiausiai l 2 =30+0,1 V Nupjautas galas 1 pirmas L 1 = 100+0,2 VI Nupjautas galas 2 galiausiai l 2 =50+0,1 25
26 3.2 lentelės tęsinys VII Malimo plokštuma 1 preliminarus l 1 =75+0,1 VIII Šlifavimo plokštuma 2 galutinė l 2 = 175+0,2 IX Frezavimo plokštuma 1 preliminari l 1 =70+0,4 X Malimo plokštuma 2 galutinė l 2 =30+0,2 4 GAMYBOS PROJEKTAVIMAS Sėkmingas mechanikos inžinerijos uždavinių sprendimas yra įmanomas tik kuriant naujas ir tobulinant esamas mašinas, siekiant didesnio našumo, mažinant jų svorį, matmenis ir sąnaudas, didinant ilgaamžiškumą, lengvą priežiūrą ir patikimumą. operacijoje. Tuo pačiu metu pačioje mašinų gamyboje būtina tobulinti gaminių gamybos technologinius procesus, tobulinti visų technologinės įrangos priemonių panaudojimą, diegti pažangius gamybos organizavimo į gamybą metodus. Vienas iš efektyvių šių problemų sprendimo būdų yra konstrukcijų pagaminamumo principų įdiegimas. Šis terminas suprantamas kaip toks dizainas, kuris, atsižvelgiant į visas eksploatacines savybes, užtikrina minimalų darbo jėgos intensyvumą, medžiagų suvartojimą ir sąnaudas, taip pat galimybę greitai įsisavinti tam tikro tūrio gaminių gamybą naudojant šiuolaikinius apdorojimo ir surinkimo metodus. . Gamybiškumas yra svarbiausia techninė bazė, užtikrinanti projektavimo ir technologinių rezervų panaudojimą gamybos techninių ir ekonominių rodiklių bei gaminių kokybės gerinimo uždaviniams vykdyti. Gamybos gerinimo darbai turėtų būti atliekami visuose pagamintų gaminių projektavimo ir kūrimo etapuose. Atliekant darbus, susijusius su gamyba, reikia vadovautis standartų grupe, įtraukta į Vieningą gamybos technologinio paruošimo sistemą (USTPP), būtent GOST, taip pat GOST „Technologinė kontrolė projektinėje dokumentacijoje“. Detalių konstrukcijos pagaminamumą lemia: a) racionalus pradinių ruošinių ir medžiagų pasirinkimas; b) detalės formos pagaminamumas; c) racionalus išdėstymas 26
27 dydžiai; d) optimalaus matmenų tikslumo, paviršių formos ir santykinės padėties, šiurkštumo parametrų ir techninių reikalavimų nustatymas. Detalės pagaminamumas priklauso nuo gamybos tipo; pasirinktas technologinis procesas, įranga ir įrankiai; gamybos organizavimas, taip pat detalės ir surinkimo mazgo eksploatavimo sąlygos gaminyje bei remonto sąlygos. Dalies konstrukcijos, pavyzdžiui, velenų poklasio, pagaminimo požymiai yra nedideli laiptuotų velenų laiptelių skersmenų skirtumai, laiptuotų paviršių vieta, kurios skersmuo sumažėja nuo vidurio arba nuo vienas iš galų, galimybė apdirbti visus apdirbtus paviršius, galimybę detalei gaminti naudoti originalų progresyvaus tipo ruošinį, kuris savo forma ir matmenimis yra artimas gatavos detalės formai ir matmenims, gebėjimas taikyti didelio našumo apdorojimo metodus. Originalaus ruošinio pagaminamumo gerinimas 4.1 pavyzdys. Atraminio korpuso gamybai buvo padaryti du originalaus ruošinio, gauto liejant, projektavimo variantai (4.1 pav., a, b). Būtina nustatyti, kuris iš variantų turi technologiškai pažangesnį originalaus ruošinio dizainą. Sprendimas. Korpuso (4.1 pav., a) apatinėje dalyje yra vamzdinė ertmė. Norint suformuoti jį formoje, reikės naudoti konsolinį strypą, o tai apsunkins ir padidins liejinio gamybos sąnaudas. Lygi nemažo ilgio skylė viršutinėje dalyje apsunkins apdirbimą. Korpusas (4.1 pav., b) apatinėje dalyje turi kryžminę dalį, kuri pasižymi dideliu stiprumu ir standumu, o liejimui atlikti nereikia strypo. Tai labai palengvina liejimo formų gamybą. Liejinys yra simetriškas vertikalios plokštumos atžvilgiu ir bus lengvai formuojamas dviejose kolbose. Vidurinėje dalyje esanti kiaurymė turi įdubą ir dėl to sumažėja apdirbamos skylės paviršiaus ilgis, o tai savo ruožtu labai palengvina ir sumažina apdirbimo išlaidas. Remiantis aukščiau išdėstytais samprotavimais, galima daryti išvadą, kad antrasis variantas yra technologiškai pažangesnis. 27
28 À À À - À à) b) Fig. Liejimo formos variantai 4.1 uždavinys. Projektuojant originalų ruošinį ar jo elementus buvo pasiūlyti du projektai (parinktys pateiktos 4.1 lentelėje, 4.2 pav.). 4.1 lentelė Pradiniai pasirinkimo duomenys Dalies pavadinimas Ruošinio tipas I; VIII; VIIIIII; VIIIIV; IXV; X Dantytas ratas Svirtis Dangtis Kėbulo anga Apvalus korpusas Štampuotas kalimas Tas pats Liejimas Suvirintas liejimas I, V I I I, V I I I I I, V I I I I V, I X V, X pav. Ruošinių variantai 28
29 Reikalaujama, kad būtų atsižvelgta į kiekvieno iš pradinio ruošinio variantų konstrukcijos pagaminamumo įvertinimo aplinkybes ir būtų nustatytas labiau tinkamas gaminti. Dalių ir jų elementų pagaminamumo gerinimas 4.2 pavyzdys. Siekiant pagerinti technologinio proceso techninius ir ekonominius rodiklius, siūlomi du variantai atlikti elementų dalį korpuso konstrukcijoje, pagamintą iš liejinių (4.3 pav., a, b). Būtina įvertinti jų pagaminamumą. Sprendimas. Detalės korpuso įvorės ir plokštės (4.3 pav., a) yra išdėstytos skirtinguose lygiuose, o kiekviena įvorė turi būti apdorojama pagal individualų derinimą. Nepakankamas viršutinės dalies standumas neleidžia naudoti didelio našumo apdirbimo metodų. Pagal dizainą pav. 4.3, b, visi apdirbti paviršiai yra toje pačioje plokštumoje, todėl juos galima apdirbti viena stakle, pavyzdžiui, vertikalia arba išilgine frezavimo staklėmis. a) b) Fig. Liejimo galimybės Pridėtos briaunos detalės vidinėje pusėje padidina korpuso standumą. Apdorojimo metu tai padės sumažinti ruošinio deformaciją dėl pjovimo ir suspaudimo jėgų ir leis apdoroti aukštomis pjovimo sąlygomis arba keliais įrankiais vienu metu. Tai pagerins apdirbamų paviršių tikslumą ir kokybę. 29
30 Detalės neapdirbtų paviršių lygis yra žemiau apdirbtų paviršių. Tai leis efektyviau apdoroti „per leidimą“. 4.2 užduotis. Vienas ir tas pats mašinos dalies konstrukcinis elementas gali būti struktūriškai išspręstas skirtingai. Šie sprendiniai pavaizduoti dviem eskizais (parinktys 4.4 pav.). Būtina išanalizuoti palygintus konstrukcijų pagaminamumo eskizus ir pagrįsti detalės konstrukcinio elemento pasirinkimą. I, I I V I I, V I I I I I, I V V, V I I X, X R Kėbulas, sveriantis m D = 2 kg, pagamintas iš ketaus SCh 20 GOST. ruošinio masė m 0 \u003d 2,62 kg. trisdešimt
31 Detalės apdirbimo sudėtingumas T i = 45 min su pagrindine darbo sąnauda (analogas) = 58 min. Technologinė detalės kaina С m = 2,1 rublis. bazine technologine kaina analogo C b.t = 2,45 rub. Detalės ant paviršių projektinės analizės duomenys pateikti 4.2 lentelėje Pradiniai duomenys Paviršiaus pavadinimas Paviršių skaičius Vieningų elementų skaičius Pagrindinė skylė 1 1 Flanšo galas 2 Nuožulna 2 2 Srieginė skylė 8 8 Pagrindo viršus 2 Skylės Pagrindo 4 4 Pagrindo apačia 1 Iš viso ... Q e =20 Q c.e. = 15 Reikia nustatyti detalės konstrukcijos pagaminamumo rodiklius. Sprendimas. 1. Pagrindiniai konstrukcijos pagaminamumo rodikliai yra: absoliutus techninis ir ekonominis detalės gamybos darbo intensyvumo rodiklis ir = 45 min; konstrukcijos pagaminamumo lygis pagal gamybos sudėtingumą K U.T = T ir /T b.i = 45/58 = 0,775. Dalis pagal šį rodiklį yra technologiškai pažangi, nes jos darbo intensyvumas yra 22,5% mažesnis nei bazinio analogo; technologinė detalės kaina C m = 2,1 rublis; konstrukcijos pagaminamumo lygis technologinėmis sąnaudomis K y. c \u003d C t / C b.t \u003d 2,1 / 2,45 \u003d 0,857. Detalė yra gaminama, nes jos savikaina, palyginti su baziniu analogu, sumažėjo 14,3%. 2. Papildomi rodikliai: dalies konstrukcinių elementų suvienodinimo koeficientas K y. e \u003d Q y.e / Q e \u003d 15/20 \u003d 0,75. 31
32 Pagal šį rodiklį dalis yra technologiškai pažangi, kadangi K y. e>0,6 dalies svoris m D = 2 kg; medžiagų panaudojimo koeficientas K ir.m \u003d m d / m 0 \u003d 2 / 2,62 \u003d 0,76. Šio tipo pradiniam ruošiniui šis indikatorius rodo, kad medžiaga tinkamai naudojama. 4.3 užduotis. Apie aptariamą dalį yra žinomas jos originalus ruošinys ir pagrindinis analogas arba prototipas; pagrindiniai duomenys pateikti lentelėje. 4.3 dešimčiai variantų. Būtina nustatyti detalės konstrukcijos pagaminamumo rodiklius. 4.3 lentelė Pradiniai pasirinkimo duomenys Detalės paviršių skaičius Qe Vieningų elementų skaičius Qw.e Svoris, kg Pradinio ruošinio dalys md m0 Darbo intensyvumas, min Dalys Ti Bazinis analogas Tb.i Savikaina, rub. Išsami informacija St Basic analogas C6.g I; VI ,8 1,7 2,1 II; VII ,3 0,9 1,3 III; VIII,1 3,4 4,1 IV; IX.2 0.2 1.4V; X ,8 5,8 5,3 5. MECHANINIAI ATLAIDAI. EKSPLOATACINIAI MATMENYS IR JŲ LEISTINĖS NUORODOS Atsižvelgiant į pradinio ruošinio elementarųjį paviršių ir atitinkamą gatavos detalės paviršių, bendra apdirbimo našta nustatoma lyginant jų dydžius: tai yra atitinkamo paviršiaus ant originalaus ruošinio dydžių skirtumas. ir baigta dalis. Atsižvelgiant į išorinį sukimosi paviršių (5.1 pav. kairėje), bendra nuolaida: 2P bendras d \u003d d 0 d D; (5.1) 32
33 ties vidiniu sukimosi paviršiumi (5.1 pav. centre) bendra nuolaida: 2P bendras d \u003d D D D 0; (5.2) ant plokščio paviršiaus (dešinėje 5.1 pav.) bendras šoninės nuolaidos dydis: P bendras h \u003d h 0 h D, (5.3) čia d 0, D 0, h 0 yra šono matmenys originalus ruošinys; d D, D D, h D atitinkami pagamintos detalės matmenys; 2P bendrosios d ir 2P bendrosios d bendrosios skersmens, išorinio paviršiaus ir skylės nuolaidos; П bendras leidimas vienai pusei (galas, plokštuma). Apdirbimo pašalpa paprastai pašalinama iš eilės keliais perėjimais, todėl sukimosi paviršiams ir plokštiems paviršiams 2P bendra d = 2P i ; 2P bendra d = 2P i ; P bendras h = 2P i, (5.4) čia Pi yra tarpinės nuolaidos, atliekamos i-ojo perėjimo metu, o kiekvieno kito perėjimo metu tarpinės prielaidos dydis yra mažesnis nei ankstesnis, o su kiekvienu paskesniu perėjimu tikslumas didėja o apdirbamo paviršiaus šiurkštumas mažėja. Ï Ï d ä d 0 D ä D 0 h ä h 0 Ï Ï Ï Figūrinių detalių apdirbimo technologijų parametrai ruošinio tarpiniai matmenys, kurie nurodomi technologinėje dokumentacijoje, priklausomai nuo 33
34, iš kurių atlikėjai pasirenka pjovimo ir matavimo įrankius. Tarpinius leidimus kiekvienam perėjimui galima nustatyti dviem būdais: eksperimentiniu-statistiniu metodu, naudojant lenteles GOST, technologinėse žinynuose, padalinių rekomendacijų technologinėje medžiagoje ir kituose šaltiniuose. Šiuose šaltiniuose dažnai trūksta lentelių, pagal kurias būtų galima nustatyti eksploatacines išmokas pirmajam grubiam perėjimui. Apytikrio perėjimo eksploatavimo pašalpa nustatoma skaičiuojant pagal formulę P 1 = P bendras (P 2 + Pz P n), (5.5) čia P bendras yra bendras apdirbimo pajėgumas, nustatytas projektuojant ruošinį; P 1, P 2; ..., P p tarpiniai leidimai atitinkamai už 1, 2, ..., n perėjimus; skaičiavimo ir analizės metodas pagal specialias formules, atsižvelgiant į daugelį apdorojimo veiksnių. Skaičiuojant šiuo metodu, eksploataciniai leidimai yra mažesni už pasirinktus iš lentelių, o tai leidžia sutaupyti metalo, sumažinti apdirbimo išlaidas. Šis metodas naudojamas kuriant technologinius procesus, skirtus didelės metinės produkcijos dalių apdorojimui. Technologinėje dokumentacijoje ir apdirbimo praktikoje naudojami tarpiniai vardiniai dydžiai su leistinais nuokrypiais. Kaip matyti diagramoje (5.2 pav.) apdorojant leidimus ir leistinus nuokrypius, vardiniai tarpiniai matmenys priklauso nuo vardinių nuolaidų, kurios randamos pagal formulę P nomi = P min i + T i-1, (5.6) čia T i-1 yra ankstesnio perėjimo tarpinio dydžio nuokrypis. Įvairiems paviršiams naudojamos šios formulės: apsisukimų paviršiams, išskyrus apdirbimo centruose atvejį: 2П nomi = 2(R zi-1 + h i Δ i 1 + ε) + T i-1 ; (5.7) 2 i apsisukimo paviršiams apdirbant centruose: 34
35 plokštiems paviršiams 2П nomi = 2(R zi-1 +h i-1 +Δ Σi-1) + T i-1; (5.8) П nomi = 2(R zi-1 + h i-1 + Δ Σi-1 +ε i) + T i-1 ; (5.9) dviem priešingiems plokštiems paviršiams, juos apdorojant vienu metu: П nomi = 2(R zi-1 + h i-1 + Δ Σi-1 +ε i) + T i-1, (5.10) kur R Zi-1 paviršiaus mikronelygumo aukštis po ankstesnio perėjimo; h i-1 pažeisto sluoksnio storis (gylis), gautas ankstesniame gretimame perėjime, pvz., liejant odą, dekarbonizuotą arba darbui grūdintą sluoksnį (į šį terminą neatsižvelgiama ketaus dalims, pradedant nuo antrojo perėjimo, ir dalims po terminio apdorojimo); Δ Σi-1 yra bendra erdvinių nuokrypių nuo teisingos formos tarpusavyje sujungtų paviršių vertė (iškrypimas, ekscentriškumas ir kt.), likusių po ankstesnio perėjimo (bendra erdvinių nuokrypių vertė mažėja su kiekvienu sekančiu perėjimu: Δ Σi = 0,06 Δ Σ0 ;Δ Σ2 = 0,05 Δ Σ1 , Δ Σ3 = 0,04 Δ Σ 2. Kai ruošinys ar įrankis nėra standžiai suspaustas, pavyzdžiui, svyruojančiuose arba slankiojančiuose laikikliuose Δ Σi-1 = 0); ε i yra ruošinio nustatymo ant mašinos klaida, kai atliekama aptariamas perėjimas: 2 pagrindas 2 uždarymas 35 2 tvirtinimas ε = ε + ε + ε, (5.11) centrai ε i = 0, apdorojant kelių padėčių operacijomis, kai keičiant pozicijas, į indeksavimo paklaidą ε ind = 50 μm atsižvelgiama pagal formulę ε i = 0,06 ε i-1 + ε ind); T i-1 tarpinio dydžio nuokrypis (nustatant pirmojo grubaus perėjimo priedą išoriniams paviršiams, atsižvelgiama tik į jo minusinę dalį T, o vidiniams 0 paviršiams - į pliusą pradinio ruošinio leistino nuokrypio dalį) . Tarpiniai matmenys apdirbant išorinius sukimosi paviršius (velenus) nustatomi atvirkštine tvarka
36 šio paviršiaus apdirbimo technologinio proceso, t.y. nuo baigtos detalės dydžio iki ruošinio dydžio, prie didžiausio ribinio gatavo detalės paviršiaus dydžio (pradinio skaičiuojamojo dydžio) paeiliui pridedant priedus P nom4; P nom3; P nom2; P nom1. Šių matmenų leistinos nuokrypos nustatomos pagal velenų sistemą su atitinkamos kokybės tolerancijos lauku h. Didžiausia gatavo paviršiaus dydžio riba laikoma pradiniu projektiniu dydžiu. Tarpinių dydžių apvalinimas atliekamas didinant tarpinę priedą iki tokio pat ženklo kaip ir šio dydžio tolerancija. Vidinių paviršių tarpinių nuolaidų ir matmenų skaičiavimo ypatybės yra šios: a) tarpinių (sąveikos) matmenų leistinos nuokrypos nustatomos pagal skylių sistemą su atitinkamos kvalifikacijos tolerancijos lauku H; b) vardiniai matmenys ir vardinės nuolaidos visuose perėjimuose, išskyrus pirmąjį, yra susieti priklausomybe П nomi = П mini +T i-1, (5.12) ir nustatoma pirmojo (apytikrio) perėjimo vardinė nuolaida pagal formulę, kur П nomi = П mini + T 0 +, (5.13) + T 0 plius ruošinio tolerancijos dalis; c) tarpiniai matmenys nustatomi atvirkštine technologinio proceso tvarka nuo baigtos skylės dydžio iki ruošinio dydžio, atimant nuolaidas P nom3 iš mažiausio ribinio išbaigtos skylės dydžio (pradinio dydžio); P nom2; P nom1. Jų leistinos nuokrypos nustatomos pagal skylių sistemą su tolerancijos lauku H; d) pradiniu apskaičiuotu dydžiu imamas mažiausias baigtos skylės ribinis dydis. Detalės išorinio paviršiaus, ruošinių visuose apdirbimo etapuose ir originalaus ruošinio tolerancijos laukų schema bei bendrųjų ir tarpinių nuolaidų laukai parodyta fig.
37 + T 0 - d 0 m. e e r e n t 2 d 2 i o m = d 3 n o m + 2 П 3 n o m 2 П 3 n o m T 3 d 3 n o m = d 4 n o m + 2 n 4 n o m 2 4 n o m T 4 I r e d I I I R e d Id Id Schema lerance fields Visų pirma, tarpinio pasirinkimas leidimai apdirbant valcuotą veleną ir tarpinių matmenų skaičiavimas 5.1 pavyzdys. Pakopinis velenas, kurio ilgis L D \u003d 480 mm (5.3 pav.), Smulkioje gamyboje gaminamas iš įprasto tikslumo plieno apvalaus karštai valcuoto plieno, kurio skersmuo d 0 \u003d 100 mm. Didžiausio skersmens Ø90h10(90-0,35) veleno pakopa su paviršiaus šiurkštumu Ra5 (Rz20) apdorojama du kartus: pirminiu ir galutiniu tekinimo būdu. Reikalinga: nustatyti bendrą diametralinio dydžio apdirbimo ribą; statistiniu metodu nustatyti tarpinius leidimus abiem apdorojimo perėjimams; apskaičiuokite tarpinį dydį. R a 5 Z 9 0 h * Pav. Pakopinis velenas 37
38 Sprendimas. 1. Bendra apdirbimo priemoka skersmeniui nustatoma pagal formulę 5.1: 2P bendras d = = 10 mm. 2. Vidutinio skersmens pašalpa smulkiam veleno sukimui. 2P 2stalas = 1,2 mm. Smulkaus masto gamybai pašalpa didėja, kuriai įvedamas koeficientas K \u003d 1,3, ty 2P 2kalc \u003d 1,2 1,3 \u003d 1,56 mm 1,6 mm. Kadangi technologiniuose žinynuose nėra nurodymų dėl skersmens eksploatacinės pašalpos dydžio grubaus tekinimo metu, jį nustatome skaičiuodami pagal formulę (5.4): Taigi pradinis apskaičiuotas skersmens dydis (didžiausias ribinis dydis) yra d ir cx = 90 mm, eksploatacinės išmokos baigiant tekinimą 2P 2 = 1,6 mm. Ruošinio skersmuo po grubaus tekinimo d 1 = d ref + 2P 2 = 91,6; taip pat yra su tolerancija: d 1 \u003d 91,6h12 arba d 1 \u003d 91,6-0,35; paviršiaus šiurkštumas Ra20. Technologinėje dokumentacijoje abiejų perėjimų eksploataciniai eskizai padaryti (5.4 pav., a, b) R a 20 Ç 9 1, 6 h 1 2 à) R a 5 Ç 9 0 h 1 0 b) pav. Veikimo eskizai 5.1 užduotis . Pakopinio veleno gamybai (5.5 pav.) kaip ruošinys buvo naudojamas įprasto tikslumo plieninis apvalus karštai valcuotas plienas, kurio skersmuo d 0. Šio veleno didžiausia skersmens pakopa, kurios skersmuo d D, pagaminta su. 11 laipsnio tikslumas ir Ra10 paviršiaus šiurkštumas, apdorojamas 38
39 du kartus preliminarus ir galutinis tekinimas. Užduoties parinktys pateiktos lentelėje d 0 d ä L ä Pav. Tuščias apskritimas Pradiniai duomenys 5.1 lentelė I variantas II III IV V VI VII VIII IX X d D mm naudojant lenteles, bendrus ir tarpinius leidimus; apskaičiuoti tarpinį dydį ir atlikti operatyvinius eskizus. Tarpinių nuolaidų kiekvienam perėjimui nustatymas statistiniu metodu (pagal lenteles) ir ruošinio tarpinių matmenų apskaičiavimas 5.2 pavyzdys. Daugiapakopis velenas (5.6 pav.) pagamintas iš padidinto tikslumo štampuotų kaltinių (I klasė). Ruošinys buvo frezuotas ir centruojamas, dėl ko buvo apipjaustyti galai ir sukurtos centrinės skylės. 39
40 Ç 8 5 p 6 Ç 9 1, 2 + 0, 3-0, * pav. Kalimo ruošinys Vienos veleno pakopos išorinio cilindrinio paviršiaus skersmuo d = 85p6(85) * šiurkštumas Ra1,25. Originalaus ruošinio D žingsnis (žr. P1.2 pavyzdį) turi skersmenį d 0 = 91, o šiurkštumą Rz250 (Ra60). Priimta nurodyto paviršiaus apdorojimo seka pateikta lentelėje Reikalinga: išanalizuoti pradinius duomenis; statistiniu metodu (pagal lenteles) nustato veiklos leidimus kiekvienam perėjimui; apskaičiuoti kiekvieno technologinio perėjimo tarpinius matmenis. Sprendimas. 1. Bendra apdirbimo pašalpa vienam skersmeniui yra 6,2 mm. Apdirbamo paviršiaus dydžio kietėjimo koeficientas K standus.r. = T 0 /T D = 2000/22 = 91. 5.2 lentelė Pradiniai duomenys Apdorojimo seka (perėjimo turinys) Paviršių pagaląsti iš anksto Paviršių pagaląsti šlifavimui. .5 1.25 Atkreipkite dėmesį, kad leistinas originalaus ruošinio skersmens nuokrypis atitinka maždaug 16 tikslumo laipsnį (IT16), o baigtos detalės 6 tikslumo klasę (IT6). Taigi apdorojimo tikslumas padidėja maždaug dešimčia kvalifikacijų. Tokį tikslumo skirtumą galima pasiekti keturiais apdorojimo etapais, taigi 40
41 kaip kiekvienas apdorojimo etapas padidina dydžio tikslumą vidutiniškai kokybiškai. 2. Eksploatacinių pašalpų pasirinkimas skersmeniui atliekamas pagal lenteles. Bendra nuolaida 2P iš viso = 6,2 mm. Lentelinė skersmens eksploatacinės vertės vertė šlifavimo metu yra 0,5 mm, ją paskirstome pirminiam ir galutiniam šlifavimui (maždaug santykiu 3: 1) ir gauname 2P 3 = 0,375 mm ir 2P 4 = 0,125 mm. Suapvalintas priimti 2P 3 = 0,4; 2P 4 \u003d 0,1. Šlifavimo posūkio pašalpa 2P 2 \u003d 1,2 mm. Iš čia randame grubaus tekinimo priedą: 2P 1 = 2P iš viso 2P 2 2P 3 2P 4 = 4,5 mm. Kiekvieno perėjimo paviršiaus parametrai po apdirbimo pateikti lentelėje. 5.3, galima padaryti tokias išvadas: a) bendra prielaida padalinta iš perėjimų 72,5%, 19,5%, 6,5% ir 1,5% atžvilgiu, kas atitinka apdirbimo technologijos taisykles; b) po kiekvieno perėjimo tikslumas didėja tokia seka (pagal kvalifikaciją): ir atitinkamai mažėja dydžio tolerancija (tolerancija griežtėja) 4,3; 3,8; 2,6 ir 2,1 karto; 5.3 lentelė Pradiniai perėjimo duomenys Tarpinio skersmens nuolaidos žymėjimas ir dydis 0 2P bendras = 6,2 mm Tolerancijos laukas IT 16 (I klasė pagal GOST) 1 2P 1 =4,5 mm h13 2 2P 2 = 1,2 mm h10 3 2P 3 = 0,4 mm h8 4 2P 4 = 0,1 mm р6 41 Leistinas dydžio nuokrypis, mm +1,3 0,4 0 0,054 +0,059 +0,037 Paviršiaus šiurkštumas, µm Rа60 (Rz250) Rа20 Rа5.5 Rа2.5 Ra1.25
PRAKTINIS DARBAS 5 Tema "Gemavimo pagrindai ir principai" Praktinio darbo tikslas: Suformuoti gebėjimą pasirinkti technologines bazes, atsižvelgiant į detalei keliamus techninius reikalavimus, sudaryti pagrindų schemas.
„Smolensko pramonės ir ekonomikos kolegija“ Testai disciplinoje „Mašinų gamybos technologija“ specialybė 151001 Mašinų gamybos technologija Smolensko lygis A 1. Masinė gamyba
1. Gamybos analizė. Ruošinio pasirinkimas. "Veneno" dalis yra paprastos formos, visi paviršiai galimi apdirbimui ir matavimams. Jis pagamintas iš plieno St3 GOST380-71. Gamybos procese velenas yra termiškai apdorojamas
Vardas ТЗ 1ТМ 2ТМ 3ТМ 4ТМ 5ТМ 6ТМ 7ТМ
Vadovas, skirtas apdirbimui naudojant lentelių metodą priskirti eksploatacinius leidimus 2
2 skyrius TECHNOLOGINIŲ MATMENŲ GRANDINIŲ IDENTIFIKACIJA Kuriant detalių gamybos technologinius procesus, būtina nustatyti technologines matmenų grandines (ryšius). Konstrukcija matmenų
INŽINERINĖ TECHNOLOGIJA Praktinių pratybų gairės Sankt Peterburgas 2012 RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA FEDERALINĖS VALSTYBĖS BIUDŽETINĖ MOKYMO ĮSTAIGA
BENDROJI INFORMACIJA Tikslas – išstudijuoti pagrindinius bendruosius techninius terminus ir sąvokas, būtinas įsisavinant praktinių technologijų žinias ir naudojamus atliekant edukacinio ir technologinio seminaro darbą m.
1 Kazachstano Respublikos švietimo ir mokslo ministerija RYTŲ KAZAKHSTANO VALSTYBINIS TECHNINIS UNIVERSITETAS pavadintas. D. Serikbaeva Jakovlevas V.S. AUTOMOBILIŲ GAMYBOS TECHNOLOGIJOS IR REMONTO PAGRINDAI
Kosilova A.G. Technologo-mašinų kūrėjo vadovas. 1 tomas Autorius: Kosilova A.G. Leidykla: Mashinostroenie Metai: 1986 Puslapiai: 656 Formatas: DJVU Dydis: 25M Kokybė: puiki Kalba: rusų 1 / 7 V 1st
Baltarusijos Respublikos Švietimo ministerija Mokymo įstaigos „MINSK VALSTYBINĖ MAŠINŲ GAMYBOS KOLEGIJA“ ciklo komisija „Mechaninės inžinerijos technologija“ SUTARTA Pavaduotojas. Švietimo direktorius
PRIVALOMA KONTROLĖS DARBO UŽDUOTIS Apskaičiuokite apdirbimo priedus ir tarpinius ribinius matmenis skylei Ø50H9. Ruošinys yra liejimas iš pilkojo ketaus СЧ15, gautas liejant vėsinimo formoje
PASKAITA 5. TECHNOLOGIJŲ OPERACIJŲ PLĖTRA 5.1. Racionalios perėjimų sekos nustatymas Projektuojant technologinę operaciją reikia stengtis sumažinti jos darbo intensyvumą. Spektaklis
Federalinė švietimo agentūra Archangelsko valstybinis technikos universitetas KONSTRUKCINIŲ MEDŽIAGŲ TECHNOLOGIJA Liejinių dalių gamyba Liejinių apdirbimas Metodinis
Įvadas... 3 I SKYRIUS. PRODUKTŲ KOKYBĖS TECHNOLOGINIS TIEKIMAS MECHANIKOS INŽINERIJOJE 1 skyrius. Gaminių tikslumas ir būdai jį užtikrinti gamyboje... 7 1.1. Mašinų gamybos gaminiai
Rusijos Federacijos švietimo ir mokslo ministerija.
TURINYS Priimamų santrumpų sąrašas................................... 3 Pratarmė....... .............................................................. ........ 4 Įvadas .................................................. ......... 7 Pirmas skyrius Inicialas
Rusijos Federacijos švietimo ir mokslo ministerija Federalinė valstybinė biudžetinė aukštojo profesinio mokymo įstaiga NOVOSIBIRSKO VALSTYBINIS TECHNINIS UNIVERSITETAS
UDC 621.002.2 TECHNOLOGIJŲ PROCESŲ PROJEKTAVIMO GALIMYBIŲ EFEKTYVUMO ANALIZĖ, ATSIŽVELGIANT Į TECHNOLOGINIUS IR PROJEKTAVIMO PARAMETRUS V.L. Kulyginas, I.A. Kulygina Straipsnyje aptariami teoriniai
Visos Rusijos vidurinio profesinio mokymo specialybės mokinių profesinių įgūdžių olimpiados baigiamojo etapo teorinė užduotis 15.02.08 INŽINERINĖ TECHNOLOGIJA Klausimai
1 dalis. Inžinerinės technologijos teoriniai pagrindai 1.1. Įvadas. Mechanikos inžinerija ir jos vaidmuo greitinant techninį procesą. Mašinų gamybos gamybos plėtros uždaviniai ir pagrindinės kryptys.
1 Dalyko tikslai ir uždaviniai 1.1 Technologijos mokslo ir praktikos pagrindų studijavimas. 1. Dalių apdirbimo ir transporto priemonių komponentų surinkimo technologinių procesų kūrimo įgūdžių įgijimas.
UDC 681.3 RZRBOTK GROUP TECHNOLOGINIS PROCESAS DALIŲ TIPO "VL" I.V. Gorlovas, E.V. Poletajeva, V.S. Osipovas Daugelis mašinų gamybos įmonių šiuo metu yra priverstos ieškoti papildomų
Įvadas Pateikiamas baigiamasis kvalifikacinis darbas, CNC staklių guolių gaubtelių gamybos technologinio proceso sukūrimas. Asinchroninis elektros variklis susideda iš armatūros, statoriaus,
Praktinis darbas 1 1. Pagrindai, naudojami detalės ir jos paviršių padėčiai vienas kito atžvilgiu nustatyti projektuojant: a) technologinis b) projektavimas 2. Kokie paviršiai naudojami
Mechaninio apdorojimo technologinių procesų (TP) kūrimas yra sudėtingas, sudėtingas, variantinis uždavinys, reikalaujantis atsižvelgti į daugybę įvairių veiksnių. Be komplekso plėtros
Baltarusijos Respublikos švietimo ministerija Švietimo įstaiga Bresto valstybinis technikos universitetas "PATVIRTINTA" EE rektorius "BrSTU" P.S.Poita 2016 Stojamųjų egzaminų PROGRAMA
NORMŲ STANDARTIZAVIMAS, KEIČIAMUMAS
TURINYS Įvadas... 3 I SKYRIUS. TECHNOLOGINIS TIEKIMO PRODUKTŲ KOKYBĖS MECHANIKOS INŽINERIJOJE TIEKIMAS 1 skyrius. Gaminių tikslumas ir būdai jį užtikrinti gamyboje... 7 1.1. Mašinų gamybos gaminiai
Vidurinio profesinio mokymo specialybės pagrindinio rengimo specialistų mokymo programos PROFESINIŲ MODULIŲ DARBO PROGRAMŲ SANTRAUKA 08.02.15 "Mechanikos inžinerijos technologija"
FEDERALINĖ ŠVIETIMO AGENTŪRA VALSTYBINĖ AUKŠTOJO PROFESINIO MOKYMO INSTITUCIJA „SAMARA VALSTYBINĖ AEROSMINIO UNIVERSITETAS, pavadintas akademiko S.P. KARALIENĖ"
PAVIRŠIAUS RUŠUMAS (SANTRAUKA) Detalės paviršius po apdirbimo nėra visiškai lygus, nes pjovimo įrankis palieka ant jo pėdsakus iškyšų mikronelygumo pavidalu.
FEDERALINĖ ŠVIETIMO AGENTŪRA MASKAVOS VALSTYBINIO TECHNIKOS UNIVERSITETAS "MAMI" Inžinerinės technologijos katedra Posedko VN Patvirtinta bendrųjų techninių disciplinų metodinės komisijos
Dalykos „Dujų ir naftos inžinerijos dalių ir gaminių gamybos technologiniai procesai“ bakalauro studentų savarankiško darbo metodinis tobulinimas Temos Potemės Testo klausimai savarankiškam darbui
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA Federalinė valstybinė biudžetinė aukštojo profesinio mokymo įstaiga "ULYANOVSK VALSTYBINIAI TECHNIKOS UNIVERSITETAS"
Rusijos Federacijos švietimo ir mokslo ministerija Maskvos valstybinis elektronikos ir matematikos institutas (Technikos universitetas) Elektronikos technologinių sistemų katedra PROJEKTAVIMO METODIKA
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA Rubcovsko pramonės institutas (filialas) I.I. Polzunovas“ A.V. ŽEMĖS MATMENŲ ELEMENTAI
Pavyzdys. Matmenų analizė pagal I.G. metodą. Friedlenderis Atlikime matmenų analizę pagal I.G. metodą. Friedländer trijų pakopų veleno apdorojimo technologiniam procesui, parodytam fig. P.. 6, 5,
Mokymo įstaiga "BALTARUSIJOS VALSTYBINIS TECHNOLOGIJOS UNIVERSITETAS" Medžiagotyros ir metalų technologijos katedra INŽINERINĖS TECHNOLOGIJOS Praktinių pratybų gairės
Tverės valstybinio technikos universiteto biuletenis, 32 numeris UDC 681.31.00 Gorlovas, V.S. Osipovo pramonė
TURINYS Įvadas................................................ .............................................................. .... 5 1 skyrius. Pagrindinės sąvokos ir apibrėžimai ................................. ....... .. 7 1.1. Gamybos procesas mechaninėje inžinerijoje ..................................
MSTU im. N.E. BAUMAN Medžiagų apdorojimo technologijos katedra Yakovlev AI, Aleshin VF, Kolobov A. Yu., Kurakov SV Konstrukcinių medžiagų technologija. Ruošinių apdirbimas
Rusijos Federacijos švietimo ir mokslo ministerija federalinė švietimo agentūra Valstybinė aukštojo profesinio mokymo įstaiga „Nacionaliniai tyrimai
Bendra informacija apie tekinimo įvores. Įvorių klasė apima dalis su kiauryme ir išoriniu lygiu arba laiptuotu paviršiumi. Įvorės plačiai naudojamos mašinose, pagrindinės techninės
Federalinės švietimo agentūros Valstybinė aukštojo profesinio mokymo įstaiga „Iževsko valstybinis technikos universitetas“ Votkinsko filialas Smirnovas V.A. metodiškas
UNIVERSITETAMS Â.Ô. TECHNOLOGINIAI METODAI su aukštųjų mokyklų jungimu automatizavimo srityje ÿ (ÓÌÎ ÀÌ) pobūdyje
ĮVADAS TESTŲ PROGRAMA tema "INŽINERINĖS TECHNOLOGIJOS" Įvadas Tikslai, uždaviniai, disciplinos dalykas, jos vaidmuo ir ryšys su kitomis disciplinomis. Drausmės vertė mokymo sistemoje
FEDERALINĖ ŠVIETIMO AGENTŪRA Tomsko politechnikos universitetas Dedyukh 2009 m. ŽIEDŲ APDOROJIMO TECHNOLOGINIO PROCESO TIKSLUMO ANALIZĖ Įgyvendinimo gairės
Specialybės 151001 inžinerinės technologijos kompleksinės kontrolės užduotis Suprojektuoti įvorės gamybos technologinį procesą (1 pav.). Ryžiai. 1. Medžiaga - plienas 45. Gamybos tipas -
RUSIJOS FEDERACIJOS ŠVIETIMO IR MOKSLO MINISTERIJA Toljačio valstijos universiteto Mechanikos inžinerijos instituto katedra "Mechanikos inžinerijos įranga ir technologijos" PROJEKTAVIMAS
5 skyrius TECHNOLOGINIŲ MATMENŲ GRANDINIŲ SKAIČIAVIMAS Yra įvairių RTP metodų. Pirmoje šio skyriaus dalyje išdėstyti technologinių procesų matmenų analizės pagal V.V. metodą pagrindai. Matvejeva
PROFESINIO MODULIO DARBO PROGRAMOS TURINYS PM.04 Gręžimo, tekinimo, frezavimo, kopijavimo, įrakinimo ir šlifavimo staklėmis darbų atlikimas PM.04 Gręžimo darbų atlikimas,
M. G. GALKIN I. V. KONOVALOVA A. S. Smagin MECHANINIO KŪNO DALIŲ APDOROJIMO PROCESO PROJEKTAVIMAS Pamoka Rusijos Federacijos švietimo ir mokslo ministerija Uralo federalinė
Praktinis darbas 5 Šlifavimo darbų laiko normos skaičiavimas Darbo tikslas Teorinių žinių įtvirtinimas, įgūdžių normalizavimas tam tikros dalies šlifavimo operacijoms įvairiose organizacinėse ir techninėse srityse.
Matmenų analizė pagal I.G. Friedlander Palyginti su ankstesne technika, ši technika yra daug paprastesnė. Tačiau jo taikymas apdorojimo technologinių procesų analizei ribojamas tuo, kad jis yra taikomas
1.66 užduoties 3 variantas.
Duota: d (veleno pagrindo paviršiaus dydis) = 80-0,039 mm,
? (apdorojimo metodo tikslumas) = 60 µm,
Tizn (leistinas įvorės susidėvėjimas) = 10 µm,
A2 =50±0,080 mm.
Nustatykite centravimo įvorės vykdomąjį matmenį D, kuris užtikrina nurodytą matmens A2 tikslumą frezuojant griovelį.
Sprendimas.
Montavimo schemos analizė rodo, kad centravimo įvorės D angos skersmens tikslumas turi įtakos matmens A2 tikslumui, nurodytam nuo ruošinio ašies iki apdirbamo paviršiaus. Iš montavimo schemos matyti, kad A2 dydžio fiksavimo klaida (?z) yra lygi nuliui. Remdamiesi tuo, kaip atskaitos tašką, pripažįstame, kad A2 dydžio vykdymo tikslumas: TA2 \u003d? bA2 + Tizn. + ?, kur?bA2 = ТD + Smin + Td yra А2 dydžio bazinė paklaida. Komponentų TD ir Smin dydžiai nežinomi.
Išspręsdami lygybę šių nežinomųjų atžvilgiu, gauname:
(Smin + ТD) \u003d TA2 - (Td + Tizn. +?) \u003d 0,16 - (0,039 + 0,010 + 0,060) \u003d 0,051 mm.
Iš GOST 25347-82 lentelių pasirenkame skylės tolerancijos lauką, kad būtų įvykdyta sąlyga: Smin + TD ? ES.
Palyginus apskaičiuotą vertę (Smin + TD) = 0,051 su skylės viršutinio nuokrypio (ES) lentelės verte, imu tolerancijos lauką G7 (), kuris gali būti laikomas vykdomaisiais rankovės matmenimis:
D = 80G7.
1.67 užduoties 3 variantas.
Duota: šerdies medžiaga - plienas 20X,
ruošinio medžiaga - bronza,
E 1 (plienas) \u003d 210 GPa
E 2 (bronza) \u003d 100 GPa,
?1 (plienas) = 0,3
?2 (bronza) = 0,33
f bronza ant plieno = 0,05
u?1,2 (Rz1 + Rz2)
d=30+0,013 mm
L = 40 mm
d1 = 70 mm
K = 2,0
Rz (įtvarai) - 1,6
Rz (tuščiai) - 3,2
Рz = 240 H
Tarnavimo laikas = 10 µm.
Sprendimas.
Skaičiavimų pradžios taškas yra sąlyga KMres = Mtr,
kur: Mrez = Pz - pjovimo momentas sukant paviršių
Мтр= lfp – ruošinio kontaktinio paviršiaus su įtvaru trinties momentas.
p = - kontaktinis slėgis ant jungiamojo paviršiaus.
Reikalingas minimalus sandarumas: Ncalc. min=
Naudojant vientisą šerdį: c1=1-?1 > c1=1-0,3=0,7
с2= +?2 > +0,33=1,78
Ncalc. min===3,767
Atsižvelgdami į spaudimo metu susmulkinto šiurkštumo aukščio pataisą u, randame išmatuotų trukdžių vertę:
Nmeas. min = N skaičiuot. min+u > 3,767 + 1,2 (1,6+3,2)=3,767+5,76=9,5 µm;
Iš GOST 25347-82 lentelių pasirenkame veleno tolerancijos lauką, kad
(Td+Nmeas. min +Tizn.)?ei, kur Tizn. – leistinas įtvaro nusidėvėjimas.
Mūsų atveju (13 + 9,5 + Tlife) ?ei.
Mano versijai galima priimti veleno (įtvaro) tolerancijos laukus
p5 () arba p6 () su leistinu įtvaro nusidėvėjimu 3,5 µm.
Tada šerdies matmenys yra tokie:
d=30p5()mm arba d=30p6()mm.
Prispaudimo jėga esant didžiausiam sandarumui, atsižvelgiant į saugos koeficientą K=2: P=Kfp?dl,
p => p===15,
Р=2 0,05 15 3,14 30 40=5652N.
1.57 problemos 1 variantas.
Pateikta: ?b=0,05 mm, ?h=0,01 mm, ?us=0,01 mm, ?c=0,012 mm,
Ng = 3000 vnt,
Ruošinys: medžiaga - nekūdintas plienas, kietumas - HB 160, pagrindo paviršius - cilindrinis, Тl=0,2 mm.
Tvirtinimas: prizmė, Plienas 20, kietumas - HV 650, F=36,1 mm2, Q=10000H, L=20 mm.
Apdirbimo būdas - frezavimas su aušinimu, ? (apdirbimo metodo tikslumas) =0,1 mm, tm=1,95 min.
Nustatykite įrenginio kapitalinio remonto laikotarpį.
Sprendimas.
Leidžiamą reikšmę [? ir] nustatome pagal lygtis:
?y = + > ?y = + =
=0,051+
?y \u003d Tl - ?, > 0,051+ \u003d Tl - ?, >0,051+ \u003d 0,2-0,1>
> = 0,049 > [?i] = = 0,04644 mm = 46,44 µm.
Leidžiamas montuoti ruošinių skaičius [N] iki tvirtinimo elementų nusidėvėjimo ribos randamas iš lygties:
[N] = , iš žinyno - randame m=1818, m1=1014, m2=1309, atsparumo dilimui kriterijus P1=1,03, pataisos koeficientas atsižvelgiant į apdorojimo sąlygas Ku=0,9.
[N]====21716 vnt.
Kapitalinio remonto laikotarpis, lemiantis poreikį pakeisti arba atkurti įrenginio montavimo elementus, randamas iš lygties:
PC = = = 73,8 mėn.
1.43 uždavinys
Duota: D1 \u003d D2 \u003d 50 + 0,039 mm, dc \u003d dc \u003d 50f7 mm,
TL = 0,1 mm, ? (apdirbimo būdo tikslumas) = 0,050 mm.
Nustatykite švaistiklio galvutės 70 dydžio tikslumą ir galimybę apdirbti švaistiklio paviršius pjaustytuvų rinkiniu, laikydamiesi 45 + 0,4 mm matmenų tikslumo.
Sprendimas.
Remiantis ruošinio montavimo į armatūrą schema, pagrindo paklaida atliekant 70 dydį nustatoma pagal lygtį:
?b70 = Smax = TD + Smin + Td = 0,039 + 0,025 + 0,025 = 0,089 mm,
Kadangi problemos būklė nieko nesako apie ruošinio tvirtinimo ir padėties klaidas, tai?z = ?p.z. = 0. Tada
T70 = ?b70 + ? = 0,089+0,05=0,139 mm.
45 dydžiui pridedamas dydžio nuokrypis tarp skylių ašių (tai taip pat gali turėti įtakos 70 dydžiui, jei pirštai neturėtų vienodo nuokrypio lauko):
?b45 = Smax = TD + Smin + Td + TL = 0,039 + 0,025 + 0,025 + 0,1 = 0,189 mm,
T45 = ?b45 + ? \u003d 0,189 + 0,05 \u003d 0,239 mm.
Kaip matote, apskaičiuotas nuokrypis yra 0,239< 0,4 мм допуска заданного, следовательно, мы можем применить набор фрез для обработки головки шатуна.
Literatūra:
1. Staklės. Katalogas. / Red. B.N. Vardashkina ir kt., M., Mashinostroenie, 1984 m.
2. Metalo apdirbėjo žinynas. / Red. M.P. Novikova / M., Mashinostroenie, 1977 m.