3. Įrankio montavimas ir tvirtinimas
Tinkamas įrankių tvirtinimas ir tinkamas staklių tvirtinimas yra svarbiausias dalykas, kad darbas būtų nepriekaištingas. Įrankis turi būti pritvirtintas taip, kad pjovimo metu nebūtų sutrikdyta jo vieta kitų AIDS elementų atžvilgiu.
Tinkamai įrankio orientacijai ypač svarbi tvirtinimo pagrindų paviršių kokybė. Jei, pavyzdžiui, mašinos veleno kūginėje angoje arba ant gręžimo strypo koto yra įtrūkimų, klaidų neišvengiama.


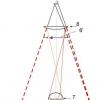
Ryžiai. trisdešimt. Pjovimo kampų keitimo schema priklausomai nuo frezos įrengimo
Dirbant su tekinimo staklėmis, labai svarbu teisingai sumontuoti pjaustytuvą mašinos centrų linijos atžvilgiu, nes nuo to priklauso pjovimo kampai ir įrankio darbo sąlygos.
Kai pjaustytuvo viršus nustatomas centrų lygyje, jo užpakalinis kampas α, priekinis γ ir pjovimo kampas δ yra taip, kaip parodyta Fig. 30, gim.
Tačiau jei pjaustytuvo galas pakeltas virš centrų ašies (30 pav., a), tai padidės kampas γ, o pjovimo kampas δ sumažės. Tai pagerina pjovimo sąlygas, palengvina drožlių tekėjimą išilgai priekinio paviršiaus. Tačiau reikia atsižvelgti į tai, kad pernelyg sumažėjus prošvaisiniam kampui α gali padidėti pjaustytuvo galinio paviršiaus trintis į ruošinį ir dėl to padidėti įrankio įkaitimas.
Įrengus frezą žemiau vidurio linijos (30 pav., c), pjovimo sąlygos pablogėja, todėl sumažės išlinkimo kampas γ, padidės pjovimo kampas δ, o tai apsunkina drožlių atskyrimo procesą.
Atsižvelgiant į įrankio darbo sąlygų priklausomybę nuo jo padėties mašinos centrų ašies atžvilgiu, grubiai sukant dalis iš vidutinio kietumo metalo rekomenduojama pjaustytuvą sumontuoti virš centrų ašies. arba jo lygyje, bet ne žemiau. Dirbant su karbido įrankiu, grubaus tekinimo metu patartina nustatyti frezos viršų - virš centrinės ašies 0,01 ruošinio skersmens; baigiant posūkį - centrų ašies lygyje arba šiek tiek žemiau jos.
Norėdami orientuoti pjaustytuvą jo montavimo metu tekinimo staklės Naudojamas aštrus galinio centro galas arba speciali įpjova ant uodegos koto plunksnos.
Siekiant užtikrinti aukštą darbo kokybę, pramonės novatoriai plačiai naudoja įrankių tvirtinimo ir suspaudimo metodų patobulinimus. Pavyzdžiui, tekintojas-novatorius V. G. Moisejevas sukūrė ir sėkmingai įdiegė daugybę originalių įrenginių, kurie ne tik sumažina apdorojimo laiką, bet ir daugiausia skirti pagerinti jo kokybę.
Tai liudija jo pasiūlytas „Dream“ frezavimo griebtuvas, užtikrinantis griežtą centravimą pjovimo įrankis. Jo nuobodžia galva „sovietinė“ taip pat pasižymi padidintu standumu ir tikslumu. Tas pats pasakytina apie greitai keičiamą gręžimo juostą „Rusija“ ir nuobodą galvutę „Nadezhda“, kurią sukūrė darbininkas-novatorius.
Pjoviklio montavimas ir tvirtinimas. Pjovėjų tvarkymas darbe. 4,25 /5 (85,00%) balsavo 4
Pjoviklio montavimas ir tvirtinimas. Pjovėjų tvarkymas darbe.
Pjoviklio montavimas ir tvirtinimas.
Frezų montavimas į įrankių laikiklį atliekamas priklausomai nuo apdirbamos medžiagos ir apdirbimo tipo.
Pjoviklis sumontuotas:

Ryžiai. 1. Pjoviklio nustatymas išilgai centrų ašies(ketaus, bronzos, žalvario tekinimas).

Ryžiai. 2. Pjaustuvo nustatymas virš centrų ašies(sukant plieną aukščiau 1-2 mm).

3 pav. Pjovimo montavimas tiksliai išilgai centrų ašies(visų medžiagų gręžimas).
Montuojant pjaustytuvus reikia stengtis, kad jų iškyša nuo įrankio laikiklio būtų kuo mažesnė, nes esant didelei pjaustytuvo iškyšai neišvengiama vibracijos, kuri itin kenkia pjaustytuvo darbui ir sukelia pjaustytuvo atskilimą. lėkštė.
Pjovimo iškyša neturi viršyti jo aukščio.

Norėdami centruoti pjaustytuvą, naudokite vieną storą tarpiklį, o ne keletą plonų.
Priekinių dantų tvarkymas darbe.
Pjaustyklė gali būti įtraukta tik tada, kai tiekimas išjungtas. Neužveskite ir nestabdykite mašinos, kai pjaustytuvas yra po drožle.
Jei mašina netyčia sustoja darbo metu, mašinos negalima apversti, kad pjaustytuvas atsilaisvintų nuo drožlių, nes dėl to plokštė nuskils. Tokiu atveju turite atsukti įrankio laikiklio varžtus, pradedant nuo galinio varžto, o tada nuimti įrankį.
Apdirbant ekscentrines dalis, padavimą galima įjungti tik po to, kai freza galutinai įpjauna detalę.
Pjoviklį prie dalies galite atnešti tik tada, kai ji sukasi.
Jei darbo metu aptinkama vibracija, nedelsiant nutraukite darbą ir imkitės priemonių jai pašalinti.
Eksploatacijos metu pjaustytuvus su kietojo lydinio plokštėmis reikia būti atsargiems. Pasiekus rekordą jis gali būti sumuštas.
Laikant pjaustytuvus, reikia pasirūpinti, kad jų pjovimo briaunos nesiliestų nei viena su kita, nei su kitais metaliniais daiktais.
Įprastą tekinimo procesą didžiąja dalimi lemia teisingas pjaustytuvo įdėjimas į įrankių laikiklį. Prieš montuodami pjaustytuvą, būtina nuvalyti atraminius laikiklio paviršius. Pjaustyklė montuojama su minimalia iškyša, paprastai ne daugiau kaip 1,5 jo šerdies storio (kad būtų išvengta vibracijos), statmenai vidurio linijai ir tiksliai jų aukštyje. Norint patikrinti, ar pjaustytuvas yra teisingai sumontuotas aukštyje, reikia įkišti centrą į galinės dalies plunksną ir pakelti pjaustytuvo viršų iki centro viršaus. Jei pjaustytuvo galas yra žemiau centro viršaus, po atraminiu pjaustytuvo paviršiumi turite įdėti matmenų pagalvėles (ne daugiau kaip tris). Sukant veržliaraktį dviem rankomis, pjaustytuvas turi būti tvirtai pritvirtintas bent dviem varžtais.
Pjaustyklės nustatymas kampu ašies atžvilgiu, o ne 90°, arba kito įrankio laikiklyje pritvirtinto pjoviklio perkėlimas į darbinę padėtį atliekamas pasukant įrankio laikiklį prieš laikrodžio rodyklę norimu kampu. Pirmiausia turite atsukti užveržimo rankeną. Kartais vietoj standartinio įrankio stulpelio, skirto keturioms pjaustyklėms su stačiakampiais laikikliais laikyti, naudojami specialūs įrankių stulpai.
Universalus įrankių laikiklis yra sumontuotas ant tekinimo staklės atramos ir skirtas apvalioms pjaustyklėms pritvirtinti. Korpuse yra keturios kiaurymės, išdėstytos 90° kampu viena kitos atžvilgiu. Į skyles įkišamos padalintos įvorės su ekscentriškai išdėstytomis skylutėmis. Tai leidžia greitai nustatyti pjovimo briaunų aukštį be tarpiklių. Įrankio laikiklyje yra standūs ir spyruokliniai laikikliai, skirti gilioms skylėms išgręžti, vidinių sriegių pjovimui ir kt.
Specialų įrankių laikiklį galima rekomenduoti mažoms remonto dirbtuvėms, kurios atlieka įvairius darbus. Jį sudaro korpusas, du laikikliai ir keičiami įtvarai. Korpusas su centrine skyle uždedamas ant apkabos varžto ir tvirtinamas rankena.
Laikikliai vertikaliai judinami sukant varžtus su stačiakampiu sriegiu.
Laikikliai ant aukščio tvirtinami fiksuojančiais varžtais. Kiekviename laikiklyje vienu metu gali būti dvi pjaustyklės. Vidurinis sraigtas abi pjaustytuvus perspaudžia per prispaudimo juostą. Grąžtams, sriegtuvams ir kitiems įrankiams montuoti korpuso grioveliuose įtaisyti įtvarai.
Pjovimo nustatymas į reikiamą pjovimo gylį gali būti atliekamas naudojant bandomųjų drožlių metodą, pagal Galutinis produktas arba naudojant kryžminį tiekimo ratuką. Pirmuoju atveju pjaustytuvas privedamas prie besisukančios dalies, kol paliečia jos paviršių, tada atitraukiamas į dešinę ir akimi nustatomas pjovimo gylis. Detalė rankiniu būdu apdirbama iki 5-7 mm ilgio, sustoja ir išmatuojamas griovelio skersmuo. Jei skersmuo pasirodė didesnis nei reikalaujamas, procesas kartojamas su nauju pjovimo gyliu, kol gaunamas reikiamas dydis. Po to jis įsijungia automatinis pašaras, o dalis apdirbama per visą ilgį.
Gaminant kelis identiškus gaminius, pjaustytuvas nustatomas į gylį tik pirmajai daliai. Pasukus pirmąją dalį, ji nuimama nepažeidžiant frezos montavimo, suportas atitraukiamas į reikiamą padėtį, sumontuota nauja detalė ir apdirbama be papildomo reguliavimo. Patikrinimas atliekamas tik siekiant kompensuoti pjaustytuvo susidėvėjimą.
Siekiant pagreitinti frezos montavimą iki pjovimo gylio, tekinimo staklės yra su specialus prietaisas. Tai yra graduotas žiedas, tinkantis virš apkabos kryžminio padavimo varžto priekio. Šis žiedas vadinamas galūne, jis sukasi su varžtu. Sraigto sukimosi atgalinis skaičiavimas atliekamas atsižvelgiant į riziką ant fiksuotos movos, sėdinčios ant tos pačios ašies su galūne. Paprastai ant mašinos yra nurodyta galūnės padalijimo kaina, t.y., pjaustytuvo judėjimo kiekis, kai sukant varžtą.vienam galūnės padalijimui. Norint sureguliuoti frezą iki reikiamo pjovimo gylio, pirmiausia reikia suportu išmatuoti ruošinio skersmenį ir rasti nuimamo metalo sluoksnio storį. Po to pjaustytuvą judinkite tol, kol jo galas palies besisukantį ruošinį, ir, sukdami ratuką, sulygiuokite jo nulinę padalą su fiksuotos įvorės rizika. Patraukite suportą atgal ir į dešinę ir, sukdami varžtą pagal suskaičiuotą padalų skaičių, nustatykite reikiamą pjovimo gylį. Sraigtas, nustatant dydį, turi būti sukamas tik viena kryptimi (pagal laikrodžio rodyklę), kad būtų išvengta tarpų tarp varžto ir veržlės įtakos.
Nustatymo pavyzdys. Ruošinio skersmuo yra 52 mm, gaminio skersmuo po tekinimo turi būti 50 mm. Galūnės padalijimo kaina – 0,05 mm. Apskaičiuokite, kiek padalų reikia pasukti skersinio padavimo varžtą.
Varžtą pasukus per vieną padalą, pjaustytuvas pasislenka į priekį 0,05 mm, t.y. detalės spindulys sumažėja 0,05 mm, o skersmuo - 0,1 mm. Turime sumažinti skersmenį 2 mm arba perkelti pjaustytuvą į priekį 1 mm. Norėdami tai padaryti, pasukite varžtą 20 ratuko padalų.
Tekinimo staklėse gręžiamos skylės su gręžtuvais (118 pav.). Priklausomai nuo gręžimo tipo, yra: gręžtuvai kiaurymėms (118 pav., a) ir gręžtuvai aklinoms angoms (118 pav., b). Šie smilkiniai skiriasi vienas nuo kito pagrindiniu kampu pagal f. Gręžiant kiaurymes (118 pav., a) pagrindinis kampas plane f = 60°. Jei aklina skylė yra nuobodu su 90° pečiu, tada pagrindinis kampas pagal f \u003d 90 ° (118 pav., b), o pjaustytuvas veikia kaip permetimas arba f = 95 ° (118 pav., c) - pjaustytuvas veikia su išilgine pastūma kaip permetimas, ir tada su skersine pastūma kaip balais .
Nuobodūs įrankių galandimo kampai
Ant pav. 118 pavaizduoti gręžtinių pjaustytuvų šlifavimo kampai, kurie iš esmės parenkami tokie patys kaip ir išoriniam sukimui skirtų pjaustytuvų, išskyrus užpakalinį kampą a, kurio vertė gręžimo frezai paprastai yra padidinta. Reljefo kampo reikšmė priklauso nuo gręžtos skylės skersmens: kuo mažesnis skylės skersmuo, tuo didesnis turėtų būti smilkinio nugaros kampas.
Ryžiai. 118. Gręžimo pjaustytuvai su ašmenimis kieto lydinio: a - tiesus, skirtas apdoroti per skylutes, b ir c - kietas, skirtas aklinoms angoms apdoroti
Operacijos sudėtingumas
Gręžimas yra sudėtingesnė operacija nei išorinis gręžimas. paviršiaus tekinimas, nes:
- gręžiant frezos skerspjūvio dydis turi būti žymiai mažesnis nei angos skersmuo, o pjaustytuvo iškyša nuo pjovimo galvutės yra šiek tiek didesnė už gręžtos skylės ilgį (119 pav.), todėl gręžiant nemažo ilgio skylę, pjoviklis gali sulinkti, o esant dideliam pjovimo greičiui – stiprios vibracijos. Vadinasi, tokios frezos neleidžia pjauti didelio skerspjūvio drožlių;
- gręžiant, mažiau patogu stebėti pjaustytuvo darbą, nes pjovimas vyksta skylės viduje.

Gręžimo skylėms, kurių skersmuo iki 70 mm, novatorius tekintotojas V. K. Seminskis pasiūlė specialų gręžinį su plokšte, pagaminta iš kieto lydinio(120 pav.). Pjovimo velenas turi kvadratinę dalį per visą ilgį, darbinė dalis pjaustytuvas sukasi sukant gamybos metu 45 ° kampu atraminės dalies atžvilgiu. Toks pjaustytuvas pasižymi padidintu standumu, lyginant su įprastu gręžtuvu, ir leidžia drožlių skerspjūvį padidinti 4-5 kartus. Dirbant su tokiu pjaustytuvu su padidintu pjovimo greičiu, vibracijos nepastebimos net ir esant dideliam laikiklio išsikišimui.

Ryžiai. 120. Gręžimo pjaustytuvas su plokštele kieto lydinio, dizainas V. K. Seminsky
Padidinti pjaustytuvo atsparumas vibracijai, novatorius tekintotojas V. Lakuras pasiūlė naujo dizaino gręžinį karbido ašmenys(121 pav.). Šių pjaustytuvų ypatybė yra ta, kad jų pagrindinė pjovimo briauna yra neutralios strypo ašies lygyje. Šis pjovimo išdėstymas

Ryžiai. 121. V. Lakuros sukurtas gręžtuvas
briauna žymiai padidina pjaustytuvų atsparumą vibracijai ir dėl to leidžia dirbti dideliu pjovimo greičiu ir pagerinti paviršiaus apdailą.

Ryžiai. 122. Įtvaras su pjaustytuvu kiaurymei išgręžti
Pjoviklio montavimas
Didelio ilgio skylės gręžiamos specialiuose masyviuose įtvaruose pritvirtintais pjaustytuvais, kurių matmenys priklauso nuo skylės skersmens ir ilgio. Pakeitus vientisą gręžimo strypą mažu strypu, įkištu į gręžimo strypą, sutaupoma daug išlaidų. įrankių medžiaga. Pjoviklio tvirtinimo įtvaroje būdas priklauso nuo jo paskirties. Ant pav. 122 parodytas įtvaras kiaurymei išgręžti; čia pjaustytuvas yra dideliu atstumu nuo įtvaro galo. Norint išgręžti aklinas angas, pjaustytuvas sumontuotas taip, kad jis šiek tiek išsikištų už priekinio įtvaro galo.
Prieš išgręžiant skylę, reikia nustatyti frezą iki reikiamo skersmens pagal nežinioje kryžminio padavimo varžtą, tada rankiniu padavimu išgręžkite skylę iki 2–3 mm ilgio. Matuojant skersmenį suportas ar kiti matavimo priemonė ir įsitikinkite, kad dydis yra tinkamas, išgręžkite skylę iki likusio ilgio. Smulkaus gręžimo metu ypač svarbu teisingai nustatyti frezą iki reikiamo skersmens.
Pjovimo briaunos padėtis priklauso nuo gręžimo tipo. Grubiai gręžiant, pjovimo briauną rekomenduojama nustatyti centrų aukštyje arba šiek tiek žemiau. Smulkaus gręžimo metu pjovimo briauna turi būti aukščiau centrinės linijos apie 1/100 skylės skersmens, atsižvelgiant į tai, kad dėl jėgos, atsirandančios dėl nukirptos drožlės pasipriešinimo, frezą galima nuspausti žemyn.