Якщо подивитися на креслення будь-якого агрегату, призначеного для токарної обробки металів, можна зрозуміти, що конструкція та пристрій токарного верстата майже повністю ідентичні для різних моделей установок.
1 Станина та передня бабка токарного агрегату
Можна виділити такі основні вузли будь-якого верстата для виконання токарних робіт по металу – станина, дві бабки (передня та задня), фартух, супорт, коробки подач та швидкостей, шпиндель, електродвигун. Усі механізми та частини токарного агрегату встановлюються тим чи іншим чином на станині. Саме цей вузол є базовим центром верстата.
Станина – це поздовжні стінки у кількості двох штук, які між собою з'єднуються поперечними ребрами, що збільшують загальну жорсткість установки. Вузол, що цікавить нас, крім того, має в своєму розпорядженні кілька напрямних, частина з яких має призматичний вигляд. Задня бабка в токарних агрегатах завжди розташовується на внутрішніх напрямних. За ними вона пересувається на потрібну при роботі відстань.
На лівому кінці станини встановлюється передня бабка, яка підтримує заготівлю при обробці та надає їй обертання.
На зовнішній стороні передня бабка має рукоятки ще однієї важливої частини верстата - коробки швидкостей. Ці ручки дозволяють вибирати під час роботи необхідну кількість обертів шпиндельного вузла. На табличці, яку прикріплюють до бабці (мається на увазі передня бабка), є схематичне креслення із зазначенням того, яким саме чином потрібно повертати ручку, щоб виставити необхідні оберти. Шпиндель обертається у підшипниках кочення чи ковзання у корпусі бабки. На закінчення шпинделя з різьбленням надягається патрон повідкового або кулачкового типу.

Цей вузол необхідний передачі обертання деталі, встановлюваної на токарний агрегат обробки. Крайні напрямні станини (вони є призматичними) суворо вивіряють з їхньої взаємну паралельність і прямолінійність. По напрямних рухається каретка – нижня частина супорта. Якщо напрямні верстата не відповідають вимогам, зазначеним вище, деталі будуть оброблятися неякісно.
2 Задня бабка токарної установки по металу
Цей вузол дає можливість надійно фіксувати протяжні деталі у випадках, коли їх поміщають в обробний центр. Крім того, задня бабка служить для кріплення різних робочих пристроїв (наприклад, мітчиків, розгорток, всіляких видів сверделі т.д.). Якщо схема передньої бабки завжди однакова, то задня бабка може бути кількох різновидів. Вона може мати: - звичайний центр; вбудований центр, що обертається.
Центр, зазначений другим, ставиться ті верстати, у яких планується швидкісна обробка деталі (застосовується спеціальна кінематична схема). Задня бабка в цьому випадку матиме наступну конструкцію: виточений отвір у пінолі з конічними роликами та підшипниками в ньому. Підшипник кулькового типу потрібний для встановлення втулки з отвором у формі конуса. У цей отвір поміщається центр.

Завзятий шарикопідшипник перебирає осьове зусилля. Втулка не зможе обертатися в тих випадках, коли піноль з'єднується з втулкою спеціально змонтованим пристроєм, що стопорить. Якщо реалізується така кінематична схема (її креслення накидати зовсім нескладно), задня бабка може служити як власник розгортки, свердла, будь-якого зенкера та іншого центрового інструменту.

Коли бабка має звичайний центр, її корпус знаходиться на плиті, встановленій на напрямних. У корпусі вирізається отвір, яким пересувається (в поздовжньому напрямі) гайка з піноллю. Центр чи хвостовик будь-якого робочого інструменту вставляють у конічний отвір на передньому торці пінолі, яку переміщують маховичком. Крім того, можна зміщувати піноль поперечно до плити за допомогою гвинтів. При обробці деталі з пологі конусом така можливість незамінна.
3 Опис шпинделя токарного верстата
Шпиндель - це пустотілий сталевий вал з отвором конічної форми. Даний вузол агрегату по металу вважається найголовнішим (багато інших основних вузлів верстата створено для забезпечення роботи шпинделя). У ньому є отвір (конічний), призначений для монтажу різноманітних інструментів, оправок та переднього центру (креслення токарного обладнання вказує, які саме пристрої можна кріпити у зазначеному отворі).
На шпинделі передбачено різьблення. На неї можна закріпити планшайбу на токарний верстатпо металу чи патрон, який центрується з допомогою буртика на шиї. На деяких агрегатах на шпинделі є ще спеціальна канавка. При швидкій зупинці шпинделя вона унеможливлює неконтрольоване згортання патрона. Щоб дізнатися, чи є така канавка на тій чи іншій токарній установці, слід ретельно вивчити креслення верстата, де вказуються всі його основні та додаткові частини.

Справність шпинделя та його правильне обертання є ключовими умовами токарної обробки будь-якої деталі. Важливо домогтися того, щоб цей вузол не мав у радіальному та осьовому напрямку у підшипниках ні найменшого люфту, а також слабини. У тих випадках, коли виникають зазначені негативні явища, різцетримач та інструмент у ньому починають тремтіти, що призводить до погіршення якості обробки.

На більшості відомих агрегатів вітчизняного виробництва (наприклад, або на ) обертання шпинделя відбувається в підшипниках ковзання. Хоча є й обладнання з роликовими та кульковими підшипниками кочення, які вважаються більш жорсткими та використовуються з цієї причини на верстатах з великими швидкостями обробки заготовок.
4 Супорт токарного верстата по металу
Різцеутримувач із встановленим в нього інструментом для обробки деталей переміщається завдяки супорту в похилому, поперечному і поздовжньому по відношенню до осі агрегату напрямку. Рух робочому інструменту повідомляється на токарних верстатах як вручну, і механічно. Якщо подивитися на креслення супорта стандартної токарної установки, можна зрозуміти, яким чином різцетримач з різцем пересувається:
- у поздовжньому напрямку - по поздовжніх санках (ці частини верстата також називають кареткою);
- у поперечному напрямку – по поперечних санках (ними монтується поворотна складова супорта, яку нескладно встановити під необхідним за умов обробки кутом з допомогою гайок).

Різцеутримувачі (різцеві головки) ставляться зверху супорта. Конструктивно вони можуть бути одно- та багатомісними. Звичайний різцетримач є корпусом циліндричної форми з прорізом. Робочий інструмент (токарний різець) встановлюють у проріз, а потім за допомогою болта закріплюють його. Знизу різцева головка має форму літери "Т", завдяки чому вона легко входить у паз супорта (верхньої його частини). Існують інші варіанти кріплення резцедержателя.

5 Електрична схема та електродвигун токарного агрегату
Зрозуміло, що ніяка кінематична схема функціонування верстата токарної обробки металевих виробів не може бути реалізована, якщо на агрегаті відсутня електродвигун. Двигун може бути: асинхронним; постійного струму. Електродвигун асинхронного типу має литу чавунну або алюмінієву станину, ротор і статор. Залежно від встановленої верстат моделі двигун здатний видавати кілька швидкостей обертання (чи одну).
Зазвичай електрична схема токарного верстатного обладнання працює за рахунок двигуна із короткозамкненим ротором. Коробка передач (як наслідок і коробка швидкостей, та інші основні електрокомпоненти верстата) у разі з'єднується з " двигуном " або з допомогою ремінної передачі, або безпосередньо з ротором.

На токарний агрегат може монтуватися і двигун, що дозволяє виконувати зміну швидкостей обертання за принципом безступінчастим. Він є пристроєм з незалежним збудженням, що забезпечує регулювання частоти обертання в інтервалі 10 до 1. Таке обладнання застосовується набагато рідше, так як короткозамкнений двигун характеризується малими розмірами і високим рівнемекономічності його застосування.

Двигун постійного струму частіше використовується для вищезгаданого безступінчастого регулювання швидкостей шпиндельного вузла. Станину такого двигуна роблять із сталі низьковуглецевих марок (вибір матеріалу невипадковий, він пов'язаний з тим, що станина є магнітопроводом), а осердя його статора - з електротехнічної сталі. Додамо, що двигун будь-якого виду функціонує в комплексі з іншим електрообладнанням, яке монтується на токарний верстат і забезпечує безперебійну експлуатацію за певною електричною схемою.
Токарна обробка матеріалів полягає в обробці тіл обертання різальним інструментом, що рухається вздовж осі обертання заготовки.При поступальний рухрізця, з поверхні заготовки знімається шар матеріалу.
Історично склалося так, що обробка "круглих" деталей була потрібна практично у всіх галузях народного господарства. Перші токарні верстати були дуже примітивні: заготівлю обертали за допомогою ножного приводу, а інструмент тримали в руках з упором на підставку. На таких верстатах можна обробляти тільки м'які матеріали, наприклад, такі як дерево. 
Токарний верстат Петра I.
Наприкінці 19 століття, з появою машин стали використовувати парові, а потім і електричні двигуни для обертання оброблюваних деталей. Важливим досягненням на той час стало те, що було розроблено і впроваджено власники ріжучого інструмента. Інструмент закріплювався у спеціальній обоймі, а обойму оператор міг переміщати як паралельно, і перпендикулярно заготівлі, обертаючи певні ручки. Такі пристрої стали називатися "супорт токарного верстата".

Токарний верстат початку 20 століття.
Сучасні верстати токарні дозволяють в автоматичному режимі переміщати різальний інструмент в заданих напрямках. До переваг сучасних токарних верстатів відноситься також можливість нарізання різьблення практично будь-якого профілю і заданої точності. Тому сучасні верстати називаються "Токарно-гвинторізні верстати".
Пристрій та основні вузли токарного верстата.
Більшість токарних верстатів мають практично однакову конструкцію і відрізняються лише габаритами та розташуванням органів управління. На малюнку показаний типовий токарний верстат та його основні вузли.
Вісь токарного верстата- Віртуальна вісь, що проходить через вісь обертання заготовки паралельно станині.
Передня тумба та задня тумба- литі чавунні тумби, що служать підставками для вузлів та механізмів верстата. У настільних верстатівтумби не використовуються.
Станіна- основна частина, кістяк токарного верстата. Станіну, як правило, виготовляють суцільнометалевою шляхом виливки з чавуну. Станина кріпиться до тумб верстата. Велика вага станини знижує вібрації від електроприводу верстата та вібрації, що виникають у процесі обробки деталей. У нижній частині станини, усередині або позаду токарного верстата встановлюється двигун електроприводу.
Електрична шафа- шафа, всередині якої розташовані елементи електричної схеми верстата, а на зовнішній панелі вмикачі головного електродвигуна, компресора для охолоджувальних рідин, вольтметр та індикаторні лампочки.
Передня бабка- включає набір шестерень, важелів, валів і механізмів для зміни швидкості обертання заготовки і швидкості подачі різального інструменту.
Гітара- складова частина передньої бабки, в якій розташовані змінні шестерні для налаштування приводу інструменту при нарізанні різьблення (у сучасних верстатах зміна шестерень не потрібна).
Шпіндель- Основний вал обертання заготовки. На шпинделі можуть встановлюватися кріпильні пристрої, такі як патрон, центр, цанга тощо.
Патрон- Найбільш поширений кріпильний пристрій для заготовок.
Супорт- пристосування для кріплення обробного інструменту та переміщення інструменту у заданих напрямках.
Фартух- Передня кришка супорта.
Задня бабка- пристрій для кріплення заготовки (при обробці в центрах), або для кріплення інструментів, таких як мітчик, плашка при нарізанні різьблення та інших пристроїв.
Передня бабка
На фронтальній поверхні передньої бабки розташовані важелі перемикання швидкості обертання шпинделя та швидкості подачі ріжучого інструменту.
Шильдіки- Пояснювальні таблички. На верстатах токарних, на шильдиках вказані залежність швидкості переміщення або обертання вузлів верстата від вибраних положень рукояток установки.
Рукоятки установки швидкості шпинделя- Залежно від положення цих рукояток змінюється швидкість обертання шпинделя. Рукоятки можна переміщувати лише на зупиненому верстаті.
Ділильний важіль- Важіль перемикання швидкості обертання шпинделя. Важіль має три положення. У крайньому лівому положенні шпиндель верстата обертається з нормальною швидкістю встановленої ручками установки швидкості шпинделя. У вертикальному (нейтральному) положенні шпиндель не обертається. У крайньому правому положенні шпиндель обертається зі швидкістю в 10 разів нижче за задану. Перемикати цей важіль можна лише на зупиненому верстаті.
Рукоятки установки швидкості подачі- цими рукоятками встановлюється швидкість переміщення різального інструменту при обробці деталей, а також переміщення різального інструменту за один оберт шпинделя при нарізанні різьблення. Рукоятки можна переміщувати лише на зупиненому верстаті.
Шпіндель- Сталева товстостінна труба. Шпиндель служить передачі обертання від електроприводу, через систему шестерен, до оброблюваної деталі. Вхідна частина шпинделя на поверхні має різьблення для встановлення кріпильних патронів, а вхідний отвір має форму конуса для установки центрів або інших кріпильних пристроїв.
Слід зауважити, що у різних моделей верстатів, число та положення рукояток налаштування швидкості обертання та переміщення можуть відрізнятися від показаних на малюнку. Для конкретної моделі токарного верстата слід уважно ознайомитися з позначеннями на шильдиках або прочитати інструкцію з експлуатації верстата.
Задня бабка
Задня бабка- пристрій для кріплення заготовки (при обробці в центрах), або для кріплення інструментів, таких як мітчик, плашка при нарізанні різьблення; свердл або свердлильного патрона при свердлінні отворів.
Супорт
Супорт токарного верстата призначений для закріплення та переміщення ріжучого інструменту.
Поворотний різцетримач- пристосування для закріплення та зміни ріжучого інструменту.
Ручка кріплення різцетримача- Призначена для зміни ріжучого інструменту. Для зміни інструменту ручку повертають проти годинникової стрілки (від себе), при цьому затяжна головка послаблює фіксацію різцетримача та відбувається його поворот. Для фіксації різцетримача слід повернути ручку кріплення різцетримача за годинниковою стрілкою (на себе) до упору.
Верхні санки- механізм переміщення різцетримача у заданому напрямку. Верхні санки можна повертати (у паралельній площині) щодо осі верстата на заданий кут. Про це буде детально розказано у темі "Обробка конічних поверхонь".
Рукоятка переміщення верхніх санок- обертання цієї рукоятки переміщує верхні санки в горизонтальній площині.
Поперечні санки- призначені для переміщення ріжучого інструменту горизонтальній площині строго перпендикулярно осі верстата.
Рукоятка переміщення поперечних санок- обертання цієї рукоятки за годинниковою стрілкою призводить до переміщення поперечних санок вперед (до осі верстата), а проти годинникової стрілки назад (від осі верстата).
Поздовжні санки- пристрій переміщення різального інструменту строго паралельно осі верстата.
Колесо переміщення поздовжніх санок- обертання цього колеса проти годинникової стрілки призводить до горизонтального переміщення ріжучого інструменту праворуч наліво, а за годинниковою стрілкою зліва направо.
Вмикач гвинтової подачі- Використовується тільки при нарізанні різьблення різцем. В інших режимах обробки деталей цей вмикач заблокований.
Перемикач подач- багатопозиційний важіль для увімкнення автоматичного переміщення ріжучого інструменту в заданому напрямку.
У положенні 0 – (нейтраль) супорт стоїть на місці; у положеннях 1 або 2 переміщуються поперечні санки (вперед або назад відповідно); у положенні 3 або 4 переміщаються поздовжні санки (ліворуч або праворуч відповідно).
Перемикачі подач можуть мати й іншу конструкцію, наприклад, мати два важелі. Один включає поздовжню, а інший поперечну подачу.
Приводні вали та механізми
Для автоматичного переміщення елементів супорта, а також для оперативного включення та вимкнення обертання шпинделя в токарному верстаті передбачено кілька приводних валів та відповідних механізмів.
Механізми включення - вимкнення різних приводів перебувають у супорті під фартухом.
Вал включення шпинделя- має дві ручки включення шпинделя. Одна ручка розташована зліва оператора верстата, а друга справа. Обидві ручки закріплені жорстко на валу. При переміщенні будь-якої з цих ручок вгору відбувається включення верстата і шпиндель починає обертатися проти годинникової стрілки (робоче, пряме обертання). У середньому положенні ручок - верстат вимкнено. При переміщенні ручок донизу шпиндель починає обертатися за годинниковою стрілкою (зворотне обертання).
Зубчата рейка- складова частина механізму ручного переміщення супорта у поздовжньому напрямку. При обертанні колеса переміщення поздовжніх санчат відбувається зачеплення зубчастого колеса пов'язаного з віссю обертання колеса і зубчастою рейкою, при цьому відбувається переміщення супорта.
Вал подачі- Цей вал призначений для автоматичного переміщення різального інструменту. Вал по всій робочій довжині має поздовжній паз, який служить для зачеплення з механізмом переміщення. При верстаті, що працює, цей вал постійно обертається. Ручкою перемикання подач вмикається механізм вибраного переміщення.
Вал різьбовий (Вінт)- Призначений для приводу супорта в поздовжньому напрямку при нарізанні різьбленням. Обертання цього валу відбувається тільки в режимі нарізування різьблення.
Лімби
Лімб - це кільце (або плоска шайба) з нанесеними на поверхні ризиками, розташованими на рівних відстанях один від одного. На певному інтервалі, наприклад, через кожні 10 рисок, нанесені цифри, що вказують певну величину градуювання лімба. Лімб може бути відградуйований у міліметрах, градусах або інших метричних величинах.
На малюнку показано лімб, розташований на механізмі переміщення поперечних санок. Обертання лімба відбувається разом із обертанням рукоятки переміщення інструменту. Кожна десята ризику на лімбі пронумерована 0, 1, 2.19. Усього лімб має 200 рисок. В даному випадку при повороті ручки, наприклад, на 10 поділів (від 0 до 1) робочий інструмент переміститься на 1 міліметр.
Різні верстати мають різне градуювання лімбів, тому слід впоратися в інструкції з експлуатації конкретного верстата. Якщо немає можливості дізнатися цю інформацію, можна визначити величину переміщення самостійно. Для цього слід проточити деталь і виміряти отриманий розмір, потім знову проточити деталь, повернувши рукоятку на десять поділів і виміряти знову розмір, отриманий після проточки. Різниця між попереднім та останнім виміром якраз і буде величина переміщення інструменту при повороті на 10 поділів.
Кільце лімба можна повертати на осі механізму, утримуючи ручку переміщення. Це буває необхідно для встановлення точки відліку під час обробки, зазвичай встановлюється значення 0.
Основні типи та характеристики токарних верстатів
Токарні верстати мають певні характеристики, які слід враховувати при виготовленні на них тих чи інших деталей: Детально про типи сучасних верстатів можна подивитися на сайті "Верстати для Вашого виробництва".
За точність встановлення та обробки деталі в токарних верстатах відповідають спеціальні вузли – токарні бабки.
Шпиндельна (передня) бабка- Влаштування токарного верстата, призначене для повідомлення заготівлі обертального руху. Деталь, що обробляється, закріплюється в цангу, патрон, планшайбу, встановлену на шпинделі або фіксується центрами між передньою і задньою бабками. Частота обертання заготівлі та її напрямок можуть регулюватися.
Задня (уперта) бабка- вузол токарного верстата для фіксації (підібування) оброблюваних заготовок за допомогою завзятого або обертового центру, а також для встановлення ріжучого інструменту: свердел, зенкерів, розгорток.
Влаштування бабки токарного верстата (шпиндельний вузол)
Передня бабка складається зі шпинделя, встановленого в корпус, вузла зміни напрямку обертання та регулювання обертів, механізму пуску та зупинки.
Корпус шпиндельного пристрою може мати різну форму, що відливається, як правило, з чавуну. У сучасних верстатах у жорсткому корпусі передньої бабки є точні отвори для встановлення передніх та задніх підшипників шпинделя.
Передача обертального руху від двигуна до шпинделя здійснюється за допомогою клинових ременів та шестерень зубчастої передачі. У верстатах токарної групи з ЧПУ енкодер сприймає обертання шпинделя і перетворює його на електричний імпульс, що посилається в модуль ЧПУ. У свою чергу, контролер управляє роботою серводвигуна приводу для поступового (не дискретного) регулювання частоти обертів шпинделя.
Шпиндельний вузол, як правило, має систему циркуляційного мастила.
 Шпиндель - порожнистий усередині вал, виготовлений із вуглецевої сталі, в отвір якого пропускають довгомірні заготовки. Встановлено шпиндель у корпус передньої бабки за допомогою переднього та заднього підшипникових вузлів.
Шпиндель - порожнистий усередині вал, виготовлений із вуглецевої сталі, в отвір якого пропускають довгомірні заготовки. Встановлено шпиндель у корпус передньої бабки за допомогою переднього та заднього підшипникових вузлів.
Торець шпинделя токарних верстатів зарубіжного виробництвавідповідає ISO 702/1. На сучасних верстатах ЧПУ, залежно від запитів споживача, геометрія торця шпинделя може бути змінена. На торець встановлюється затискний пристрій: токарний патрон, цанга, планшайба, наполегливий центр.
Посадочні поверхні торця шпинделя мають обробку не нижче 6 квалітету (у прецизійних верстатах значно вище), при виготовленні поверхня піддається загартування та шліфування (Ra не нижче 1,25), а її зовнішній діаметр строго концентричний осі обертання. В іншому випадку радіальне та торцеве биття патрона або іншого затискного пристрою, встановленого на шпиндель, перевищуватиме допустимі значення. Це позначиться точності обробки заготовки.
У зв'язку з цим, при заміні затискного оснащення посадкові поверхні шпинделя необхідно оберігати від різноманітних ушкоджень, а також перевіряти биття знову встановлених патрона або цанги.
Перевірка точності
Геометричну точність обробки, наприклад, на токарних верстатах з ЧПУ перевіряють таким чином: в токарний патрон затискається заготовка діаметром 200 мм довжиною 500 мм і обточується по циліндричної поверхнібез підтиску задньою бабкою. Допустиме відхилення від циліндричності - 0,04 мм на довжині 300 мм від торця патрона.
При незадовільних результатах проводять регулювання передньої бабки токарного верстата: встановлення оптимальних зазорів у радіально-упорних і завзятих підшипниках шпинделя, що сприймають радіальне та осьове зусилля при роботі обладнання.
Влаштування задньої бабки токарного верстата
 Завзята бабка складається з плити (підстави, що спирається на напрямні станини, корпусу з втулкою, в яку встановлена робоча піноль, маховика (колеса переміщення пінолі)) та рукояток фіксації пінолі та задньої бабки. У передній частині пінолі є конічний отвір, що служить для встановлення та фіксації пристроїв та інструменту.
Завзята бабка складається з плити (підстави, що спирається на напрямні станини, корпусу з втулкою, в яку встановлена робоча піноль, маховика (колеса переміщення пінолі)) та рукояток фіксації пінолі та задньої бабки. У передній частині пінолі є конічний отвір, що служить для встановлення та фіксації пристроїв та інструменту.
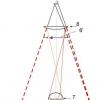
Розглянемо пристрій токарного верстата. Як приклад візьмемо поширений з виробництва токарно-гвинторізний верстат моделі 1К62. На малюнку представлена схема пристрою токарно-гвинторізного верстата.
Рис.1 – передня бабка з коробкою швидкостей, 2 – гітара змінних коліс, 3 – коробка подач, 4 – станина, 5 – фартух, 6 – супорт, 7 – задня бабка, 8 – шафа з електрообладнанням.Для вивчення пристрою токарного верстата розглянемо основні елементи згідно зі схемою:
Передня бабка 1- Чавунна коробка, основний робочий орган шпиндель і коробка швидкостей. Вона служить для закріплення оброблюваної деталі та передачі їй головного руху – обертання. Найбільш відповідальною деталлю передньої бабки є шпиндель, що є сталевим пустотілим валом. На передньому кінці шпинделя нарізане точне різьблення на яке можна навернути кулачковий або повідковий патрон або планшайбу. У цьому кінці шпинделя є конічний отвір, у якому можна вставляти передній центр.
Гітара 2- Необхідна для регулювання подачі або кроку різьби верстата, що нарізається шляхом установки відповідних змінних зубчастих коліс. У сучасних верстатах здебільшого не використовується.
Коробка подач 3- Це вузол верстата, який передає обертання від шпинделя до ходового гвинта або ходового валу. За допомогою неї відбувається зміна швидкості обертання ходового гвинта та ходового валу, чим досягається переміщення супорта з обраною швидкістю в поздовжньому та поперечному напрямках.
Станіна 4- Чавунне основа, де розташовані основні механізми верстата. Верхня частина станини складається з двох призматичних і двох плоских напрямних, якими пересуваються задня бабка і супорт. Станіну закріплено на двох тумбах.
Фартух 5- використовується для перетворення обертального руху ходового валу в поздовжній або поперечний рух супорта.
Супорт 6- призначений для переміщення різцетримача з різцем у поздовжньому, поперечному та похилому до осі верстата напрямках. Різцю можна повідомити рух вздовж і впоперек станини як механічно, і вручну.
Супорт складається з каретки, яка переміщується по напрямних станини, фартуха, в якому розташований механізм перетворення обертального руху ходового валу і ходового гвинта в прямолінійний рух суп-порту, механізму поперечних санок, механізму різцевих (верхніх) санок, механізму різцетримача.
Задня бабка 7— необхідна для встановлення кінця довгих заготовок у процесі обробки, а також для закріплення та подачі стрижневих інструментів (свердлів, зен-керів, розгорток).
Шафа з електроустаткуванням 8 - Запуск електродвигуна, пуск і зупинка верстата, контроль роботи коробки швидкостей і коробки подач, контроль за механізмом фартуха і т. д. проводиться відповідними органами управління (рукоятками, кнопками, маховичками). Також додатково на верстаті можуть використовуватися токарний верстат: патрони, планшайби, цанги, цент-ри, хомутики, люнети, оправки (для закріплення заготовок).
Додаткова інформація на нашому сайті:
Ознайомитись з основними моделями верстатів
Влаштування фрезерного верстата
Токарний верстат 16К20
Паспорти верстатів
Основні типи верстатів
Дипломи та реферати з верстатів
Підручники з верстатів
Каталог верстатів завантажити
На головну
Інші металорізальні верстати:
універсальний токарно-гвинторізний верстат купити;
токарний верстат з металу купити;
токарний верстат з ЧПУ, фрезерний верстат з ЧПУ купити;
настільний токарний верстат ,
4 роки тому
У цьому виконання цих робіт використовуються спеціальні різці різноманітних форм. Саме вони є у такому верстаті головним різальним інструментом. Щоб зробити отвір, також застосовують свердла, зенкери та розгортки. Якщо є спеціальні пристроїтокарний верстат цілком придатний і для того, щоб шліфувати, фрезерувати, нарізати зуби.
Залежно від того, де знаходиться шпиндель, що несе пристосування для кріплення заготовки, токарні верстати прийнято ділити вертикальні та горизонтальні.
З чого складається токарний верстат
Основа токарного верстата – це завжди станина. Так називається досить масивна опора, де укріплені всі вузли верстата. Найголовнішою вимогою, яку висувають до станини, залишається її міцність. Маса станини повинна бути такою, щоб не допустити перекидання верстата. Рівень вібрації також має бути мінімальним.
Токарний верстат складається з таких основних вузлів: передня бабка (яку також називають шпиндельною), задня бабка, станина, коробка подач, а також супорт з фартухом.
Слід пам'ятати, що передня бабка – найскладніша деталь. Вона включає редуктор зі шпинделем на ньому і блок електронного управління. Супорт і задня бабка переміщаються напрямними станини. Під кожухом передньої бабки розташований електродвигун.
Задня бабка переміщається станиною вздовж осі обертання. Її призначення в тому, щоб притискати заготовку до провідного центру, що знаходиться на шпинделі. Складова частина задньої бабки – це піноль. На неї кріпиться центр, що обертається або не обертається. Він упирається своїм вістрям у заготівлю. Заготівлю кріплять у патроні шпинделя чи центрах передньої чи задньої бабки.
Є можливість регулювати швидкість обертання заготовки відповідно до режиму різання. Опорою для різця є підручник. Супорт забезпечує жорстке кріплення різця. Він також дозволяє різцю точно пересуватися по всіх трьох координатах.
Існують такі види токарних верстатів: токарно-гвинторізний, токарно-карусельний, лоботокарний, токарно-револьверний, автомат поздовжнього точення, багатошпиндельний токарний автомат, токарно-фрезерний обробний центр. Особливий вид токарних верстатів - верстати з числовим програмним забезпеченням.