Konštrukcia väčšiny modelov moderných konzolových fréz počíta s možnosťou nastavenia rôznych poloautomatických a automatických cyklov pohybu stola. Na strojoch predchádzajúcich verzií je možné automatizáciu cyklu dosiahnuť iba pomocou mechanických, elektrických alebo pneumohydraulických nadstavcov.
Pri komplexnej automatizácii je doplnený cyklus pohybov stola automatizovaný cyklus obsluha nakladacieho zariadenia a upínacieho zariadenia. Tieto dva cykly sú navzájom prísne prepojené a sú automaticky riadené zo zarážok umiestnených na stroji. Dorazy môžu pôsobiť na koncové spínače, ktorých povely prenášajú elektromagnety pneumatických ventilov, alebo na rukoväte rozvádzacích ventilov.
Na obr. 109 je znázornená schéma typického pneumohydraulického zariadenia určeného na automatizáciu konzolových frézok modely 680 a 610. Pneumohydraulický pohon zabezpečuje nasledujúci automatický cyklus: rýchle priblíženie stola s dielom k fréze, pracovný posuv, rýchle zasunutie stola do svoju pôvodnú polohu. Činnosť nakladacieho zariadenia a prípravku je v súlade s pohybmi stola; schéma zariadenia umožňuje meniť rýchlosť posuvu na ľubovoľnej časti dráhy.
Na obrázku je znázornené: I - skriňa s pneumatickým zariadením na reverzáciu posuvu stola; II - box s hydraulickým zariadením na reguláciu rýchlosti podávania stola; III - pneumohydraulický valec; ľavá dutina valca je naplnená stlačeným vzduchom a pravá - olejom.
Pri otvorení vstupného ventilu 1 (obr. 109, a) vzduch prichádzajúci zo siete cez rozdeľovací ventil 5 vstupuje cez rúrku b do ľavej
dutinu A valca 13 a informuje tento valec o zrýchlenom pohybe doľava spolu s doskou 14 stroja, ku ktorému je pripevnený; piest 12 je upevnený na stroji nehybne. Z pravej dutiny B valca sa olej voľne vytláča potrubím d cez otvorený ventil 8 do olejovej nádrže 11 (prvá fáza cyklu).
Pri ďalšom pohybe stola vačka 15 upevnená vo svojej bočnej drážke cez páku 7 s valčekom zatvára ventil S, po ktorom olej vytlačený z pravej dutiny prechádza cez redukčný ventil 9 a škrtiacu klapku 10 \ z neho. moment sa vykoná pomalý pracovný posuv (druhá fáza cyklu) . Účelom redukčného ventilu 9 je zabezpečiť konštantný tlak pred škrtiacou klapkou, aby sa stabilizovala rýchlosť posuvu pri zmene odporových síl počas spracovania.
Automatické spínanie rozvádzacej cievky 5 a reverzácia stola sa vykonávajú dorazmi 16 a 17 cez pomocnú cievku 3 (servo cievka). Na konci pracovného posuvu zarážka U7, pôsobiaca na rukoväť servo cievky, prepne hlavnú cievku 5 a stlačený vzduch zo siete začne prúdiť cez rúrku do nádrže 11.
Stlačený vzduch, vyvíjajúci tlak na olej, ho vytláča z nádrže 11 a obchádzajúc mechanizmy 9 a 10 voľne vstupuje do pravej dutiny B valca cez spätný ventil 6 a spôsobuje zrýchlený spätný pohyb stola; v tomto čase vzduch z ľavej dutiny A valca cez cievku 5 a tlmič prechádza do atmosféry (tretia fáza cyklu).
Potreba použiť servo cievku 3 s obojstranným piestom 2 je spôsobená nasledujúcim. Pri prechode z druhej fázy cyklu do tretej sa cievka prepína pomaly sa pohybujúcim stolom stroja. Výsledkom je „mŕtva“ poloha mechanizmu, v ktorej sú kanály na prívod a odvod vzduchu zablokované a prívod stola sa prudko zníži alebo úplne zastaví. Použitie servo cievky zaisťuje okamžité prepnutie hlavnej distribučnej cievky 5.
S "mŕtvou" polohou servo cievky 3 znázornenej na obr. 109, b, vzduch zo siete ďalej voľne prúdi do cievky 5 (obr. 109, a) cez kanál a a ďalej. rúrkový b-valec. Preto sa pracovný posuv stola nezastaví. Keď cievka 3 prejde zvislou polohou, vzduch zo siete okamžite posunie piest 2 doprava a tým tiež okamžite otočí cievku 5 spojenú ozubeným kolesom 4 s piestom 2. V tomto prípade vzduch z valca 13 sa uvoľní do atmosféry a vzduch zo siete vstupuje do nádrže 11 a stôl 14 sa začne rýchlo pohybovať doprava. Potom zarážka 16 opäť prepne cievky a prvá fáza cyklu sa opakuje atď.
Rez pneumohydraulického valca 13 s pevným piestom 12 a dutou tyčou je znázornená na obr. 110. Valec je pripevnený k stolu a piest je pripevnený k priečnemu posúvaču stroja. Podľa dispozičných pomerov pneumohydraulického zariadenia bol vymenený priečny suport stroja za nový.
Konštrukcia boxu s pneumatickým zariadením je na obr. 111. Hlavnými prvkami boxu sú: plochý rozvod

cievka 5, plochá servo cievka 3 a obojstranný piest 2, ktorého tyč je vyrobená vo forme koľajnice.
Cievka serva je ovládaná vačkami 16 a 17 inštalovanými v bočnej drážke pracovnej plochy stroja. Rukoväť 18 je určená na ovládanie cievky počas nastavovania.
S polohami cievok znázornenými na obr. 111, vzduch zo siete cez kanál A a cez priechodný otvor B v cievke 5 vstupuje do dutiny C, pričom obe cievky tlačí proti rovine skriňového telesa. Z dutiny B cez priechodný otvor D v cievke 5 a kanálom D vstupuje vzduch do ľavej dutiny pracovného valca a spôsobuje pohyb stola doľava.

Z dutiny B tiež vzduch vstupuje cez priechodný otvor Y v cievke 3 a kanálom K do pravej dutiny L pomocného valca. V tomto prípade je ľavá dutina M valca cez kanály I a O, drážku I v pomocnej cievke a kanál P spojená s atmosférou.
Keď sa stôl dostane do krajnej ľavej polohy, vačka 17 otáča pomocnú cievku 3; v tomto prípade sa priechodný otvor C v cievke zhoduje s otvorom O a drážka I spája kanály P a I. Potom vzduch z dutiny B cez kanály O a I ide do ľavej dutiny M, posúva piest 2 doprava a cez ozubené koleso 4 otáča rozdeľovací ventil 5. V tomto prípade je otvor B spojený s otvorom 7a, drážka G spája otvor D s kanálom F. Vzduch z dutiny C vstupuje kanálom E do olejovej nádrže , odtiaľ vytlačí olej, ktorý prechádza do pravej dutiny pracovného valca a stôl sa začne pohybovať doprava. Ľavá dutina pracovného valca je spojená s atmosférou. V tele je okrem cievok namontovaný aj vstupný ventil 1.
Box II s hydraulickým zariadením je znázornený na obr. 112. Jeho účelom je zmeniť a stabilizovať rýchlosť stola. Pozostáva z škrtiacej klapky 10 s rukoväťou 19, piestu S, redukčného ventilu 9, spätného ventilu s odpruženou guľou 6 a objímkou 22 a potrubia 21.
Pri zrýchlenom voľnobehu stola doľava, olej vytlačený z hydraulickej dutiny valca, prechádzajúci cez kanály L a B, stlačí guľôčku 6 k objímke 22. Potom je olej nasmerovaný cez zdvihnutý piest 8, kanály B a D, dutinou O a potrubím 21 do nádrže.
Na konci zdvihu naprázdno vačka 15 namontovaná na stole (pozri obr. 109, a) stlačí plunžer 8, čím sa uzavrie priechod oleja do kanála B. Potom olej vytlačený z valca prechádza kanálmi L, 5 , C, cez dutinu P redukčného ventilu, škrtiaca klapka 10, kanály E, K, G a dutina O do nádrže, ktorá vykonáva pracovný posuv stola; dĺžka dráhy pri pracovnom posuve je určená dĺžkou vačky 15. Rýchlosť pracovného posuvu je určená hodnotou otvorenej medzery škrtiacej klapky 10, nastaviteľnou rukoväťou 19.
Počas reverzného zrýchleného chodu stola olej prichádzajúci z nádrže zdvihne guľu 6 a prechádza kanálom A priamo do hydraulickej dutiny podávacieho valca.

Na obr. 113 a 114 je znázornená konštrukcia a prevádzka automatizovaného prípravku na frézovanie so súpravou fréz dvoch paralelných plôšok na kľúč súčasne pre štyri puzdrá. Polotovary sa vkladajú do štyroch zásobníkov 1 (obr. OD) s ramenom nadol; zásobníky sú upevnené na kufri stroja pomocou konzoly 2 a zostávajú počas prevádzky nehybné.
Obrobky vstupujúce do hniezd sú namontované na pohyblivom spodnom držiaku 3 a sú upnuté dvoma pneumatickými valcami A, z ktorých každý, pôsobiaci cez páku 12, tyč 13, vahadlo 6 a plunžery 5, súčasne fixuje dve časti. Na telese 16 prípravku je pevne namontovaný diel 7 s dvoma konzolami 8, s ktorými sú páky 12 otočne spojené.
Nastavenie na požadovanú veľkosť svorky sa vykonáva otáčaním pravej strany tyče 13 vzhľadom na ľavú s odstráneným vahadlom 6. V krajne pravej polohe zariadenia sa pohyblivá podpera 3 automaticky odstráni, pretože tyč 9, upevnený na ňom dorazovou skrutkou, sa stretáva so zarážkou 14 zásobníka a pohybuje sa preč, pričom stláča pružinu 10. To umožňuje, aby spracované diely padali do misky.

Prívod vzduchu do valcov 11 je regulovaný rozdeľovacím ventilom /5, ktorý je ovládaný pevnými dorazmi 4U
pripevnené na lôžko stroja.
Zaťaženie obrobku (obr. 114, a) zodpovedá polohe naznačenej na obr. 113. V prítomnosti škrtiacej klapky 17 sa prechod vzduchu do valca 11 oneskorí a diel má čas vstúpiť do objímky upínadla. Na obr. 114, b sa obrobok nakoniec upne a stôl sa prepne na pracovný posuv; na obr. 114, v pravom doraze 4 spína ventil /5, ktorý spája valec 11 s atmosférou; Zarážka 14 zásobníka posunie pohyblivú podperu 5 a spracovaný diel spadne do misky.
V dispozícií s uvažovaným pneumohydraulickým pohonom sú ďalšie zariadenia pre automatizované spracovanie rôzne detaily.
Na obr. 115 znázorňuje poloautomatický nástroj na rezanie segmentových kľúčov.
Obrobky vo forme kotúčov sa vkladajú do zásobníka 6 a pôsobením vlastnej hmotnosti sa rolujú do lôžka 5. Poháňajte sane 3, na ktorých je pripevnené lôžko 5, pneumatický valec 2 a svorka 4. Keď sa sane 3 pohybujú, vačka 16 tlačí na cievku ventilu 17. Piest pneumatického valca 2, klesajúci, cez páku 4 upne obrobok, ktorý sa ďalším pohybom saní 3 privádza k fréze.
Na konci rezania rotujúci bubon 14 s vačkou 15 posunie sane 3 doprava, a sane 8 s vačkou 12. Keď sa sane 3 vzdiali, cievka pneumatického ventilu /7 sa prepne. piest 1 stúpa a stláča súčiastku. Sane 8 s frézou 7 sa vracajú späť, otvorte výstup zo zásobníka b a nový obrobok spadne do lôžka 5. Počas sekundárneho cyklu nový obrobok, pohybujúci sa pozdĺž drážky lôžka 5, vytlačí odrezaný obrobok odtiaľ.
Kopírovací bubon 14 sa otáča z vodiacej skrutky stola stroja cez ozubené kolesá 9 a 10. Aby sa zabránilo pohybu stola, keď sa vodiaca skrutka otáča, vodiaca matica sa demontuje.

Na obr. 116, a ukazuje automatizovaný prípravok pre frézku.
Na doske 1 prípravku je upevnené teleso 8 pneumatických zverákov. Keď sa tyč 2 pneumatického valca pohybuje sprava doľava, sila cez tyč 17, páku 15 a doraz 20 sa prenáša na posúvač 7. Hranol 5, upevnený v posúvači 7, zviera diel, pričom tlačí proti pevnému hranolu 4.
Súčasne s upnutím tyč 2 cez sústavu pák 9, 10 a objímky 12 vysunie ubíjací piest 11 z vodiacej objímky 13 a nový obrobok z kazety 3 sa dostane do nakladacej polohy.
Uvoľnenie sa vykonáva, keď sa tyč 2 pneumatického valca pohybuje zľava doprava. Piest 7 s hranolom 5 pôsobením pružiny 6 uvoľní obrobený diel, ktorý spadne medzi hranoly 4 a 5. Potom tyč 2 cez páky 9 a 10, piest 11 pošle nový obrobok do zóny spracovania, kým dorazy 21. Tyč 2 na konci zdvihu vysunie páku 18 s nastaviteľnou pätkou 19 a vráti piest 7 s hranolom 5 do takej polohy, aby odosielaný obrobok nespadol za hotovým dielom.
Na obr. 116b znázorňuje schému riadenia činnosti zariadenia.
Pred začatím práce sa zapne pneumatický ventil 26 a vzduch vstupuje do valca a pojazdových pneumatických spínačov 14 a 16. Potom sa zapne otáčanie vretena a posuv stola. Potom, čo dielec opustí zónu spracovania, pneumatický spínač 14 nájde zarážku 25 a prostredníctvom diaľkového pneumatického spínača 22 vydá príkaz na otvorenie. Stôl sa zároveň približuje ku koncovému spínaču (na obrázku nie je znázornený). Posuv je obrátený. Stôl sa začne pohybovať doľava. Pneumatický spínač 16 zapadá pod doraz 24 a dáva príkaz na zovretie. Po vyfrézovaní ho pneumatický spínač 16, posúvajúci sa pozdĺž dorazu 24, opustí a pripraví prípravok na uvoľnenie.
Zarážky 24, 25 sú upevnené na ráme stroja vo vedení 23.
Technologický pokrok sa nezastaví – dnes je väčšina operácií, za ktoré boli predtým zodpovední ľudia, pridelená počítačovým riadiacim systémom. Jedným z najjasnejších príkladov je fréza s CNC. Numerický ovládanie programu uľahčuje prevádzkový proces, zlepšuje kvalitu výstupných produktov a optimalizuje výrobný proces.
Programovateľná fréza: vlastnosti práce
CNC stroj s frézou dokáže vykonávať veľké množstvo prác: vŕtanie, rezanie, výpočet vzdialenosti pre otvory a iné. Ako surovina sa spravidla používa drevo, polyméry, kovy, kameň. Frézovacia jednotka má hlavnú pracovnú časť - frézu, ktorá umožňuje proces vŕtania alebo rezania. Tieto zariadenia sú najrelevantnejšie pre výroba nábytku, ako aj spoločnosti zaoberajúce sa výrobou suvenírov a iných podobných produktov.
Použitie takýchto strojov umožňuje zvýšiť produktivitu, presnosť výroby produktov, znižuje zapojenie personálu do pracovného procesu a výrazne sa skracuje čas potrebný na prípravu produktov.
Čo treba zvážiť pri výbere?
Ak potrebujete kúpiť frézku, venujte pozornosť týmto bodom:
- rozmery obrobku (určte najrozmernejšie nadpisy, ktoré musíte spracovať, vyhnete sa tak potrebe preprogramovania zariadenia);
- dizajnové prvky(je lepšie, ak je povrch portálu vyrobený z odolnej a pevnej liatiny a nie z hliníka);
- typ motora (servomotory sú prijateľnejšie možnosti, pretože poskytujú produkty vyššej kvality);
- nástroje (pred výberom a nákupom si uvedomte, koľko nástrojov sa bude pri práci používať - ak ich je veľa, vyberte modely s modulom, ktorý automaticky mení nástroje a šetrí čas operátorom);
- softvér(opýtajte sa, aký softvér je nainštalovaný na zariadení a ak máte problémy s anglický jazyk, uveďte informácie o ruskej lokalizácii).
Druhy CNC fréz
Moderné frézky na drevo, kov, kameň možno podmienečne rozdeliť na dva hlavné typy: konzolové a nekonzolové. Medzi konzolové odrody sú: univerzálne, horizontálne a vertikálne stroje. Sú to možnosti konzoly, ktoré sú najobľúbenejšie a najžiadanejšie. Bezkonzolové možnosti fungujú podľa tohto princípu: pracovná plocha aj pracovný nástroj sa v nich môžu pohybovať v dvoch smeroch.
V internetovom obchode Top3DShop si môžete kúpiť CNC frézku lacno. Sortiment zahŕňa domáce, súradnicové frézovanie, vŕtanie-frézovanie, 3D jednotky. Svoju výrobu môžete vybaviť kvalitnými strojmi – lacno a s minimálne nákladyčas. Garantujeme rýchle spracovanie objednávok a doručenie v rámci Ruska. Ide o moderné stroje, ktoré zlepšia kvalitu a rýchlosť práce vo vašej výrobe.
Frézovanie v 3D pri výrobe dekoračných a interiérových prvkov, reklamných produktov, suvenírov. Režú krivočiare detaily nábytku a fasád z prírodného dreva, vykonávajú reliéfne práce (rytie). Okrem dreva je možné spracovať akryl, preglejku, MDF, sadru, zliatiny mäkkých kovov.
Proces spracovania materiálu prebieha pod kontrolou elektroniky podľa vopred pripraveného programu. Takáto výroba sa vyznačuje rýchlosťou a vysokou presnosťou práce.
Klasifikácia CNC routerov
CNC frézovacie zariadenia sa líšia technologickými možnosťami: rýchlosťou spracovania a veľkosťou obrobku.
Domáce CNC routery vykonávajú gravírovanie pomerne pomaly a sú vybavené slabými elektromotormi. Sú však malé a ľahké. Navrhnuté špeciálne na spracovanie dreva v domácich dielňach. Stroj je umiestnený na stole alebo pracovnom stole a je určený na vykonávanie malých dielov. Môže ho obsluhovať začínajúci majster ako študijná príručka alebo na výrobu malých jednotlivých objednávok.
Priemyselné frézky s numerickým riadením sú určené na dlhú prácu pod kontrolou automatizácie. Sú vybavené výkonnými elektromotormi, odolnými mechanickými komponentmi a nevyhnutne zvýšenou reznou plochou. Zariadenie sa používa na výrobné procesy ktoré vyžadujú vysokú rýchlosť spracovania a maximálnu presnosť, napríklad pri rezaní veľkých dosiek MDF, drevotriesky.
Priemyselné frézovacie linky pracujú v plne automatickom režime. Stroj samostatne nahrádza obrobky a frézy, spracováva diely z piatich strán. Automatická výmena fréz sa vykonáva pomocou systému automatickej výmeny nástrojov, ktorý môže byť in-line alebo karusel. Linky sú vybavené najkvalitnejšími mechanizmami a komplexnými programami.
V závislosti od umiestnenia frézy môžu byť stroje:
- vertikálne frézovanie;
- horizontálne frézovanie.
V priemysle sa častejšie používajú vertikálne frézky, ktoré vykonávajú spracovanie presnejšie a poskytujú pevné upevnenie obrobku. Takáto fréza dokáže obrábať diely aj pod uhlom, bez ohľadu na ich rozmery.
Stroje sa líšia počtom vretien: 2-vretenové, 3-vretenové a 4-vretenové modely. S nárastom počtu vretien sa zvyšuje produktivita.
Zariadenie a vybavenie CNC fréz
Princíp činnosti CNC fréz je založený na polohovacom systéme pozdĺž súradníc troch osí: X, Y, Z. Všetky pohyby vozíka s frézou sa vykonávajú v réžii CNC pozdĺž osí. Spravidla je systém implementovaný nasledujúcim spôsobom:
- Os Y - pozdĺž roviny pracovnej plochy;
- Os X - cez rovinu pracovnej plochy;
- Os Z - vo vertikálnej rovine.
Polohovací systém pre každú os pozostáva z:
- elektrický motor;
- pohonné systémy;
- vodiace zariadenia.
Presnosť polohovania a kvalita konečného produktu závisí od vlastností podpier a vedení. Vodidlá musia byť vyrobené z vysokolegovanej ocele a môžu mať obdĺžnikový alebo okrúhly prierez.
Vodiace lišty sa inštalujú nasledovne:
- pozdĺž osi X pre pohyb portálu z dvoch koncov stola;
- pozdĺž osi Y na portáli na pohyb vozíka s frézou;
- pozdĺž osi Z na vozíku na pohyb samotného rezača.
Okrem uvedených detailov dizajn obsahuje:
- podporné zariadenie;
- hriadeľový mechanizmus;
- Desktop;
- posteľ;
- súprava rezné nástroje(nože, frézy);
- svorky na upevnenie dielov.
Frézy sú pripevnené k hriadeľu pomocou kužeľového alebo klieštinového skľučovadla, ktoré sa dodáva so súpravou.
Elektromotor prenáša pohyb na strmene, nosníky (portály) a vretená pomocou ozubeného alebo skrutkového prevodu. Vreteno je vybavené vzduchovým alebo vodným chladením.
Na vykonávanie priamočiareho frézovania sa dodatočne používa lineárne vodiace zariadenie vybavené upínacími mechanizmami.
Typ motora

Elektromotory sú inštalované na CNC frézach na drevo:
- typ kroku;
- so spätnou väzbou (servomotory).
Typ elektromotora závisí od plánovaných úloh a výkonu stroja.
Krokový motor premieňa elektrické impulzy na mechanický pohyb rotora so zarážkou v požadovanej polohe. Tento typ motora poskytuje presné riadenie rýchlosti a polohovanie bez potreby ovládača. spätná väzba. Je veľmi nenáročný na údržbu a relatívne lacný. Zároveň otáčky motora nepresahujú 1000 ot./min a pri maximálnom zaťažení existuje možnosť straty kroku.
Servomotory sa na rozdiel od krokových motorov neotáčajú neustále, ale po prijatí signálu sa pohybujú a zastavujú až do ďalšieho signálu. Servopohony majú mechanizmus spätnej väzby, ktorý vám umožňuje opraviť chyby. To znamená, že ak stlačíte jednotku, bude odolávať a pokúsiť sa vrátiť do požadovaného bodu.
Servomotory sa otáčajú rýchlejšie, sú výkonnejšie a presnejšie. Ale výrazne zvýšiť náklady na router. Ich údržba si vyžaduje špeciálne zručnosti, preto je zverená kvalifikovanému personálu. Servomotory sa tiež ťažšie ovládajú.
Servopoháňaná fréza je potrebná na vysokorýchlostné spracovanie materiálov (často rezanie plechov) alebo na výrobu vysoko presných matríc.
Príslušenstvo
Na špeciálnu objednávku je CNC router vybavený ďalšími zariadeniami, ktoré rozširujú funkčnosť:
- štvrtá rotačná os: umožňuje vyrábať časti guľového, kužeľového alebo valcového tvaru zdobené rezbami. Napríklad stĺpy, stĺpiky, stĺpiky, nábytkové nohy zložitého tvaru;
- vákuová stolová doska: potrebná na časté rezanie dosiek z drevotriesky, MDF, preglejky na prvky zložitého tvaru. Stôl vákuovej pumpy drží narezané kusy pevne bez použitia mechaniky.
Výber CNC smerovača
Pri výbere CNC frézovacieho zariadenia na drevo by ste mali brať do úvahy najdôležitejšie vlastnosti.
Rozmery pracovnej dosky
Určujú veľkosť obrobku, ktorý je možné na tomto CNC stroji frézovať. Veľkosť dosky by mala byť o niečo väčšia ako plánované rozmery obrobkov, takže najprv sa musíte rozhodnúť o rozsahu stroja:
- ak sa plánuje vykonať horný závit, stačí 90 x 60 cm;
- pre panely, maľby a nábytkové fasády - 120 x 120 cm;
- na frézovanie výplní dverí - 130 x 250 cm;
- na výrobu drobných predmetov, suvenírov - od 30 x 30 cm.
Typ a výkon vretena

Na prácu s malými prvkami postačuje výkon vretena 1500 až 2200 wattov. Ak plánujete rezať materiál hlbšie ako 80 mm, rezajte hrubú preglejku, drevo, MDF - potrebujete vreteno s výkonom 3000 W alebo viac. Na spracovanie dielov vyrobených z fluoroplastu je vhodný nízkovýkonný 1500 W. Priemyselné CNC stroje s automatickou výmenou frézy sú vybavené vretenami s výkonom 4000 W a viac.
Druhým rozdielom medzi vretenami je chladiaci systém, môže to byť voda alebo vzduch. Pri spracovaní dreva postačí lacnejší a jednoduchší systém vodného chladenia.
Výška frézovanej časti
Hrúbka alebo výška dielu závisí od súradnice Z. Maximálna hodnota súradnice zodpovedá vzdialenosti od portálu k doske stola a volí sa nasledovne:.
- na prácu s veľkými výrobkami z dreva (stĺpy, konzoly) je potrebné vybavenie s výškou 20 cm alebo viac;
- na strihanie, plnenie reklamných objednávok a drobné predmety 15 cm stačí.
Typ ovládania
Existujú tri možnosti: samostatný stojan alebo konzola, počítač a doska, počítač a LPT. Ten nie je vhodný na profesionálnu prácu.
Druhá možnosť je výhodná v tom, že celý priebeh práce sa zobrazuje na monitore počítača. Vyžaduje si nákup počítača, ktorý slúži na celý technologický proces.
Konzola-rack je dobrá, pretože riadiaci systém je plne integrovaný s routerom. Napríklad, keď dôjde k výpadku prúdu, stroj zafixuje polohu a začne od tohto bodu. Diaľkové ovládanie je ľahko ovládateľné, chránené pred prachom. Ovládací program je napísaný na počítači.
Ovládanie drevoobrábacích strojov s meničom nástrojov, rotačnými osami alebo viacerými vretenami je efektívnejšie a jednoduchšie pomocou stojana.
IMAGE GUTENIA
Ooyua Sovetskiv
socialistický
Auto závislé. Mb certifikáty
Vyhlásené dňa 14.111.1966 (č. 1060903t25-8) s prílohou prihlášky č.
Cl. 49b, 1/07
U K 621 914 38-52 (088 8) Výbor pre vynálezy a objavy pri Rade ministrov
V. L. Kosovsky, M. B. Gtalei, S. S. Chernikov, G. I. Zuzanov, B. L. Korobochkin a L. S. Stolbov
Experimentálny výskumný ústav strojov na rezanie kovov
Žiadateľ
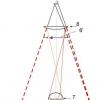
AUTOMATIZOVANÁ FRÉZKA
Sú známe automatické frézky. obsahujúca pohyblivú frézovaciu hlavu a deliaci rotačný bubon z horizontu IbHQH s osou rotácie, na ktorej bočnej zvislej ploche je obrobok umiestnený a na jej horných a dolných plochách sú umiestnené nakladacie a vykladacie polohy.
Navrhnutá frézka sa líši od známych tým, že pre zlepšenie podmienok na odvod triesok sú vedenia frézovacieho vreteníka vyhotovené vo vertikálnej rovine kolmej na os bubna.
Okrem toho, aby sa zvýšila tuhosť konštrukcie frézovacej hlavy a poskytla možnosť otáčania bubna, keď je odstránený zo zóny spracovania, je namontovaný na pohyblivom posúvači.
Na osadenie bubna na svorky, jeho upnutie pri spracovaní obrobku a jeho pritlačenie k 2p vodidlám pri zasúvaní, kým nástroj neopustí obrobok, je vybavený hydraulickými valcami. Hydrocyl?!Ndra posuňte baraba.i pozdĺž osi. Aby sa zvýšila spoľahlivosť stroja v automatickom režime prevádzky a zabezpečilo sa pohodlie ovládania pracovných orgánov stroja pri nastavovaní, je vybavený hydraulický systém ovládanie, ktoré zabezpečuje hydromechanické ovládanie z vačiek v automatickom pe "roztomilý 3! 1 pracovný a elektrický. pohon" riadenie sklonu: ne v režime uvedenia do prevádzky: 1 ms práce s perkgiochiiizmom z jedného režimu a druhého pomocou ventilu s 3lec1rocontrollsh! .
l la line? ke cxs.,12 i ! stroj, 1-13 lôžko 1 predný ll;1 horizontálne vodidlá montáž próza:!? I la I pall'x štvorstranný bubon sú nainštalované
už 3! I. ilнble a pllspossO,!enl! 11, Do hôr; krs pyTsl spracoval vás!.1. produkty.
I la Verti kalai! !Cutter vreteník 1 je namontovaný na plochom lôžku. Možnosť 2x: s frézovacím vreteníkom 1,; 1. obežné vreteno, rovnobežné so zvislou hranou bubna, alebo s frézovacím vreteníkom, >, pri ktorom je vreteno kolmo na „üíoé okraj bubna, prvá voľná ep Hlava „a“ je navrhnutá tak, aby pracovala s cy.1pnd?rical!i, diskovými a tvarovanými frázami a frázami Second-end!1 a end.
Frézovací vreteník psrsmsschasts "zo samostatného pohonu cez podávaciu skriňu. 11sp pracovné krmivo a yci; op.noho",a:B" k.gio"aesl hydraulic!1ml! f?! a špeciálne l1fts, na Odysmysl v krabici 11032", Drum persmgcastsl, p0130ra:!ives a 3 agio!aeTOB Mecha240453
10 nismov s 1 hydraulickým pohonom namontovaným v ráme stroja.
Stroj v automatickom cykle funguje nasledovne.
130 čas frézovania suport s bubnom je v červenom!!nel! ľavá poloha.
Výrobok sa spracováva: e, nachádza sa koïrroo na ľavej zvislej strane bubna pri pohybe frézy 1. vreteník 4 alebo 5 zhora nadol pozdĺž vertikálnych vedení lôžka. Zároveň sa do zariadenia, umiestneného na zlodejovi, vkladá na vodorovnú stranu bubna ďalší obrobok Po skončení! frézovaní sa sane bubna zasunú doprava a súčasne sa zrýchleným tempom pohybuje frézovací vreteník 4 alebo 5 psdn!1. Pred začiatkom zaťahovania bubnových saní sa vypne tlak v časti upínacích valcov bubna, v dôsledku čoho sa oslabí ich tlak na vodidlá rámu a je možný pohyb saní.
Po vybratí výrobku z rezačky sa bubon pohne v smere osi otáčania o plný rozsah, čím sa zabezpečí jeho uvoľnenie zo svoriek. Po priblížení bubna ku zlisovaniu sa otočí do správnej polohy o 90", sane s bubnom sa zasunú doprava", aby pri otáčaní zariadenia s výrobkami nenarazili do stúpajúcej frézovacej hlavy. krajná ľavá poloha je bubon dosadnutý na pevné svorky. Za týmto účelom sa bubon pohybuje pozdĺž svojej osi pôsobením saní! nafúknuť hydraulické valce. Potom, čo sa sklz s bubnami zastaví na tvrdom doraze, zaya , pričom jeho súčasným stlačením cez sane k vodidlám lôžka. Po ukončení upnutia bubna sa aktivuje pracovný zdvih frézovacieho vreteníka 4 alebo 5 smerom dole, t.j. začína ďalší cyklus stroja.
Riadiaci systém stroja je navrhnutý tak, že v poloautomatických a automatických cykloch prevádzky sa väčšina príkazov vykonáva hydromechanicky z ovládacích dorazov spojených so saním bubna a v nastavovacom cykle práce 10 ?I (1! 0) dostanem každý pohyb samostatne s ovládaním1!! !Od kg!Opok nachádza Ira
50 diaľkové ovládanie. Na tento účel sú v hydraulickom okruhu umiestnené cievky s dráhou a elektrickým ovládaním a sú tu dve vedenia, z ktorých jedna je pod tlakom., r pri prevádzke v poloautomatickom a automatickom režime a druhá - v režime nastavenia. Tlak v týchto potrubiach sa prepína pomocou elektricky ovládanej cievky pri otočení prepínača prevádzkových režimov.
Predmet vynálezu
1. Ex!atized1! sa fréza s pohyblivou frézovacou hlavou a deliacim rotačným bubnom s horizontálnou osou otáčania, na ktorej bočnej zvislej ploche je obrobok a na jej hornej a dolnej ploche nachádza nakladacia a vykladacia poloha, líšia! pre zlepšenie podmienok na odstraňovanie lúča sú vedenia frézovacieho vreteníka vyhotovené vo vertikálnej rovine kolmej na os bubna.
2. Automatizovaná frézka podľa nároku 1, vyznačujúca sa tým, že na zvýšenie tuhosti konštrukcie frézovacej hlavy a zaistenie možnosti otáčania bubna pri jeho vyberaní zo zóny spracovania je rotačný bubon je namontovaný na pohyblivom posúvači.
3. Automatizovaná frézka podľa paragrafov. 1 a 2, ktoré sa líšia tým, že na nasadenie bubna na svorky, pri opracovaní obrobku ho zaistite a pri zasúvaní pritlačte proti vodidlám, až kým nástroj neopustí obrobok, je vybavený hydraulickými valcami, ktoré pohybujú bubna pozdĺž svojej osi.
4. Automatizovaná frézka podľa paragrafov. 1 - 3, alebo! Vyznačuje sa tým, že pre zvýšenie spoľahlivosti stroja v automatickom režime prevádzky, pre zabezpečenie komfortu ovládania pracovných parametrov stroja pri nastavovaní je stroj vybavený hydraulickým ovládaním systém, ktorý zabezpečuje hydromechanické ovládanie z vačiek s automatickým režimom prevádzky a elektrohydraulické ovládanie v režime prevádzky uvádzania do prevádzky s prepínaním z jedného režimu do druhého pomocou elektricky ovládanej cievky.
Zostavila L. Šestová
Redaktor A. liep
Tekhred A. A. Kamyshnikova Korektor E. N. Mironova
Tlačiareň, pr.Sapunova, 2.g!!.az 1800!16 Tipavs 480 Sign.
TsNIIPI výboru pre vynálezy a je otvorený!! Ilðll Rada ministrov ZSSR
Moskva, centrum. Serov Ave., 4
| Model stroja | 707-2 | 707-6 | 707-7 |
|---|---|---|---|
| Pracovný zdvih osí, XxYxZ (mm) | 400 x 600 x 200 | 600x1200x200 | 900x1200x200 |
| Veľkosť tabuľky, XxY (mm) | 450 x 870 | 650 x 1470 | 1100 x 1400 |
| rozmery stroj, XxYxZ (mm) | 800 x 900 x 700 | 1000x1550x850 | 140x1600x850 |
| Rám | Liatina S-21 | Liatina S-21 | Liatina S-21 |
| Guličkové skrutky | 16 mm Rozstup 10 mm | 16 mm Rozstup 10 mm | 16 mm Rozstup 10 mm |
| Vlnitá ochrana | Nie | Nie | Nie |
| Typ sprievodcu | koľajnica HIWIN 15 mm | koľajnica HIWIN 15 mm | koľajnica HIWIN 15 mm |
| Typ tabuľky | hliníkový drážkovací stôl | hliníkový drážkovací stôl | hliníkový drážkovací stôl |
| Veľkosť upínacej skrutky | M8 | M8 | M8 |
| Vzdialenosť od okraja vretena k povrchu stola (mm) | 220 | 220 | 220 |
| Riadiaci systém | Mach 3 | Mach 3 | Mach 3 |
| Posuv rezu (mm/min) | 2500 - 6000 | 2500 - 6000 | 2500 - 6000 |
| Voľný pohyb až (mm/min) | 10000 | 10000 | 10000 |
| Zdvih osi X (mm) | 400 | 600 | 900 |
| Zdvih osi Y (mm) | 600 | 1200 | 1200 |
| Zdvih osi Z (mm) | 200 | 200 | 200 |
| X vodítka | koľajnica HIWIN 15 mm | koľajnica HIWIN 15 mm | koľajnica HIWIN 15 mm |
| Y vodítka | koľajnica HIWIN 15 mm | koľajnica HIWIN 15 mm | koľajnica HIWIN 15 mm |
| Z vodítka | koľajnica HIWIN 15 mm | koľajnica HIWIN 15 mm | koľajnica HIWIN 15 mm |
| Výkon vretena kW | 1,5/2,2 | 1,5/2,2 | 1,5/2,2 |
| Prídržný moment SM osi X (N∙m) | 1,8 | 1,8 | 1,8 |
| Prídržný moment krokového motora osi Z (N∙m) | 1,8 | 1,8 | 1,8 |
| Prídržný moment SM osi Y (N∙m) | 1,8 | 1,8 | 1,8 |
| Zdroj | 220V ~ 50Hz 380V~50Hz | 220V ~ 50Hz 380V~50Hz | 220V ~ 50Hz 380V~50Hz |
| Základné rozhranie pripojenia | paralelný LPT port | paralelný LPT port | paralelný LPT port |
| Typ kódu | G-kódy | G-kódy | G-kódy |
| operačný systém | Windows XP/7 (32) | Windows XP/7 (32) | Windows XP/7 (32) |
| softvér | Mach, Artcam | Mach, Artcam | Mach, Artcam |
| typ pohonu | krokové motory/servá | krokové motory / servá | krokové motory / servá |
| Klieštinová svorka | ER-11/ER-20 | ER-11/ER-20 | ER-11/ER-20 |
| Rýchlosť vretena (ot./min.) | 6 000 - 24 000 | 6 000 - 24 000 | 6 000 - 24 000 |
| Chladenie vretena | voda | voda | voda |
| Pracovná teplota (°C) | +10...+45 | +10...+45 | +10...+45 |
| Hmotnosť, NETTO (kg) | 230 | 304 | 387 |
| Hmotnosť, HRUBÝ do (kg) | 257 | 344 | 432 |
| Záruka | 12 mesiacov | 12 mesiacov | 12 mesiacov |
| Kompletný rozmer stroja (mm) | 800 x 900 x 700 | 1000x1550x850 | 1400 x 1600 x 850 |
| Veľkosť balenia (mm) | 1100x1200x1000 | 1300x1850x1150 | 1700x1900x1150 |
*Pri použití 4. a 5. osi môže dôjsť k zmenšeniu pracovného poľa!
** Výrobca si vyhradzuje právo na zlepšenie stroja bez súhlasu kupujúceho.
*** Dodatočná výbava je prejednávaná INDIVIDUÁLNE pri každej objednávke!
Stroj je vyrobený z liatiny C21. Rám stroja je liatinový, hrúbka 15 mm, bočné časti regálov sú tiež z 15 mm liatiny. Portál CNC stroja radu 707 je vyrobený z 15mm liatiny, os Z je tiež z 15mm liatiny a uchytenie vretena je tiež z 15mm liatiny.
Na CNC frézach radu 707 je inštalovaný drážkovaný hliníkový stôl. Na želanie zákazníka je možné nainštalovať liatinový štrbinový stôl. Na stolových frézach na drevo a kameň sa používajú 15 mm vedenia HIWIN, guľôčkové skrutky 16 - 20 mm. CNC frézka na drevo 707 má vysokú presnosť spracovania, spracováva materiál rýchlosťou 3000 až 10000 mm/min.
CNC fréza vykonáva opracovanie dreva, plastov, hliníka, mosadze, titánu, ale aj kovových výrobkov, dvojvrstvového plastu, plexiskla, umelého kameňa. Stroje je možné použiť na výrobu raziacich doštičiek, doštičiek, malých foriem, šperkov. Stroje sú vybavené 1,5 kW vretenom s rýchlosťou otáčania až 24 000 ot./min. Profesionálny softvér je štandardne súčasťou stolných CNC frézok. Na želanie zákazníka je na strojoch inštalovaná štvrtá os pre 3,5D spracovanie, volumetrický skener. Stolné CNC frézky ponúkajú dobrý pomer ceny a kvality, všetky výhody liatinového stroja, pevné liatinové lôžko a lacnú cenu pre túto triedu stroja.
Stolové CNC routery možno použiť na výrobu vyrezávaných dverí, kuchýň, drevených schodísk, zábradlí, stolné hry(šach, backgammon), suveníry, šperky, matrice, rôzne tesnenia pre automobilový priemysel, ikony, kríže a mnoho iných produktov!
Naše úspechy





























































Na CNC frézach radu 707 sú štandardne inštalované koľajnicové vedenia od HiWin. Tento výrobca vodítok je považovaný za najlepšieho na trhu.
Prítomnosť koľajnicových vedení poskytuje tomuto stroju vysokú tuhosť a umožňuje ich spracovanie tvrdé materiály ako oceľ.
Vysoko presné guľôčkové skrutky
CNC stroje série 707 sú vybavené vysoko presnými, vysoko presnými guľôčkovými skrutkami. Vďaka tomu nie je na strojoch takmer žiadna vôľa.
Prítomnosť guľôčkových skrutiek v spojení s inými technické vlastnosti Táto séria strojov vyrábaná závodom Twitte poskytuje vysoko presný pohyb obrábacieho nástroja na stroji.
Profesionálne priemyselné vreteno

Zapnuté CNC frézovanie obrábacie stroje radu 707 vyrábané kamenárskym obrábacím závodom sú vybavené kvalitnými profesionálnymi vretenami popredných svetových výrobcov s vodným chladením.
Otáčky vretena sú 24 000 ot./min.
Vysoko kvalitné krokové motory
Pohyb pohyblivých prvkov stroja vykonávajú krokové motory. Umožňujú dosiahnuť veľmi vysokú presnosť pohybu a majú nízke náklady.
Vlastnosťou krokových motorov je, že ich vinutia sú aktivované v sérii. Kvôli čomu sa otáčanie motora vyskytuje v krokoch.
Na rozdiel od drahších servomotorov tieto krokové motory nemajú spätnú väzbu. Na tento stroj je možné nainštalovať aj servomotory
Riadiace jednotky

Stroj je vybavený spoľahlivou riadiacou jednotkou zostavenou odborníkmi nášho závodu. Pri výrobe riadiacej jednotky sú použité kvalitné elektronické komponenty. Spoľahlivosť tohto modelu riadiacej jednotky je overená rokmi.
Flexibilný káblový kanál

Na CNC frézach 707 sú inštalované flexibilné káblové kanály (vrstvy káblov), ktoré sú potrebné pre správny pohyb káblov pri pohybe pohyblivých častí stroja. Aby sa drôty nezamotali a nelepili sa na stroj. Používa sa vysoko kvalitný a spoľahlivý káblový kanál.
softvér

Kamenský závod na výrobu obrábacích strojov Twitter poskytuje kupujúcim svojich strojov všetko potrebné pre plnohodnotnú prácu na dodávanom softvéri zariadení.
Keď si kúpite stroj, získate spoľahlivé, overené programy na vašom počítači, plne nakonfigurované a pripravené. Okrem toho špecialisti závodu vedú školenie pre prácu so strojom a so softvérom.
Prepravné balenie
![]()
Obrábací závod Kamensk vyrába obaly pre všetky dodávané produkty. Dodávku zabezpečujú prepravné spoločnosti.
Všetky dodávané zariadenia sú balené v plastovom obale s dodatočnou ochranou vyčnievajúcich častí CNC stroja.
Na požiadanie kupujúceho je možné špeciálne prepravné balenie strojov za príplatok.
- 1 Stroj.
- 2 Ovládací blok.
- 3 Sada fréz.
- 4 Digitálne médium s návodom.
- 5 Prepojovací kábel k riadiacej jednotke.
- 6 Senzor resetovania nástroja.
- 7 Koncové indukčné snímače na všetkých osiach.
- 8 Obrobkové svorky - 4 ks.
- 9 Chladiaci systém vretena (čerpadlo).
- 10 Kefa na odstraňovanie triesok na vretene.
- 11 Kľúče vretena.