The key issue in the design of offshore pipelines is the selection and justification of its main design parameters, such as pipe material, their outer diameter and wall thickness, installation method, as well as corrosion protection, stability and other performance characteristics.
The final design of offshore pipelines is selected after a comparative feasibility study of various options, taking into account the specific conditions of construction and operation.
Steel, corrosion-resistant alloys, aluminum and some others have been used as pipe materials in world construction practice. The most widely used steel pipelines.
The most common materials and, accordingly, designs include:
1. Carbon manganese steel pipes . The most complete set of requirements for them is contained in the "Rules for offshore pipeline systems" issued by Det Norsk Veritas (Norway).
2. Flexible pipes (Fig. 10.5). These pipes have a composite structure and are made from multiple layers of plastic, rubber and steel to form a strong and flexible conduit capable of withstanding high operating pressures and transporting a wide range of products. Flexible pipes have a high material cost, but they provide significant savings in laying costs. They can be stowed from non-specialized floating craft, which means that heavy expenses for the mobilization of a special pipe-laying vessel, for example, to remote construction and installation sites, can be reduced.
3. Pipe bundles . The development of small fields is often associated with the use of a certain central production facility, surrounded by several satellite wells, for the production of a product or injection of water into the reservoir. An economical solution to the problem of installing several lines in a short section is the use of a bundle of lines. The bundle may consist of individual tubes enclosed in a single carrier tube or tied together onshore.
The carrier tube is chosen in such a way as to ensure the buoyancy of the entire beam, which is close to neutral. This tube bundle is towed into place along the bottom, near it, or at mid-depth, depending on a number of technical considerations, which include conditions on the towing track.
The bundle is then placed on the bottom, the carrier tube is filled with water on the ground and the individual bundle piping is connected to the appropriate equipment. Bundling tubes provides significant cost savings if a suitable site can be found onshore to make such bundles.
4. Pipes J -shaped . They are an alternative to the usual riser. The J-tube is usually pre-mounted on the platform to later mount, protect and support the inner tube connecting the platform topsides to the bottom-laid pipeline, the J-tubes can be supported individually or bundled together inside the caisson. The caisson is especially useful when multiple J-tubes need to be installed in a limited space.
The design of J-pipes depends on what is intended to be located in them, namely: steel pipeline, flexible conduit or supply cables.
J-tubes offer significant savings in offshore construction cost because it eliminates the need for tie coils. The initial end of the pipeline can be laid from a suitable floating craft and pulled into a J-tube using winches located on the platform. The floating vehicle then moves away from the platform and performs normal pipe-laying operations. If it is required to connect the second end of the pipeline to the platform through a J-tube, then it is laid in a loop and then retracted.
5. Pipe-in-pipe design. There are designs in which, in order to increase reliability, the carrier pipe does not come into contact with the environment - these are the so-called pipe-in-pipe designs.
Among them, two fundamentally different schemes can be distinguished:
1) the inner pipe is working, the outer one is used as a protective casing;
2) both pipes work.
Pipe-in-pipe designs are shown in fig. 10.6-10.9. Their significant disadvantage is that the casing does not perceive the load from internal pressure and thus does not increase their bearing capacity. In addition, ballasting of the entire pipeline is required.
For a more complete use of the bearing capacity of the inner and outer pipes, it was proposed to fill the annular space with a cement-sand mortar (Fig. 10.9), which, after hardening, rigidly connects both pipes. The result is a monolithic two-pipe structure capable of withstanding much higher internal pressure.
The diameter of the inner pipe is taken based on technological considerations (capacity), and the outer one is based on the possibility of pumping aggregate (cement, bitumen, epoxy resins etc.) along the annular space, as well as from ensuring the necessary buoyancy.
6. Subsea pipeline ballasting . Ballasting of underwater pipelines is necessary for their stable position at the bottom of the sea, reservoir, river, lake. To ensure a stable position, the underwater pipeline must have negative buoyancy, i.e. the total weight of the pipeline in the air must be greater than the water displaced by it.
The stability of an underwater pipeline is greatly influenced by the volumetric weight of water in the near-bottom zone (when soil is washed out from the action of waves), as well as hydrodynamic pressure from waves and currents. A change in the volumetric weight of water from 1.0 to 1.20-1.25 t/m 3 can lead to a decrease in the negative buoyancy and the rise of the pipeline.
Thus, when calculating the weight of a pipe in water, in addition to the value of negative buoyancy, other factors should be taken into account that have an additional effect on the stability of the underwater pipeline. The required value of the ballast weight is determined by the conventional "specific gravity" of the pipeline (the ratio of the weight of the pipeline with ballast in the air to the weight of water displaced by the pipeline and ballast). Thus, according to American specifications, offshore pipelines laid in coastal areas must have a conditional "specific gravity" of at least 1.30. In some cases, depending on the natural conditions of the laying area, when during waves the volumetric weight of the soil mixture in the bottom zone reaches 1.8 t / m 3, the value of the conditional "specific gravity" offshore pipeline it is recommended to increase to 2.
In practice, solid monolithic concrete and asphalt-concrete mastics applied to the insulation, as well as single cast-iron, reinforced concrete or concrete weights, are used to ballast underwater pipelines.
The use of cast iron ballast weights is associated with a high metal consumption. In some cases, the cost of ballasting with cast-iron weights can be 1.5-2 times higher than the cost of pipes. Therefore, in order to save metal, it is recommended to use reinforced concrete weights. A serious disadvantage of using concrete and reinforced concrete weights for ballasting underwater and especially offshore pipelines is their relatively low volumetric weight and, consequently, the need to use a large number of them. To increase the volumetric weight of reinforced concrete cargoes, weighting additives - hematite, iron ore, etc. - are introduced into the composition of inert fillers, and thereby the volumetric weight of concrete is adjusted to 2.8-3.0 t/m 3 .
It should be noted that single weights can create concentrated loads, damage insulation, make it difficult to drag them along the bottom and exclude the use of pipe-burrowing mechanisms.
IN Lately in the construction of offshore pipelines, surcharges with continuous coatings of concrete reinforced with reinforcement, over a layer of anticorrosion insulation, have been used.
In most cases, the concrete mixture is applied to the surface by shotcrete. Reinforced concrete ballast is an effective way to weight offshore pipelines of particularly large diameters. It should be noted that the question of the appropriateness of using a continuous concrete coating is associated with the chosen method of laying pipelines.
Concrete and other continuous coatings are often used when the pipeline is pulled across the seabed without a bend or with a large radius curve to prevent cracking.
In addition, a continuous coating protects the insulation well and makes it possible to use the most productive pipe-drills that move along the laid pipelines.
Of particular interest are special ballast coatings, which include asphalt mastic with glass fiber particles and weighting materials. Such continuous coatings simultaneously have anti-corrosion properties. Their bulk density can range from 2.08 to 3.84 t/m 3 depending on the amount of added materials.
The high plasticity of these coatings prevents the formation of cracks when the pipeline is bent during installation. The use of such coatings, which are at the same time insulating materials, allows the laying of pipelines by the method of building up from floating facilities with bending within the limits of elastic deformations of the pipe metal.
In some cases, in calm water areas with stable soil conditions, as well as when laying pipelines through floodplain and swampy areas, stability can be ensured by screw or other types of metal anchors.
At present, coal-tar enamels, bituminous mastic and polymer film are used to insulate underwater pipelines. In recent years sprayable epoxy coatings have been developed.
Charcoal enamels are highly resistant to peeling, waterproof and resistant to chemicals. However, these coatings do not tolerate impact loads well, have low abrasive wear resistance, and are prone to brittle fracture at low temperatures and softening at high temperatures.
Bituminous mastic, unlike coal enamel, is more wear-resistant, resistant to shock loads, but has less adhesion and flexibility.
Epoxy coatings are made from a mixture of epoxy powder, colorant and hardener. They are applied in a layer with a thickness of 0.31-0.64 mm on a preheated (up to approximately 232 ° C) pipe surface. Epoxy coatings have higher adhesive properties, flexibility and resistance to abrasion and impact, but require special preparation of the pipe surface, including preheating, as well as a special weight coating technology.
Summary
Offshore pipeline systems are the most complex technical facilities operating in difficult natural conditions. They are effective means of transport in the development of oil and gas resources of the continental shelf of the seas and oceans. In the coming decades, with an increase in gas and oil production from Russian offshore fields, the need for offshore pipelines will increase.
The key issue in the design of offshore pipelines is the selection and justification of its main design parameters, such as pipe material, their outer diameter and wall thickness, installation method, as well as corrosion protection, stability and other performance characteristics. The final design of offshore pipelines is selected after a comparative feasibility study of various options, taking into account the specific conditions of construction and operation.
The high efficiency and reliability of oil and gas pipeline transport has led to a steady increase in the length of offshore underwater pipelines. More than 60,000 km of offshore underwater oil pipelines, gas pipelines and product pipelines with a diameter of more than 100 mm have been laid in various countries of the globe.
The most developed offshore oil and gas producing regions, in which a large number of underwater pipelines have been laid, are the Gulf of Mexico and the North Sea, with significantly different conditions for the construction and operation of oil and gas transportation systems. Other areas of active offshore construction include the Caribbean Sea between Venezuela and Trinidad; the Pacific Ocean along the coast of southern California and the coast of Alaska; seas Pacific Ocean washing the islands of Indonesia; the entire Persian Gulf of Arabia; southern part of the Mediterranean. Recently, the shelf of Sakhalin Island has been added to these areas.
Offshore pipeline systems are the most complex technical facilities operating in difficult natural conditions. They must remain operational when exposed to storms, currents, winds, high and low tides, withstand ice loads, and be protected from icebergs. The cost of laying one kilometer of an underwater pipeline significantly depends on many factors - the technology of its laying, the depth of the sea, the distance from coastal bases, the duration of storms, the ice-free period, the type of bottom soils - and can range from 50 thousand dollars (for a warm climate) to 8 -10 million dollars (for arctic conditions).
The current stage of development and operation of offshore oil and gas fields, which are increasingly remote from land and require the use of new technologies and increased costs for their development, is characterized by the following trends:
development of smaller deposits with the connection of transport communications to existing facilities;
use of accelerated methods of construction and installation works;
the use of underwater production systems and facilities;
mining from great depths in adverse environmental conditions;
mining from deep geological structures with elevated temperatures and pressures;
application modern methods technical diagnostics to ensure the safe operation of pipelines and equipment;
application of modern project management methods;
wide use modern means computer technology, modeling, electronic means of communication and navigation.
Underwater pipeline systems are effective means of transport in the development of oil and gas resources of the continental shelf of the seas and oceans.
Severe and specific conditions for the construction and operation of pipelines, due to significant depth, waves and currents, bottom reformations and storms, shipping and fishing, labor and capital intensity of construction and repair work, as well as direct contact with a highly pollution-sensitive aquatic environment, place exceptional demands on materials, pipeline design, technology of its laying, observance of pumping and maintenance regimes.
Considerable experience has been accumulated in world practice in the construction and operation of pipeline systems in offshore zones. In particular, when developing the Russian continental shelf, the experience of developing fields and creating infrastructure for transporting oil and gas in the North Sea is useful.
Underwater pipelines for the transportation of oil, oil products, associated petroleum and natural gases were used even at the initial stages of the development of the oil and gas industry.
Thus, in the construction of pipelines at the intersection of rivers, canals, straits, lakes and other bodies of water, underwater pipeline lines are predominantly laid before and now.
Significant use, especially in recent times, due to the increase in the carrying capacity of tankers, has been received by underwater pipelines connecting offshore berths with tank farms of transshipment oil depots or oil depots of coastal oil refineries. These pipelines transport oil or oil products from tankers to land and back.
In addition, many oil-producing countries every year increasingly use underwater pipelines to service offshore oil fields.
It should be noted that while the cost of laying underwater pipelines, as a rule, is much higher than on land. Reducing the cost of construction is one of the main challenges facing the offshore pipeline transport.
Drilling and offshore oil production are now carried out not only from overpasses and artificial islands, but also from special floating installations equipped with appropriate devices, equipment and fixtures for laying underwater pipelines. In the development of offshore oil fields, underwater flooded oil storage facilities are increasingly being used.
Flow lines are laid directly from the well to supply oil to group collection points, and underwater collection pipelines are laid from them, through which oil is pumped to the central collection point of the offshore oil field. From here there are underwater main pipelines, through which oil is transported to an oil depot located on the shore, on an artificial island or overpass.
With the removal of offshore fields deep into the sea and the development of oil fields on the surface, operating costs, including oil transportation, increase. The cost of foundations (platforms or vessels) for drilling and other installations is increasing significantly, the cost of laying collection pipelines on the bottom of the seas or oceans in the area of the oil field and main pipelines for delivering oil to land is increasing.
It has been calculated that with the length of sea routes of the order of several hundred kilometers, the construction of pipelines for the main transport of gas is more preferable than its transportation by tankers, which is associated with high costs for the construction and operation of liquefaction facilities. natural gas.
During the construction of transcontinental offshore pipelines, the economic effect is achieved due to the absence of the need for payments for gas transit through the territory of third countries. In addition, the length of offshore pipeline routes is usually shorter than when crossing water barriers along the shore. This effect is especially pronounced when passing through relatively narrow and at the same time extended water areas, such as, for example, the Baidaratskaya Bay of the Kara Sea.
As examples of the construction of transcontinental gas pipelines, one can cite the passage through the Strait of Gibraltar and the Trans-Mediterranean pipeline from Tunisia to Italy along the bottom of the Mediterranean Sea.
Currently, the most famous project is the Blue Stream, which involves the construction of an offshore section of a gas pipeline under the Black Sea from Russia directly to Turkey. Its peculiarity lies primarily in the significant depth of the sea (2150 m) and complex geological conditions.
PART 1. DESIGN STANDARDS
1. General Provisions
1.1. Offshore main gas pipelines must have increased reliability during construction and operation, taking into account special conditions (great sea depths, increased length without intermediate compressor stations, sea storms, undercurrents, seismicity and other factors).
Design decisions for laying offshore gas pipelines must be agreed with the State Committee of the Russian Federation for the Protection of environment, Gosgortekhnadzor of Russia and local authorities supervision.
1.2. Protective zones are established along the route of the offshore gas pipeline, which include sections of the main gas pipeline from compressor stations to the water's edge and further along the seabed within the continental shelf, at a distance of at least 500 m.
1.3. The diameter of the offshore gas pipeline and the value of the working pressure are determined from the conditions for the supply of natural gas to the Consumer on the basis of hydraulic analysis.
1.4. The service life of the offshore gas pipeline is set by the Project Owner. For the entire service life of the gas pipeline system, the reliability and safety of the structure and such influences as metal corrosion and fatigue of the materials used must be calculated.
1.5. The boundaries of the offshore section of the main gas pipeline are shut-off valves installed on opposite shores of the sea. Shut-off valves must be equipped with automatic emergency closing.
1.6. At the ends of each string of the offshore gas pipeline, units for launching and receiving cleaning devices and flaw detector projectiles should be provided. The location and design of these nodes are determined by the project.
1.7. The offshore gas pipeline must be free from obstructions to the flow of the transported product. In the case of using artificial bending curves or fittings, their radius must be sufficient for the passage of cleaning and control devices, but not less than 10 pipeline diameters.
1.8. The distance between parallel lines of offshore gas pipelines should be taken from the conditions of ensuring reliability during their operation, the safety of the existing line during the construction of a new line of the gas pipeline and safety during construction and installation works.
1.9. Offshore pipeline protection against corrosion is carried out in a complex way: by a protective outer and inner coating and cathodic protection means.
Anti-corrosion protection should contribute to the trouble-free operation of the offshore pipeline throughout the entire period of its operation.
1.10. The offshore pipeline must have an insulating connection (flange or sleeve) with a corrosion protection system for onshore sections of the main gas pipeline.
1.11. The choice of the offshore pipeline route should be made according to the criteria of optimality and be based on the following data:
· soil conditions of the seabed;
seabed bathymetry;
morphology of the seabed;
initial information about the environment;
· seismic activity;
Fishing areas
ship fairways and places of mooring of vessels;
areas of soil dumping;
water areas with increased environmental risk;
The nature and extent of tectonic faults. The technical and environmental safety of the structure should be taken as the main criteria for optimality.
1.12. The project must provide data on the physical and chemical composition of the transported product, its density, as well as indicate the calculated internal pressure and design temperature along the entire pipeline route. Information is also given on the temperature and pressure limits in the pipeline.
Permissible concentrations of corrosive components in the transported gas should be indicated: sulfur compounds, water, chlorides, oxygen, carbon dioxide and hydrogen sulfide.
1.13. The development of the project is based on the analysis of the following main factors:
direction and speed of the wind;
height, period and direction of sea waves;
speed and direction of sea currents;
level of astronomical high and low tide;
· storm surge of water;
The properties of sea water
temperature of air and water;
· growth of marine fouling on the pipeline;
seismic environment;
· Distribution of commercial and protected species of marine flora and fauna.
1.14. The project should include an analysis of the allowable spans and stability of the pipeline on the seabed, as well as the calculation of branch pipes - limiters of the avalanche collapse of the pipeline during its laying at great depths of the sea.
1.15. The gas pipeline should be buried in the bottom in the areas of its landfall. The design elevation of the top of the pipeline buried in the ground (by weight coating) should be set below the predicted depth of erosion of the bottom of the water area or onshore section for the entire period of operation of the offshore pipeline.
1.16. In deep-water sections, the gas pipeline can be laid on the surface of the seabed, provided that its design position is ensured during the entire period of operation. At the same time, it is necessary to justify the exclusion of the rise or movement of the pipeline under the influence of external loads and its damage by fishing trawls or vessel anchors.
1.17. When designing an offshore pipeline system, all types of impacts on the pipeline that may require additional protection should be taken into account:
the occurrence and spread of cracking or collapse of pipes and welds during installation or operation;
· Loss of pipeline stability on the seabed;
· loss of mechanical and service properties of pipe steel during operation;
· unacceptably large spans of the pipeline at the bottom;
erosion of the seabed;
· strikes on the pipeline by anchors of vessels or fishing trawls;
earthquakes;
Violation of the technological regime of gas transportation. The choice of protection method is adopted in the project depending on local environmental conditions and the degree of potential threat to the offshore gas pipeline.
1.18. IN project documentation the following data should be reflected: pipe dimensions, type of transported product, service life of the pipeline system, water depth along the gas pipeline route, type and class of steel, the need for heat treatment after welding of circumferential field welded joints, anti-corrosion protection system, plans for the future development of regions along the pipeline system route , scope of work and construction schedules.
The drawings should indicate the location of the piping system in relation to nearby settlements and harbors, ship courses, as well as other types of structures that can affect the reliability of the pipeline system.
The project takes into account all types of loads that occur during the manufacture, installation and operation of the pipeline system, which may affect the choice of design solution. Everything is done necessary calculations of the pipeline system to these loads, including: analysis of the strength of the pipeline system during installation and operation, analysis of the stability of the position of the pipeline on the seabed, analysis of fatigue and brittle fracture of the pipeline, taking into account welded circumferential seams, analysis of the stability of the pipe wall to collapse and excessive deformations, analysis of vibrations, if necessary, analysis of the stability of the seabed base.
1.19. As part of the offshore gas pipeline project, it is necessary to develop the following documentation:
Specifications for pipe material;
Specifications for pipe welding and non-destructive testing, indicating the norms for permissible defects in welds;
· specifications for reinforced inserts to limit the avalanche collapse of the pipeline;
Specifications for external and internal anti-corrosion coating of pipes;
Specifications for the weight coating of pipes;
· specifications for the material for the manufacture of anodes;
· technical conditions for laying the offshore section of the pipeline;
· technical conditions for the construction of the pipeline when crossing the coastline and coastal protection measures;
· specifications for testing and commissioning of the offshore pipeline;
· technical conditions for the maintenance and repair of the offshore pipeline;
general specification of materials;
Description of the construction boats and other equipment used.
When developing "Specifications" and "Specifications", the requirements of these standards and the recommendations of generally recognized international standards (1993), DNV (1996) and (1993), as well as the results of scientific research on this issue, should be used.
1.20. Design documentation, including test reports, survey materials and initial diagnostics, must be retained throughout the entire service life of the offshore pipeline system. It is also necessary to save reports on the operation of the pipeline system, on inspection control during its operation, as well as data on maintenance offshore pipeline system.
1.21. Review of project documentation should be carried out by independent organizations, which project organization provides all necessary documentation.
2. Design criteria for pipelines.
2.1. The strength criteria in these codes are based on allowable stresses, taking into account residual welding stresses. Limit state design methods may also be used, provided these methods provide the reliability of the offshore pipeline system required by this code.
2.2. Calculations of the offshore gas pipeline must be made for static and dynamic loads and impacts, taking into account the operation of welded circumferential seams in accordance with the requirements of structural mechanics, strength of materials and soil mechanics, as well as the requirements of these standards.
2.3. The accuracy of calculation methods should be justified by practical and economic feasibility. The results of analytical and numerical solutions, if necessary, must be confirmed by laboratory or field tests.
2.4. The calculation of the offshore gas pipeline is made for the most unfavorable combination of actually expected loads.
2.5. For an offshore gas pipeline, calculations should be performed separately for the loads and impacts arising during its construction, including hydrostatic tests, and for the loads and impacts arising during the operation of the offshore pipeline system.
2.6. When calculating strength and deformability, the main physical characteristics steel should be taken according to " Specifications on the pipe material.
3. Loads and impacts.
3.1. In these standards, the following combinations of loads are accepted in the calculations of the offshore gas pipeline:
permanent loads;
· constantly operating loadings together with loadings of environment;
· permanent loads in combination with random loads.
3.2. The permanent loads on the offshore pipeline during its construction and subsequent operation include:
· the weight of the pipeline structure, including weight coating, marine fouling, etc.;
external hydrostatic pressure of sea water;
buoyancy force of the aquatic environment;
internal pressure of the transported product;
temperature influences;
backfill soil pressure.
3.3. Environmental impacts on an offshore pipeline include:
loads caused by underwater currents;
· Loads caused by sea waves.
When calculating the offshore pipeline for the period of construction, one should also take into account the loads from construction mechanisms and the loads arising in the process of hydrostatic tests.
3.4. Random loads include: seismic activity, seabed soil deformation and landslide processes.
3.5. When determining the loads and impacts on the offshore pipeline, it should be based on the data of engineering surveys carried out in the area of the pipeline route, including engineering-geological, meteorological, seismic and other types of surveys.
Loads and impacts should be selected taking into account the predicted changes in environmental conditions and the technological regime of gas transportation.
4. Permissible design stresses and strains.
4.1. Permissible stresses in the calculations for the strength and stability of offshore pipelines are established depending on the yield strength of the metal of the pipes used using the design coefficient "K", the values of which are given in
s additional £ K × s T ()
The values of the design coefficients of reliability "K" for offshore gas pipelines.
|
Ring tensile stresses under permanent loads |
Total stresses for constant loads in combination with environmental loads or random loads |
Total stresses during construction or hydrostatic testing |
|
|
Offshore gas pipeline |
Onshore and coastal sections of the gas pipeline in the protected zone |
Offshore gas pipeline, including onshore and coastal sections in the protected zone |
|
|
0,72 |
0,60 |
0,80 |
0,96 |
4.2. The maximum total stresses caused by internal and external pressure, longitudinal forces, taking into account the ovality of the pipes, should not exceed the allowable values:
4.3. Pipelines should be checked for strength and local stability of the pipe section against external hydrostatic pressure. In this case, the internal pressure in the pipeline is assumed to be 0.1 MPa.
4.4. The value of the ovality of the pipes is set by the formula:
![]() ()
()
The permissible total ovality, including the initial ovality of the pipes (factory tolerances), should not exceed 1.0% (0.01).
4.5. The residual deformation in the offshore pipeline should not exceed 0.2% (0.002).
4.6. In areas of possible subsidence of the offshore pipeline, it is necessary to calculate the predicted curvature of the pipeline axis from its own weight, taking into account external loads.
4.7. The project should analyze all possible stress fluctuations in the pipeline in terms of intensity and frequency that can cause fatigue failure during construction or during further operation of the offshore pipeline system (hydrodynamic effects on the pipeline, fluctuations in operating pressure and temperature, and others). Special attention should be given to sections of the pipeline system prone to stress concentration.
4.8. To calculate fatigue phenomena, it is possible to use techniques based on fracture mechanics when testing pipes for low-cycle fatigue.
5. Calculation of the pipeline wall thickness.
5.1. For an offshore gas pipeline, the pipe wall thickness should be calculated for two situations determined by the acting loads:
On the internal pressure in the pipeline for shallow, onshore and coastal sections of the gas pipeline located in the protected zone;
On the collapse of the gas pipeline under the influence of external pressure, stretching and bending for deep water sections along the pipeline route.
5.2. Calculation of the minimum wall thickness of the offshore gas pipeline under the influence of internal pressure should be made according to the formula:
![]() ()
()
5.7. When determining the wall thickness of pipes under the conditions of the combined effect of bending and compression, the value of the compressive yield strength equal to 0.9 of the yield strength of the pipe material should be taken into account in the calculations.
5.8. When using laying methods with full control of the bending deformation of the pipeline, the allowable bending deformation when laying the pipeline at sea depths of more than 1000 m should not exceed 0.15% (0.0015). In this case, the critical value of the bending deformation of the pipeline at such depths will be 0.4% (0.004).
6. Stability of the pipeline wall under the influence of external hydrostatic pressure and bending moment.
6.1. For ratio range 15D/t
 ()
()
![]() ()
()
In this case, the initial ovality of the pipe should not exceed 0.5% (0.005).
6.2. The external hydrostatic pressure on the pipe at the actual water depth is determined by the formula:
![]() ()
()
6.3. It should also be taken into account that at a pressure exceeding the critical value, local transverse collapse of the pipe can develop along the longitudinal axis of the pipeline.
The external hydrostatic pressure at which the propagation of the previously occurring collapse can occur is determined by the formula:
 ()
()
6.4. To prevent the development of collapse along the length of the pipeline, it is necessary to provide for the installation of collapse limiters in the form of stiffening rings or nozzles with an increased wall thickness on the pipeline.
The length of the limiters must be at least four pipe diameters.
7. Stability of the pipeline on the seabed under the influence of hydrodynamic loads.
7.1. Pipeline calculations should be carried out to check the stability of the pipeline position on the seabed during its construction and operation.
If the pipeline is buried in unstable soil and its density is less than the density of the surrounding soil, it should be established that the resistance of the soil to shear forces is sufficient to prevent the pipeline from floating to the surface.
7.2. The relative density of the pipeline with a weight coating should be greater than the density of sea water, taking into account the presence of suspended soil particles and dissolved salts in it.
7.3. The value of the negative buoyancy of the pipeline from the condition of stability of its position on the seabed is determined by the formula:
7.4. When determining the stability of offshore pipelines on the seabed under the influence of hydrodynamic loads, the design characteristics of wind, water level and wave elements should be taken in accordance with the requirements
*.
It is allowed to assess the hydrodynamic stability of the pipeline using analysis methods that take into account the movement of the pipeline in the process of self-burrowing into the ground.
7.5. Maximum horizontal ( R x + R i) and the corresponding vertical Pz projection of the linear load from waves and sea currents acting on the pipeline, must be determined by the formulas *.
7.6. Calculations of the velocities of bottom currents and wave loads should be made for two cases:
· repeatability once in 100 years when calculating for the period of operation of the offshore pipeline system;
· repeatability once a year in calculations for the period of construction of the offshore pipeline system.
7.7. Friction coefficient values must be taken from engineering survey data for the corresponding pounds along the offshore pipeline route.
8. Materials and products.
8.1. Materials and products used in the offshore pipeline system must meet the requirements of approved standards, specifications and other normative documents.
It is not allowed to use materials and products for which there are no certificates, technical certificates, passports and other documents confirming their quality.
8.2. The requirements for the material of pipes and fittings, as well as for shut-off and control valves must meet the requirements of the "Specifications" for these products, which include: product manufacturing technology, chemical composition, heat treatment, mechanical properties, quality control, accompanying documentation and marking.
If necessary, the "Technical conditions" provide requirements for special tests of pipes and their welded joints, including in a hydrogen sulfide environment, in order to obtain their positive results before the start of production of the main batch of pipes intended for the construction of an offshore gas pipeline.
8.3. The "Specifications for pipe welding and non-destructive testing" should indicate the requirements for defects in welds, under which it is allowed to repair girth welded joints of the pipeline. It is also necessary to provide data on the heat treatment of welded joints or their concomitant heating after welding during pipeline installation.
8.4. For welding electrodes and other products, specifications for their manufacture must be submitted.
8.5. Tolerances for ovality of pipes during their manufacture (factory tolerance) in any section of the pipe should not exceed + 0.5%.
8.6. Connectors intended for offshore pipelines shall be factory tested with a hydraulic pressure of 1.5 times the operating pressure.
8.7. The following welding consumables can be used for automatic welding of pipe joints:
ceramic or fused fluxes of special compositions;
· Welding wires of special chemical composition for submerged arc welding or shielding gases;
gaseous argon;
special mixtures of argon with carbon dioxide;
self-shielded flux-cored wire.
Combinations of specific grades of fluxes and wires, grades of self-shielded flux-cored wires and wires for shielded welding, must be selected taking into account their resistance in a hydrogen sulfide environment and be certified in accordance with the requirements of the "Technical Specifications for Pipe Welding and Non-Destructive Testing".
8.8. For manual arc welding and offshore pipeline repair, basic or cellulosic electrodes should be used. Specific brands of welding electrodes must be selected taking into account their resistance in a hydrogen sulfide environment and be certified in accordance with the requirements of the "Specifications for Pipe Welding and Non-Destructive Testing".
8.9. The pipe weight coating shall be steel mesh reinforced concrete applied to individual insulated pipes at the factory in accordance with the requirements of the "Pipe Weight Coating Specification".
The class and brand of concrete, its density, the thickness of the concrete coating, the mass of the concreted pipe are determined by the project.
Steel fittings must not form electrical contact with the pipe or anodes, and must not come out outer surface coatings.
Sufficient adhesion must be provided between the weight coating and the pipe to prevent slippage under the forces that arise during the laying and operation of the pipeline.
8.10. Reinforced concrete coating on pipes must have chemical and mechanical resistance to impacts. external environment. The type of fittings is selected depending on the loads on the pipeline and operating conditions. Concrete for weight coating must have sufficient strength and durability.
Each concrete pipe entering the construction site must have a special marking.
PART 2. PRODUCTION AND ACCEPTANCE OF WORKS
1. General Provisions
During the construction of offshore gas pipelines, experience-tested technological processes, equipment and construction equipment should be used.
2. Welding of pipes and methods of control of welded joints.
2.1. Pipe connections during construction can be performed using two organizational schemes:
· with preliminary welding of pipes into two- or four-pipe sections, which are then welded into a continuous thread;
welding of individual pipes into a continuous thread.
2.2. The welding process is carried out in accordance with the "Specifications for pipe welding and non-destructive testing" in one of the following ways:
· automatic or semi-automatic welding in shielding gas with a consumable or non-consumable electrode;
· automatic or semi-automatic welding with self-shielded wire with forced or free formation of the weld metal;
· manual welding by electrodes with a covering of the basic type or with a cellulose covering;
Electrocontact welding by continuous flashing with post-welding heat treatment and radiographic quality control of welded joints.
When welding two or four pipe sections on the auxiliary line, automatic submerged arc welding can also be used.
"Specifications" are developed as part of the project by the Contractor and approved by the Customer on the basis of conducting studies on the weldability of a pilot batch of pipes and obtaining the necessary properties of welded ring joints, including their reliability and performance in a hydrogen sulfide environment, and conducting the appropriate certification of welding technology.
2.3. Before the beginning construction works welding methods, welding equipment and materials accepted for use must be certified at the welding base or on the pipe-laying vessel in conditions close to construction conditions, in the presence of the Customer's representatives and accepted by the Customer.
2.4. All operators of automatic and semi-automatic welding, as well as manual welders, must be certified in accordance with the requirements of DNV (1996) or taking into account additional requirements on the resistance of welded joints when working in a hydrogen sulfide environment.
Certification must be carried out in the presence of representatives of the Customer.
2.5. Welders who must perform underwater welding must additionally undergo appropriate training, and then special certification in a pressure chamber with simulated natural working conditions on the seabed.
2.6. Welded ring joints of pipes must comply with the requirements of the "Specifications for Pipe Welding and Non-Destructive Testing".
2.7. Circumferential welded joints are subjected to 100% radiographic control with duplication of 20% of the joints by automated ultrasonic control with recording the test results on tape.
Upon agreement with the Customer, it is allowed to use 100% automated ultrasonic testing with a tape recording of 25% of duplicate radiographic testing.
Acceptance of welded joints is carried out in accordance with the requirements of the "Specifications for Pipe Welding and Non-Destructive Testing", which should include the norms for permissible defects in welds.
2.8. Circumferential welds are considered accepted only after they have been approved by the Employer's representative based on review of radiographic images and records of ultrasonic testing results. Documentation with records of the results of the welding process and the control of welded pipe joints is kept by the operating organization of the pipeline throughout the entire service life of the offshore pipeline.
2.9. With appropriate justification, it is allowed to connect the pipeline strings or repair work on the seabed, using docking devices and hyperbaric welding. The underwater welding process shall be classified by appropriate tests.
3. Corrosion protection
3.1. The offshore gas pipeline must be insulated over the entire outer and inner surface with an anti-corrosion coating. Pipe insulation must be carried out in factory or basic conditions.
3.2. The insulating coating must comply with the requirements of the "Specifications for the external and internal anti-corrosion coating of pipes" for the entire service life of the pipeline in terms of the following indicators: tensile strength, relative elongation at operating temperature, impact strength, adhesion to steel, maximum peel area in sea water, fungus resistance, indentation resistance.
3.3. The insulation must withstand breakdown tests at a voltage of at least
5 kV per millimeter of thickness.
3.4. Insulation of welded joints, valve assemblies and shaped fittings must, in terms of its characteristics, comply with the requirements for pipe insulation.
Insulation of the connection points of electrochemical protection devices and instrumentation, as well as restored insulation in damaged areas, must ensure reliable adhesion and corrosion protection of pipe metal.
3.5. When performing insulation work, the following must be carried out:
quality control of the materials used;
· step-by-step quality control of stages of insulation works.
3.6. During transportation, handling and storage of pipes, special measures must be taken to prevent mechanical damage to the insulating coating.
3.7. The insulating coating on the pipeline sections completed by construction is subject to control by the cathodic polarization method.
3.8. Electrochemical protection of the offshore pipeline system is carried out using protectors. All electrochemical protection equipment must be designed for the full life of the offshore gas pipeline system.
3.9. The protectors must be made of materials (alloys based on aluminum or zinc) that have passed full-scale tests and meet the requirements of the "Specifications for the material for the manufacture of anodes" developed as part of the project.
3.10. Protectors need to have two connecting cables with a pipe. Bracelet-type protectors are installed on the pipeline in such a way as to avoid mechanical damage during transportation and laying of the pipeline.
The drain cables of protective devices should be connected to the pipeline using manual argon-arc or capacitor welding.
Upon agreement with the Customer, manual arc welding with electrodes can be used.
3.11. On the offshore pipeline, potentials must be provided continuously over its entire surface during the entire period of operation. For sea water, the minimum and maximum values of protective potentials are given in. These potentials are calculated for sea water with a salinity of 32 to 28%o at a temperature of 5 to 25°C.
Minimum and maximum protective potentials
3.12. Electrochemical protection must be put into effect no later than 10 days from the date of completion of the pipeline laying.
4. Landfalls of the pipeline
4.1. The following construction methods may be used for pipeline landfall:
· open excavation works with the installation of sheet piling on the foreshore;
· directional drilling, in which the pipeline is pulled through a pre-drilled well in an offshore area;
tunnel method.
4.2. When choosing a pipeline construction method at the landfall sections, the topography of the onshore sections and other local conditions in the construction area, as well as the equipment construction organization technical means used for the production of works.
4.3. Pipeline landfalls using directional drilling or a tunnel must be substantiated in the project by the economic and environmental feasibility of their use.
4.4. During the construction of the pipeline on the coastal section with the use of underwater earthworks, the following technological schemes can be applied:
· a pipeline string of the required length is made on a pipe-laying vessel and pulled to the shore along the bottom of a previously prepared underwater trench using a traction winch installed on the shore;
· The pipeline string is manufactured onshore, hydrostatically tested and then pulled into the sea along the bottom of an underwater trench using a traction winch installed on a pipe-laying vessel.
4.5. The construction of the offshore pipeline in the coastal areas is carried out in accordance with the requirements of the "Technical Specifications for the Construction of a Pipeline at the Crossing of the Shoreline", developed as part of the project.
5. Underwater excavation
5.1. The technological processes of developing a trench, laying a pipeline in a trench and filling it with soil should be maximally combined in time, taking into account the drift of the trench and the reshaping of its transverse profile. When backfilling underwater trenches, technological measures should be developed that minimize the loss of soil outside the trench boundaries.
The technology for the development of underwater trenches must be agreed with environmental authorities.
5.2. The parameters of the underwater trench should be as minimal as possible, for which increased accuracy in their development should be ensured. The requirements of increased accuracy also apply to backfilling of the pipeline.
In the zone of transformation of sea waves, more gentle slopes should be assigned, taking into account the reformation of the cross section of the trench.
5.3. Parameters of an underwater trench in areas whose depths, taking into account
surge and tidal fluctuations in the water level, less than the draft of earth-moving equipment, should be taken in accordance with the standards for the operation of sea vessels and ensuring safe depths within the boundaries of the working movements of earth-moving equipment and ships serving it.
5.4. Temporary stockpiles should be kept to a minimum. The location of the storage of the developed soil should be chosen taking into account the minimum environmental pollution and agreed with the organizations that control the ecological state of the construction area.
5.5. If the project allows the use of local soil for backfilling the trench, then during the construction of a multi-line pipeline system, it is allowed to fill the trench with the laid pipeline with soil torn from the trench of the parallel line.
6. Laying from a pipe-laying vessel
6.1. The choice of offshore pipeline laying method is based on its technological feasibility, economic efficiency and safety for the environment. For deep seas, S-curve and J-curve laying methods using a pipe-lay vessel are recommended.
6.2. The laying of the offshore pipeline is carried out in accordance with the requirements of the "Specifications for the construction of the offshore section of the pipeline", developed as part of the project.
6.3. The pipe-laying vessel must undergo tests prior to commencement of construction work, including testing of welding equipment and non-destructive testing methods, equipment for insulating and repairing welded pipe joints, tensioning devices, winches, control devices and control systems that ensure the movement of the vessel along the route and the laying of the pipeline to the design marks.
6.4. In shallow water sections of the route, the pipe-laying vessel must ensure that the pipeline is laid in an underwater trench within the tolerances determined by the project. To control the position of the vessel relative to the trench, scanning echo sounders and all-round scanning sonars should be used.
6.5. Before starting the laying of the pipeline in the trench, the underwater trench should be cleaned and control measurements should be made with the construction of the longitudinal profile of the trench. When pulling the pipeline along the seabed, it is necessary to perform calculations of traction forces and the stress state of the pipeline.
6.6. Traction means are selected according to the maximum design traction force, which in turn depends on the length of the pipeline being dragged, the coefficient of friction and the weight of the pipeline in water (negative buoyancy).
The values of the coefficients of sliding friction should be assigned according to engineering surveys, taking into account the possibility of submerging the pipeline into the ground, the bearing capacity of the soil and the negative buoyancy of the pipeline.
6.7. To reduce traction during laying, pontoons can be installed on the pipeline, which reduce its negative buoyancy. Pontoons must be tested for strength against hydrostatic pressure and have devices for mechanical slinging.
6.8. Before laying the pipeline in the deep water section, it is necessary to perform calculations of the stress-strain state of the pipeline for the main technological processes:
start of laying
· continuous laying of the pipeline with a bend on S-shaped or J-shaped curve;
laying of the pipeline on the bottom during a storm and its rise;
Completion of installation work.
6.9. The laying of the pipeline should be carried out strictly in accordance with the construction organization project and the work execution project.
6.10. During the laying of the pipeline, the curvature of the pipeline and the stresses arising in the pipeline must be continuously monitored. The values of these parameters should be determined on the basis of load and deformation calculations before the pipeline is laid.
7. Coastal protection measures
7.1. The fastening of the coastal slopes after laying the pipeline is carried out above the maximum design water level and must ensure the protection of the coastal slope from destruction under the influence of wave loads, rain and melt water.
7.2. In the course of coastal protection works, experience-tested environmentally friendly designs should be used, technological processes and work should be carried out in accordance with the requirements of the "Technical Specifications for the Construction of a Pipeline at the Crossing of the Coastline and Coastal Protection Measures".
8. Construction quality control
8.1. Construction quality control should be carried out by independent technical departments.
8.2. For achievement required quality construction work, it is necessary to ensure quality control of all technological operations for the manufacture and installation of the pipeline:
· the process of delivery of pipes from the manufacturer to the installation site must guarantee the absence of mechanical damage on the pipes;
quality control of concreted pipes should be carried out in accordance with technical requirements for the supply of concreted pipes;
· incoming pipes, welding materials (electrodes, flux, wire) must have Certificates that meet the requirements of the technical specifications for their supply;
· when welding pipes, it is necessary to carry out systematic step-by-step control over the welding process, visual inspection and measurement of welded joints and check all circumferential welds by non-destructive control methods;
· insulating materials intended for assembly joints of pipes should not have mechanical damage. Quality control of insulating coatings should include checking the continuity of the coating using flaw detectors.
8.3. Offshore earth-moving equipment, pipe-laying barges and their service vessels must be equipped with automatic system orientation intended for constant control of the planned position of these technical means in the course of their work.
8.4. The control of the depth of the pipeline in the ground should be carried out using telemetry methods, ultrasonic profilers or diving surveys after the pipeline is laid in the trench.
If the depth of the pipeline in the ground is insufficient, corrective measures are taken.
8.5. During the laying of the pipeline, it is necessary to control the main technological parameters (the position of the stinger, the tension of the pipeline, the speed of the pipe-laying vessel, etc.) for their compliance with the design data.
8.6. To control the state of the bottom and the position of the pipeline, it is necessary to periodically conduct a survey with the help of divers or underwater vehicles, which will reveal the actual location of the pipeline (erosion, sagging), as well as possible deformations of the bottom along the pipeline caused by waves or underwater currents in this area.
9. Cavity cleaning and testing
9.1. Offshore pipelines are subjected to hydrostatic testing after being laid on the seabed in accordance with the requirements of the "Specifications for Testing and Commissioning of the Offshore Gas Pipeline", developed as part of the project.
9.2. Preliminary testing of pipeline strings on shore is performed only if the project provides for the production of pipeline strings on shore and their laying in the sea by dragging methods towards the pipe-laying vessel.
9.3. Prior to hydrostatic testing, it is necessary to clean and control the internal cavity of the pipeline using pigs equipped with control devices.
9.4. The minimum pressure during hydrostatic strength tests is assumed to be 1.25 times higher than the design pressure. In this case, the hoop stresses in the pipe during the strength test should not exceed 0.96 of the yield strength of the pipe metal.
The holding time of the pipeline under the pressure of the hydrostatic test must be at least 8 hours.
The pipeline is considered to have passed the pressure test if no pressure drops were recorded during the last four hours of testing.
9.5. The tightness test of the offshore gas pipeline is carried out after a strength test and a decrease in the test pressure to the calculated value during the time necessary to inspect the pipeline.
9.6. Removal of water from the pipeline must be carried out with the passage of at least two (main and control) piston-separators under the pressure of compressed air or gas.
The results of removing water from the gas pipeline should be considered satisfactory if there is no water ahead of the control piston-separator and it left the gas pipeline intact. Otherwise, the passage of the control piston-separator through the pipeline must be repeated.
9.7. If the pipeline breaks or leaks during testing, the defect must be eliminated and the offshore pipeline retested.
9.8. The offshore pipeline is put into operation after final cleaning and calibration of the internal cavity of the pipeline, initial diagnostics and filling of the pipeline with the transported product.
9.9. The results of the cavity cleaning and pipeline testing, as well as the removal of water from the pipeline, must be documented in acts in the approved form.
10. Environmental protection
10.1. In marine conditions, all types of work require a careful selection of technological processes, technical means and equipment that ensure the preservation of the ecological environment of the region. It is allowed to use only those technological processes that will ensure the minimum negative impact on the environment and its rapid recovery after the completion of the construction of the offshore gas pipeline system.
10.2. When designing an offshore gas pipeline system, all environmental protection measures must be included in a properly approved environmental impact assessment (EIA) plan.
10.3. When constructing a system of offshore gas pipelines, it is necessary to strictly comply with environmental requirements Russian standards. In water areas of commercial fishery importance, it is necessary to provide for measures for the conservation and restoration of biological and fish resources.
The dates for the start and end of underwater earthworks using hydromechanization or blasting are established taking into account the recommendations of the fisheries protection authorities, based on the timing of spawning, feeding, fish migration, as well as the development cycles of plankton and benthos in the coastal zone.
10.4. The EIA plan should include a set of design, construction and technological measures to ensure environmental protection during the construction and operation of the offshore gas pipeline system.
In the process of developing an EIA, the following factors are taken into account:
initial data on natural conditions, background ecological state, biological resources of the water area, characterizing the natural state of the region;
technological and design features offshore gas pipeline systems;
· terms, technical solutions and technology for performing underwater technical works, a list of technical means used for construction;
assessment of the current and predicted state of the environment and environmental risk indicating sources of risk (technogenic impacts) and probable damages;
· basic environmental requirements, technical and technological solutions for environmental protection during the construction and operation of the offshore gas pipeline and measures for their implementation at the facility;
· measures to ensure control over the technical condition of the offshore gas pipeline system and prompt elimination of emergencies;
monitoring of the state of the environment in the region;
dimensions capital investments in environmental, social and compensation measures;
· Evaluation of the effectiveness of the envisaged environmental and socio-economic measures and compensations.
10.5. During the operation of the offshore gas pipeline system, it is necessary to predict the possibility of a pipeline rupture and product release with an assessment of the expected damage to the sea biota, taking into account the possible accumulation of fish (spawning, migration, feeding period) near the pipeline system site and to implement protective measures for the pipeline and the environment provided for such cases by the project.
10.6. To protect and preserve the natural environment in the sea area and in the coastal zone, it is necessary to organize constant supervision over compliance with environmental measures during the entire period of anthropogenic impact caused by the construction and operation of the offshore gas pipeline system.
Annex 1 . Mandatory.
Designations and units of measurement
D - nominal diameter of the pipeline, mm;
t - nominal thickness of the pipeline wall, mm;
s x - total longitudinal stresses, N / mm 2;
s y - total hoop stresses, N/mm 2 ;
t xy - tangential shear stresses, N/mm 2 ;
K - design coefficient of reliability, taken according to;
s m - the minimum value of the yield strength of pipe metal, adopted according to state standards and technical specifications for steel pipes, N/mm 2 ;
P - design internal pressure in the pipeline, N/mm 2 ;
Ro - external hydrostatic pressure, N / mm 2;
Px - drag force, N/m;
Рz - lifting force, N/m;
Ri - inertial force, N/m;
G - pipeline weight in water (negative buoyancy), N/m;
m - reliability factor, taken equal to 1.1;
f is the coefficient of friction;
Рс - calculated external hydrostatic pressure on the pipeline, taking into account the ovality of the pipe, N / mm 2;
Рсг - critical external pressure for a round pipe, N / mm 2;
Ru - external pressure on the pipeline, causing the fluidity of the material
pipes, N / mm 2;
PP - external hydrostatic pressure at which the pipe collapse that occurred earlier will spread, N / mm 2;
e o - allowable bending deformation for the pipeline;
e c - critical deformation of the bend, causing collapse as a result of pure bending of the pipe;
u- Poisson's ratio;
E - Young's modulus for pipe material, N / mm 2;
H - critical water depth, m;
g - acceleration of gravity, m / s 2;
r- density of sea water, kg/m 3 ;
U - ovality of the pipeline;
R - permissible radius of curvature of the pipeline when laying at great depths of the sea, m.
Annex 2.
Recommended.
Technical terms and definitions
Offshore gas pipeline - a horizontal part of the pipeline system located below the water level, including the pipeline itself, electrochemical protection devices on it and other devices that ensure the transportation of gaseous hydrocarbons under a given technological regime.
Protected zone of coastal sections of the gas pipeline - sections of the main gas pipeline from coastal compressor stations to the water's edge and further along the seabed, at a distance of at least 500 m.
Pipe elements - details in the construction of the pipeline, such as flanges, tees, elbows, adapters and valves.
Weight Coating - a coating applied to a pipeline to provide it with negative buoyancy and protection against mechanical damage.
Negative pipeline buoyancy - downward force equal to the weight of the pipeline structure in air minus the weight of the water displaced in the volume of the pipeline immersed in it.
Minimum yield strength - the minimum yield strength specified in the certificate or standard to which the pipes are supplied.
In calculations, it is assumed that at the minimum yield strength, the total elongation does not exceed 0.2%.
Design pressure - pressure, taken as a permanent maximum pressure exerted by the transported medium on the pipeline during its operation and for which the pipeline system is designed.
pressure surge - accidental pressure caused by failure of the steady state flow in the piping system shall not exceed the design pressure by more than 10%.
Overpressure - the difference between two absolute pressures, external hydrostatic and internal.
Test pressure - normalized pressure at which the pipeline is tested before putting it into operation.
Leak test - hydraulic pressure test, which establishes the absence of leakage of the transported product.
Test of endurance - hydraulic pressure test, which establishes the structural strength of the pipeline.
Nominal pipe diameter - the outside diameter of the pipe specified in the standard to which the pipes are supplied.
Nominal wall thickness - pipe wall thickness specified in the standard to which pipes are supplied.
Offshore pipeline reliability - the ability of the pipeline to continuously transport the product in accordance with the parameters established by the project (pressure, flow, and others) for a specified period of operation under the established control and maintenance regime.
Permissible stresses - maximum total stresses in the pipeline (longitudinal, ring and tangential), allowed by the standards.
Burying the pipeline - the position of the pipeline below the natural level of the seabed.
Depth value - the difference between the levels of the upper generatrix of the pipeline and the natural level of the seabed.
The length of the sagging section of the pipeline - the length of the pipeline that is not in contact with the seabed or with support devices.
Offshore pipeline laying - complex technological processes for the manufacture, laying and deepening of the offshore pipeline.
Annex 3.
Recommended.
Regulatory documents used in
development of these rules and regulations:
1. SNiP 10-01-94. "The system of normative documents in construction. Basic provisions" / Ministry of Construction of Russia. Moscow: GP TsPP , 1994
2. SNiP 2.05.06-85 *. "Main pipelines" / Gosstroy. M.: CITP Gosstroy, 1997
3. *. "Rules for the production and acceptance of work. Main pipelines" / Gosstroy. Moscow: Stroyizdat, 1997
4. SNiP 2.06.04-82 *. "Loads and impacts on hydraulic structures (wave, ice and ships)" / Gosstroy. M.: CITP Gosstroy, 1995
5. "Safety Rules for the Exploration and Development of Oil and Gas Fields on the Continental Shelf of the USSR", M.: "Nedra", 1990;
6. "Safety regulations for the construction of main pipelines". M.: "Nedra", 1982;
7. "Rules technical operation main gas pipelines", M.: "Nedra", 1989;
8. US Standard "Design, construction, operation and repair of offshore pipelines for hydrocarbons", AR I - 1111. Practical recommendations. 1993.
9. Norwegian Standard "Det Norske Veritas" (DNV) "Regulations for Subsea Pipeline Systems", 1996
10. British standard S8010. "A practical guide for the design, construction and laying of pipelines. Submarine pipelines". Parts 1, 2 and 3, 1993
11. API 5 L . "US specification for steel pipes". 1995
12. API 6 D . "US Specification for Pipe Fittings (Valves, Plugs and Check Valves)". 1995
13. US Standard AS ME B 31.8. "Regulations for Gas Transportation and Distribution Pipeline Systems", 1996
14. US standard SS-SP-44. "Steel flanges for pipelines", 1990
15. International standard ISO 9000"Quality Management and Quality Assurance", 1996
= Post prepared in the interests of Stroygazmontazh Group of Companies =
We are a generation that was born in the age of a technological breakthrough, and often do not even imagine what is behind the achievements of civilization. Of course, in general terms, everyone knows that water flows through pipes in the ground, the GPS signal comes from a satellite in space, and giant stations generate electricity. But did we understand what it cost to create all this?
Previously, i , and . Now we will talk about an unusual object that was built by the Rotenberg company. We know that not only sports facilities were built for the Games in Sochi, but also infrastructure elements. Often built from scratch and for the first time: it is not for nothing that a film about one of the most complex and impressive infrastructure facilities is called " Nobody ever"We are talking about the Dzhubga - Lazarevskoye - Sochi gas pipeline. Its uniqueness lies in the fact that 90% of the main route (and this is more than 150 km) runs along the bottom of the Black Sea along the coastal strip at a depth of up to 80 meters. This decision made it possible to avoid any -or the impact of construction on the Black Sea coast.

As I have already said, the main part of the gas pipeline runs along the bottom of the Black Sea at a distance of five kilometers from the coast. At the very beginning, end and several sections along the way, the route goes outside and connects with gas distribution points. In these sections, gas is sent along various routes to the consumer. And he comes, in turn, from Yamal along other main routes. In other words, before reaching Sochi, gas travels thousands of kilometers from north to south:
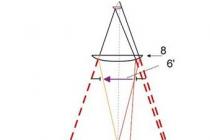
The gas distribution point (GRP) "Kudepsta" is located on the top of the mountain. A main pipe "cuts" into the land from the sea and rises up. According to the builders, the inclined drilling method was used to create this section. They did not lay the route using the usual trench method, so that, again, not to harm the environment:
4. 
However, the most interesting thing is how the main highway was built. All work took place at sea. Huge pipes half a meter in diameter made of heavy-duty alloy were reinforced with a layer of concrete, welded right on the ship, and then lowered into the sea:
Before laying the gas pipeline, submariners walked along the route of the pipe and discovered two minefields left after the Second World War:
Most difficult process construction consisted in joining two pipes - the main "thread" that went along the sea and the land section. Docking also took place at sea and took three days. This required the coordinated work of the entire team that worked on the construction of the gas pipeline:
Today, the result of their work is hidden by 80 meters of water, and this unique experience is reminiscent of the new gas distribution point in Kudepsta, which increased the gas capacity of the entire Sochi region and its environs.
I must say that before the construction of a new gas pipeline, Sochi already had gas. At the same time, the share of gasification of the region did not exceed three percent. This is catastrophically small for life and, of course, would not provide the capacities necessary for the Olympics. In addition, in the event of accidents or failures, the entire coast would be left without fuel (suffice it to recall the story of the blackout in Crimea).
Let's take a look at hydraulic fracturing and see how it works. Before you get there, you must go through the checkpoint and check. Being the most important infrastructure point, the GRP is guarded around the clock by several armed people:
8. 
Passage inside is possible only accompanied by the head of the section and in agreement with the top management:
9. 
Along the entire perimeter there are cameras with motion sensors:
10. 
So, hydraulic fracturing is a point of gas distribution from the main main pipe. Here, the pressure is reduced and the gas goes to small gas distribution stations, which, in turn, send it to end consumers:
11. 
The head of the section says that this is one of several parts of a multi-kilometer long pipe that goes outside:
12. 
13. 
It seems that the site "smells of gas", but it is not. The air smells of an odorant - a special composition that is added to the gas so that it acquires an odor (the gas itself has neither color nor odor):
14. 
Odorant capacity:
15. 
16. 
After the pressure of the gas has decreased and a "smell" has been added to it, it spreads into several branches.
17. 
Workers are planting fruit trees near the hydraulic fracturing station:
18. 
In total, the Kudep point sends fuel to 11 stations. Here it is important to clarify that the gas pipeline is connected to the already existing Maikop line. This has its own meaning: if earlier an accident or preventive work occurred at some site, all the following points remained without gas. And now gas can circulate in two directions, ensuring the uninterrupted operation of the entire Sochi region:
19. 
20. 
The most important recipient of gas is the Adler TPP, about which I
These departmental building codes (VSN) are intended for the design and construction of offshore gas pipelines.
The VSN contains the basic requirements for the design and construction of offshore gas pipelines on the Russian continental shelf with a diameter of up to 720 mm and an internal working pressure of not more than 25 MPa. When specifying the construction region, these VSNs must be supplemented with requirements that take into account the specifics of this region.
The designations and units of measurement used in these rules and regulations are given in.
The technical terms and definitions adopted in these rules and regulations are given in
The list of regulatory documents used in the development of these rules and regulations is given in
|
Developed and introduced |
Approved by Gazprom |
PART 1. DESIGN STANDARDS
1. General Provisions
1.1. Offshore main gas pipelines must have increased reliability during construction and operation, taking into account special conditions (great sea depths, increased length without intermediate compressor stations, sea storms, undercurrents, seismicity and other factors).
Design decisions for laying offshore gas pipelines must be coordinated with the State Committee of the Russian Federation for Environmental Protection, Gosgortekhnadzor of Russia and local supervisory authorities.
1.2. Protective zones are established along the route of the offshore gas pipeline, which include sections of the main gas pipeline from compressor stations to the water's edge and further along the seabed within the continental shelf, at a distance of at least 500 m.
1.3. The diameter of the offshore gas pipeline and the value of the working pressure are determined from the conditions for the supply of natural gas to the Consumer on the basis of hydraulic analysis.
1.4. The service life of the offshore gas pipeline is set by the Project Owner. For the entire service life of the gas pipeline system, the reliability and safety of the structure and such influences as metal corrosion and fatigue of the materials used must be calculated.
1.5. The boundaries of the offshore section of the main gas pipeline are shut-off valves installed on opposite shores of the sea. Shut-off valves must be equipped with automatic emergency closing.
1.6. At the ends of each string of the offshore gas pipeline, units for launching and receiving cleaning devices and flaw detector projectiles should be provided. The location and design of these nodes are determined by the project.
1.7. The offshore gas pipeline must be free from obstructions to the flow of the transported product. In the case of using artificial bending curves or fittings, their radius must be sufficient for the passage of cleaning and control devices, but not less than 10 pipeline diameters.
1.8. The distance between parallel lines of offshore gas pipelines should be taken from the conditions of ensuring reliability during their operation, the safety of the existing line during the construction of a new line of the gas pipeline and safety during construction and installation works.
1.9. Offshore pipeline protection against corrosion is carried out in a complex way: by a protective outer and inner coating and cathodic protection means.
Anti-corrosion protection should contribute to the trouble-free operation of the offshore pipeline throughout the entire period of its operation.
1.10. The offshore pipeline must have an insulating connection (flange or sleeve) with a corrosion protection system for onshore sections of the main gas pipeline.
1.11. The choice of the offshore pipeline route should be made according to the criteria of optimality and be based on the following data:
· soil conditions of the seabed;
seabed bathymetry;
morphology of the seabed;
initial information about the environment;
· seismic activity;
Fishing areas
ship fairways and places of mooring of vessels;
areas of soil dumping;
water areas with increased environmental risk;
The nature and extent of tectonic faults. The technical and environmental safety of the structure should be taken as the main criteria for optimality.
1.12. The project must provide data on the physical and chemical composition of the transported product, its density, as well as indicate the calculated internal pressure and design temperature along the entire pipeline route. Information is also given on the temperature and pressure limits in the pipeline.
Permissible concentrations of corrosive components in the transported gas should be indicated: sulfur compounds, water, chlorides, oxygen, carbon dioxide and hydrogen sulfide.
1.13. The development of the project is based on the analysis of the following main factors:
direction and speed of the wind;
height, period and direction of sea waves;
speed and direction of sea currents;
level of astronomical high and low tide;
· storm surge of water;
The properties of sea water
temperature of air and water;
· growth of marine fouling on the pipeline;
seismic environment;
· Distribution of commercial and protected species of marine flora and fauna.
1.14. The project should include an analysis of the allowable spans and stability of the pipeline on the seabed, as well as the calculation of branch pipes - limiters of the avalanche collapse of the pipeline during its laying at great depths of the sea.
1.15. The gas pipeline should be buried in the bottom in the areas of its landfall. The design elevation of the top of the pipeline buried in the ground (by weight coating) should be set below the predicted depth of erosion of the bottom of the water area or onshore section for the entire period of operation of the offshore pipeline.
1.16. In deep-water sections, the gas pipeline can be laid on the surface of the seabed, provided that its design position is ensured during the entire period of operation. At the same time, it is necessary to justify the exclusion of the rise or movement of the pipeline under the influence of external loads and its damage by fishing trawls or vessel anchors.
1.17. When designing an offshore pipeline system, all types of impacts on the pipeline that may require additional protection should be taken into account:
the occurrence and spread of cracking or collapse of pipes and welds during installation or operation;
· Loss of pipeline stability on the seabed;
· loss of mechanical and service properties of pipe steel during operation;
· unacceptably large spans of the pipeline at the bottom;
erosion of the seabed;
· strikes on the pipeline by anchors of vessels or fishing trawls;
earthquakes;
Violation of the technological regime of gas transportation. The choice of protection method is adopted in the project depending on local environmental conditions and the degree of potential threat to the offshore gas pipeline.
1.18. The following data should be reflected in the project documentation: pipe dimensions, type of transported product, service life of the pipeline system, water depth along the gas pipeline route, type and class of steel, the need for heat treatment after welding of girth field welded joints, anti-corrosion protection system, plans for the future development of regions along pipeline system routes, scope of work and construction schedules.
On the drawings, it is necessary to indicate the location of the pipeline system in relation to nearby settlements and harbors, the courses of ships, as well as other types of structures that can affect the reliability of the pipeline system.
The project takes into account all types of loads that occur during the manufacture, installation and operation of the pipeline system, which may affect the choice of design solution. All necessary calculations of the pipeline system for these loads are performed, including: analysis of the strength of the pipeline system during installation and operation, analysis of the stability of the position of the pipeline on the seabed, analysis of fatigue and brittle fracture of the pipeline, taking into account welded circumferential seams, analysis of the stability of the pipe wall against collapse and excessive deformations , vibration analysis, if necessary, analysis of the stability of the seabed base.
1.19. As part of the offshore gas pipeline project, it is necessary to develop the following documentation:
Specifications for pipe material;
Specifications for pipe welding and non-destructive testing, indicating the norms for permissible defects in welds;
· specifications for reinforced inserts to limit the avalanche collapse of the pipeline;
Specifications for external and internal anti-corrosion coating of pipes;
Specifications for the weight coating of pipes;
· specifications for the material for the manufacture of anodes;
· technical conditions for laying the offshore section of the pipeline;
· technical conditions for the construction of the pipeline when crossing the coastline and coastal protection measures;
· specifications for testing and commissioning of the offshore pipeline;
· technical conditions for the maintenance and repair of the offshore pipeline;
general specification of materials;
Description of the construction boats and other equipment used.
When developing "Specifications" and "Specifications", the requirements of these standards and the recommendations of generally recognized international standards (1993), DNV (1996) and (1993), as well as the results of scientific research on this issue, should be used.
1.20. Design documentation, including test reports, survey materials and initial diagnostics, must be retained throughout the entire service life of the offshore pipeline system. It is also necessary to save reports on the operation of the pipeline system, on inspection control during its operation, as well as data on the maintenance of the offshore pipeline system.
1.21. Examination of design documentation should be carried out by independent organizations, to which the design organization provides all the necessary documentation.
2. Design criteria for pipelines.
2.1. The strength criteria in these codes are based on allowable stresses, taking into account residual welding stresses. Limit state design methods may also be used, provided these methods provide the reliability of the offshore pipeline system required by this code.
2.2. Calculations of the offshore gas pipeline must be made for static and dynamic loads and impacts, taking into account the operation of welded circumferential seams in accordance with the requirements of structural mechanics, strength of materials and soil mechanics, as well as the requirements of these standards.
2.3. The accuracy of calculation methods should be justified by practical and economic feasibility. The results of analytical and numerical solutions, if necessary, must be confirmed by laboratory or field tests.
2.4. The calculation of the offshore gas pipeline is made for the most unfavorable combination of actually expected loads.
2.5. For an offshore gas pipeline, calculations should be performed separately for the loads and impacts arising during its construction, including hydrostatic tests, and for the loads and impacts arising during the operation of the offshore pipeline system.
2.6. When calculating strength and deformability, the main physical characteristics of steel should be taken according to the "Specifications for Pipe Material".
3. Loads and impacts.
3.1. In these standards, the following combinations of loads are accepted in the calculations of the offshore gas pipeline:
permanent loads;
· constantly operating loadings together with loadings of environment;
· permanent loads in combination with random loads.
3.2. The permanent loads on the offshore pipeline during its construction and subsequent operation include:
· the weight of the pipeline structure, including weight coating, marine fouling, etc.;
external hydrostatic pressure of sea water;
buoyancy force of the aquatic environment;
internal pressure of the transported product;
temperature influences;
backfill soil pressure.
3.3. Environmental impacts on an offshore pipeline include:
loads caused by underwater currents;
· Loads caused by sea waves.
When calculating the offshore pipeline for the period of construction, one should also take into account the loads from construction mechanisms and the loads arising in the process of hydrostatic tests.
3.4. Random loads include: seismic activity, seabed soil deformation and landslide processes.
3.5. When determining the loads and impacts on the offshore pipeline, it should be based on the data of engineering surveys carried out in the area of the pipeline route, including engineering-geological, meteorological, seismic and other types of surveys.
Loads and impacts should be selected taking into account the predicted changes in environmental conditions and the technological regime of gas transportation.
4. Permissible design stresses and strains.
4.1. Permissible stresses in the calculations for the strength and stability of offshore pipelines are established depending on the yield strength of the metal of the pipes used using the design coefficient "K", the values of which are given in
s additional £ K × s T (1)
The values of the design coefficients of reliability "K" for offshore gas pipelines.
|
Ring tensile stresses under permanent loads |
Total stresses for constant loads in combination with environmental loads or random loads |
Total stresses during construction or hydrostatic testing |
|
|
Offshore gas pipeline |
Onshore and coastal sections of the gas pipeline in the protected zone |
Offshore gas pipeline, including onshore and coastal sections in the protected zone |
|
|
0,72 |
0,60 |
0,80 |
0,96 |
4.2. The maximum total stresses caused by internal and external pressure, longitudinal forces, taking into account the ovality of the pipes, should not exceed the allowable values:
4.3. Pipelines should be checked for strength and local stability of the pipe section against external hydrostatic pressure. In this case, the internal pressure in the pipeline is assumed to be 0.1 MPa.
4.4. The value of the ovality of the pipes is set by the formula:
![]() (3)
(3)
The permissible total ovality, including the initial ovality of the pipes (factory tolerances), should not exceed 1.0% (0.01).
4.5. The residual deformation in the offshore pipeline should not exceed 0.2% (0.002).
4.6. In areas of possible subsidence of the offshore pipeline, it is necessary to calculate the predicted curvature of the pipeline axis from its own weight, taking into account external loads.
4.7. The project should analyze all possible stress fluctuations in the pipeline in terms of intensity and frequency that can cause fatigue failure during construction or during further operation of the offshore pipeline system (hydrodynamic effects on the pipeline, fluctuations in operating pressure and temperature, and others). Particular attention should be paid to sections of the pipeline system prone to stress concentration.
4.8. To calculate fatigue phenomena, it is possible to use techniques based on fracture mechanics when testing pipes for low-cycle fatigue.
5. Calculation of the pipeline wall thickness.
5.1. For an offshore gas pipeline, the pipe wall thickness should be calculated for two situations determined by the acting loads:
On the internal pressure in the pipeline for shallow, onshore and coastal sections of the gas pipeline located in the protected zone;
On the collapse of the gas pipeline under the influence of external pressure, stretching and bending for deep water sections along the pipeline route.
5.2. Calculation of the minimum wall thickness of the offshore gas pipeline under the influence of internal pressure should be made according to the formula:
![]() ()
()
Note:
The given dependence is applicable for the range of calculated temperatures of the transported gas between -15°C and + 120°C, provided that the welded joints are equal in strength with the base metal of the pipes and the necessary hardness of the welded ring joints and their resistance to hydrogen sulfide cracking are ensured.
5.3. The nominal wall thickness of pipes is determined by the minimum thickness obtained by the formula (), rounded up to the nearest higher value provided for state standards or specifications.
5.4. The thickness of the pipeline wall must be sufficient, taking into account the loads arising during installation, laying, hydraulic testing of the pipeline and during its operation.
5.5. If necessary, it is possible to add allowances for internal corrosion to the calculated nominal thickness of the pipeline wall.
If a corrosion monitoring program or inhibitor injection is envisaged, the addition of corrosion allowances is not required.
5.6. To prevent collapse of the pipeline wall in the deep water sections of the route under the influence of external pressure, stretching and bending, the following condition must be met:
(5)
5.7. When determining the wall thickness of pipes under the conditions of the combined effect of bending and compression, the value of the compressive yield strength equal to 0.9 of the yield strength of the pipe material should be taken into account in the calculations.
5.8. When using laying methods with full control of the bending deformation of the pipeline, the allowable bending deformation when laying the pipeline at sea depths of more than 1000 m should not exceed 0.15% (0.0015). In this case, the critical value of the bending deformation of the pipeline at such depths will be 0.4% (0.004).
6. Stability of the pipeline wall under the influence of external hydrostatic pressure and bending moment.
6.1. For ratio range 15 In this case, the initial ovality of the pipe should not exceed 0.5% (0.005). 6.2. The external hydrostatic pressure on the pipe at the actual water depth is determined by the formula: 6.3. It should also be taken into account that at a pressure exceeding the critical value, local transverse collapse of the pipe can develop along the longitudinal axis of the pipeline. The external hydrostatic pressure at which the propagation of the previously occurring collapse can occur is determined by the formula: 6.4. To prevent the development of collapse along the length of the pipeline, it is necessary to provide for the installation of collapse limiters in the form of stiffening rings or nozzles with an increased wall thickness on the pipeline. The length of the limiters must be at least four pipe diameters. 7.1. Pipeline calculations should be carried out to check the stability of the pipeline position on the seabed during its construction and operation. If the pipeline is buried in unstable soil and its density is less than the density of the surrounding soil, it should be established that the resistance of the soil to shear forces is sufficient to prevent the pipeline from floating to the surface. 7.2. The relative density of the pipeline with a weight coating should be greater than the density of sea water, taking into account the presence of suspended soil particles and dissolved salts in it. 7.3. The value of the negative buoyancy of the pipeline from the condition of stability of its position on the seabed is determined by the formula: (11)
7.4. When determining the stability of offshore pipelines on the seabed under the influence of hydrodynamic loads, the design characteristics of wind, water level and wave elements should be taken in accordance with the requirements It is allowed to assess the hydrodynamic stability of the pipeline using analysis methods that take into account the movement of the pipeline in the process of self-burrowing into the ground. 7.5. Maximum horizontal ( R x + R i) and the corresponding vertical Pz projection of the linear load from waves and sea currents acting on the pipeline, must be determined by the formulas *. 7.6. Calculations of the velocities of bottom currents and wave loads should be made for two cases: · repeatability once in 100 years when calculating for the period of operation of the offshore pipeline system; · repeatability once a year in calculations for the period of construction of the offshore pipeline system. 7.7. Friction coefficient values must be taken from engineering survey data for the corresponding pounds along the offshore pipeline route. 8.1. Materials and products used in the offshore pipeline system must meet the requirements of approved standards, specifications and other regulatory documents. It is not allowed to use materials and products for which there are no certificates, technical certificates, passports and other documents confirming their quality. 8.2. The requirements for the material of pipes and fittings, as well as for shut-off and control valves must meet the requirements of the "Specifications" for these products, which include: product manufacturing technology, chemical composition, heat treatment, mechanical properties, quality control, accompanying documentation and marking . If necessary, the "Technical conditions" provide requirements for special tests of pipes and their welded joints, including in a hydrogen sulfide environment, in order to obtain their positive results before the start of production of the main batch of pipes intended for the construction of an offshore gas pipeline. 8.3. The "Specifications for pipe welding and non-destructive testing" should indicate the requirements for defects in welds, under which it is allowed to repair girth welded joints of the pipeline. It is also necessary to provide data on the heat treatment of welded joints or their concomitant heating after welding during pipeline installation. 8.4. For welding electrodes and other products, specifications for their manufacture must be submitted. 8.5. Tolerances for ovality of pipes during their manufacture (factory tolerance) in any section of the pipe should not exceed + 0.5%. 8.6. Connectors intended for offshore pipelines shall be factory tested with a hydraulic pressure of 1.5 times the operating pressure. 8.7. The following welding consumables can be used for automatic welding of pipe joints: ceramic or fused fluxes of special compositions; · Welding wires of special chemical composition for submerged arc welding or shielding gases; gaseous argon; special mixtures of argon with carbon dioxide; self-shielded flux-cored wire. Combinations of specific grades of fluxes and wires, grades of self-shielded flux-cored wires and wires for shielded welding, must be selected taking into account their resistance in a hydrogen sulfide environment and be certified in accordance with the requirements of the "Technical Specifications for Pipe Welding and Non-Destructive Testing". 8.8. For manual arc welding and offshore pipeline repair, basic or cellulosic electrodes should be used. Specific brands of welding electrodes must be selected taking into account their resistance in a hydrogen sulfide environment and be certified in accordance with the requirements of the "Specifications for Pipe Welding and Non-Destructive Testing". 8.9. The pipe weight coating shall be steel mesh reinforced concrete applied to individual insulated pipes at the factory in accordance with the requirements of the "Pipe Weight Coating Specification". The class and brand of concrete, its density, the thickness of the concrete coating, the mass of the concreted pipe are determined by the project. Steel reinforcement should not form electrical contact with the pipe or anodes, and should not extend to the outer surface of the coating. Sufficient adhesion must be provided between the weight coating and the pipe to prevent slippage under the forces that arise during the laying and operation of the pipeline. 8.10. Reinforced concrete coating on pipes must have chemical and mechanical resistance to environmental influences. The type of fittings is selected depending on the loads on the pipeline and operating conditions. Concrete for weight coating must have sufficient strength and durability. Each concrete pipe entering the construction site must have a special marking. During the construction of offshore gas pipelines, experience-tested technological processes, equipment and construction equipment should be used. 2.1. Pipe connections during construction can be performed using two organizational schemes: · with preliminary welding of pipes into two- or four-pipe sections, which are then welded into a continuous thread; welding of individual pipes into a continuous thread. 2.2. The welding process is carried out in accordance with the "Specifications for pipe welding and non-destructive testing" in one of the following ways: · automatic or semi-automatic welding in shielding gas with a consumable or non-consumable electrode; · automatic or semi-automatic welding with self-shielded wire with forced or free formation of the weld metal; · manual welding by electrodes with a covering of the basic type or with a cellulose covering; · electrocontact welding by continuous fusion with post-weld heat treatment and radiographic quality control of welded joints. When welding two or four pipe sections on the auxiliary line, automatic submerged arc welding can also be used. "Specifications" are developed as part of the project by the Contractor and approved by the Customer on the basis of conducting studies on the weldability of a pilot batch of pipes and obtaining the necessary properties of welded ring joints, including their reliability and performance in a hydrogen sulfide environment, and conducting the appropriate certification of welding technology. 2.3. Before starting construction work, welding methods, welding equipment and materials accepted for use must be certified at the welding base or on the pipe-laying vessel in conditions close to construction conditions, in the presence of the Customer's representatives and accepted by the Customer. 2.4. All operators of automatic and semi-automatic welding, as well as hand-held welders, must be certified in accordance with the requirements of DNV (1996) or taking into account additional requirements for the resistance of welded joints when working in a hydrogen sulfide environment. Certification must be carried out in the presence of representatives of the Customer. 2.5. Welders who must perform underwater welding must additionally undergo appropriate training, and then special certification in a pressure chamber with simulated natural working conditions on the seabed. 2.6. Welded ring joints of pipes must comply with the requirements of the "Specifications for Pipe Welding and Non-Destructive Testing". 2.7. Circumferential welded joints are subjected to 100% radiographic control with duplication of 20% of the joints by automated ultrasonic control with recording the test results on tape. Upon agreement with the Customer, it is allowed to use 100% automated ultrasonic testing with a tape recording of 25% of duplicate radiographic testing. Acceptance of welded joints is carried out in accordance with the requirements of the "Specifications for Pipe Welding and Non-Destructive Testing", which should include the norms for permissible defects in welds. 2.8. Circumferential welds are considered accepted only after they have been approved by the Employer's representative based on review of radiographic images and records of ultrasonic testing results. Documentation with records of the results of the welding process and the control of welded pipe joints is kept by the operating organization of the pipeline throughout the entire service life of the offshore pipeline. 2.9. With appropriate justification, it is allowed to connect the pipeline strings or repair work on the seabed, using docking devices and hyperbaric welding. The underwater welding process shall be classified by appropriate tests. 3.1. The offshore gas pipeline must be insulated over the entire outer and inner surface with an anti-corrosion coating. Pipe insulation must be carried out in factory or basic conditions. 3.2. The insulating coating must comply with the requirements of the "Specifications for External and Internal Anti-Corrosion Coating of Pipes" for the entire service life of the pipeline in terms of the following indicators: tensile strength, relative elongation at operating temperature, impact strength, adhesion to steel, maximum peel area in sea water, fungus resistance, resistance to indentation. 3.3. The insulation must withstand breakdown tests at a voltage of at least 3.4. Insulation of welded joints, valve assemblies and shaped fittings must, in terms of its characteristics, comply with the requirements for pipe insulation. Insulation of the connection points of electrochemical protection devices and instrumentation, as well as restored insulation in damaged areas, must ensure reliable adhesion and corrosion protection of pipe metal. 3.5. When performing insulation work, the following must be carried out: quality control of the materials used; · step-by-step quality control of stages of insulation works. 3.6. During transportation, handling and storage of pipes, special measures must be taken to prevent mechanical damage to the insulating coating. 3.7. The insulating coating on the pipeline sections completed by construction is subject to control by the cathodic polarization method. 3.8. Electrochemical protection of the offshore pipeline system is carried out using protectors. All electrochemical protection equipment must be designed for the full life of the offshore gas pipeline system. 3.9. The protectors must be made of materials (alloys based on aluminum or zinc) that have passed full-scale tests and meet the requirements of the "Specifications for the material for the manufacture of anodes" developed as part of the project. 3.10. Protectors need to have two connecting cables with a pipe. Bracelet-type protectors are installed on the pipeline in such a way as to avoid mechanical damage during transportation and laying of the pipeline. The drain cables of protective devices should be connected to the pipeline using manual argon-arc or capacitor welding. Upon agreement with the Customer, manual arc welding with electrodes can be used. 3.11. On the offshore pipeline, potentials must be provided continuously over its entire surface during the entire period of operation. For sea water, the minimum and maximum values of protective potentials are given in. These potentials are calculated for sea water with a salinity of 32 to 28%o at a temperature of 5 to 25°C. Minimum and maximum protective potentials
3.12. Electrochemical protection must be put into effect no later than 10 days from the date of completion of the pipeline laying. 4.1. The following construction methods may be used for pipeline landfall: · open excavation works with the installation of sheet piling on the foreshore; · directional drilling, in which the pipeline is pulled through a pre-drilled well in an offshore area; tunnel method. 4.2. When choosing a pipeline construction method at the landfall sections, the relief of the coastal sections and other local conditions in the construction area, as well as the equipment of the construction organization with the technical means used to carry out the work, should be taken into account. 4.3. Pipeline landfalls using directional drilling or a tunnel must be substantiated in the project by the economic and environmental feasibility of their use. 4.4. During the construction of the pipeline on the coastal section with the use of underwater earthworks, the following technological schemes can be applied: · a pipeline string of the required length is made on a pipe-laying vessel and pulled to the shore along the bottom of a previously prepared underwater trench using a traction winch installed on the shore; · The pipeline string is manufactured onshore, hydrostatically tested and then pulled into the sea along the bottom of an underwater trench using a traction winch installed on a pipe-laying vessel. 4.5. The construction of the offshore pipeline in the coastal areas is carried out in accordance with the requirements of the "Technical Specifications for the Construction of a Pipeline at the Crossing of the Shoreline", developed as part of the project. 5.1. The technological processes of developing a trench, laying a pipeline in a trench and filling it with soil should be maximally combined in time, taking into account the drift of the trench and the reshaping of its transverse profile. When backfilling underwater trenches, technological measures should be developed that minimize the loss of soil outside the trench boundaries. The technology for the development of underwater trenches must be agreed with environmental authorities. 5.2. The parameters of the underwater trench should be as minimal as possible, for which increased accuracy in their development should be ensured. The requirements of increased accuracy also apply to backfilling of the pipeline. In the zone of transformation of sea waves, more gentle slopes should be assigned, taking into account the reformation of the cross section of the trench. 5.3. Parameters of an underwater trench in areas whose depths, taking into account 5.4. Temporary stockpiles should be kept to a minimum. The location of the storage of the developed soil should be chosen taking into account the minimum environmental pollution and agreed with the organizations that control the ecological state of the construction area. 5.5. If the project allows the use of local soil for backfilling the trench, then during the construction of a multi-line pipeline system, it is allowed to fill the trench with the laid pipeline with soil torn from the trench of the parallel line. 6.1. The choice of offshore pipeline laying method is based on its technological feasibility, economic efficiency and environmental safety. For deep seas, S-curve and J-curve laying methods using a pipe-lay vessel are recommended. 6.2. The laying of the offshore pipeline is carried out in accordance with the requirements of the "Specifications for the construction of the offshore section of the pipeline", developed as part of the project. 6.3. The pipe-laying vessel must undergo tests prior to commencement of construction work, including testing of welding equipment and non-destructive testing methods, equipment for insulating and repairing welded pipe joints, tensioning devices, winches, control devices and control systems that ensure the movement of the vessel along the route and the laying of the pipeline to the design marks. 6.4. In shallow water sections of the route, the pipe-laying vessel must ensure that the pipeline is laid in an underwater trench within the tolerances determined by the project. To control the position of the vessel relative to the trench, scanning echo sounders and all-round scanning sonars should be used. 6.5. Before starting the laying of the pipeline in the trench, the underwater trench should be cleaned and control measurements should be made with the construction of the longitudinal profile of the trench. When pulling the pipeline along the seabed, it is necessary to perform calculations of traction forces and the stress state of the pipeline. 6.6. Traction means are selected according to the maximum design traction force, which in turn depends on the length of the pipeline being dragged, the coefficient of friction and the weight of the pipeline in water (negative buoyancy). The values of the coefficients of sliding friction should be assigned according to engineering surveys, taking into account the possibility of submerging the pipeline into the ground, the bearing capacity of the soil and the negative buoyancy of the pipeline. 6.7. To reduce traction during laying, pontoons can be installed on the pipeline, which reduce its negative buoyancy. Pontoons must be tested for strength against hydrostatic pressure and have devices for mechanical slinging. 6.8. Before laying the pipeline in the deep water section, it is necessary to perform calculations of the stress-strain state of the pipeline for the main technological processes: start of laying · continuous laying of the pipeline with a bend on S-shaped or J-shaped curve; laying of the pipeline on the bottom during a storm and its rise; Completion of installation work. 6.9. The laying of the pipeline should be carried out strictly in accordance with the construction organization project and the work execution project. 6.10. During the laying of the pipeline, the curvature of the pipeline and the stresses arising in the pipeline must be continuously monitored. The values of these parameters should be determined on the basis of load and deformation calculations before the pipeline is laid. 7.1. The fastening of the coastal slopes after laying the pipeline is carried out above the maximum design water level and must ensure the protection of the coastal slope from destruction under the influence of wave loads, rain and melt water. 7.2. In the course of coastal protection works, experience-tested environmentally friendly designs should be used, technological processes and work should be carried out in accordance with the requirements of the "Technical Specifications for the Construction of a Pipeline at the Crossing of the Coastline and Coastal Protection Measures". 8.1. Construction quality control should be carried out by independent technical departments. 8.2. To achieve the required quality of construction work, it is necessary to ensure quality control of all technological operations for the manufacture and installation of the pipeline: · the process of delivery of pipes from the manufacturer to the installation site must guarantee the absence of mechanical damage on the pipes; · quality control of concreted pipes should be carried out in accordance with the technical requirements for the supply of concreted pipes; · incoming pipes, welding materials (electrodes, flux, wire) must have Certificates that meet the requirements of the technical specifications for their supply; · when welding pipes, it is necessary to carry out systematic step-by-step control over the welding process, visual inspection and measurement of welded joints and check all circumferential welds by non-destructive control methods; · insulating materials intended for assembly joints of pipes should not have mechanical damage. Quality control of insulating coatings should include checking the continuity of the coating using flaw detectors. 8.3. Offshore earth-moving equipment, pipe-laying barges and their service vessels must be equipped with an automatic orientation system designed to constantly monitor the planned position of these technical equipment during their operation. 8.4. The control of the depth of the pipeline in the ground should be carried out using telemetry methods, ultrasonic profilers or diving surveys after the pipeline is laid in the trench. If the depth of the pipeline in the ground is insufficient, corrective measures are taken. 8.5. During the laying of the pipeline, it is necessary to control the main technological parameters (the position of the stinger, the tension of the pipeline, the speed of the pipe-laying vessel, etc.) for their compliance with the design data. 8.6. To control the state of the bottom and the position of the pipeline, it is necessary to periodically conduct a survey with the help of divers or underwater vehicles, which will reveal the actual location of the pipeline (erosion, sagging), as well as possible deformations of the bottom along the pipeline caused by waves or underwater currents in this area. 9.1. Offshore pipelines are subjected to hydrostatic testing after being laid on the seabed in accordance with the requirements of the "Specifications for Testing and Commissioning of the Offshore Gas Pipeline", developed as part of the project. 9.2. Preliminary testing of pipeline strings on shore is performed only if the project provides for the production of pipeline strings on shore and their laying in the sea by dragging methods towards the pipe-laying vessel. 9.3. Prior to hydrostatic testing, it is necessary to clean and control the internal cavity of the pipeline using pigs equipped with control devices. 9.4. The minimum pressure during hydrostatic strength tests is assumed to be 1.25 times higher than the design pressure. In this case, the hoop stresses in the pipe during the strength test should not exceed 0.96 of the yield strength of the pipe metal. The holding time of the pipeline under the pressure of the hydrostatic test must be at least 8 hours. The pipeline is considered to have passed the pressure test if no pressure drops were recorded during the last four hours of testing. 9.5. The tightness test of the offshore gas pipeline is carried out after a strength test and a decrease in the test pressure to the calculated value during the time necessary to inspect the pipeline. 9.6. Removal of water from the pipeline must be carried out with the passage of at least two (main and control) piston-separators under the pressure of compressed air or gas. The results of removing water from the gas pipeline should be considered satisfactory if there is no water ahead of the control piston-separator and it left the gas pipeline intact. Otherwise, the passage of the control piston-separator through the pipeline must be repeated. 9.7. If the pipeline breaks or leaks during testing, the defect must be eliminated and the offshore pipeline retested. 9.8. The offshore pipeline is put into operation after final cleaning and calibration of the internal cavity of the pipeline, initial diagnostics and filling of the pipeline with the transported product. 9.9. The results of the cavity cleaning and pipeline testing, as well as the removal of water from the pipeline, must be documented in acts in the approved form. 10.1. In marine conditions, all types of work require a careful selection of technological processes, technical means and equipment that ensure the preservation of the ecological environment of the region. It is allowed to use only those technological processes that will ensure the minimum negative impact on the environment and its rapid recovery after the completion of the construction of the offshore gas pipeline system. 10.2. When designing an offshore gas pipeline system, all environmental protection measures must be included in a properly approved environmental impact assessment (EIA) plan. 10.3. When constructing a system of offshore gas pipelines, it is necessary to strictly comply with the environmental requirements of Russian standards. In water areas of commercial fishery importance, it is necessary to provide for measures for the conservation and restoration of biological and fish resources. The dates for the start and end of underwater earthworks using hydromechanization or blasting are established taking into account the recommendations of the fisheries protection authorities, based on the timing of spawning, feeding, fish migration, as well as the development cycles of plankton and benthos in the coastal zone. 10.4. The EIA plan should include a set of design, construction and technological measures to ensure environmental protection during the construction and operation of the offshore gas pipeline system. In the process of developing an EIA, the following factors are taken into account: · initial data on natural conditions, background ecological state, biological resources of the water area, characterizing the natural state of the region; · technological and design features of the offshore gas pipeline system; · terms, technical solutions and technology for performing underwater technical works, a list of technical means used for construction; · Assessment of the current and predicted state of the environment and ecological risk, indicating the sources of risk (technogenic impacts) and probable damages; · basic environmental requirements, technical and technological solutions for environmental protection during the construction and operation of the offshore gas pipeline and measures for their implementation at the facility; · measures to ensure control over the technical condition of the offshore gas pipeline system and prompt elimination of emergencies; monitoring of the state of the environment in the region; · the size of capital investments in environmental, social and compensation measures; · Evaluation of the effectiveness of the envisaged environmental and socio-economic measures and compensations. 10.5. During the operation of the offshore gas pipeline system, it is necessary to predict the possibility of a pipeline rupture and product release with an assessment of the expected damage to the sea biota, taking into account the possible accumulation of fish (spawning, migration, feeding period) near the pipeline system site and to implement protective measures for the pipeline and the environment provided for such cases by the project. 10.6. To protect and preserve the natural environment in the sea area and in the coastal zone, it is necessary to organize constant supervision over compliance with environmental measures during the entire period of anthropogenic impact caused by the construction and operation of the offshore gas pipeline system. D - nominal diameter of the pipeline, mm; t -
nominal thickness of the pipeline wall, mm; s x - total longitudinal stresses, N / mm 2; s y - total hoop stresses, N/mm 2 ; t xy - tangential shear stresses, N/mm 2 ; K - design coefficient of reliability, taken according to; s t - the minimum value of the yield strength of pipe metal, adopted according to state standards and specifications for steel pipes, N / mm 2; P - design internal pressure in the pipeline, N/mm 2 ; Ro - external hydrostatic pressure, N / mm 2; Px - drag force, N/m; Рz - lifting force, N/m; Ri - inertial force, N/m; G - pipeline weight in water (negative buoyancy), N/m; m - reliability factor, taken equal to 1.1; f is the coefficient of friction; Рс - calculated external hydrostatic pressure on the pipeline, taking into account the ovality of the pipe, N / mm 2; Рсг - critical external pressure for a round pipe, N / mm 2; Ru - external pressure on the pipeline, causing the fluidity of the material pipes, N / mm 2; PP - external hydrostatic pressure at which the pipe collapse that occurred earlier will spread, N / mm 2; e o - allowable bending deformation for the pipeline; e c - critical deformation of the bend, causing collapse as a result of pure bending of the pipe; u- Poisson's ratio; E - Young's modulus for pipe material, N / mm 2; H - critical water depth, m; g - acceleration of gravity, m / s 2; r- density of sea water, kg/m 3 ; U - ovality of the pipeline; R - permissible radius of curvature of the pipeline when laying at great depths of the sea, m. Offshore gas pipeline
-
a horizontal part of the pipeline system located below the water level, including the pipeline itself, electrochemical protection devices on it and other devices that ensure the transportation of gaseous hydrocarbons under a given technological regime. Protected zone of coastal sections of the gas pipeline
-
sections of the main gas pipeline from coastal compressor stations to the water's edge and further along the seabed, at a distance of at least 500 m. Pipe elements
-
details in the construction of the pipeline, such as flanges, tees, elbows, adapters and valves. Weight Coating
-
a coating applied to a pipeline to provide it with negative buoyancy and protection against mechanical damage. Negative pipeline buoyancy
-
downward force equal to the weight of the pipeline structure in air minus the weight of the water displaced in the volume of the pipeline immersed in it. Minimum yield strength
-
the minimum yield strength specified in the certificate or standard to which the pipes are supplied. In calculations, it is assumed that at the minimum yield strength, the total elongation does not exceed 0.2%. Design pressure
-
pressure, taken as a permanent maximum pressure exerted by the transported medium on the pipeline during its operation and for which the pipeline system is designed. pressure surge
-
accidental pressure caused by failure of the steady state flow in the piping system shall not exceed the design pressure by more than 10%. Overpressure
-
the difference between two absolute pressures, external hydrostatic and internal. Test pressure
-
normalized pressure at which the pipeline is tested before putting it into operation. Leak test
-
hydraulic pressure test, which establishes the absence of leakage of the transported product. Test of endurance
-
hydraulic pressure test, which establishes the structural strength of the pipeline. Nominal pipe diameter
-
the outside diameter of the pipe specified in the standard to which the pipes are supplied. Nominal wall thickness
-
pipe wall thickness specified in the standard to which pipes are supplied. Offshore pipeline reliability
-
the ability of the pipeline to continuously transport the product in accordance with the parameters established by the project (pressure, flow, and others) for a specified period of operation under the established control and maintenance regime. Permissible stresses
-
maximum total stresses in the pipeline (longitudinal, ring and tangential), allowed by the standards. Burying the pipeline
-
the position of the pipeline below the natural level of the seabed. Depth value
-
the difference between the levels of the upper generatrix of the pipeline and the natural level of the seabed. The length of the sagging section of the pipeline
-
the length of the pipeline that is not in contact with the seabed or with support devices. Offshore pipeline laying
-
a complex of technological processes for the manufacture, laying and deepening of the offshore pipeline. 1. SNiP 10-01-94. "The system of normative documents in construction. Basic provisions" / Ministry of Construction of Russia. Moscow: GP TsPP ,
1994 2. SNiP 2.05.06-85 *. "Main pipelines" / Gosstroy. M.: CITP Gosstroy, 1997 3. SNiP III-42-80 *. "Rules for the production and acceptance of work. Main pipelines" / Gosstroy. Moscow: Stroyizdat, 1997 4. SNiP 2.06.04-82*. "Loads and impacts on hydraulic structures (wave, ice and ships)" / Gosstroy. M.: CITP Gosstroy, 1995 5. "Safety Rules for the Exploration and Development of Oil and Gas Fields on the Continental Shelf of the USSR", M.: "Nedra", 1990; 6. "Safety regulations for the construction of main pipelines". M.: "Nedra", 1982; 7. "Rules for the technical operation of main gas pipelines", M.: "Nedra", 1989; 8. US Standard "Design, construction, operation and repair of offshore pipelines for hydrocarbons", AR I - 1111. Practical recommendations. 1993. 9. Norwegian Standard "Det Norske Veritas" (DNV) "Regulations for Subsea Pipeline Systems", 1996 10. British Standard S 8010. "Practical guide for the design, construction and installation of pipelines. Subsea pipelines". Parts 1, 2 and 3, 1993 11. API 5 L. "US specification for steel pipes". 1995 12. API 6 D .
"US Specification for Pipe Fittings (Valves, Plugs and Check Valves)". 1995 13. US Standard ASME B 31.8. "Regulations for Gas Transportation and Distribution Pipeline Systems", 1996 14. US standard MSS -SP - 44. "Steel flanges for pipelines", 1990. 15. International ISO standard 9000 Quality Management and Quality Assurance, 1996 (6)
(6)![]() (7)
(7)![]() (9)
(9)
 (10)
(10)
7. Stability of the pipeline on the seabed under the influence of hydrodynamic loads.
*.8. Materials and products.
PART 2. PRODUCTION AND ACCEPTANCE OF WORKS
1. General Provisions
2. Welding of pipes and methods of control of welded joints.
3. Corrosion protection
5 kV per millimeter of thickness.4. Landfalls of the pipeline
5. Underwater excavation
surge and tidal fluctuations in the water level, less than the draft of earth-moving equipment, should be taken in accordance with the standards for the operation of sea vessels and ensuring safe depths within the boundaries of the working movements of earth-moving equipment and ships serving it.6. Laying from a pipe-laying vessel
7. Coastal protection measures
8. Construction quality control
9. Cavity cleaning and testing
10. Environmental protection
Annex 1.
Mandatory.
Designations and units of measurement
Technical terms and definitions
Appendix 3
Recommended.Regulatory documents used in
development of these rules and regulations: