Производственный процесс современного предприятия представляет собой сложный механизм превращения полуфабрикатов, сырья, материалов и других предметов труда в готовую продукцию, которая удовлетворяет потребности общества. Главной задачей производственной системы при этом становится непрерывное совершенствование «потока создания ценности» для потребителя, в основе которого лежит рациональное сочетание во времени и в пространстве всех основных, вспомогательных и обслуживающих производств. Это позволяет выпускать продукцию при минимальных затратах труда и от этого зависят экономические показатели и результаты производственно - хозяйственной деятельности предприятия, в том числе себестоимость продукции, прибыль и рентабельность производства, величина незавершенного производства и размер оборотных средств.
Вместе с тем на многих предприятиях одним из главных вопросов является вопрос эффективности производственных процессов с точки зрения длительности производственного цикла. Существует необходимость затрачивать массу усилий на координацию всех вспомогательных и обслуживающих производств для бесперебойного обеспечения основного производства сырьем, электроэнергией, а также своевременное обслуживание оборудования, складирование, транспортировку. Ситуация с выходом из строя оборудования на одном технологическом этапе приводит к вероятности остановки всего цеха. Отсюда, организация бесперебойного эффективного производственного цикла на предприятии приобретает особую актуальность и значимость для оптимизации затрат и достижения наилучших конечных результатов.
Эффективность производства на большинстве предприятий напрямую связана со сложностью и длительностью производственного цикла. Чем длительнее этот цикл, чем большее количество вспомогательных и обслуживающих производств в нем задействовано, тем менее эффективным оказывается производство в целом. Объясняется эта закономерность очевидной необходимостью затрачивать массу усилий на координацию всех действий по бесперебойному обеспечению основного производства сырьем, энергоносителями, по обслуживанию оборудования, по транспортировке и складированию продукции, погрузке-выгрузке. Неисправность оборудования на одном технологическом этапе может привести к сбоям в работе всего производства, вплоть до полной его остановки. Таким образом, особо важным для повышения эффективности и достижения наилучших результатов становится решении проблемы стабильного функционирования всей производственной системы.
Одним из путей решения данной проблемы является внедрение системы Lean-технологий («Бережливого производства») , которая призвана оптимизировать производственные процессы, постоянно улучшать качество продукции при неизменном сокращении издержек. Система представляет собой не просто технологию, но целую концепцию управления, предполагающую максимальную ориентацию производства на рынок с заинтересованным участием всего персонала организации. Опыт внедрения описываемой технологии, хотя бы в виде отдельных элементов, на предприятиях различных отраслей показал ее перспективность, вследствие чего не вызывает сомнений необходимость изучения этого опыта и дальнейшего расширения сферы его применения.
Экономическая сущность Lean-технологий
Как экономическая дефиниция производство является системой преобразования сырья, полуфабрикатов и других предметов труда в готовую продукцию, обладающую для общества потребительской ценностью. Главная задача производственной системы заключается в непрерывном совершенствовании процесса создания ценности для потребителя путем рационального сочетания во времени и в пространстве всех основных, вспомогательных и обслуживающих производств. Таким образом, достигается экономия времени, материальных и трудовых ресурсов, уменьшается себестоимость продукции, возрастает рентабельность производства, улучшаются все экономические показатели производственно-хозяйственной деятельности предприятия.
По мере развития производственных отношений развиваются и совершенствуются и системы управления производственными процессами. Одной из последних стала система «Бережливого производства» (Lean manufacturing), основанная на принципах эффективного управления ресурсами, внимания к нуждам заказчика, концентрации на проблеме устранения всех видов потерь, всестороннего использования интеллектуального потенциала персонала предприятия. Одна из главных целей системы - снижение издержек, управление производственным предприятием, основанное на постоянном стремлении к устранению всех видов потерь.
Концепция «Бережливого производства» объединяет оптимизацию производственных процессов, направленную на постоянное улучшение качества продукции при неизменном сокращении затрат, с вовлечением в этот процесс каждого сотрудника. Концепция максимально ориентирована на рыночные условия хозяйствования.
В течение последних двадцати лет в мировой практике все шире стала применяться новая парадигма производительности. Она первоначально возникла в компании Toyota и получила название – Toyota Production System (TPS) . Она ориентирована на рост в условиях постиндустриальной экономики, когда вместо массового производства, опирающегося на гарантированный спрос, возникла потребность в диверсифицированном производстве, способном удовлетворять индивидуальные запросы клиентов, оперирую малыми партиями разнообразных товаров, включая и штучную продукцию. Главной задачей такого производства стало создание конкурентоспособных продуктов в необходимом количестве, в кратчайшие сроки и с наименьшими затратами ресурсов.
Отвечающее новым требованиям производство назвали «бережливым» (lean, lean production, lean manufacturing), а предприятия, повысившие операционную эффективность своего производства, благодаря внедрению новой системы – «бережливыми» (lean enterprise).
«Бережливые» предприятия отличаются от остальных следующим:
1. Основа производственной системы таких предприятий – люди. Они являются созидательной силой в процессе производства конкурентоспособной продукции, а технологии и оборудование – только средство достижения поставленных целей. Никакая теория, стратегия, технология не сделают предприятие успешным; этого добьются только люди на основе своего интеллектуального и творческого потенциала.
2. Производственные системы «бережливых» предприятий ориентированы на полное исключение потерь и постоянное совершенствование всех процессов . В повседневной работе по предотвращению всех возможных видов потерь и непрерывному совершенствованию участвуют все сотрудники компании от рабочих до высшего руководства.
3. Руководство предприятия принимает решения , учитывающие перспективу дальнейшего развития , при этом сиюминутные финансовые интересы не являются определяющими. Менеджмент таких компаний не занимается бесполезным администрированием – командованием, неоправданно жестким контролем, оценкой сотрудников при помощи сложных систем разнообразных показателей, он существует для разумной организации процесса производства, своевременного обнаружения, решения и предупреждения проблем. Умение видеть и решать проблемы на своем рабочем месте ценится в каждом сотруднике – от высшего руководства до рабочих.
Ключевыми инструментами Lean-системы для повышения производительности труда являются:
- Система 5S
– управленческая методика, предназначенная для эффективной организации рабочего пространства. Название произошло от японских слов, начинающихся на S, которым и в русском языке можно подобрать начинающиеся на букву С аналоги, это:
- 1) Сортировка предметов и/или документации на рабочем месте по степени их необходимости и частоте применения с ликвидацией всего ненужного;
2) Систематизация, когда каждый предмет должен находится в определенном легкодоступном месте;
3) Соблюдение чистоты и порядка;
4) Стандартизация упорядоченного предыдущими процедурами рабочего места;
5) постоянное Совершенствование разработанного стандарта. - Эти несложные и, на первый взгляд, малозначительные процедуры, тем не менее, влияют на эффективность труда, исключают потери вещей и времени, снижают вероятность возникновения пожаров и прочих чрезвычайных ситуаций, а в целом создают благоприятный микроклимат на рабочем месте.
- 1) Сортировка предметов и/или документации на рабочем месте по степени их необходимости и частоте применения с ликвидацией всего ненужного;
- Стандартизированная работа – чёткий и максимально визуализированный алгоритм выполнения какой-то определённой деятельности, включающий в себя стандарты продолжительности цикла операций, последовательности действий при выполнении этих операций, количества находящихся в работе материалов и предметов (уровень запасов).
- Методология «Прорыв к потоку» заключается в выравнивании и повышении эффективности производственного потока посредством создания фиксированных производственных циклов. В каждом из выделенных циклов внедряются рассмотренные в предыдущем пункте принципы стандартизированной работы.
- Концепция TPM (англ. Total Productive Maintenance) – система всеобщего обслуживания оборудования. Данная система подразумевает под собой совмещение эксплуатации оборудования с постоянным техническим уходом за ним. Благодаря постоянному мониторингу и содержанию оборудования в рабочем (исправном) состоянии производственным персоналом, снижается уровень потерь, вызванных поломками, простоем оборудования из-за ремонтных работ, в том числе и плановых, что позволяет обеспечить наивысшую эффективность на протяжении всего жизненного цикла оборудования. При этом освобождаются силы ремонтного персонала для решения более важных задач.
- Система SMED (англ. Single Minute Exchange of Die) – технология проведения быстрой переналадки оборудования. В процессе переналадки оборудования можно различить две группы операций – внешние, которые можно проводить без остановки оборудования, например, подготовка инструментов и материалов, и внутренние, для проведения которых необходим перерыв в работе оборудования. Суть системы заключается в переводе максимального количества внутренних операций в группу внешних, что становится возможным, благодаря внедрению ряда технологических и организационных усовершенствований.
- Система вытягивающего производства представляет собой подход к организации производственного потока, исключающий потери, связанные с перепроизводством или ожиданием завершения предыдущего этапа работ. Каждая технологическая операция как бы «вытягивает» необходимое количество продукции из предыдущей и передает следующей. В результате этого в процессе производства не возникает ни излишков продукции, ни её дефицита.
- Система подачи и рассмотрения предложений предоставляет всем сотрудникам понятный механизм реализации предложений по совершенствованию и предусматривает меры по стимулированию сотрудников к подаче таких предложений.
Комплексное использование Lean-инструментов позволяет без значительных инвестиций, практически только за счёт внутренних резервов компании добиться значительного роста производительности труда. По сути, Lean-концепция – это определённый подход ко всем вопросам организации производства, позволяющий не только реализовывать инновационные технологии, повышающие производительность труда и эффективность производства, но создать условия для формирования корпоративной культуры, базирующейся на всеобщем участии персонала в процессе непрерывного совершенствования деятельности компании.
Процесс предотвращения ошибок, применяемый в Lean-системах
Широко распространенным методом предотвращения ошибок, который используется в Lean-системах является приём Poka-yoke.
Poka-yoke – (poka – случайная, непреднамеренная ошибка; yokе –предотвращение ошибок), (англ. Zero defects – Принцип нулевой ошибки) – принцип, заключающийся в поисках причин возникновения ошибок и создании методик и технологий, исключающих саму возможность их появления. Если другими способами, кроме правильного, работу выполнить невозможно, а работа выполнена, значит, выполнена она без ошибок – такова основополагающая идея метода.
Различные дефекты в продукции могут возникать из-за забывчивости человека, невнимательности, непонимания, неосторожности и т.п. Такого рода ошибки естественны и неизбежны, под таким углом их и надо рассматривать для нахождения способов их предотвращения.
Методика предотвращения ошибок предусматривает:
- создание предпосылок для бездефектной работы,
- внедрение методов бездефектной работы,
- систематическое устранение возникших ошибок,
- принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха.
Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изготовленное изделие будет бездефектным, а процесс его производства, соответственно, протекает без сбоев.
Повышение эффективности управления предприятиями за счет Lean-технологий
В целом использование принципов Lean может дать значительные эффекты (в разах):
- рост производительности – в 3-10 раз;
- уменьшение простоев- в 5-20 раз;
- уменьшение длительности цикла изготовления – в 10-100 раз;
- уменьшение складских запасов – в 2-5 раз;
- уменьшение случаев брака – в 5-50 раз;
- ускорение выхода на рынок новых изделий – в 2-5 раз.
Лучшая зарубежная и российская практика внедрения инструментов бережливого производства дает такие результаты :
- Электронная промышленность: сокращение этапов производственного процесса с 31 до 9. Сокращение производственного цикла с 9 до 1 дня. Высвобождение 25% производственных площадей. Экономия около 2 млн. долларов за полгода.
- Авиапром: сокращение срока выполнения заказа с 16 месяцев до 16 недель.
- Автопром: рост качества на 40%
- Цветная металлургия: увеличение производительности на 35%.
- Капремонт крупнотоннажных судов: высвобождение 25% производственных площадей. Сокращение времени одной из основных операций с 12 до 2 часов. Экономия около 400 тыс. долларов за 15 дней.
- Сборка автомобильных узлов: высвобождение 20% производственных площадей. Отказ от строительства нового производственного здания. Экономия около 2,5 млн. долларов за неделю.
- Фармацевтическая промышленность: сокращение отходов с 6% до 1,2%. Снижение потребления электроэнергии на 56%. Экономия 200 тыс. долларов ежегодно.
- Производство потребительских товаров: увеличение производительности на 55%. Сокращение производственного цикла на 25%. Сокращение запасов на 35%. Экономия около 135 тыс. долларов за неделю .
В целом, сегодня на российском рынке ощущается дефицит профессионалов, имеющих опыт оптимизации производственных процессов путем внедрения технологии «бережливого производства». Lean рассматривает любое производство с точки зрения оптимизации процессов силами всех работников компании. В этой глобальности подхода скрывается основная сложность методики «бережливого производства», так как специалист в данной сфере должен совмещать в себе навыки педагога и руководителя, прогнозиста и аналитика.
Заключение
Бережливое производство (lean production, lean manufacturing) представляет собой концепцию управления производственным предприятием, основанную на постоянном стремлении к устранению всех видов потерь. За счёт развёртывания на предприятии Lean -системы (системы бережливого производства) возможна практическая реализация инновационного подхода к повышению производительности труда. По сути, Lean-концепция – это определённая система взглядов на организацию производства, своего рода производственная парадигма, позволяющая реализовать ряд инновационных инженерных методологий повышения эффективности производства (в том числе и производительности труда) и создать условия для преобразования и формирования корпоративной культуры, базирующейся на всеобщем участии персонала в процессе непрерывного совершенствования деятельности компании.
Lean - целый образ мышления. Образ мышления, который оптимизирует рабочий процесс. Использует он для этого принципы работы и инструменты.
Бережливое производство или Lean зародилось на основе производственной системы заводов Toyota. Американские исследователи интерпретировали часть идей Тайти Оно и нашли созданную им систему пригодной не только для автомобилестроения, но и для любых других сфер.
Основа концепции бережливого производства - сокращение потерь. Потерей считается всё, что не делает продукт ценнее. Для сокращения издержек рабочий процесс максимально оптимизируется, упрощается там, где это надо. Также важной деталью Lean является постоянное стремление к совершенству.
Виды потерь
Потери и работа над их сокращением составляют немалую часть этого образа мышления. Создатели бережливого производства выделяют семь видов потерь. В разных источниках они могут называться по-разному.
- Частично выполненная работа. Когда работа над продуктом или его компонентом не завершена до конца, он не несёт пользы и не имеет ценности. А значит, ресурсы и время были затрачены впустую.
- Лишние этапы или процессы. Это те процессы, которые отнимают время и усилия, но не делают продукт дороже. Таким процессом может быть, например, написание отчётов.
- Ненужные функции или перепроизводство. Новая опция или функциональность может быть полезной, но если клиенту она не нужна, то на цене продукта это не скажется.
- Многозадачность и перемещение. Каждый сотрудник, да и команда в целом максимально эффективно работают над одной задачей. Чем больше задач выполняется одновременно, тем меньше эффективность труда.
- Ожидание. Рабочее время, потраченное впустую из-за того, что процесс мог остановиться или замедлиться на других этапах.
- Транспортировка или движение. Когда работники находятся далеко друг от друга, или сам процесс сборки/работы растянут, время на коммуникацию или передвижение частей продукта по этапам производства увеличивается.
- Дефекты. Дефектная продукция имеет низкую ценность либо заставляет команду тратить время на исправление дефектов.
Источники потерь
Также разделяют три типа или источника потерь.
- Муда - бесполезность, избыточность, расточительность. Это те потери, которые были описаны выше.
- Мура - неравномерность, отсутствие ритма. Издержки, возникающие из-за прерывистого графика, неравномерного производства.
- Мури - неразумность, перегруженность. Излишняя нагрузка сотрудников, из-за чего в долгосрочной перспективе они становятся менее эффективными.
Принципы Lean
Бережливое производство содержит несколько принципов и ряд ценностей. Ценности здесь играют, наверное, бо́льшую роль, так как отражают и поясняют всю концепцию.
- Ликвидация потерь.
- Усиление обучения.
- Принятие решений в последний ответственный момент.
- Сокращение времени задержек.
- Уважение к команде и работа над её эффективностью.
- Целостность и качество продукта.
- Видение полной картины.
Принципы - достижение максимального качества и устранение издержек. Выделяется пять этапов их реализации.
- Определение ценности продукта.<
- Определение потока создания ценности.
- Обеспечение непрерывного течения этого потока.
- Позволение потребителю вытягивать продукт.
- Стремление к совершенству.
Инструменты
В Lean дан широкий инструментарий. Одни инструменты регулируют переналадку оборудования, другие организуют рабочее место, третьи анализируют результаты труда. Интересно, что большинство инструментов применимо в различных сферах производства. Вот некоторые из них.
Карта потока ценности
Карта потока ценности - это схема, на которой изображается движение продукта или определённой его функциональности по этапам.
Каждый этап выделяется в прямоугольник и соединяется стрелкой со следующим. Под цепочкой из прямоугольников изображается время, которое продукт провёл в каждом из них и потратил на перемещение между ними. На основе карты потока времени легко высчитать, какие этапы занимают больше времени, а также сколько суммарно часов или дней тратится на ожидание или переходы.
5 «Почему?»
Пять «Почему?» - метод решения проблемы. Он позволяет дойти до первоисточника неполадок или потерь. Это достигается за счёт последовательных пяти вопросов «Почему?» при обнаружении проблемы. После этого решение, как правило, становится гораздо очевидней.
5S
5S - это также один из lean-инструментов, направленный на улучшение организации рабочего места. Он состоит, как можно догадаться, из пяти компонентов или шагов (5 Steps).
- Сортировка - разделение всех предметов на нужные и ненужные, избавление от последних.
- Соблюдение порядка - организация хранения нужных вещей таким образом, чтобы к ним легко можно было получить доступ.
- Содержание в чистоте - регулярная уборка рабочего места.
- Стандартизация - составление стандартов для трёх вышеизложенных шагов.
- Совершенствование - поддержание установленных стандартов и их улучшение.

Применение Lean
Бережливое производство наиболее выгодно внедрять именно в производственных отраслях. Именно там Lean позволяет серьёзно экономить и уменьшать издержки. Образ мышления и инструменты удобно вводить и в масштабах предприятия, и в небольших коллективах. В сфере ПО даже создана бережливая разработка программного обеспечения - методология, использующая концепцию Lean и её принципы.
Начало повсеместного применения технологий бережливого производства положила компания Toyota. Последовав её примеру, многие крупные фирмы во время различных кризисов стали искать способы снизить издержки и пришли к Lean. Сейчас его принципов придерживаются 2/3 компаний в США. Отчасти ещё и потому что государство содействовало в распространении методик.
В России не так много компаний желают организовывать рабочий процесс при помощи философии. Тем не менее постепенно крупные компании переходят к новым методам производства. РЖД, КАМАЗ, «Иркут» и «Росатом» успешно внедрили Lean и добились благодаря нему неплохих результатов.
Литература о Lean
О бережливом производстве, как и о гибких методологиях, написано немало разной литературы. Три книги, благодаря которым можно начать разбираться в Lean и применять её.
1. «Бережливое производство: Как избавиться от потерь и добиться процветания вашей компании», Джеймс П. Вумек, Дэниел Джонс.
2. «Производственная система Тойоты», Тайити Оно.
3. «Производство без потерь для рабочих».
4. «Бизнес с нуля. Lean Startup», Эрик Рис.
Бережливое производство - это система управления, при которой продукция изготавливается в точном соответствии с запросами потребителей и с меньшим числом дефектов по сравнению с продукцией, сделанной по технологии массового производства. При этом сокращаются затраты труда, пространства, капитала и времени.
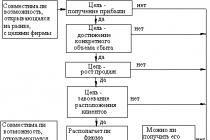
Для чего именно нужно БП:
- Увеличение отдачи от капитала за счет сокращения запасов и сокращения времени с момента заказа до момента доставки.
- Обеспечение роста бизнеса посредством делегирования ответственности и высвобождения собственника или руководителя от текущих проблем.
- Снижение и обеспечение .
- Изменение отношения к конкуренции через больший фокус на запросах клиентов, а не на сравнении своего предложения с другими представленными на рынке.
- Использование внутреннего потенциала сотрудников и предприятия за счет вовлечения каждого в процесс решения проблем.
1. Ориентация на потребителя
3. Организация производственных ячеек

Вживую выглядит так:
Цель: повысить производительность труда. Один человек может достигнуть такого совершенства, что сможет обслуживать сразу несколько единиц оборудования.
4. Сокращение длительности выпуска заказа
Все, чем мы занимаемся, — это следим за временем между размеще-нием заказа потребителем и получением денег за выполненную работу. Мы сокращаем этот промежуток времени, устраняя потери, которые не добавляют ценности ( , 1988).
Нужно добиваться того, чтобы с того момента, как клиент подал заявку до момента, когда он получил свой заказ, проходило как можно меньше времени.
В этом процессе нужно ориентироваться на два понятия: время цикла и время такта.
Время цикла (длительность выпуска заказа) - это длительность прохождения изделия по всему потоку от начала до конца.
Время такта - это частота, с которой готовые изделия выходят с линии. Целевое время такта определяется рыночным спросом (например: нам нужно 2 автомобиля к сутки).
Массовое производство имеет очень короткое время такта (выпускает как из пулемета), но очень длительное время цикла (каждая из единиц производится долго). помимо замораживания материальных средств в виде незавершенного производства это также очень снижает скорость производства редких марок продукции.
5. Гибкость
В массовом производстве переналадка оборудования делается крайне редко - оборудование производит детали гигантскими партиями. В бережливом производстве следует изготавливать детали небольшими партиями, поэтому требуется часто переналаживать оборудование. Именно поэтому в нем очень развит инструмент
6. Устранение потерь
Для того, чтобы сократить время цикла, устраняют потери. Потери - это всё, что не добавляет ценности конечному продукту. Прибыль повышается за счет устранения потерь на производстве.
Виды потерь:
- Перепроизводство - вся непроданная продукция, загромождающая склад готовой продукции;
- Излишние запасы - на них потрачены деньги, но они лежат без дела. Портятся, теряются. Требуют инвентаризации. Всё это лишние затраты;
- Ожидание - людей, деталей, продукции. Всё, что находится без дела, стоит без движения в очереди куда-то;
- Транспортировка - уменьшить по времени и расстоянию;
- Лишние движения во время рабочих операций - не оптимизированная работа людей руками. Лишняя работа из-за несовершенства инструмента.
- Излишняя обработка - когда мы делаем то, что не нужно клиенту;
- Дефекты, брак;
- Нереализованный потенциал сотрудников .

7. Внутрицеховая логистика
Поток создания ценности, а также потоки снабжения по возможности должны двигаться в едином направлении, исключая возвратные и пересекающиеся потоки. Длина путей перемещения также должна быть максимально сокращена. Для этого используется инструмент "Диаграмма спагетти", с помощью которой анализируем все перемещения, после чего решаем, как их оптимизировать.

8. Всеобщее вовлечение в процесс совершенствования
Для того, чтобы устранять 8 видов потерь, этим постоянно должны заниматься все сотрудники компании во главе с первым лицом. - это ключевое условие успеха.
Для вовлечения очень полезно вот это:
Для этого потребуется отказ от в пользу открытого признания проблем. Отказ решать проблемы методом замены людей или методом "найти и наказать виновных".
Иначе ваш процесс совершенствования поломается о то, что ваши сотрудники будут .
Как это выглядит на практике:
Или так:
Ключевая особенность совершенствования - непрерывность. Нельзя перестроить предприятие, а потом к этому вопросу не возвращаться. Проект - это что-то имеющее начало и конец. А процесс совершенствования должен быть вектором.
Как часто нужно тренироваться чтобы быть спортсменом? Постоянно. Как часто нужно повышать свою квалификацию чтобы быть профессионалом? Постоянно.
Также и с производством. Японцы в этом плане впереди всей планеты и у них краеугольный камень: постоянное совершенствование. Нон-стопом десятилетиями.
Как японцы считают порочно: повседневная работа + совершенствование
Как японцы считают правильно: повседневная работа = совершенствование
Совершенствование должно быть неуклонным. Нельзя 1 раз сделать что-то здоровое и жить до 100 лет. Правильный образ жизни нужно поддерживать на протяжении всей жизни непрерывно.
Подробнее про совершенствование:
Совершенствование наращивает определенную рутину:
Если сделать преобразования и больше к этому вопросу не возвращаться, то произойдет вот что:
Также:
9. Иди в гембу (иди и смотри)
Важнейший принцип совершенствования и вовлечения. Он заключается в том, что начальники не должны заниматься развитием предприятия из кабинетов. Они должны идти в цех и смотреть, как выполняется работа. Или идти и смотреть по месту, где происходит брак. Искать причину его возникновения. Японский начальник всегда идет на передовую. Туда, где создается ценность.
Придя на место создания ценности (на гембу) нужно искать корневые причины появления проблем. Не дергать верхушки, а копать до самого корня. Для этого есть метод "5 Почему?". 5 раз или больше под ряд задав вопрос "почему?" рабочему на участке, можно выяснить, "откуда ноги растут". И принять действенные меры. Подробнее:
Это что касается потока создания ценности. А вообще, проблемы нужно искать не только в гемба, но и в администрации.
10. Ориентированность на процесс, а не на результат
У нас могут похвалить, если ты как-то обманул систему и выкрутился из сиюминутной проблемы. Потырил детали из какого-то другого заказа (который отгружать через 2 дня, а не сегодня), или руками влез в приоритет работы участка изготовления металлических деталей для повторного изготовления каких-то деталей, потерянных на твоем заказе, который сегодня отгружать.
Заказ с грехом пополам отгрузили, и все такие "фух!" выдохнули. Сейчас нужно разобраться, почему так произошло на этом заказе. Как потеряли изготовленные детали, и почему вовремя не приехали покупные. Но подождите-ка! Мы только что забрали детали из заказа, который отгружать послезавтра! Теперь нужно срочно думать, как его отгружать. Кроме того, мы вмешались в приоритет металлического участка, и он теперь работает с запозданием, и с этим тоже нужно что-то срочно делать! Поэтому некогда сейчас заниматься выяснениями, почему так произошло. Да и потом: всё же получилось. Результат же есть. А это - самое главное! (нет)
В бережливом производстве нужно именно постоянно совершенствовать процесс, и тогда уже он будет давать стабильный результат.
Подробнее:
11. Система 5S
5С - это система организации рабочего пространства, установления и поддержания порядка, чистоты, дисциплины и создания безопасных условий труда. Система 5С помогает быстро избавиться от накопившегося на производстве и в офисе хлама и исключить его появление в дальнейшем.
Система нужна для всеобщего вовлечения, а также для повышения производительности труда очень полезен 5S. Когда мы избавились от всего ненужного, разложили все предметы по местам, подписали их места хранения и следим за чистотой и порядком, это очень перестраивает сознание людей. Настраивает их на совершенствование. Также, становятся очень заметны люди, которые не хотят принимать в этом участия.


В Японии никто никогда не гнушался "совершенствованием ради совершенствования" без прямой денежной выгоды. Всё это создает философию, создает дух. Не всё измеряется деньгами. Есть еще и
Подробнее:
12. Отказ от массового контроля
Отказ от массовых проверок продукции на выходе, а также отказ ставить сотрудника ОТК после каждого станка. Вместо этого возложение обязанностей с проверкой на самих рабочих на последующих стадиях выполнения работы. Такое возможно только в культуре совершенствования, где виновников не наказывают и не штрафуют, а просто пытаются выяснить, что вызвало брак и устранить возможность появление брака в будущем. Например при помощи внедрения способов защиты от непреднамеренных ошибок (Пока-ёке):

Тогда рабочие не будут бояться сообщать о бракованных деталях друг друга, и сотрудники ОТК не будут нужны в таком количестве.
Это лучше, чем проверять всю продукцию в самом конце, т.к. в конце на нее затрачено уже гораздо больше ресурсов, чем если бы брак был обнаружен на самых ранних этапах. Поэтому при возникновении брака на одном из участков конвейер останавливают, пока не выяснят в чем дело. Чтобы не гнать брак дальше. Японцы даже первыми придумали технологию, которая останавливает оборудование при возникновении брака автоматически.
13. Стандартизация + обучение на рабочем месте + контроль
Улучшения бессмысленны, если на рабочих местах нет стандартов. Потому что если стандарта нет - .
Стандартизировать операции нужно так:
После того, как стандарты составлены, лучший опыт должен быть тиражирован посредством обучения:
Потом выполнение стандартов надо будет контролировать: (параллельная структура управления)
14. Визуализация
Для того, чтобы вовлеченные сотрудники могли улучшать процессы, процессы должны быть визуальны, понятны и стандартизированы. Всё должно быть визуализировано и прозрачно и обозначено. В мутной воде совершенно непонятно, что происходит и как всё устроено, поэтому нет идей как это улучшить. Не видно потерь. Цель в том, чтобы любой человек, придя на участок, не задавая вопросов понял, как тут всё устроено, как должно работать и не происходит ли нарушений.
Визуализация выглядит вот так:


15. Статистическое управление
Бережливое производство в своих решениях опирается на анализ и факты. А факты - это статистика. Руководство должно принимать решения на основании статистических данных о производстве.
Подробно рассмотрено в книге "7 инструментов управления качеством", Хитоси Кумэ
Основной инструмент по выявлению потерь. Тяжелая артиллерия, так сказать. Можно сказать, что это огромная фотография рабочего дня всего процесса. Мы зарисовываем всё, что делается. Фиксируем время, информационные потоки, количество персонала на операциях, простои, дефекты и другую важную информацию. На основании всего этого мы делаем одну большую карту, созерцая которую ищем возможности для улучшений.

На стене - это архаичный метод. Можно в Экселе.
Меня иногда спрашивают какую КНИЖКУ прочитать, чтобы понять бережливое производство с нуля

Честно сказать, до сегодняшнего дня я подходящей книги не знал. Поэтому-то мне и пришлось самому написать заметку "Бережливое производство с нуля". И вот, наконец-то хорошая книжка появилась! Кто-то постарался. В ней хорошо проработана структура, и сделана крутая инфографика. Она во сто раз лучше аналогичной .
У меня уже была заметка "Бережливое производство с нуля", и я решил приделать эту книгу к своей заметке, т.к. в книге написано то же самое. Написано так же просто, но более подробно. Поэтому кому после этой заметки захочется копнуть глубже, то можно скачать книгу по ссылке.
прочитано
Бережливое производство, или lean production, уверенно внедряют многие российские предприятия. В 2017 году вышла серия ГОСТов по бережливому производству, но далеко не все специалисты знакомы с этой концепцией. Для молодых профессионалов и компаний, находящихся в поиске оптимального пути повышения эффективности, материал может стать путеводителем в мир lean production.
2 8 15/11/2018
С чего все началось: от кризиса до концепции
История бережливого производства началась с кризиса в компании Toyota. В 50-х годах XX века в послевоенной Японии бушевал финансовый кризис. Он был связан с истощением финансовых и производственных ресурсов. Единственным способом выживания компаний являлось улучшение качества продукции с одновременным снижением себестоимости.
Именно в этот момент Тайити Оно, прародитель концепции бережливого производства, стал исполнительным директором завода Toyota Motor. Он придумал и внедрил уникальную производственную систему, которая позже стала именоваться Toyota Production System (TPS). Она основывалась на выявлении операций, которые добавляли ценность для потребителя и сокращали непроизводительные затраты. С этого момента начался золотой век компании Toyota, которая успешно вышла на мировой рынок, покорив потребителей соотношением цены и качества своих автомобилей.
В начале 80-х на рынке США появились автомобили Toyota. Они неожиданно быстро стали популярны, перехватив изрядную долю рынка у большой тройки автопроизводителей США. После этого в Японию на завод Toyota отправилась группа американских ученных во главе с Джеймсом П. Вумеком и Даниелем Т.Джонсом. В результате исследований производственной системы «Тойоты» они сформулировали концепцию бережливого производства и изложили ее в своих книгах, которые позже стали бестселлерами.
Хотя концепции lean production и TPS основаны на производственной системе Toyota и их принципы очень похожи, некоторые эксперты различают их следующим образом: TPS – путь конкретной компании, который уникален, а бережливое производство – набор методов, инструментов, механизмов и философия, которые основываются на этом опыте и могут быть реализованы на других производствах
8 видов потерь
Тайити Оно выступал за борьбу с непроизводительными потерями (муда), то есть за уменьшение любой деятельности, которая потребляет ресурсы, но не добавляют ценности для конечного потребителя. Для этого в первую очередь нужно определить операции, повышающие ценность. И это не всегда просто. А затраты на остальные операции надо сделать минимальными.
Рассмотрим пример покраски забора. Рабочий берет со склада краску и кисточку, подходит к забору, окунает кисточку в краску, проводит несколько раз ей по забору, повторяет цикл, регулярно чистит кисточку, в конце рабочей смены он относит оставшиеся материалы на склад, а его начальник проверяет работу. Из всех описанных операций только проведение кисточкой по забору добавляет ценность для потребителей.

Тайити Оно выделил семь основных групп потерь. Восьмую группу сформулировал Джеффри Лайкер . Этот вид потерь также стал каноническим для бережливого производства. Речь идет о следующих видах:
- Перепроизводство. Причины возникновения потерь этой группы – выведенные из оборота средства организации, стоимость аренды складов и зарплата ответственного персонала.
- Ожидание в очередях. Основные источники этого вида потерь связаны с простоем оборудования и персонала, который ожидает поставки необходимых комплектующих.
- Транспортирование. Это потери, связанные со стоимостью излишнего перемещения продукта как на самом производстве, так и от поставщиков/потребителей (износ транспортировочного оборудования, стоимость логистики, появление брака в результате транспортировок).
- Производственные процессы, не создающие добавленной стоимости. Это затраты связанные, например, с добавлением товару функций, не нужных конечному потребителю (холодильник со встроенным экраном), или проведение технических операций, которые не добавляют ценности потребителю.
- Лишние материально-производственные запасы. Данный вид потерь связан с затратами на аренду складов для хранения продукции, на зарплату ответственному персоналу, с рисками превысить срок годности запасов.
- Лишние движения. В данном случае потери возникают из-за того, что сотрудник тратит время на лишние перемещения в рабочем пространстве, поиск необходимых инструментов и т.д. На некоторых участках производства потери времени могут составлять до 20%.
- Потери, связанные с качеством. В этот вид потерь входят потери на исправление брака, утилизацию неисправимого брака и излишние проверки качества изделий.
- Потери от нереализованного творческого потенциала сотрудников. Они связаны с тем, что сотрудник выполняет не свойственные ему виды работ или делает то, к чему у него нет способностей либо интереса. Данные потери чаще всего обусловлены отсутствием инструмента по поиску и поддержке производственных инициатив сотрудников.
Основным способом борьбы с потерями, согласно концепции бережливого производства, служат принципы вытягивания производства и Just in time .
Принцип вытягивания производства подразумевает, что заказ на каждый этап производства приходит от последующего участка производственного процесса (внутреннего потребителя), а начинается все с тщательного изучения потребностей и предпочтений конечного потребителя (внешнего потребителя – клиента). Но в условиях крупного производства этого добиться крайне сложно, поэтому исходящий сигнал подает команда маркетологов, которая оперативно и непрерывно мониторит ситуацию на рынке. Это позволяет избежать потерь от перепроизводства.
Принцип Just in time предполагает, что система планирования и организации работы компании построена так, что все необходимые элементы поступают в производственный процесс в нужный момент и в необходимом количестве. Также этот принцип предполагает бездефектное производство, так как брак может сломать всю четкую систему планирования.
Для реализации концепции бережливого производства применяют широкий спектр методов.
5S
Это, наверное, самый популярный метод бережливого производства. Его суть заключается в рациональной и эффективной организации рабочего пространства. Он нацелен на борьбу с потерями, возникающими в результате поиска нужного инструмента, а также в результате брака из-за неисправного оборудования или неубранного рабочего места сотрудника. В этой системе рабочее пространство рассматривается как индивидуальное рабочее место отдельного сотрудника (от директора до уборщицы), так и производственное помещение в целом.
Метод 5S базируется на соблюдении пяти основных принципов
Seiri – сортировка
Необходимо разделить все предметы в рабочем пространстве на группы:
- всегда нужные: находятся в рабочем пространстве;
- иногда нужны: вынесены из рабочего пространства, но остаются в пределах досягаемости;
- ненужные: должны быть удалены.
Основная идея этого принципа: чем меньше вещей нас окружает, тем легче работать.
Seiton – соблюдение порядка
Для каждой вещи и инструмента должно быть определено свое конкретное место. Этот порядок необходимо поддерживать. Выбор места для инструментов должен проводиться рационально:
- вещь, которой пользуются постоянно, всегда находится под рукой;
- вещи, которые необходимы редко, не должны мешать сотруднику.
Чаще всего при внедрении 5S контуры вещей прорисовываются прямо на рабочем месте, а сотрудники службы качества регулярно проводят аудит рабочего места.

Это самый понятный принцип метода 5S. Пыль и грязь провоцируют брак и потери, а следовательно, влияют на эффективность и себестоимость. В большинстве случаев этот принцип трактуют как регулярную уборку не только помещения, но и рабочего места. Однако существуют два нюанса.
- За уборку рабочего места отвечает не только уборщица, но и сам сотрудник.
- Производство нужно устроить так, чтобы мусора и отходов было как можно меньше, и они должны быть локализованы.
Shisuske – стандартизация
У каждого сотрудника должны быть под рукой наглядные инструкции по его деятельности. Они должны быть минимизированы, понятны, визуализированы. Регулярно проводятся стандартизованные проверки технологического оборудования в рабочем пространстве.
Seiketsu – совершенствование
Для существования системы 5S необходимо не только поддерживать уже разработанные механизмы, но и постоянно их совершенствовать. Производственный цикл не стоит на месте, компании меняются, механизмы 5S должны меняться вместе с ними.
В настоящее время появилась система 6S. Она отличается от метода 5S трактовкой последней S. В 5S последний пункт – совершенствование, а в 6S – дисциплина и привычка.
Стандартизация
Этот метод подразумевает создание наглядных инструкций для сотрудников, описывающих основные процессы производства. Инструкции должны регламентировать все операции, которые выполняет сотрудник, максимально коротко, понятно и наглядно.
Максимальный объем инструкций должен составлять 3 страницы, лучше всего – менее одной. Желательно использовать инструкцию с максимальной визуализацией, хорошим примером этого подхода служат, например, инструкции по сборке мебели IKEA, инструкции по охране труда компании «Артис», правила сборки конструкторов LEGO.

Помимо рабочих инструкций, в организации кратко и понятно должны быть описаны все процессы. Для этого, как правило, используются блок-схемы.
Все инструкции должны быть оформлены по единым правилам для всей организации и регулярно обновляться. Руководству следует контролировать выполнение инструкций сотрудниками. В случае выявления отклонений следует провести анализ и определить, почему сотрудник отклонился от инструкций: из-за желания упросить себе жизнь в ущерб производственному процессу или он нашел более оптимальный путь выполнения операций. В последнем случае его опыт следует внедрить в организации, а сотрудника премировать.
Этот метод направлен на уменьшение вариабельности рабочего процесса, снижение количества брака, а также облегчение процесса адаптации новых сотрудников в производственный процесс.
Poka-Yoke
Название этого метода переводится на русский язык как «защита от оплошностей» или «защита от дурака». Он направлен на создание таких условий, при которых сотруднику просто невозможно совершить ошибку, то есть на максимально возможное исключение «человеческого фактора».
Этот метод сугубо практический, поэтому общих принципов для него не существует. Для понимания идеи – несколько примеров:
- Использование конструктивных элементов, которые делают невозможной неправильную сборку всей конструкции. Например, форма SD- или флеш-карт не позволяет вставить их в носитель не той стороной.

- Цветовая маркировка элементов при производстве. Элементы, которые должны быть соединены между собой, маркируются одним цветом. Например, провод и его разъем маркируются одним цветом: красное к красному, желтое к желтому.

- Автоматизированная система контроля. Создание системы, которая не пропустит элемент на следующий участок производства, если в нем есть брак. Например, на конвейерной линии рабочий должен соединить две детали четырьмя шурупами в сквозные отверстия. После выполнения этой процедуры на ленте установлен фотоэлемент, и, если один из шурупов не закреплен, данный элемент не проходит дальше.
Этот метод также используют для предотвращения производственного травматизма. Например, на конвейерной ленте для распила мебельного щита сотруднику нужно нажать на две кнопки двумя руками. Это сделано для того, чтобы сотрудник не смог при работающей фрезе одной рукой попытаться поправить мебельный щит. Как только он отпускает одну из кнопок, фреза останавливается.
Применение этого метода уникально для каждой отдельной организации, однако игнорировать его нельзя.
Канбан
Это основной метод для реализации JIT и вытягивающего производства. Изначально, это были карточки, которые сотрудник на производственной линии передавал своим внутренним поставщикам, когда у него заканчивались элементы, необходимые для производства. Сейчас исполнителем не требуется передавать карточки, это делает автоматизированная система.
Тайити Оно сформулировал основные правила использования метода канбан:
- Никто не может изготавливать детали без получения заказа на них.
- Карточка канбана должна прикрепляться к любой детали или партии деталей.
Использование метода канбан позволяет:
- добывать информацию о месте и сроках получения и транспортировки продукции;
- предотвращать перепроизводство;
- предотвращать появление дефектной продукции, выявляя, на каком именно этапе происходят дефекты.
Метод быстрой переналадки оборудования (SMED)
Данный метод является сугубо практическим и уникальным для каждой отрасли. Его основная задача – сокращение времени на переналадку оборудования. Это позволит производить детали мелкими партиями, что в свою очередь инициирует применение принципов вытягивания и JIT. Подробно описывать технические решения этого метода нецелесообразно, так как в большинстве случаев они уникальны для каждого предприятия.
Справка
Выше рассмотрены самые популярные, но далеко не все методы и инструменты бережливого производства. Среди не попавших в обзор:
6 сигм – методология, направленная на создание бездефектного производства.
Кайдзен – система непрерывного совершенствования процессов в организации.
Анализ узких мест – методология, направленная на поиск и устранение так называемого бутылочного горлышка в производстве.
Пять «почему?» – метод поиска решений возникших проблем.
Карта потока создания ценности – инструмент позволяющий выявить операции, добавляющие ценность продукции для конечного потребителя.
Всеобщее обслуживание оборудования (TPM) – методология, направленная на увеличение срока службы и эффективности оборудования.
Визуализация производства – данный метод нацелен на информирование сотрудников о состоянии производства простыми визуальными средствами, и другие.
Хотя все приведенные методы разрабатывались для производственных компаний, концепция бережливого производства широко используется в сфере услуг, например, в логистике, медицине, ИТ-сфере.
Для успешной организации бизнеса важно применение системы бережливого производства. В самом названии этой системы заложен главный принцип – наладить работу таким образом, чтобы исключить лишние трудовые, временные, финансовые и другие затраты. Если говорить о том, что такое бережливое производство кратко, то оно представляет собой концепцию грамотного управления, которая позволяет оптимизировать любые бизнес-процессы.
Основные цели бережливого производства
Применение концепции позволяет достигнуть несколько целей. Обобщающей же целью внедрения бережливого производства является полномасштабное снижение затрат всех ресурсов, используемых в бизнесе, без ущерба для качества продукции, товара или услуги.
На выявление которых ориентировано внедрение бережного производства, касаются:
- Перепроизводства, когда производятся никому не нужные продукты либо выпускается слишком много продукции;
- Запасов, когда в производственный процесс поступает избыточное количество материалов, необходимых для изготовления продукта;
- Избыточной обработки – усилия, которое не влияет на итоговую ценность продукта для клиента-потребителя;
- Лишних движений при перемещении работников, инструментов, оборудования, что никак не влияет на улучшение продукции;
- Дефектов, брака продукции, которая проверяется, сортируется, при необходимости утилизируется, либо происходит смена ее сортности, производится ее ремонт, замена;
- Ожидания – затрат по времени, которые связаны с ожиданием работников, материалов, оборудования, информации;
- Транспортировкой – перемещением частей либо материалов внутри производственной организации.
Принципы и инструменты бережливого производства
Любая концепция строится на определенных по своим особенностям принципах. Основными принципами бережливого производства на предприятии является:
- Определение ценности производимого продукта для конечного клиента-потребителя.
- Определение потока создания ценности для выпускаемой продукции.
- Обеспечение непрерывности обновленного производства продукта.
- Стремление делать только то, что нужно конечному потребителю.
- Постоянное совершенствование бизнеса.
Рассмотрим более подробно каждый из вышеперечисленных 5 принципов внедрения бережливого производства.
Принцип №1 позволяет выявить, что ценно в выбранном продукте для конечного потребителя. Нередко на предприятии прилагаются лишние усилия, которые не влияют на ценность продукта. Именно их нужно определить, чтобы добиться желаемого результата от внедряемой системы.
Принцип №2 дает возможность определить потери в ходе производства продукта. Для этого следует описать все действия, предпринимаемые на предприятия, результатом которых является поставка продукта конечному потребителю.
Принцип №3 обеспечивает проведение модернизации действий в производственной цепочке так, чтобы они выполнялись в непрерывном режиме. Между действиями не должно быть временных и других потерь.
В ходе применения принципа №4 получается добиться производства продукта только того вида и в том количестве, которое требуется клиентам-потребителям. Учет потребностей последних обязателен, если поставлена цель организовать бережливое производство на предприятии.
Принцип №5 – очень важный при использовании технологии бережливого производства. Производство будет оставаться бережливым только путем постоянного его совершенствования, сокращения ненужных усилий и затрат.
В результате применения всех базовых принципов получится добиться существенного снижения издержек. Итог внедрения даст возможность:
- Предложить потребителю нужный ему продукт;
- Снизить стоимость продукта при необходимости;
- Повысить объемы продаж за счет удовлетворенного в своих потребностях клиента.
Методы, инструменты внедрения бережливого производства

Основные методы и являются практическими элементами для эффективного достижения поставленной цели.
Область применения инструментов бережливого производства
Сегодня методология бережливого производства применяется в различных производственных сферах. Она используется в разных отраслях, на больших и менее крупных предприятиях. Применение метода бережливого производства наблюдается в деятельности компаний, занимающихся:
- Производством
- Оказанием логистических услуг;
- Банкингом и торговлей;
- Созданием и внедрением информационных технологий;
- Строительством;
- Медицинским обслуживанием;
- Добычей нефти, различных полезных ископаемых и пр.
Важно, что бережливое производство на предприятии, занимающемся определенным видом деятельности, подлежит адаптации к конкретным производственным условиям. В этом случае всегда получается добиться повышение уровня эффективности работы, сокращая различного типа потери.