El diseño de la mayoría de los modelos de fresadoras de consola modernas brinda la posibilidad de configurar varios ciclos semiautomáticos y automáticos de movimientos de mesa. En máquinas de versiones anteriores, la automatización del ciclo solo se puede lograr con la ayuda de accesorios mecánicos, eléctricos o neumohidráulicos.
Con una automatización compleja, el ciclo de movimientos de la mesa se complementa ciclo automatizado funcionamiento del dispositivo de carga y del dispositivo de sujeción. Estos dos ciclos están estrictamente vinculados entre sí y se controlan automáticamente desde los topes ubicados en la máquina. Los topes pueden actuar sobre los finales de carrera, cuyos mandos son transmitidos por los electroimanes de las válvulas neumáticas, o sobre las palancas de las válvulas de distribución.
En la Fig. 109 muestra un esquema de un dispositivo neumohidráulico típico diseñado para automatizar las fresadoras de consola modelos 680 y 610. El accionamiento neumohidráulico proporciona el siguiente ciclo automático: acercamiento rápido de la mesa con la pieza al cortador, avance de trabajo, retracción rápida de la mesa para su posición original. El funcionamiento del dispositivo de carga y el accesorio es consistente con los movimientos de la mesa; el esquema del dispositivo le permite cambiar la velocidad de avance en cualquier parte de la ruta.
La figura muestra: I - una caja con equipo neumático para invertir el avance de la mesa; II - una caja con equipo hidráulico para regular la velocidad de avance de la mesa; III - cilindro neumohidráulico; la cavidad izquierda del cilindro está llena de aire comprimido y la derecha, con aceite.
Al abrir la válvula de entrada 1 (Fig. 109, a), el aire que proviene de la red a través de la válvula de distribución 5 ingresa a través del tubo b hacia la izquierda
cavidad A del cilindro 13 e informa a este cilindro de un movimiento acelerado hacia la izquierda junto con la mesa 14 de la máquina a la que está acoplado; el pistón 12 está fijo en la máquina inmóvil. Desde la cavidad derecha B del cilindro, el aceite se desplaza libremente a través de la tubería d a través de la válvula abierta 8 hacia el tanque de aceite 11 (la primera fase del ciclo).
Con un mayor movimiento de la mesa, la leva 15 fijada en su ranura lateral a través de la palanca 7 con el rodillo cierra la válvula S, después de lo cual el aceite desplazado de la cavidad derecha pasa a través de la válvula reductora de presión 9 y el acelerador 10 \ de este momento en que se realiza un avance de trabajo lento (la segunda fase del ciclo) . El propósito de la válvula reductora de presión 9 es asegurar una presión constante frente al acelerador para estabilizar la tasa de alimentación cuando las fuerzas de resistencia cambian durante el procesamiento.
La conmutación automática del carrete de distribución 5 y la inversión de la mesa se realizan mediante los topes 16 y 17 a través del carrete auxiliar 3 (carrete servo). Al final de la alimentación de trabajo, la parada U7, actuando sobre el mango del carrete del servo, cambia el carrete principal 5 y el aire comprimido de la red comienza a fluir a través del tubo hacia el tanque 11.
El aire comprimido, ejerciendo presión sobre el aceite, lo desplaza del tanque 11 y, sin pasar por los mecanismos 9 y 10, a través de la válvula de retención 6 ingresa libremente a la cavidad derecha B del cilindro y provoca un movimiento inverso acelerado de la mesa; en este momento, el aire de la cavidad izquierda A del cilindro a través del carrete 5 y el silenciador sale a la atmósfera (la tercera fase del ciclo).
La necesidad de utilizar un carrete de servo 3 con un pistón de doble cara 2 se debe a lo siguiente. Durante la transición de la segunda fase del ciclo a la tercera, el carrete es cambiado por una mesa de máquina que se mueve lentamente. Como resultado, hay una posición "muerta" del mecanismo, en la que los canales de entrada y salida de aire están bloqueados y el suministro de la mesa se reduce drásticamente o se detiene por completo. El uso de un carrete servo asegura la conmutación instantánea del carrete de distribución principal 5.
Con la posición "muerta" del carrete del servo 3 que se muestra en la Fig. 109, b, el aire de la red continúa fluyendo libremente hacia el carrete 5 (Fig. 109, a) a través del canal ay más adelante. tubo b-cilindro. Por lo tanto, la alimentación de trabajo de la mesa no se detiene. Cuando el carrete 3 pasa la posición vertical, el aire de la red moverá instantáneamente el pistón 2 hacia la derecha y, por lo tanto, también girará instantáneamente el carrete 5 conectado por el engranaje 4 al pistón 2. En este caso, el aire del cilindro 13 se libera a la atmósfera, y el aire de la red ingresa al tanque 11 y la mesa 14 comienza a moverse rápidamente hacia la derecha. Luego el tope 16 vuelve a cambiar las bobinas y se repite la primera fase del ciclo, etc.
Una sección del cilindro neumohidráulico 13 con un pistón fijo 12 y una varilla hueca se muestra en la Fig. 110. El cilindro está unido a la mesa y el pistón está unido a la corredera transversal de la máquina. De acuerdo con las condiciones de disposición del dispositivo neumohidráulico, el carro transversal de la máquina fue reemplazado por otros nuevos.
El diseño de la caja con equipo neumático se muestra en la Fig. 111. Los elementos principales de la caja son: distribución plana

carrete 5, carrete de servo plano 3 y pistón de doble cara 2, cuya varilla está hecha en forma de riel.
El carrete del servo está controlado por las levas 16 y 17 instaladas en la ranura lateral del escritorio de la máquina. El mango 18 está diseñado para controlar el carrete durante el ajuste.
Con las posiciones de los carretes que se muestran en la Fig. 111, el aire de la red a través del canal A y a través de un orificio pasante B en el carrete 5 ingresa a la cavidad C, presionando ambos carretes contra el plano del cuerpo de la caja. Desde la cavidad B a través del orificio pasante D en el carrete 5 y el canal D, el aire ingresa a la cavidad izquierda del cilindro de trabajo y hace que la mesa se mueva hacia la izquierda.

Desde la cavidad B, el aire también ingresa a través del orificio pasante Y en el carrete 3 y el canal K hacia la cavidad derecha L del cilindro auxiliar. En este caso, la cavidad izquierda M del cilindro a través de los canales I y O, la ranura I en el carrete auxiliar y el canal P están conectados a la atmósfera.
Cuando la mesa llega a la posición extrema izquierda, la leva 17 hace girar el carrete auxiliar 3; en este caso, el orificio pasante C en el carrete coincide con el orificio O, y la ranura I conecta los canales P e I. Luego, el aire de la cavidad B a través de los canales O e I va a la cavidad izquierda M, mueve el el pistón 2 hacia la derecha y a través del engranaje 4 gira la válvula de distribución 5. En este caso, el orificio B está conectado al orificio 7 a, la ranura G comunica el orificio D con el canal F. El aire de la cavidad C ingresa a través del canal E al tanque de aceite , desplaza el aceite de allí, que pasa a la cavidad derecha del cilindro de trabajo, y la mesa comienza a moverse hacia la derecha. La cavidad izquierda del cilindro de trabajo está conectada a la atmósfera. En el cuerpo, además de los carretes, se monta una válvula de entrada 1.
La caja II con equipo hidráulico se muestra en la Fig. 112. Su propósito es cambiar y estabilizar la velocidad de la mesa. Consiste en un estrangulador 10 con un mango 19, un émbolo S, una válvula reductora de presión 9, una válvula de retención con una bola 6 con resorte y un manguito 22, y una tubería 21.
Con un ralentí acelerado de la mesa a la izquierda, el aceite desplazado de la cavidad hidráulica del cilindro, pasando a través de los canales L y B, presiona la bola 6 contra el manguito 22. Luego, el aceite se dirige a través del émbolo elevado 8, canales B y D, cavidad O ya través de la tubería 21 hacia el tanque.
Al final de la carrera de ralentí, la leva 15 montada en la mesa (ver Fig. 109, a) presiona el émbolo 8, cerrando el paso de aceite al canal B. Luego, el aceite desplazado del cilindro pasa a través de los canales L, 5 , C, a través de la cavidad P de la válvula de reducción, estrangulador 10, canales E, K, G y cavidad O en el tanque, realizando la alimentación de trabajo de la mesa; la longitud de la trayectoria en el avance de trabajo está determinada por la longitud de la leva 15. La velocidad del avance de trabajo está determinada por el valor del espacio abierto del acelerador 10, ajustable por el mango 19.
Durante el curso inverso acelerado de la mesa, el aceite procedente del depósito levanta la bola 6 y pasa a través del canal A directamente a la cavidad hidráulica del cilindro de alimentación.

En la Fig. 113 y 114 muestran el diseño y funcionamiento de un utillaje automatizado para fresado con un juego de fresas de dos planos paralelos llave en mano a la vez para cuatro casquillos. Los espacios en blanco se cargan en cuatro cargadores 1 (FIG. DESDE) con el hombro hacia abajo; las tiendas se fijan en el maletero de la máquina con la ayuda del soporte 2 y permanecen inmóviles durante el funcionamiento.
Las piezas de trabajo que ingresan a los nidos de la pieza de trabajo están montadas en un soporte inferior móvil 3 y están sujetas por dos cilindros neumáticos Y, cada uno de los cuales, actuando a través de la palanca 12, la varilla 13, el balancín 6 y los émbolos 5, fijan simultáneamente dos partes. En el cuerpo 16 del accesorio, una parte 7 está montada de manera fija con dos soportes 8, con los cuales las palancas 12 están conectadas de forma pivotante.
El ajuste al tamaño requerido de la abrazadera se realiza girando el lado derecho de la varilla 13 con respecto a la izquierda con el balancín 6. En la posición extrema derecha del dispositivo, el soporte móvil 3 se retira automáticamente, ya que la barra 9 fijado a él con el tornillo de tope se encuentra con el tope del cargador 14 y se aleja, comprimiendo el resorte 10. Esto permite que las piezas procesadas caigan en la bandeja.

El suministro de aire a los cilindros 11 está regulado por la válvula de distribución /5, que está controlada por topes fijos 4U
fijo en la bancada de la máquina.
Cargar la pieza de trabajo (Fig. 114, a) corresponde a la posición indicada en la Fig. 113. En presencia de un estrangulador 17, el paso de aire al interior del cilindro 11 se retrasa y la pieza tiene tiempo de entrar en el casquillo del dispositivo. En la Fig. 114, b la pieza de trabajo finalmente se sujeta y la mesa se cambia a la alimentación de trabajo; en la Fig. 114, en el tope derecho 4 conmuta la válvula /5, que conecta el cilindro 11 con la atmósfera; la pieza de trabajo se libera El tope 14 del cargador mueve el soporte móvil 5, y la pieza procesada cae en la bandeja.
En el esquema con el accionamiento neumohidráulico considerado, otros dispositivos para procesamiento automatizado varios detalles
En la Fig. 115 muestra una herramienta semiautomática para cortar llaves segmentadas.
Las piezas de trabajo en forma de discos se cargan en la bandeja del cargador 6 y se enrollan en la cama 5 bajo la acción de su propio peso. Conduzca el trineo 3 con la cama 5 fijada en ellos, el cilindro neumático 2 y la abrazadera 4. Cuando el trineo 3 se mueve, la leva 16 presiona el carrete de la válvula 17. El pistón del cilindro neumático 2, que desciende, a través de la palanca 4, sujeta la pieza de trabajo, que, con un mayor movimiento del trineo 3, se alimenta al cortador.
Al final del corte, el tambor giratorio 14 con la leva 15 mueve el trineo 3 hacia la derecha y el trineo 8 con la leva 12. Cuando el trineo 3 se aleja, el carrete de la válvula neumática /7 se cambia, el pistón 1 sube y aprieta la pieza. El trineo 8 con el cortador 7, regresando, abre la salida de la bandeja b, y la nueva pieza de trabajo cae en la cama 5. Durante el ciclo secundario, la nueva pieza de trabajo, moviéndose a lo largo de la ranura de la cama 5, empuja la pieza cortada fuera de allí.
El tambor de copia 14 recibe la rotación del tornillo guía de la mesa de la máquina a través de los engranajes 9 y 10. Para evitar que la mesa se mueva cuando gira el tornillo guía, se desmonta la tuerca guía.

En la Fig. 116, a muestra un accesorio automatizado para una fresadora.
Sobre la placa 1 de la fijación se fija un cuerpo de 8 mordazas neumáticas. Cuando la varilla 2 del cilindro neumático se mueve de derecha a izquierda, la fuerza a través de la barra 17, la palanca 15 y el tope 20 se transmite a la corredera 7. El prisma 5, fijado en la corredera 7, sujeta la pieza, presionando contra el prisma fijo 4.
Simultáneamente con la sujeción, la varilla 2, a través del sistema de palancas 9, 10 y el manguito 12, saca el émbolo de apisonamiento 11 del manguito guía 13, y la nueva pieza de trabajo del casete 3 entra en la posición de carga.
El desbloqueo se realiza cuando el vástago 2 del cilindro neumático se desplaza de izquierda a derecha. El émbolo 7 con el prisma 5, bajo la acción del resorte 6, libera la pieza mecanizada, que cae entre los prismas 4 y 5. A continuación, la varilla 2, a través de las palancas 9 y 10, el émbolo 11 envía una nueva pieza a la zona de procesamiento hasta que se detiene 21. La varilla 2 al final de la carrera despliega la palanca 18 con talón ajustable 19 y devuelve el émbolo 7 con el prisma 5 a una posición tal que la pieza de trabajo enviada no cae después de la pieza terminada.
En la Fig. 116b muestra el esquema de control de funcionamiento del dispositivo.
Antes de comenzar a trabajar, la válvula neumática 26 se enciende y el aire ingresa al cilindro y los interruptores neumáticos de desplazamiento 14 y 16. Luego se enciende la rotación del husillo y el avance de la mesa. Después de que la pieza sale de la zona de procesamiento, el interruptor neumático 14 se encuentra en el tope 25 ya través del interruptor neumático remoto 22 da la orden de apertura. Al mismo tiempo, la mesa se acerca al final de carrera (no mostrado en la figura). La alimentación se invierte. La mesa comienza a moverse hacia la izquierda. El interruptor neumático 16 encaja debajo del tope 24 y da la orden de sujetar. Después del fresado, el interruptor neumático 16, deslizándose a lo largo del tope 24, lo abandona y prepara el dispositivo para el desbloqueo.
Los topes 24, 25 están fijados en el marco de la máquina en la guía 23.
El progreso tecnológico no se detiene: hoy en día, la mayoría de las operaciones de las que anteriormente eran responsables las personas se asignan a sistemas de control computarizados. Uno de los ejemplos más claros es fresadora con control numérico Numérico control de programa facilita el proceso de operación, mejora la calidad de los productos de salida y optimiza el proceso de producción.
Fresa programable: características del trabajo.
Una máquina CNC con una fresa puede realizar una gran cantidad de trabajo: perforar, cortar, calcular la distancia de los agujeros y otros. Como materia prima, por regla general, se utilizan madera, polímeros, metales, piedra. La unidad de fresado tiene la parte de trabajo principal: una fresa, que hace posible el proceso de taladrado o corte. Estos dispositivos son más relevantes para producción de muebles, así como empresas dedicadas a la elaboración de souvenirs y otros productos similares.
El uso de tales máquinas le permite aumentar la productividad, la precisión de los productos de fabricación, reduce la participación del personal en el proceso de trabajo y el tiempo requerido para preparar los productos se reduce significativamente.
¿Qué se debe tener en cuenta a la hora de elegir?
Si necesita comprar una fresadora, preste atención a estos puntos:
- dimensiones de la pieza de trabajo (determinar los encabezados más dimensionales que debe procesar, esto evitará la necesidad de reprogramar el equipo);
- caracteristicas de diseño(es mejor si la superficie del portal es de hierro fundido resistente y macizo, y no de aluminio);
- tipo de motor (los servomotores son opciones más aceptables porque proporcionan productos de mayor calidad);
- herramientas (antes de elegir y comprar, tenga en cuenta cuántas herramientas se utilizarán en el trabajo; si hay muchas, elija modelos con un módulo que cambie automáticamente las herramientas y ahorre tiempo a los operadores);
- software(pregunte qué software está instalado en el equipo, y si tiene problemas con idioma en Inglés, especifique información sobre la localización rusa).
Variedades de fresadoras CNC.
Las fresadoras modernas para madera, metal y piedra se pueden dividir condicionalmente en dos tipos principales: en voladizo y sin voladizo. Entre las variedades de consola se encuentran: universal, horizontal y maquinas verticales. Son las opciones de consola las más populares y demandadas. Las opciones sin consola funcionan según este principio: tanto la superficie de trabajo como la herramienta de trabajo pueden moverse en ellas en dos direcciones.
En la tienda en línea Top3DShop puede comprar una fresadora CNC a bajo costo. La gama incluye inicio, fresado por coordenadas, taladrado y fresado, unidades 3D. Puede equipar su producción con máquinas de calidad, de forma económica y con costo mínimo tiempo. Garantizamos la pronta tramitación de los pedidos y la entrega dentro de Rusia. Son máquinas modernas que mejorarán la calidad y rapidez de trabajo en su producción.
Fresado en 3D en la producción de elementos decorativos e interiores, productos publicitarios, souvenirs. Cortan detalles curvilíneos de muebles y fachadas de madera natural, realizan trabajos de relieve (grabado). Además de madera, se pueden procesar acrílico, madera contrachapada, MDF, yeso, aleaciones de metales blandos.
El proceso de procesamiento del material se lleva a cabo bajo el control de la electrónica de acuerdo con un programa preparado previamente. Tal producción se caracteriza por la velocidad y la alta precisión del trabajo.
Clasificación de enrutadores CNC
El equipo de fresado CNC difiere en capacidades tecnológicas: velocidad de procesamiento y tamaño de la pieza de trabajo.
Los enrutadores CNC domésticos realizan el grabado con bastante lentitud y están equipados con motores eléctricos débiles. Sin embargo, son pequeños y ligeros. Diseñado específicamente para el procesamiento de madera en talleres domésticos. La máquina se coloca sobre una mesa o banco de trabajo y está diseñada para realizar piezas pequeñas. Puede ser operado por un maestro novato como guía de estudio o para la fabricación de pequeños pedidos individuales.
Las fresadoras industriales con control numérico están diseñadas para trabajos prolongados bajo el control de la automatización. Están equipados con potentes motores eléctricos, componentes mecánicos duraderos y una superficie de corte necesariamente mayor. El equipo se utiliza para procesos de producción que requieren alta velocidad de procesamiento y máxima precisión, por ejemplo, al cortar grandes hojas de MDF, aglomerado.
Las líneas de molienda industrial funcionan en modo totalmente automático. La máquina reemplaza de forma independiente las piezas de trabajo y los cortadores, procesa las piezas desde cinco lados. El cambio automático de cortadores se realiza mediante el Sistema de Cambio Automático de Herramienta, que puede ser en línea o carrusel. Las líneas están equipadas con mecanismos de la más alta calidad y programas complejos.
Dependiendo de la ubicación del cortador, las máquinas pueden ser:
- fresado vertical;
- fresado horizontal.
En la industria, se utilizan más las fresadoras verticales, que realizan el procesamiento con mayor precisión y proporcionan una fijación rígida de la pieza de trabajo. Una fresa de este tipo también puede procesar piezas en ángulo, independientemente de sus dimensiones.
Las máquinas difieren en el número de husillos: modelos de 2 husillos, 3 husillos y 4 husillos. Con un aumento en el número de husillos, aumenta la productividad.
El dispositivo y equipo de fresadoras CNC.
El principio de funcionamiento de las fresadoras CNC se basa en un sistema de posicionamiento a lo largo de las coordenadas de tres ejes: X, Y, Z. Todos los movimientos del carro con el cortador se realizan bajo la dirección del CNC a lo largo de los ejes. Como regla general, el sistema se implementa de la siguiente manera:
- Eje Y: a lo largo del plano del escritorio;
- Eje X: a través del plano del escritorio;
- Eje Z - en el plano vertical.
El sistema de posicionamiento de cada eje consta de:
- motor eléctrico;
- sistemas de accionamiento;
- dispositivos de guía.
La precisión de posicionamiento y la calidad del producto final dependen de las propiedades de los soportes y guías. Las guías deben ser de acero de alta aleación y pueden ser de sección rectangular o redonda.
Las guías se instalan de la siguiente manera:
- a lo largo del eje X para el movimiento del portal desde los dos extremos de la mesa;
- a lo largo del eje Y en el portal para mover el carro con el cortador;
- a lo largo del eje Z en el carro para mover el cortador.
Además de los detalles enumerados, el diseño contiene:
- dispositivo de apoyo;
- mecanismo de eje;
- Escritorio;
- cama;
- equipo herramientas de corte(cuchillos, cortadores);
- abrazaderas para sujetar piezas.
Los cortadores se unen al eje mediante un mandril cónico o de pinza que viene con el kit.
El motor eléctrico transmite el movimiento a las pinzas, vigas (portales) y husillos por medio de una transmisión de engranajes o tornillos. El husillo está equipado con refrigeración por aire o agua.
Para llevar a cabo el fresado rectilíneo, se utiliza adicionalmente un dispositivo de guía lineal equipado con mecanismos de sujeción.
Tipo de motor

Los motores eléctricos están instalados en enrutadores de madera CNC:
- tipo de paso;
- con realimentación (servomotores).
El tipo de motor eléctrico depende de las tareas previstas y de la potencia de la máquina.
Un motor paso a paso transforma impulsos eléctricos en movimiento mecánico del rotor con parada en la posición deseada. Este tipo de motor proporciona un control de velocidad y posicionamiento precisos sin necesidad de un controlador. comentario. Es muy fácil de mantener y relativamente económico. Al mismo tiempo, la velocidad del motor no supera las 1000 rpm y, con cargas máximas, existe la posibilidad de pérdida de pasos.
Los servomotores, a diferencia de los motores paso a paso, no giran constantemente, sino que al recibir una señal, se mueven y se detienen hasta la siguiente señal. Los servoaccionamientos tienen un mecanismo de retroalimentación que le permite corregir errores. Esto quiere decir que si presionas sobre la impulsión, resistirá, intentando volver al punto deseado.
Los servomotores giran más rápido, son más potentes y precisos. Pero aumenta significativamente el costo del enrutador. Su mantenimiento requiere habilidades especiales, por lo que se confía a personal calificado. Los servomotores también son más difíciles de controlar.
Se requiere una fresa servoaccionada para el procesamiento de materiales a alta velocidad (a menudo, corte de láminas) o para la fabricación de troqueles de alta precisión.
Accesorios
Por pedido especial, el enrutador CNC está equipado con dispositivos adicionales que amplían la funcionalidad:
- cuarto eje giratorio: permite realizar piezas de forma esférica, cónica o cilíndrica, decoradas con tallas. Por ejemplo, columnas, postes, balaustres, patas de muebles de forma compleja;
- tablero de vacío: necesario para el corte frecuente de láminas de aglomerado, MDF, madera contrachapada en elementos de forma compleja. La mesa de la bomba de vacío sujeta firmemente las piezas cortadas sin el uso de mecanismos.
Elección de enrutador CNC
Al elegir un equipo de fresado CNC para madera, debe tener en cuenta las características más importantes.
Dimensiones de la encimera
Determinan el tamaño de la pieza de trabajo que se puede fresar en esta máquina CNC. El tamaño de la mesa debe ser un poco más grande que las dimensiones planificadas de las piezas de trabajo, por lo que primero debe decidir el alcance de la máquina:
- si se planea realizar un hilo superior, 90 x 60 cm es suficiente;
- para paneles, pinturas y fachadas de muebles - 120 x 120 cm;
- para fresar paneles de puertas - 130 x 250 cm;
- para la fabricación de artículos pequeños, souvenirs - de 30 x 30 cm.
Tipo de husillo y potencia

Para trabajar con elementos pequeños es suficiente una potencia de husillo de 1500 a 2200 vatios. Si planea cortar material con una profundidad superior a 80 mm, corte madera contrachapada gruesa, madera, MDF; necesita un husillo con una potencia de 3000 W o más. Para el procesamiento de piezas de fluoroplástico, es adecuada una potencia baja de 1500 W. Las máquinas CNC industriales con cambio automático de fresas están equipadas con husillos con una potencia de 4000 W o más.
La segunda diferencia entre los husillos es el sistema de refrigeración, puede ser agua o aire. Cuando se procesa madera, es suficiente un sistema de refrigeración por agua más económico y sencillo.
Altura de la pieza fresada
El espesor o altura de la pieza depende de la coordenada Z. El valor máximo de la coordenada corresponde a la distancia del portal al tablero y se selecciona de la siguiente manera:.
- para trabajar con productos de madera grandes (postes, soportes), se requiere equipo con una altura de 20 cm o más;
- para cortar, cumplir pedidos publicitarios y Pequeños artículos 15 cm es suficiente.
Tipo de control
Hay tres opciones: un rack o consola independiente, una computadora y una placa, una computadora y una LPT. Este último no es adecuado para el trabajo profesional.
La segunda opción es conveniente porque todo el progreso del trabajo se muestra en el monitor de la computadora. Requiere la compra de una computadora que se utiliza para todo el proceso tecnológico.
El rack de la consola es bueno porque el sistema de control está completamente integrado con el enrutador. Por ejemplo, cuando hay un corte de energía, la máquina fijará la posición y comenzará desde ese punto. El control remoto es fácil de operar, protegido del polvo. El programa de control está escrito en una computadora.
El control de máquinas para trabajar la madera con un cambiador de herramientas, ejes giratorios o husillos múltiples es más eficiente y fácil con la ayuda de un soporte.
GUTENIA DE IMAGEN
Ooyua Sovetskiv
socialista
Autodependiente. certificados mb
Declarado el 14.11.1966 (No. 1060903t25-8) con anexo de Solicitud No. —
cl. 49b, 1/07
U K 621 914 38-52 (088 8) Comité de Invenciones y Descubrimientos del Consejo de Ministros
V. L. Kosovsky, M. B. Gtalei, S. S. Chernikov, G. I. Zuzanov, B. L. Korobochkin y L. S. Stolbov
Instituto de Investigación Experimental de Máquinas para Corte de Metales
Solicitante
FRESADORA AUTOMATIZADA
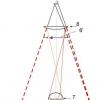
Se conocen fresadoras automáticas. que contiene un cabezal de fresado móvil y un tambor giratorio divisorio del horizonte IbHQH con un eje de rotación, en cuya cara lateral vertical se encuentra la pieza de trabajo, y en sus caras superior e inferior se ubican las posiciones de carga y descarga.
La fresadora propuesta se diferencia de las conocidas en que, para mejorar las condiciones de arranque de viruta, las guías del cabezal fresador están realizadas en un plano vertical perpendicular al eje del tambor.
Además, para aumentar la rigidez de la estructura del cabezal de fresado y brindar la posibilidad de girar el tambor cuando se retira de la zona de procesamiento, está montado sobre una corredera móvil.
Para plantar el tambor en las mordazas, sujetarlo al procesar la pieza de trabajo y presionarlo contra las guías de 2p cuando se retrae hasta que la herramienta sale de la pieza de trabajo, está equipado con cilindros hidráulicos. Hydrocyl?!ndra mover la baraba.i a lo largo del eje. Para aumentar la fiabilidad de la máquina en el modo de funcionamiento automático y garantizar la comodidad de controlar los órganos de trabajo de la máquina durante la configuración, está equipada con sistema hidráulico control, que proporciona control hidromecánico desde las levas en pe automático "cute 3! 1 work and electric. drive" slant control: ne en el modo de puesta en marcha: 1 ms de trabajo con perkgiochiiism de un modo y otro usando una válvula con 3lec1rocontrollsh! It .
l la linea?ke cxs.,12 i ! máquina, 1-13 cama 1 frente ll, 1 guía horizontal montar prosa:!? I la I pall'x tambor de cuatro lados están instalados
3 ya! I. ilнble y pllspossO,!enl! 11, Hacia las montañas; ¡krs pyTsl lo procesó! .1er productos.
Yo la Verti kalai! El cabezal de corte 1 está montado en la plataforma plana. Opción 2x: con cabezal de fresado 1,; 1er husillo de marcha, paralelo al borde vertical del tambor, o con cabezal de fresado, >, en el que el husillo queda perpendicular al borde “üíoé del tambor, el primer ep libre El clavijero ”a” está diseñado para funcionar con un cy.1pnd?rical!i , un disco y frases con forma, y el Second - end!1 y frases finales.
Cabezal de fresado psrsmsschasts "desde una unidad separada a través de la caja de alimentación. alimentación de trabajo 11sp y yci; op.noho",a:B" k.gio"aesl hidráulico!1ml! ¡¿F?! and special l1fts, on Odysmysl in a box 11032", Drum persmgcastsl, p0130ra:!ives and 3 agio!aeTOB Mecha240453
10 nismos con 1 accionamiento hidráulico montado en el bastidor de la máquina.
La máquina en el ciclo automático funciona de la siguiente manera.
130 tiempo de fresado la corredera con el tambor está en rojo!!nel! posición izquierda.
El producto se procesa: ! e, ubicado? koïrroo en el lado vertical izquierdo del tambor cuando se mueve el cabezal de fresado ! 1er cabezal 4 o 5 de arriba a abajo a lo largo de las guías verticales de la cama. Al mismo tiempo, la siguiente pieza de trabajo se carga en el dispositivo, se coloca sobre el ladrón, en el lado horizontal del tambor. fresado, la corredera del tambor se retrae hacia la derecha y al mismo tiempo el cabezal de fresado 4 o 5 psdn!1 se mueve a un ritmo acelerado. Antes de que comience la retracción de la corredera del tambor, se desactiva la presión en la parte de los cilindros de sujeción del tambor, como resultado de lo cual se debilita la presión de este último contra las guías del bastidor, y se hace posible el movimiento de la corredera.
Una vez que el producto se retira del cortador, el tambor se mueve en la dirección del eje de rotación en una cantidad completa, lo que asegura su liberación de las abrazaderas. Después de que el tambor se acerca al engarce, gira a la posición correcta 90 ", el trineo con el tambor se retrae hacia la derecha" para que cuando se gira el dispositivo con los productos, no golpee el cabezal de fresado ascendente. sin alcanzar En la posición extrema izquierda, el tambor se apoya en abrazaderas rígidas.Para hacer esto, el tambor se mueve a lo largo de su eje bajo la acción del trineo! presionándolo simultáneamente a través de la corredera a las guías de la cama. Después del final de la sujeción del tambor, la carrera de trabajo del cabezal de fresado 4 o 5 se activa hacia abajo, es decir, comienza el siguiente ciclo de la máquina.
El sistema de control de la máquina está diseñado de tal manera que en los ciclos de operación semiautomático y automático, la mayoría de los comandos se realizan hidromecánicamente desde los topes de control asociados a la corredera del tambor, y en el ciclo de ajuste de trabajo 10? (1! 0) obtener cada movimiento por separado con control1 !! !De kg!Opok ubicado Ira
50 control remoto. Para este propósito, el circuito hidráulico está provisto de carretes con seguimiento y control eléctrico y hay dos líneas, una de las cuales está bajo presión., r cuando se opera en los modos semiautomático y automático, y la otra, en el modo de ajuste. La presión en estas líneas se cambia por medio de un carrete operado eléctricamente cuando se gira el interruptor de modo de operación.
Objeto de la invención
1. ¡Ex!atizado1! ¡una fresadora que contiene un cabezal de fresado móvil y un tambor giratorio divisorio con un eje de rotación horizontal, en cuya cara vertical lateral se encuentra la pieza de trabajo, y las posiciones de carga y descarga se ubican respectivamente en sus caras superior e inferior, difieren! para mejorar las condiciones de evacuación del chorro, las guías del cabezal de fresado están realizadas en un plano vertical perpendicular al eje del tambor.
2. Fresadora automatizada según la reivindicación 1, caracterizada porque, para aumentar la rigidez del diseño del cabezal de fresado y asegurar la posibilidad de girar el tambor cuando se retira de la zona de procesamiento, el tambor giratorio está montado en una corredera móvil.
3. Fresadora automatizada según apartados. 1 y 2, diferenciándose en que, para encajar el tambor en las mordazas, bloquearlo al procesar la pieza y presionarlo contra las guías al retraerse hasta que la herramienta salga de la pieza, está equipado con cilindros hidráulicos que mueven la tambor a lo largo de su eje.
4. Fresadora automatizada según apartados. 1 - 3, o Caracterizado por el hecho de que, para aumentar la confiabilidad de la máquina en el modo de operación automático, para garantizar la conveniencia de controlar los parámetros de trabajo de la máquina durante la configuración, la máquina está equipada con un control hidráulico sistema que proporciona control hidromecánico a partir de levas con modo de operación automático y control electrohidráulico en el modo de operación de puesta en marcha con cambio de un modo a otro mediante un carrete controlado eléctricamente.
Compilado por L. Shestova
Editor A. liep
Tekhred A. A. Kamyshnikova Correctora E. N. Mironova
Imprenta, calle Sapunova, 2. g!!.az 1800!16 Tipavs 480 Firmado
TsNIIPI del Comité de Invenciones y está abierto!! Ilðll Consejo de Ministros de la URSS
Moscú, Centro. Avenida Serov, 4
| Modelo de máquina | 707-2 | 707-6 | 707-7 |
|---|---|---|---|
| Recorrido de trabajo de los ejes, XxYxZ (mm) | 400x600x200 | 600x1200x200 | 900x1200x200 |
| Tamaño de la mesa, XXY (mm) | 450x870 | 650x1470 | 1100x1400 |
| dimensiones máquina, XxYxZ (mm) | 800x900x700 | 1000x1550x850 | 140x1600x850 |
| Marco | Hierro fundido S-21 | Hierro fundido S-21 | Hierro fundido S-21 |
| husillos de bolas | 16mm Paso 10mm | 16mm Paso 10mm | 16mm Paso 10mm |
| Protección corrugada | No | No | No |
| Tipo de guía | carril HIWIN 15 mm | carril HIWIN 15 mm | carril HIWIN 15 mm |
| Tipo de tabla | mesa ranuradora de aluminio | mesa ranuradora de aluminio | mesa ranuradora de aluminio |
| Tamaño del perno de la abrazadera | M8 | M8 | M8 |
| Distancia desde el borde del husillo hasta la superficie de la mesa (mm) | 220 | 220 | 220 |
| Sistema de control | Mach3 | Mach3 | Mach3 |
| Avance de corte (mm/min) | 2500 - 6000 | 2500 - 6000 | 2500 - 6000 |
| Movimiento libre hasta (mm/min) | 10000 | 10000 | 10000 |
| Recorrido del eje X (mm) | 400 | 600 | 900 |
| Recorrido del eje Y (mm) | 600 | 1200 | 1200 |
| Recorrido del eje Z (mm) | 200 | 200 | 200 |
| Guías X | carril HIWIN 15 mm | carril HIWIN 15 mm | carril HIWIN 15 mm |
| Guías Y | carril HIWIN 15 mm | carril HIWIN 15 mm | carril HIWIN 15 mm |
| Guías Z | carril HIWIN 15 mm | carril HIWIN 15 mm | carril HIWIN 15 mm |
| Potencia del husillo kW | 1,5/2,2 | 1,5/2,2 | 1,5/2,2 |
| Par de retención SM del eje X (N∙m) | 1,8 | 1,8 | 1,8 |
| Par de retención del motor paso a paso del eje Z (N∙m) | 1,8 | 1,8 | 1,8 |
| Par de retención SM del eje Y (N∙m) | 1,8 | 1,8 | 1,8 |
| Fuente de alimentación | 220V ~50Hz 380V~50Hz | 220V ~50Hz 380V~50Hz | 220V ~50Hz 380V~50Hz |
| Interfaz de conexión básica | puerto LPT paralelo | puerto LPT paralelo | puerto LPT paralelo |
| tipo de código | códigos G | códigos G | códigos G |
| Sistema operativo | Windows XP/7 (32) | Windows XP/7 (32) | Windows XP/7 (32) |
| Software | Mach, Artcam | Mach, Artcam | Mach, Artcam |
| tipo de unidad | motores paso a paso/servos | motores paso a paso / servos | motores paso a paso / servos |
| abrazadera de pinza | ER-11/ER-20 | ER-11/ER-20 | ER-11/ER-20 |
| Velocidad del husillo (rpm) | 6 000 - 24 000 | 6 000 - 24 000 | 6 000 - 24 000 |
| Refrigeración del husillo | agua | agua | agua |
| Temperatura de trabajo (°C) | +10...+45 | +10...+45 | +10...+45 |
| Peso, NETO A (kg) | 230 | 304 | 387 |
| Peso, BRUTO hasta (kg) | 257 | 344 | 432 |
| Garantizar | 12 meses | 12 meses | 12 meses |
| Dimensión completa de la máquina (mm) | 800x900x700 | 1000x1550x850 | 1400x1600x850 |
| Tamaño del embalaje (mm) | 1100x1200x1000 | 1300x1850x1150 | 1700x1900x1150 |
*¡Cuando se utilizan los ejes 4 y 5, el campo de trabajo puede verse reducido!
** El fabricante se reserva el derecho de mejorar la máquina sin el consentimiento del comprador.
*** ¡El equipo adicional se discute INDIVIDUALMENTE para cada pedido!
La máquina está hecha de hierro fundido C21. La estructura de la máquina es de hierro fundido de 15 mm de espesor, las partes laterales de las cremalleras también son de hierro fundido de 15 mm. El portal de la máquina CNC de la serie 707 está hecho de hierro fundido de 15 mm, el eje Z también está hecho de hierro fundido de 15 mm y el soporte del husillo también está hecho de hierro fundido de 15 mm.
En las fresadoras CNC de la serie 707, se instala una mesa de aluminio ranurada. A pedido del cliente, se puede instalar una mesa tragamonedas de hierro fundido. En las fresadoras de sobremesa para madera y piedra se utilizan guías HIWIN de 15 mm, husillos a bolas de 16 - 20 mm. El enrutador de madera CNC 707 tiene una alta precisión de procesamiento, procesando material a una velocidad de 3000 a 10000 mm/min.
La fresadora CNC realiza el procesamiento de madera, plástico, aluminio, latón, titanio, así como productos de metal, plástico de dos capas, plexiglás, piedra artificial. Las máquinas se pueden utilizar para la producción de placas de estampado, placas, pequeños moldes, joyas. Las máquinas están equipadas con un husillo de 1,5 kW con una velocidad de rotación de hasta 24.000 rpm. El software profesional se incluye de serie con las fresadoras CNC de escritorio. A pedido del cliente, se instala en las máquinas un cuarto eje para procesamiento 3.5D, un escáner volumétrico. Las fresadoras CNC de sobremesa ofrecen una buena relación calidad-precio, todas las ventajas de una máquina de hierro fundido, una sólida bancada de hierro fundido y un precio económico para esta clase de máquina.
Los enrutadores CNC de escritorio se pueden usar para hacer puertas talladas, cocinas, escaleras de madera, balaustres, juegos de mesa(ajedrez, backgammon), souvenirs, joyas, matrices, juntas varias para la industria automotriz, íconos, cruces y muchos otros productos!
Nuestros logros





























































En las fresadoras CNC de la serie 707, las guías de riel de HiWin están instaladas de serie. Este fabricante de guías está considerado como el mejor del mercado.
La presencia de guías de riel proporciona a esta máquina una gran rigidez y permite el procesamiento de tales materiales duros como acero
Husillos de bolas de alta precisión
Las máquinas CNC de la serie 707 están equipadas con husillos de bolas de alta precisión y alta precisión. Debido a esto, casi no hay contragolpe en las máquinas.
La presencia de husillos de bolas junto con otros características técnicas Esta serie de máquinas fabricadas por la planta de Twitte proporciona un movimiento de alta precisión de la herramienta de procesamiento en la máquina.
Husillo industrial profesional

En Fresado CNC Las máquinas herramienta de la serie 707 fabricadas por la planta de máquinas herramienta Kamensky están equipadas con husillos profesionales de alta calidad de los principales fabricantes mundiales con refrigeración por agua.
La velocidad del husillo es de 24000 rpm.
Motores paso a paso de alta calidad
El movimiento de los elementos móviles de la máquina se realiza mediante motores paso a paso. Permiten lograr una precisión de movimiento muy alta y tienen un bajo costo.
Una característica de los motores paso a paso es que sus devanados se activan en serie. Por eso, la rotación del motor ocurre en pasos.
A diferencia de los servomotores más caros, estos motores paso a paso no tienen retroalimentación. Los servomotores también se pueden instalar en esta máquina
Unidades de control

La máquina está equipada con una unidad de control confiable ensamblada por especialistas de nuestra fábrica. En la producción de la unidad de control se utilizan componentes electrónicos de alta calidad. La confiabilidad de este modelo de la unidad de control ha sido probada durante años.
Canal de cable flexible

Los canales de cable flexibles (capas de cable) están instalados en las fresadoras CNC 707, lo cual es necesario para el movimiento correcto de los cables al mover las partes móviles de la máquina. Para que los cables no se enreden y no se peguen a la máquina. Se utiliza un canal de cable confiable y de alta calidad.
Software

Kamensky planta de maquina herramienta Gorjeo proporciona a los compradores de sus máquinas todo lo necesario para un trabajo completo en el software del equipo suministrado.
Cuando compra una máquina, obtiene programas confiables y probados en su computadora, completamente configurados y preparados. Además, los especialistas de la planta realizan un curso de capacitación para trabajar con la máquina y con el software.
Embalaje de transporte
![]()
La planta de máquinas-herramienta de Kamensk produce envases para todos los productos suministrados. La entrega la realizan empresas de transporte.
Todo el equipo suministrado está embalado en envases de plástico con protección adicional para las partes sobresalientes de la máquina CNC.
A petición del comprador, es posible el embalaje especial de transporte de las máquinas con un cargo adicional.
- 1 Máquina.
- 2 Bloque de control.
- 3 Juego de cortadores.
- 4 Medios digitales con instrucciones.
- 5 Cable de conexión para la unidad de control.
- 6 Sensor de reinicio de herramienta.
- 7 Sensores inductivos finales en todos los ejes.
- 8 Abrazaderas para piezas de trabajo - 4 uds.
- 9 Sistema de refrigeración del husillo (bomba).
- 10 Cepillo para eliminar virutas en el husillo.
- 11 Llaves de husillo.