A posztszovjet térben egyre nagyobb népszerűségnek örvend a kisvállalkozás, amely a szövetre történő nyomtatás ötletén alapul: pólók, vászonok, terítők. Az emberek szeretik a fényes, exkluzív dolgokat alacsony áron, és szívesen veszik igénybe a textilanyagokra történő nyomtatás szolgáltatásait. Annak érdekében, hogy a kép minőségi, nagy felbontású legyen, a speciális nyomtató kiválasztásának kérdése legyen a vállalkozó fő feladata: ez lesz az, ami nevet és bevételt generál. Ha szövetnyomtatót vásárol otthoni használatra, ne rohanjon elkölteni nehezen megkeresett pénzét. Ennek több oka is van.

Egy másik dolog, ha a megszerzés célja textilnyomtató –vállalkozás elindítása vagy bővítése . Ebben az esetben a leállás és a készülék kiszáradása nem fenyeget, csak a nyomtató hangereje és erőforrása a fontos. Körülbelül napi 200-300 termék vagy kis szériás nyomtatási mennyiség mellett, de 3-5 éven belül minőségromlás nélkül, professzionális eszközök beszerzésén kell gondolkodni. Az Epson 4880 alapú, A2-es nyomtatási formátumú nyomtató a profik kategóriájába tartozik. A kis minták rajzolásának képessége a nagy területek kitöltésének képességével (40 x 80 cm) lehetővé teszi, hogy számos anyaggal dolgozzon: pamut, len, bőr, selyem, kötöttáru. Ez a modell 500-600 ezer rubelbe kerül a vevőnek, miközben a legmegbízhatóbb lehetőség az Epson textilnyomtatók sorában. A modell alkatrészei nagyrészt fémből készülnek, a nyomtatási erőforrás pedig lenyűgöző 20 000 nyomat. Tovább orosz piac van még több méltó modell a profi osztályból:

Epson F2000, több DTX-400 modell a DecoPrinttől, néhány modell a Brothertől, a Kornittól, az American I-Dottól és a Texjet a Polyprinttől. A nyomtató kiválasztásakor ügyelni kell a lehetőségre és a költségekre értékesítés utáni szolgáltatás V: A nyomtató egy összetett eszköz, a javítást és a karbantartást a szervizben kell szakembereknek elvégezniük. Feltétlenül kérdezze meg az eladókat, hogyan működnek, ha garanciális javításra van szükség.
Tankolás és javítás
A Brother és az Epson F2000 nyomtatók nem teszik lehetővé nem eredeti fogyóeszközök használatát. A gyártó csak használat esetén garantálja a készülék minőségét és megbízhatóságát eredeti patronok, amelyet a felhasználónak meg kell vásárolnia, amint a régiek elmúltak. De az eredeti ára Kellékek kivétel nélkül minden nyomtatóeszköz esetében megfizethetetlenül magas, ezért vásárlás előtt feltétlenül érdeklődjön a legközelebbinél szolgáltató központok a tinta jelenléte és a patronok újratöltésének lehetősége. A textíliák nyomtatójának kiválasztásakor ügyeljen a színek számára - ez jelentősen megtakarítja az utántöltést vagy a patronok cseréjét a jövőben. A jó minőségű színes nyomtatáshoz 4 szín (fekete, cián, bíbor, sárga) elegendő, színenként egy patron, fehérenként négy patron. Nál nél fehér szín a legmagasabb kiadás. Kiválasztás textilnyomtató 8-9 szín, ne feledje, hogy a nyomtatás minősége és fényereje nem sokat változik, és a tintaköltség megduplázódik. A tintanyomtatókkal kapcsolatos leggyakoribb probléma volt, és továbbra is az tinta szárítása üresjáratban amikor a nyomtató nincs használatban.

A fúvókák eltömődésének és kiszáradásának megelőzése érdekében a nyomtatók tinta-újrahasznosító rendszerrel és inaktivitás alatti mikrotisztítással vannak felszerelve. A recirkuláció nem engedi, hogy a tinta a teljes útvonalon áthaladjon a patrontól a szórófúvókákig, és csak a tinta besűrűsödésétől mentheti meg, de a nyomtatófej kiszáradásától nem. A funkció hasznos, de a veszély nem szünteti meg. Sokkal fontosabb a mikrotisztító funkció jelenléte a készülékben: automatikus módban és az Ön részvétele nélkül maga a nyomtató kihagyja a tintát a patronokból a fúvókákba. Igen, egy kis mennyiségű tinta a lefolyóba kerül, de a felhasználó megvédi nyomtatóját egy komoly problémától.
Előfordul, hogy a fúvókákban lévő pigmenttinta kiszáradását nem lehet teljesen kiküszöbölni, és az egyetlen kiút a nyomtatófej cseréje, amelynek költsége egy új nyomtató árához hasonlítható. Érdemes odafigyelni a nyomtató szállítási csomagjára: mit tartalmaz a csomagja. Sok nyomtatógyártó kellemetlen meglepetése lehet, hogy nyomtatótinta vásárlásakor hiányzik a tinta az alapkészletből. A tinta nélküli nyomtatás nem fog működni, ezért jó minőségű tintát kell keresnie a szaküzletekben. Nem érdemes spórolni a tintával - a termékek minősége és a készülék élettartama közvetlenül függ a fogyóeszközök minőségétől. Mint az autókban: egy sportautó nem ad teljes teljesítményt rossz üzemanyaggal, és a tápegység gyorsan használhatatlanná válik.

Textilnyomtató – válasszon okosan
Fontos árnyalatok, amelyekre figyelni kell textilnyomtató vásárlásakor:
- formátum és felbontás;
- becsült keringés;
- márka (gyártó);
- a virágok száma és a jövőbeni tankolás lehetősége;
— az eszköz bejelentett nyomtatási forrása;
- kompatibilitás operációs rendszerés a munkahelyén használt programok, illesztőprogramok elérhetősége;
- Energia fogyasztás;
- a készülék súlya.

Ne vásároljon spontán - alaposan tanulmányozza át az ajánlatokat, olvassa el a fórumokat, kérjen tanácsot a szervizmérnököktől: átfogó tájékoztatást adnak egy adott modell gyengeségeiről. Ettől függ a textilnyomtatóval végzett munka kényelme, a karbantartási költségek és az élettartama.
A nyomtatott áramköri lapok otthoni készítésének legegyszerűbb, legolcsóbb és leghatékonyabb módja az úgynevezett "lézervas" (vagy LUT). Ennek a módszernek a leírása könnyen megtalálható a megfelelő kulcsszavakkal, így nem fogunk részletesen foglalkozni vele, csak annyit jegyzünk meg, hogy a legegyszerűbb változatnál már csak a lézeres nyomtatóés a legközönségesebb vas (nem számítva az áramköri lapok maratásához szokásos anyagokat). Szóval az alternatívák ez a módszer Nem?
Változat fejlesztése elektronikus eszközök, használt például a monitorok tesztelésekor, többféle módon is szereltük az elektronikus alkatrészeket. Ugyanakkor a nyomtatott áramköri lapokat nem mindig használták, mivel a prototípusok és eszközök egyetlen példányban (és gyakran kiderült, hogy mindkettő), elkerülhetetlen hibák és módosítások esetén gyakran jövedelmezőbb és több kényelmesen használható gyári prototípus táblák, amelyek huzalozást végeznek vékony, teflon szigetelésű sodrott huzallal. Ezt még a leghíresebb cégek is hasonló módon teszik, amit a Sony AIBO játékrobotjának prototípusa is bizonyít.
Az üzletek viszonylag olcsón árulnak kétoldalas ónozott és még lemezelt lyukakat is, védőmaszkkal a jumpereken, nagyon jó minőségű kenyérdeszkákat.

Vegye figyelembe, hogy az ilyen prototípus-alaplapok lehetővé teszik a nagy szerelési sűrűség elérését különösebb erőfeszítés nélkül, mivel nem kell gondoskodni a vezetőpályák vezetékezéséről. Azonban például teljesítményblokkok fejlesztésekor és nem szabványos tűtávolságú vagy geometriájú elemek használatakor, valamint felületre szerelt elemek használatakor (amit még nem teszünk meg) nehézkessé válik a kész prototípusok alkalmazása. táblák.
A prototípus táblák alternatívájaként a vezetőképes betétek közötti résekben a fólia kivágásának módszereit és az említett LUT módszert alkalmaztuk. Az első módszer csak a legegyszerűbb huzalozási lehetőségek esetén alkalmazható, de éles késen és vonalzón kívül egyáltalán nem igényel semmit. A LUT módszer általában jó eredményeket adott, de kívánatos volt némi változatosság. A módszert túlságosan fáradságosnak és maró vegyszerek használatát igénylőnek tartottuk, ami otthon nem mindig elfogadható. Az eset lehetővé tette számunkra, hogy megismerkedjünk egy másik módszerrel - a közvetlen módszerrel tintasugaras nyomtatás sablon üvegszál fólián ( kulcsszavakat keresni valamit angol nyelv- Közvetlenül a PCB tintasugaras nyomtatáshoz).
A módszer a következő lépésekre oszlik:
- Megfelelő tömítés pigmentált
- A nyomtatott sablon hőrögzítése. Ebben az esetben a tinta ellenáll a maratási oldatnak.
- A tinta eltávolítása a nyomtatott áramköri lapról.
Van egy alternatíva is:
- Nyomtatás általában Bármi nyomtatott áramköri lap sablontinta közvetlenül üvegszálas fóliára, általában módosított tintasugaras nyomtatóval.
- A lézernyomtató/másológép porított tonerét a még nedves tintára permetezzük, és a felesleges festéket eltávolítjuk.
- A nyomtatott sablon hőrögzítése. Ez megolvasztja a festéket és biztonságosan tapad a fóliához.
- A fólia mintázatlan szakaszainak maratása a szokásos módon, például vas(III)-kloriddal III.
- A megtapadt festék eltávolítása a nyomtatott áramköri lapról.
Nem vettük fontolóra a második lehetőséget, mert nem szívesen dolgoztunk a porfestékkel, mert véletlenül rossz mozdulattal vagy tüsszentéssel mindent beszennyezhet. Az összes megvalósított közvetlen tintasugaras sablonnyomtatási módszer, amelyet találtunk, Epson tintasugaras nyomtatókat használt. Valamint a tinta típusa, vagy inkább a bennük használt festék típusa - pigment, folyamatosan kapcsolatba kerülünk a gyártó nyomtatóival, ezért elkezdtük a megfelelő nyomtató keresését az Epson katalógusból. Úgy tűnik, az Epsonnak vannak, vagy legalábbis voltak olyan modelljei, amelyek akár 2,4 mm vastag hordozóra (és nem csak CD-re/DVD-re) tudnak nyomtatni, például az Epson Stylus Photo R800, de ezt a modellt már nem gyártják, hanem mi nem tudta előre, hogy lehet-e használni valamit a modern analógokból (nyilván nem olcsó). Ennek eredményeként úgy döntöttek, hogy a legolcsóbb használt modellt keresik pigment tinta. A modellt megtalálták - Epson Stylus S22. Ez a nyomtató a legolcsóbbnak bizonyult az összes Epson nyomtató között - az ára kevesebb, mint 1500 rubel volt, majd észrevehetően nőtt: a moszkvai kiskereskedelemben (a rubel egyenértéke az eszköztippben található) - N / A (0) .

Egy felületes vizsgálat kimutatta annak szükségességét jelentős változásokat a nyomtató kialakításában, mivel a felső adagolótálcáról a kimeneti tálcára való áttéréskor hajlékony hordozóra történő nyomtatást biztosított. Az alább leírt szekvenciális módosítást több iterációból szintetizáltuk, mivel a következő összeállítás után kiderült, hogy bizonyos változtatásokat kell végrehajtani a tervezésen. Ezért nem zárható ki, hogy ennek a folyamatnak a leírásában apró pontatlanságok lehetnek. A módosításnak két fő célja van. Először is, hogy biztosítsa az egyenes vonalat hajlítások és magasságkülönbségek nélkül, a médiaellátást, amelyhez ki kell cserélni, de valójában újra kell létrehozni a bemeneti és kimeneti tálcát. Másodszor, hogy lehetővé tegye a nyomtatást vastag anyagokra - 2 mm-ig, amelyhez fel kell emelni a szerelvényt a nyomtatófejjel és a vezetőcsúszdával. Így:
1. Csavarja ki a két csavart a hátsó falon, és távolítsa el a burkolatot, oldja ki a reteszeket, amelyekkel még mindig az aljához tapad.

2. Válassza le a központ kábelét az alaplapról, csavarja ki a vezérlőpanelt rögzítő két önmetsző csavart,

engedje el a kábelt a vezérlőpanelről, és tegye félre. A tok burkolatától eltérően továbbra is hasznos.
3. Csavarja ki a papíradagoló egység 4 csavarját, oldja ki a kocsi motorhoz vezető vezetékeket, nyomja meg az adagológörgő fogaskerekes rögzítőjét, távolítsa el az adagológörgő állványt és a teljes adagoló egységet, távolítsa el a papír oldalsó bilincsét - ezek az alkatrészek többé nem fognak légy hasznos.




4. Csavarja ki az önmetsző csavart a nedvszívó betét tálcán és a tápegységen, válassza le a leeresztő tömlőt a tálcáról és a kábelt a tápegységről az alaplapon, távolítsa el az abszorbens betét tálcát és a tápegységet. Tedd félre őket – még mindig hasznos.



5. Csavarja ki a szalag két önmetsző csavarját a kimenő lapot nyomó görgőkkel, távolítsa el ezt a szerelvényt, és helyezze egy halomba „extra” részekkel.

6. A jobb oldalon csavarja ki az önmetsző csavart és a szánt rögzítő csavart, amelyen a nyomtatófej mozog.

Távolítsa el a szánt nyomó rugót.

Távolítsa el a kocsi vonalzó rugóját (húzással ellátott szalagok) és magát a vonalzót.

Csavarja ki az alaplapot rögzítő két csavart,

és nyomja le a szánról (vigyázzon a papírérzékelővel!). Csavarja ki a szánt rögzítő csavart, amely az alaplap alatt található.

A bal oldalon csavarja ki a szánkót rögzítő önmetsző csavart.

Válassza le az adagolómotor csatlakozóját (J7) az alaplapról.

Válassza le a rugót a szán bal oldalán.

Távolítsa el a diaszerelvényt a nyomtatókocsival és az alaplappal együtt.

7. A bal oldalon csavarja ki a tengelyzár önmetsző csavarját,

távolítsa el a tengelyt és a rögzítőjét.

8. Távolítsa el az összes további vezetőt a retesz elején, amelyek a reteszekhez vannak rögzítve.

9. Fém- és tűreszelő fűrészlappal vágjon egy ablakot az oldalsó állványok aljába, az adagolótálca aljáig és az adagolótengelyig. Kényelmes a meglévő hornyok és lyukak használata az alján. Vágja le a sorját egy késsel, távolítsa el a fűrészport.

10. Most létre kell hoznia egy közvetlen adagolótálcát. Ehhez használhat két darab 10 x 10 mm 250 mm hosszú alumínium sarokdarabot és az eredeti papírtartó egy részét az adagolótálcában (bármilyen megfelelő méretű merev lemezt használhat). A sarkok M3 süllyesztett csavarokkal vannak rögzítve az alábbi képeken látható módon. A nyomtatótok függőleges síkjain, amelyekhez a sarkok rögzítve vannak, hornyokat kell kivágni, hogy az adagolótálcát kissé fel-le mozgatva finomhangolható legyen a helyzete.






A jobb sarokban le kell vágni a függőleges sarkot, különben a jobb oldali nyomógörgő nekitámaszkodik. A raklapon is ki kell vágnia egy hornyot a papírérzékelővel szemben (bár nyilvánvalóan ezt nem teheti meg).

És tegye a cső egy darabját a papírérzékelő antennájára, ezáltal kissé meghosszabbítva.

11. Kösse le az előtolótengely helyzetérzékelőjét (egy csavar), vágja le az érzékelőház ütközőjét, és rögzítse a lehető leglefelé csúsztatással.

A következő összeszerelés során ellenőrizze, hogy a löketekkel ellátott lemez az érzékelőnyílás közepén van-e, és nem érinti-e a széleit.
12. A szán három rögzítési pontja alá helyezze a kettő alátétek 4 mm-es furattal, egyenként 1 mm vastagsággal. Széles alátétek két helyen történő használatakor úgy kell reszelni őket, hogy ne feküdjenek a karosszériaelemekhez.


13. Távolítsa el a nyomógörgőket, helyezzen rájuk 2-3 rétegben (a középső görgőpáron legalább 3 rétegben) hőre zsugorodó csövet, a közbenső rétegek zsugorításával hőlégpisztollyal vagy más fűtési módszerrel. Egy reszelő segítségével mélyítse el a görgők hornyait, hogy azok szabadon forogjanak. Helyezze be a görgőket a tartóba.

14. Parkolt helyzetben, valamint a fúvókák tisztítása és az új patronok inicializálása során egy gumitömítéssel ellátott betétet nyomnak a nyomtatófej alsó felületére, ahol a fúvókák találhatók. Alulról egy cső csatlakozik a párnához, amely a vákuumszivattyúhoz megy. Tisztításkor a pumpa kiszívja a tintát a patronokból, tárolás közben a fúvókák védve vannak a tinta beszáradásától. Ezért fontos, hogy a gumitömítés szorosan illeszkedjen a fejhez, de a szán és a nyomtatófej felfelé irányuló mozgása miatt ez a feltétel nem teljesülhet. Növelni kell a párna mozgását a kiságyban. Ehhez el kell távolítania vagy legalább el kell távolítania a szivattyút - csavarja ki a két csavart, és nyomja ki a két reteszt.


Ezután távolítsa el a rugót, amely megfeszíti a párnaágyat, távolítsa el az ágy-párna szerelvényt, és válassza le a párnából kinyúló csövet. Ezután vágja le egy késsel körülbelül 1,5 mm-t a megfelelő helyeken a párna és a kiságy testének szakaszaiban, növelve a párna függőleges löketét. Ezután szerelje vissza a csomót. Mivel a fúvókák automatikus tisztítása és a patronok inicializálása furcsa eredményekhez vezetett a nem eredeti patronok használatakor, úgy döntöttünk, hogy leválasztjuk a szivattyút a betétről, amihez egy darab csövet és egy pólót használtunk. A felesleges tinta eltávolításához vagy a betét kézi mosásához csatlakoztathat egy fecskendőt a pólóhoz, vagy egyszerűen csak megcsípheti az ujjával a kivezető nyílást, és az adagolótengelyt hátrafelé görgetve (a bal oldalon lévő fogaskerék mellett) használja a nyomtatót. szivattyú.
15. Szerelje össze a nyomtatót fordított sorrendben. Az előtolótengely felszerelésekor gondosan tisztítsa meg a forgácstól és a portól az üléseket, és kenje be őket zsírréteggel, valamint a tengely megfelelő területeit. A görgő felszerelése után be kell állítani az adagolótálcát. A tálcát a tok oldalfalaihoz rögzítő csavarok meglazításával egy megfelelő méretű merev lemez (például egy üvegszál darab) segítségével biztosítania kell, hogy a tányér mozgása az adagolótálcáról az adagoló mentén haladjon. a tengely és a tengely mentén a kimeneti tálcában egyenletes, magasságbeli különbségek nélkül. Arra is ügyelnie kell, hogy az adagolótálca vezetői szigorúan párhuzamosak és merőlegesek legyenek az adagolótengellyel. Miután megtalálta az adagolótálca ilyen helyzetét, meg kell húzni a csavarokat, és célszerű egy csepp lakkal rögzíteni az anyák oldalán. Ezután folytassa az építkezést. A jobb oldalon a szán felfelé tolódása miatt, vagy inkább a rögzítési furat nem esik egybe a toktartóban lévő furattal - a lyukat reszelheti és csavarral rögzítheti a szán, vagy hagyhatja úgy ez.

A nedvszívó betét tálcáját, előzetesen lerövidítve a jobb oldali oszlopát, az eredeti helyére szereltük, két ponton forró ragasztóval rögzítve. A tápegység nem fért be az eredeti helyzetébe, így nem találtunk jobbat, mint egyszerűen műanyag kötővel rögzíteni a nyomtatókeret bal oldali állványán. A vezérlőpanelt rácsavartuk a tápegységen lévő fülre.


Az eredeti kimeneti tálca miatt a kimenet meghajlik, ezért a sima vízszintes kimenet érdekében frissíteni kell. Ehhez csak helyezzen valamivel kevesebb, mint 3 cm magasat a tálca alá, és tegyen pár vastag magazint vagy egy köteg papírt a tálcára. Egy idő után azonban ezt a kialakítást egy nem működő DVD-lejátszó házából készült tálcára cseréltük. Hogy mit kell tenni a burkolattal, hogy tálcás legyen, az a fényképekből kiderül, itt azonban mindenki használhatja a fantáziáját és a rögtönzött anyagot.


Eredmény:


Váltsa fel a szánkót b állásba O a fent leírtnál nagyobb érték bizonyos nehézségekkel jár. A problémás területek legalább az előtolótengely helyzetérzékelője, a kocsivonalzó jobb konzolja és a parkolóegység. Talán valami mást. Ennek eredményeként az anyag vastagsága, amelyre a módosított nyomtató nyomtatni tud, körülbelül 2 mm vagy valamivel több, ezért 1,5 mm vastag textolit esetén a hordozó nem lehet vastagabb 0,5 mm-nél, miközben kellően merevnek kell lennie. nyomtatott áramköri lapok nyersdarabjainak mozgatására. Megfelelő és megfizethető anyagnak bizonyult a vastag karton, például egy papírmappából. A bélést pontosan az adagolótálca szélességére kell vágni, mivel a vízszintes eltolódások befolyásolják a nyomtatási pontosságot. Esetünkben az aljzat 216,5 x 295 mm méretűnek bizonyult. Az eredeti adagolóegység nem használható, ezért a bélést kézzel kell behúzni a nyomógörgők alá, de a papírérzékelőt nem szabad aktiválni. Emiatt a papírérzékelő antennájának hordozójában kivágást kell készíteni, esetünkben a jobb széltől 65 mm távolságra, 40 mm mélyen és 10 mm szélesen. Ebben az esetben a nyomtatás a kivágás aljától 6 mm-re kezdődik, azaz 6 mm-rel a hordozónak a nyomtató által észlelt széle előtt. Hogy ez miért van így, nem tudjuk. A nyersdarabok aljzatra történő rögzítéséhez kényelmesen használható kétoldalas ragasztószalag. A szorítógörgők nagy erővel nyomják a bélést az adagolóhengerhez, így a görgők nem futhatnak be vagy ki a munkadarabból a sima nyomattovábbítás érdekében. Ennek az állapotnak a biztosításához a munkadarab előtt, után és esetleg oldalról azonos vastagságú anyagot kell ragasztani. Ez megkönnyíti a munkadarab pozícionálását soros és/vagy kétoldalas nyomtatáshoz.
Az eredeti patronok elég gyorsan kifogytak, de összességében az eredeti tintákkal nagyon jó eredmények születtek. jó. Úgy döntöttek azonban, hogy újratölthető patronokat és kompatibilis tintákat vásárolnak.


A lélek ezen nem nyugodott meg, a tintát próbálták módosítani, hogy növeljék bennük a polimer komponens tartalmát. E kísérletek eredményeként a fekete tintával ellátott fúvókák 90%-ban, a bíbor tintával 50%-ban eltömődtek, az egyik fúvóka nem működött a „sárga” sorban, és csak a cián tintafúvókák maradtak teljesen működőképesek. A sablonok nyomtatásához azonban elég egy szín. Mivel a bíbor tinta mutatta a legjobb eredményt, ők töltötték újra a cián tintapatront.
1. Készítse elő a munkadarab felületét. Ha viszonylag tiszta, akkor elég acetonnal zsírtalanítani. Ellenkező esetben zsírtalanítsa, dörzsszivaccsal tisztítsa meg, és oxidréteget képezve tegye 15-20 percre 180°C-os sütőbe. Ezután lehűtjük és acetonnal zsírtalanítjuk.
2. Kétoldalas ragasztószalaggal és segédtextolit törmelékkel rögzítse a munkadarabot az aljzatra.
3. Alakítsa át a sablont a nyomtatáskor használt tiszta színre. Esetünkben kék színben (RGB = 0, 255, 255). Magatartás próbanyomat(lehetséges, hogy ne a teljes sablont használja, hanem csak az összesített pontokat, pl. sarkokat), ha szükséges, a nyomtatáshoz használt programban javítsa ki a sablon helyzetét, mossa le acetonnal az előző eredményt, ismételje meg, szükség esetén a korrekciós eljárást.

4. Nyomtassa ki a sablont az üres felületre. A legjobb eredmény a következő beállításokkal érhető el:


5. Szárítsa a munkadarabot levegőn 5 percig, hajszárítóval gyorsíthatja. Ezután vegye le a munkadarabot az aljzatról, és végezze el az előzetes rögzítést a sütőben 15 percig (a sütő bekapcsolását követő idő) 200°C-on csúcshőmérsékleten. Hűtsük le a munkadarabot.
6. A második réteg pontos pozicionálásához több kis átmérőjű, például 1 mm átmérőjű lyukat fúrhat a leendő tábla rögzítési pontjain. Rögzítse a munkadarabot a második réteg felületével felfelé, míg a kétoldalas ragasztószalagot az első réteg teljesen festett területeire kell ragasztani. Ha a munkadarab szorosan be van szorítva a két elülső és hátsó lemez közé, akkor nincs szükség kétoldalas ragasztószalagra. Zsírtalanítsa a munkadarabot acetonnal.
7. Elhelyezés és nyomtatás – ismételje meg a 3. és 4. lépést.

8. Szárítsa a munkadarabot levegőn 5 percig, hajszárítóval gyorsíthatja. Ezután válassza le a munkadarabot az aljzatról, rögzítse például gemkapcsokból készült állványokra, helyezze sütőbe, és rögzítse 15 percig (a sütő bekapcsolásától számítva) 210°C-on csúcshőmérsékleten. Hűtsük le a munkadarabot.



9. Vizsgálja meg a munkadarabot, gyanús helyeket vékonyréteg tintával (például a lyukak vagy a rátapadt porszemcsék mellé), hogy átfestse vízálló jelölővel. Maratja a munkadarabot. Annak érdekében, hogy a munkadarab felülete távolságot tartson a tartály aljától, fogpiszkálókat szúrhat a furatokba (1 mm átmérőjű a második réteg elhelyezéséhez), így az éles hegy 1,5-2 mm-re kijön. , a vastagot pedig ugyanilyen magasra harapjuk le. Maratáskor időnként fordítsa meg a táblát, és ellenőrizze a készenlétet.


Mossa le a tintát acetonnal.


Fontos jegyzetek.
1. Annak érdekében, hogy a használt tinta ellenállóvá váljon a maratási oldattal szemben, körülbelül 15 percig (a sütő bekapcsolásától számított idő) körülbelül 210 °C-os hőmérsékleten kell tartani a csúcson (ezt a következő helyen található hőelem segítségével kell elérni a munkadarabhoz). Az intervallum szűk, mivel 5-10 ° C-kal túllépve a textolit összeesik, leengedésekor a tintát maratóoldattal lemossák. Egy adott esetben a pontos feltételeket kell kiválasztani empirikusan. Az ellenőrzéshez használhatja a tesztet egy vattacsomóval. Ha a vízzel megnedvesített pamut törlőkendővel könnyen lemossák a tintát, akkor növelni kell a hőmérsékletet, ha nem mosódik le, vagy csak enyhén foltosodik, akkor a maratóoldattal szembeni ellenállást megszerezték. Még ha az acetonnal megnedvesített vattacsomót nehéz is lemosni a tintáról, a maratási oldattal szembeni ellenállás nagyon jó. Így kiválaszthatja a legjobb eredményt biztosító tinta- és beégetési feltételeket. Megjegyzendő, hogy elektromos grillsütőt használtunk, csak a felső fűtőelemet kapcsoltuk be, és amikor végre sikerült rögzíteni a tinta, a sütő termosztátját 220°C-ra állítottuk.
2. A nyomtatás reprodukálhatósága eléri a 0,1 mm-t, így szükség esetén másodszor is rányomtathatja a sablon első oldalára, közbenső szárítással közvetlenül a hordozóra hőlégfúvóval (állítható hőmérsékletű) vagy háztartási hajszárítóval állítsa be a maximális hőmérsékletre. Szárításra azért van szükség, hogy a nyomógörgők ne kenjék be az előző réteget.
3. Két oldal előállítása egymás után is elvégezhető. Először nyomtassa ki és rögzítse az első oldalt, és védje meg a fóliát a második oldalon, pl. akril festék léggömbből. Maratja az első oldalt, távolítsa el a védelmet a második oldalról acetonnal, nyomtassa ki és rögzítse a második oldalt, védje meg az elsőt tintával, marja le a második oldalt, és távolítsa el a védelmet az elsőről.
4. A következőképpen kell nyomtatnia: először küldje el a nyomtatási feladatot, várja meg, amíg a nyomtató jelzi, hogy nincs papír, majd óvatosan csúsztassa a hordozót a rögzített munkadarabbal a nyomógörgők alá, görgesse az adagolóhengert a fogaskeréknél fogva. balra, majd nyomja meg a gombot a nyomtatás folytatásához. Ha a nyomtatási munkamenetek között rövid szünetek vannak, a nyomtató nem hajt végre rövid tisztítási eljárást, így először betöltheti a hordozót a nyersanyaggal, majd elküldheti a nyomtatási feladatot.
5. Különleges tisztaságra kell ügyelni, mivel a nedves tintára a munkadarabra hullott minden por meghibásodáshoz vezethet.
Több kétoldalas nyomtatott áramköri lap készült így, és bár a pályák nál nél 0,5 mm-nél nem használtak, a vizsgálati területeken 0,25 mm-es sávszélességű pálya kialakításának lehetőségét mutatták be, és ez nyilvánvalóan nem a határa ennek a módszernek.

P.S. Példa egy kétoldalas táblára 0,25 mm-es sínekkel (a tervezés során a 0,25 mm-es sávszélességre és a résekre vonatkozó normákat határozták meg, de kézi finomhangolással megnövelték a sínek közötti távolságokat, mint pl. amennyire csak lehetséges). Ne feledje, hogy a kétoldalas táblák gyártása során még mindig megbízhatóbb az oldalak egymás utáni nyomtatása és maratása. 1. oldal:

2. oldal:

Háromféle hiba figyelhető meg:
1. Lineáris torzítás, ami nyilvánvalóan abból adódik, hogy az egyik oldalra gyors kétmenetes, a másikra pedig lassú egymenetes módban nyomtattak. Vagyis jobb mindkét oldalra ugyanabban a módban nyomtatni.
2. A nyomvonalak helyenként kissé kiszélesednek a tinta terjedése miatt. Ez a hiba elkerülhető a felület gondos előkészítésével - zsírtalanítsd acetonba mártott ronggyal, majd száraz pamut törlővel alaposan töröld át.
3. A pálya egyik szélétől és a párnáktól észrevehetően több maratott. Ez túlmelegedés miatt történt, aminek következtében a tinta nagyon sötét lett és elkezdett leválni. Ez azt jelenti, hogy gondosan ellenőrizni kell a melegítés egyenletességét (válasszon olyan helyet a sütőben, ahol a fűtés egyenletesebb), és semmi esetre sem engedheti meg a túlmelegedést - a tintának észrevehetően sötétednie kell, de nem kell sötétszürke árnyalatot kapnia.
Ezek a hibák azonban nem bizonyultak kritikusnak, és ennek eredményeként vezetékezési javítás nélkül egy teljesen működőképes készüléket kaptunk.

Otthoni szövetnyomtatás
Hagyományos tintasugaras nyomtatóval, ami a legtöbb olvasónak van otthon, feliratokat, rajzokat helyezhet a ruhákra, valamint zászlókat, zászlókat és egyéb kis méretű egyedi tárgyakat készíthet.
Képátviteli adathordozó
Gyakorlatilag bármely modern és régóta nem gyártott tintasugaras nyomtató vagy MFP képes speciális hordozóra képeket nyomtatni, amelyeket pamutra és kevert anyagokra visz át, amelyek ellenállnak a tartós hőnek. Az ilyen hordozók szerkezete sűrű papíralapot és vékony rugalmas réteget foglal magában, amely hevítéskor a szövethez kapcsolódik - a nyomtatási folyamat során a felületére hordják fel a tintát.
A világ valamennyi vezető tintasugaras nyomtató-gyártója rendelkezik márkás nyomathordozókkal a képek szövetre történő átviteléhez. Például a Canon termékcsaládjában megtalálható a T-Shirt Transfer adathordozó (TR-301), az Epson rendelkezik vasalható Cool Peel transzferpapírral (C13S041154), a HP pedig vasalható pólótranszferekkel (C6050A). A felsorolt hordozók kiskereskedelmi csomagjai (1. ábra) 10 db A4-es papírlapot tartalmaznak.
![]()
Ezenkívül a külső gyártók médiát is gyártanak a képek szövetre történő átviteléhez. Például a hazánkban jól ismert Lomond több lehetőséget kínál egyszerre: Ink Jet Transfer Paper for Bright Cloth (világos szövetekhez), Ink Jet Transfer Paper for Dark Cloth (sötét szövetekhez) és Ink Jet Luminous Transfer. Papír (sötét és világos szövetekhez alkalmas, és a fluoreszkáló adalékoknak köszönhetően a kép világít a sötétben). A felsorolt Lomond hordozók (2. ábra) 10 és 50 lapos kiszerelésben kaphatók A4 és A3 méretben.
Képkészítés
A kép előkészítése és kimenete bármely raszteres vagy vektorgrafikus szerkesztőben elvégezhető. Nem szabad azonban elfelejteni, hogy mind a tintasugaras technológia, mind magának a hőátviteli folyamatnak a sajátosságai miatt egy speciális médiával a szövetre átvitt kép jelentősen eltér attól a képtől, amelyet ugyanazon a nyomtatón nyomtattak hagyományos, sőt inkább fotópapíron. Különösen az anyagra átvitt képet alacsonyabb kontraszt, kisebb színskála és gyengébb reprodukció jellemzi. világos árnyalatok a normál irodai papírra készült kontrollnyomathoz képest. A veszteségek minimalizálása érdekében a raszteres képek (fotók, reprodukciók stb.) készítése során növelni kell a kontrasztot és a telítettséget. A vektoros képek létrehozásakor és szerkesztésekor célszerű tiszta, telített színeket használni az objektumok és körvonalak kitöltésére, és lehetőség szerint kerülni kell a világos árnyalatok és a nagyon vékony vonalak használatát.
A fotók, valamint a sok féltónusú és színátmenetes átmenetet tartalmazó vektoros és raszteres rajzok a finom textúrájú fehér szövetből készült termékeken mutatnak a legjobban. Az a tény, hogy a szövet színe – a fehéren kívül – észrevehetően torzíthatja az eredeti kép színeit. Emiatt egy kép melanzs vagy színes szövetre való átviteléhez célszerű monokróm mintákat vagy képeket készíteni korlátozott számú színnel.
A speciális nyomathordozók leghatékonyabb felhasználása érdekében több különálló kis méretű kép is elrendezhető egy lapon mintarészletként, 10-15 mm széles réseket hagyva a szegélyek között.
Fóka
Szóval kész a kép. A nyomtató beállításainál válassza ki a hőhordozót, a használni kívánt lapok méretét és tájolását (3. ábra). Ahhoz, hogy a szövetre átvitt feliratok normálisan olvashatóak legyenek, és a képek az eredetivel azonos irányba „nézzenek”, tükörképben kell nyomtatni. Ehhez aktiválja a nyomtatott kép tükrözésének lehetőségét a nyomtató-illesztőprogram beállításaiban (az orosz verziókban "tükörnek" vagy "vízszintesen flipnek", angolul - flip vagy tükörnek nevezhető). Ha a használt nyomtató illesztőprogramja nem biztosít ilyen lehetőséget, keresse meg annak a programnak a nyomtatási beállításai között, amelyből a képet ki szeretné nyomtatni (4. és 5. ábra). A kiválasztott beállítások helyességének ellenőrzéséhez használja az előnézeti módot.



Kép átvitele szövetre
A nyomtatott kép szövetre való átviteléhez a vasalóprés a legalkalmasabb - ez biztosítja a minta legtartósabb rögzítését. Ha azonban az önök között háztartási eszközök nincs ilyen eszköz, használhatsz rendes vasalót.
Készítsen elő egy sima és kemény felületű asztalt, amely ellenáll a hosszan tartó hőnek (vasalódeszka sajnos nem megy erre a célra). Ezenkívül szüksége lesz egy darab tiszta anyagra.
Vágja ki a speciális hordozólapra nyomtatott képet, 5-6 mm-rel hátrébb lépve a szélétől.
Állítsa a vasalót a megfelelő helyzetbe. maximális teljesítmény. Ha az Ön modellje gőzölővel van felszerelve, kapcsolja ki. Hagyja bekapcsolva a vasalót egy ideig, hogy felmelegedjen a maximális hőmérsékletre.
Mivel a különböző vasalómodellek teljesítmény- és hőmérsékleti viszonyai eltérőek, ezért kísérletileg kell kiválasztani az optimális átviteli időt. Ehhez érdemes kinyomtatni néhány kis méretű tesztképet, és megpróbálni átvinni egy felesleges szövetdarabra.
Miután megbizonyosodott arról, hogy a vasaló meleg, tegyünk a munkaasztalra egy előre elkészített tiszta rongydarabot, és alaposan simítsuk el, hogy ne legyenek ráncok vagy gyűrődések. Ezután fektesse erre az anyagra azt a terméket, amelyre a mintát tervezi átvinni. A felületet vasalással készítse elő a kép átviteléhez.
Helyezze a kivágott nyomatot képpel lefelé oda, ahol szeretné. A kép legjobb rögzítése érdekében kívánatos a vasaló munkafelületének legszélesebb részét használni. Nagyméretű kép fordításakor a legjobb, ha a lapot több menetben simítja, lassan mozgatva a vasalót szorosan az asztalhoz szorítva a rajz hosszú oldala mentén (6. ábra). Egy menet időtartama körülbelül 30 s.
Fordítsa el a vasalót 180°-kal, és ismételje meg a fenti eljárást a másik végétől kezdve. Ezután óvatosan vasalja ki a fordítandó kép széleit úgy, hogy egy szorosan összenyomott vasalót a kép kerülete mentén mozgat.
![]()
vasalót használva
A fenti lépések elvégzése után hagyja hűlni a terméket egy-két percig, majd óvatosan válassza le a papíralapot úgy, hogy bármelyik sarkánál megfogja. Felhívjuk figyelmét, hogy a teljesen lehűtött termékről sokkal nehezebb lesz eltávolítani az alapot.
Ha több képet vagy feliratot szeretne alkalmazni ugyanazon a terméken, akkor azokat úgy kell elhelyezni, hogy ne fedjék egymást.
Késztermékek gondozása
A leírt módszerrel felvitt képekkel ellátott termékeket a legjobb, ha hideg vízben mossuk, porral színes tárgyakhoz. A lefordított képekkel ellátott pólókat és ingeket ki kell fordítani a mosógépbe helyezés előtt. Készüljön fel arra, hogy az első mosás után a kép színei kevésbé fényesek és telítettek lesznek - ez teljesen normális.
A jól rögzített képek több tucat mosást is kibírnak minimális fényerő- és telítettségveszteséggel. Az optimális tartósítást azonban a kézi mosás biztosítja.
A nyomtatóberendezések listája professzionális és univerzális berendezéseket tartalmaz. A szövetnyomtató a második csoportba tartozik. A fehér és színes textíliákon készült képek fényesek és tartósak. A különböző anyagok saját technológiával és megfelelő felszereléssel rendelkeznek.
Közvetlen nyomtatási eszközök
A digitális módszer az egyik legelérhetőbb és leghatékonyabb. Nincs szükség köztes formákra, bármilyen szövettel dolgozhatsz. A technika alapja a textil alap impregnálása vízben oldódó festékkel, majd melegítés. Befolyás alatt magas hőmérsékletek a minta szilárdan rögzítve van a felületen.
BAN BEN technológiai folyamat 2 fő eszközről van szó: egy nyomtatóról és egy hőprésről. Először egy rajzelrendezést dolgoznak ki számítógépen - egy grafikus szerkesztőben.
Az elem ezután egy közvetlen nyomtatási nyomtatóba kerül. A kép innen kerül átvitelre digitális forrás textilekhez. A festék gyorsan behatol az anyagba és egyenletesen fekszik. A kép világos, precíz kontúrokkal, mindkét oldalról látható és nem fakul el sokáig.
Híres márkák: HP, Brother, Epson, JETEX, DreamJet, Power Jet. A legkeresettebb gépek a közvetlen nyomtatás, A4-es és A3-as rajzok készítésével.
A világos színű vegyes anyagokon dolgozó berendezések ára 100 ezer rubeltől kezdődik. A természetes pamutszövetre való nyomtatáshoz használt nyomtatók ára 400-650 ezer rubel. A fehér és színes textíliákkal is dolgozó modellek ugyanannyiba kerülnek.
 A nagy nyomdák ipari textilnyomtatókat használnak
A nagy nyomdák ipari textilnyomtatókat használnak
Opcionális felszerelés
A minta rögzítéséhez lapos hőprést használnak (a másik név a tabletta). A textíliákat (például egy pólót) a munkafelületre fektetik, és 220-250 fokra felmelegedő tűzhellyel préselik. A magas nyomás és hőmérséklet a festéket a szövetbe olvasztja.
A nyitómechanizmus szerint a táblagépek függőlegesen összecsukhatók és forgathatók. Az első esetben a lemez felemelkedik. A másodikban az asztalhoz képest oldalra mozog.
A hőprések mérete is eltérő. fűtőlemez. A legnépszerűbb formátumok a 380 x 380 és a 400 x 500 mm. Használhatók képek rajzolására különböző típusok sík felületek: ruhák, sálak, törölközők, ágynemű.
Vásárláskor ügyeljen a prés teljesítményére, a nyomás és a hőmérséklet beállításának módjaira, a feldolgozott anyagok típusaira. Ellenőrizze a lemez simaságát és melegítésének egyenletességét.
Egy egyszerű kézi egység ára 15-35 ezer rubel. Automatikus vezérlés 100 ezer rubelre emeli az árat.
 Népszerű hőprésmárkák: HIX, Insta HTP, AcosGraf, Sefa, ZnakPress, Transfer Kit.
Népszerű hőprésmárkák: HIX, Insta HTP, AcosGraf, Sefa, ZnakPress, Transfer Kit.
szublimációs berendezés
A hőtranszfer technológia azon alapul, hogy egy közbülső hordozón keresztül egy képet visznek át a textil alapra. Ha egy szintetikus szövetre mintát visz fel, texturált, tartós nyomatot kap. A pamuton a képek mosáskor gyorsan lemosódnak.
A hőátvitelhez szüksége lesz:
- számítógép grafikus programcsomaggal elrendezések létrehozásához;
- szublimációs nyomtató;
- hőprés lapos.
A szublimációs nyomtató helyettesíthető egy hagyományos digitális nyomtatóval. Vásárláskor csak tisztáznia kell, hogy van-e utántöltve szublimációs tintával.
A rajz szublimációs papírra van nyomtatva. Nem szívja magába a festéket, nem engedi szétterülni és sima felülettel tiszta képet alkot.
A terméket hőprésbe küldik. Magas hőmérséklet és vákuum hatására a papír kiég, és a szublimációs tinta szilárdan forrasztódik a szövethez. A munkában ugyanazokat a hőprések típusait alkalmazzák, mint a digitális direktnyomtatásnál.
 A texturált minta remekül mutat pólókon és egyéb ruhákon
A texturált minta remekül mutat pólókon és egyéb ruhákon
Szitanyomó gépek
Ez a benyomási technika a minta létrehozásán alapul speciális sablonok segítségével, amelyek mindegyike egy adott színnek felel meg. Először a digitális képet árnyalatokkal részekre osztják. Ezután külön papírlapokra egy színnel nyomtatják a rajz sziluettjét, és fényképes emulzióval vonják be.
Ezt követően a stencilgépet csatlakoztatjuk a műhöz. Rajta több műveletet hajtanak végre egymás után:
- vigye át a mintát egy feszített hálóval ellátott keretre;
- húzza a textíliákat a gépre;
- egy tintával ellátott sablont helyeznek a tetejére, és átnyomják őket a kis cellákon.
Az egyszínű nyomdagépek egy nyomószakasszal rendelkeznek. A két- és többszínű modellek körhinta típusú eszközök. Rajtuk egyszerre több dolgot is lefedhet egy mintával a sablonok megváltoztatása nélkül. Minden festék külön szekcióban van, és a rácson keresztül préselődik.
 A festéket ecsettel vagy hengerrel lehet a munkaterületre felvinni
A festéket ecsettel vagy hengerrel lehet a munkaterületre felvinni
A gépesítés szintje szerint a stencilgépeket 3 típusra osztják:
- Kézi vezérléssel. Egyszerű készülék, kényelmes kezelés, otthon is használható. Nem alkalmas nagy futásokhoz. A minimális ár 35 ezer rubel.
- Félautomata. 70 ezer rubeltől indulnak. Megnövekedett termelékenység - a termékek nyomtatásának és eltávolításának folyamata automatizált. A bélés kézzel történik. A köztes lépésekben a textilnyomtató gondoskodik arról, hogy a tinta rászáradjon a ruhára.
- Automatikus. Professzionális stencil berendezés nagy teljesítménnyel. Minden folyamat automatizált, és nem igényel kézi munkát. A felszerelés minimális költsége 150 ezer rubel.
A stencil berendezések ismert gyártói: Fusion, Chameleon, Economax, Kruzer, Sidewinder.
Hagyja megszáradni a tintát az egyes színek felhordása után és a nyomtatás befejezése után. A kézi és félautomata szövetnyomtatókon kívül meg kell vásárolnia szárító berendezés kamra vagy alagút típusú. A szállítószalagos szárítók drágák (250 ezer rubeltől), és alkalmasak nagy ipari termelésre.
Segédtechnológia képernyőtechnikához:
- gép sablonok készítéséhez;
- expozíciós eszköz;
- mosókabin hálós keretek feldolgozásához.
Általában a készlet 150-200 ezer rubelbe kerül.
Termikus felhordás szövetre
A hőfelhordási technológia a textilnyomtatás minden fajtája közül a legegyszerűbb. A ruhák mintáját manuálisan hozzák létre a ragasztófólia egyes elemeiből. Ezután az anyagot egy fűtött présbe helyezik, amely rögzíti az alkalmazást. Ugyanazokat a hőpréseket használja, mint a közvetlen nyomtatásnál. Otthon vasalóval megjavíthatod a képet.
A filmet hagyományos digitális vagy tintasugaras nyomtatón nyomtatják. A vinil, bársony, velúr fogyóeszközként is használható.
A textilnyomtatók zászlóshajó modelljeinek áttekintése
Szublimációs szövetnyomtató kompakt méretű, 64" (1626 mm) nyomtatási szélességgel. Nagy példányszámokhoz ajánlott. Nagy sűrűségű tintákkal működik, amelyek mély fekete színt és gazdaságos tintafogyasztást biztosítanak. Beépített szárítórendszerrel felszerelt.
Jellemzők:
- Az akár 720 x 1440 dpi felbontás lehetővé teszi a fényképezési pontosságú nyomatok készítését.
- Termelékenység - akár 58 négyzetméter. méter szövet óránként.
- A beépített kétsoros nyomtatótartályok egyenként 1,5 liter, a hulladéktinta gyűjtőrekeszbe 2 liter tinta fér. A nagy térfogatú konténerek időt takarítanak meg a berendezések karbantartásán.
- A 6,5 cm-es LCD képernyő megkönnyíti a beállítást és a folyamat nyomon követését.
- Az Epson SureColor SC-F7200 szublimációs nyomtató becsült költsége 1 millió rubel.

Professzionális nyomtató textíliák egyenetlen felületére. Dolgozik vízben oldódó tinta. Természetes és vegyes szövetekből készült világos és sötét színű termékek közvetlen nyomtatására tervezve.
Fehér textíliákon, nyomatok CMYK színekben 1 vagy 2 menetben. A képek világosak és lédúsak. Sötét anyagok feldolgozásakor fehér festéket ad a színmodellhez.
Jellemzők:
- Asztal mérete - 356 x 406 mm.
- Felbontás - 600 x 600 és 1200 x 1200 dpi között.
- 8 nyomtatófej.
- A textilnyomtató átlagos költsége 1,3 millió rubel.

Ranar Pony P-4400
Carousel típusú kézi szitanyomó gép textilnyomtatáshoz Kis méretű kivitel 4 nyomtatófejhez és 4 asztalhoz. A keret maximális szélessége 78 cm.
Lehetőség van baseballsapkák és számok nyomtatására. A béléssel ellátott ruhákon való munkához rögzítőkeret biztosított. Ár - 240-300 ezer rubel.
BAN BEN Utóbbi időben Olyan módszereket kerestem, amelyekkel megkönnyíthetem a PCB-gyártást. Körülbelül egy éve bukkantam egy érdekes oldalra, amely leírja az Epson tintasugaras nyomtató módosításának folyamatát vastag anyagokra való nyomtatáshoz, pl. réz textoliton. A cikk az Epson C84 nyomtató elkészültét írta le, viszont volt egy Epson C86 nyomtatóm, de mivel Mivel az Epson nyomtatók mechanikája, azt hiszem, mindenki hasonló, úgy döntöttem, megpróbálom frissíteni a nyomtatómat.
Ebben a cikkben megpróbálom lépésről lépésre a lehető legrészletesebben leírni a nyomtató korszerűsítését a rézbevonatú textolitra történő nyomtatáshoz.
Szükséges anyagok:
- Nos, természetesen szükség lesz magára az Epson C80 család nyomtatójára.
- alumínium- vagy acéllemez
- bilincsek, csavarok, anyák, alátétek
- egy kis darab rétegelt lemez
- epoxi vagy szuperragasztó
- tinta (erről később)
Eszközök:
- daráló (Dremel, stb.) vágókoronggal (próbálkozhat egy kis majommal)
- különféle csavarhúzók, kulcsok, hatszögek
- fúró
- hőlégfegyver
1. lépés: Szerelje szét a nyomtatót
Az első dolgom az volt, hogy eltávolítottam a hátsó papírkiadó tálcát. Ezt követően el kell távolítania az elülső tálcát, oldalsó panelek majd a főtörzs.
Az alábbi képek a nyomtató szétszerelésének részletes folyamatát mutatják be:



2. lépés Távolítsa el a nyomtató belső elemeit
A nyomtatótok eltávolítása után el kell távolítani a nyomtató egyes belső elemeit. Először is el kell távolítania a papíradagoló érzékelőt. A jövőben szükségünk lesz rá, ezért ne sértse meg az eltávolításkor.

Ezután el kell távolítani a központi nyomógörgőket, mert. zavarhatják a PCB adagolását. Elvileg az oldalgörgők is eltávolíthatók.

Végül pedig el kell távolítania a nyomtatófej-tisztító mechanizmust. A mechanizmust reteszek tartják és nagyon egyszerűen eltávolítják, de az eltávolításkor legyen nagyon óvatos, mert. Különféle csövek vannak benne.


A nyomtató szétszerelése befejeződött. Most pedig kezdjük az ő "emelését".
3. lépés: Távolítsa el a nyomtatófej platformot

Megkezdjük a nyomtató frissítésének folyamatát. A munkavégzés pontosságot és védőfelszerelés használatát igényli (a szemet védeni kell!).
Először le kell csavarni a sínt, amely két csavarral van csavarozva (lásd a fenti képet). Kicsavarva? Félretesszük, akkor is szükségünk lesz rá.

Most figyelje meg a 2 csavart a fejtisztító mechanizmus közelében. Ezeket is lecsavarjuk. A bal oldalon azonban kicsit másképp történik, ahol le lehet vágni a rögzítőket.
A teljes platform fejjel történő eltávolításához először gondosan vizsgáljon meg mindent, és jelölje meg markerrel azokat a helyeket, ahol a fémet le kell vágni. Ezután óvatosan vágja le a fémet kézi csiszolóval (Dremel stb.)



4. lépés: A nyomtatófej tisztítása
Ez a lépés nem kötelező, de mivel a nyomtatót teljesen szétszerelték, a legjobb, ha azonnal megtisztítja a nyomtatófejet. Ráadásul ebben nincs semmi bonyolult. Erre a célra közönséges fülpálcát és üvegtisztítót használtam.

5. lépés: A nyomtatófej platform telepítése 1. rész
Miután mindent szétszereltek és megtisztítottak, ideje összeszerelni a nyomtatót, figyelembe véve a textolitra történő nyomtatáshoz szükséges távolságot. Vagy ahogy a terepjárók mondják: "lifting" (azaz emelés). Az emelés mértéke teljes mértékben attól függ, hogy milyen anyagra kíván nyomtatni. A nyomtató módosításánál egy acél anyagadagolót terveztem, amelyhez textolit csatlakozik. Az anyagellátó platform (acél) vastagsága 1,5 mm, a fóliatextolit vastagsága, amiből általában táblákat készítettem, szintén 1,5 mm volt. Azonban úgy döntöttem, hogy a fej ne nyomja túl erősen az anyagot, ezért a 9 mm körüli rést választottam. Sőt, néha nyomtatok kétoldalas textolitra, ami valamivel vastagabb, mint az egyoldalas.

Annak érdekében, hogy könnyebben tudjam szabályozni az emelési szintet, alátéteket és anyákat választottam, amelyek vastagságát tolómérővel mértem meg. Ezenkívül vettem hozzájuk néhány hosszú csavart és anyát. Az elülső adagolórendszerrel kezdtem.
6. lépés A nyomtatófej platform telepítése 2. rész

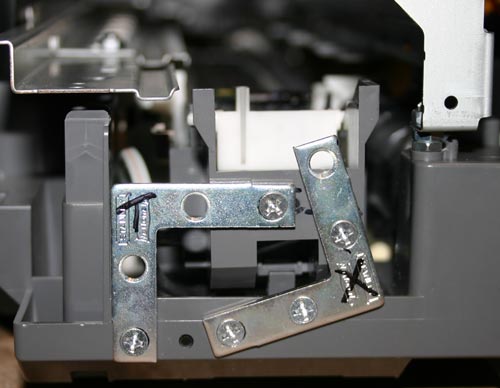
A nyomtatófej platform felszerelése előtt kis jumpereket kell készíteni. A sarkokból készítettem őket, amiket 2 részre fűrészeltem (lásd a fenti fotót). Természetesen saját maga is elkészítheti őket.



Ezt követően megjelöltem a fúráshoz szükséges furatokat a nyomtatóban. Az alsó furatok könnyen megjelölhetők és fúrhatók. Ezután azonnal csavarja a helyükre a konzolokat.

A következő lépés a felső lyukak kijelölése és fúrása az emelvényen, ez valamivel nehezebben kivitelezhető, mert. mindennek egy szinten kell lennie. Ehhez a platform dokkolópontjaihoz a nyomtató aljánál helyeztem el pár anyát. Szintező használatával győződjön meg arról, hogy a platform vízszintes. A lyukakat megjelöljük, fúrjuk és csavarokkal húzzuk meg.


7. lépés A nyomtatófej-tisztító mechanizmus „emelése”.
Amikor a nyomtató befejezi a nyomtatást, a fej a fejtisztító mechanizmusban "parkolt", ahol a fej fúvókáit megtisztítják, hogy megakadályozzák azok kiszáradását és eltömődését. Ezt a mechanizmust is kicsit emelni kell.
Ezt a mechanizmust két sarok segítségével rögzítettem (lásd a fenti képet).
8. lépés: Etetőrendszer
Ebben a szakaszban figyelembe vesszük az ellátórendszer gyártási folyamatát és az anyagellátó érzékelő felszerelését.

Az adagolórendszer kialakításánál az első probléma az anyagadagoló érzékelő beépítése volt. Az érzékelő nélkül a nyomtató nem működne, de hova és hogyan kell telepíteni? Amikor a papír áthalad a nyomtatón, ez az érzékelő jelzi a nyomtatóvezérlőnek, hogy mikor halad át a papír teteje, és ezen adatok alapján a nyomtató kiszámítja a papír pontos helyzetét. Az előtolásérzékelő egy hagyományos fotóérzékelő, kibocsátó diódával. Papír (esetünkben az anyag) áthaladásakor az érzékelőben lévő sugár megszakad.
Az érzékelő és az adagolórendszer számára úgy döntöttem, hogy rétegelt lemezből készítek egy platformot.

Ahogy a fenti képen is látható, több réteg rétegelt lemezt ragasztottam össze, hogy a betáplálás egy szintbe kerüljön a nyomtatóval. A platform túlsó sarkában rögzítettem az előtolás érzékelőt, amelyen keresztül az anyag áthalad. A rétegelt lemezben egy kis vágást készítettem az érzékelő behelyezésére.


A következő feladat az útmutatók elkészítése volt. Ehhez alumínium sarkokat használtam, amiket rétegelt lemezre ragasztottam. Fontos, hogy minden szög egyértelműen 90 fokos legyen, és a vezetők szigorúan párhuzamosak legyenek egymással. Adagolóanyagként alumínium lapot használtam, amelyre rézbevonatú textolit kerül lerakásra és rögzítésre a nyomtatáshoz.


Az anyagadagoló lapot alumínium lemezből készítettem. Igyekeztem a lapméretet megközelítőleg A4-es formátumra tenni. Miután egy kicsit olvasgattam az interneten a papíradagoló érzékelő és a nyomtató egészének működéséről, rájöttem, hogy a nyomtató megfelelő működéséhez egy kis kivágást kell készíteni az anyagadagoló lap sarkában, így hogy az érzékelő kicsit később működik, mint ahogy az adagológörgők forogni kezdenek. A vágás hossza körülbelül 90 mm volt.

Miután minden megtörtént, rögzítettem egy normál papírlapot az adagolólapra, telepítettem az összes illesztőprogramot a számítógépre, és próbanyomatot készítettem egy normál lapra.
9. lépés: Töltse fel a tintapatront

A nyomtató módosításának utolsó része a tintának szól. A hagyományos Epson tinta nem ellenáll a nyomtatott áramköri lap maratása során fellépő kémiai folyamatoknak. Ezért speciális tintára van szükség, ezeket Mis Pro sárga tintának hívják. Előfordulhat azonban, hogy ez a tinta nem alkalmas más (nem Epson) nyomtatókhoz, mert. ott más típusú nyomtatófejek is használhatók (az Epson piezoelektromos nyomtatófejet használ). Az inksupply.com online áruház szállítja Oroszországba.

A tintán kívül vettem új patronokat, bár persze a régieket is használhatod, ha jól kimosod. Természetesen a patronok újratöltéséhez egy közönséges fecskendőre is szüksége lesz. Ezenkívül vásároltam egy speciális eszközt a nyomtatópatronok visszaállítására (kék a képen).
10. lépés: Tesztek

Most térjünk át a nyomtatási tesztekre. A tervezőprogramban több, nyomtatásra szánt nyersdarabot készítettem, különböző vastagságú pályákkal.


A fenti fotók alapján megítélheti a nyomtatás minőségét. Az alábbiakban egy videó a nyomtatásról:
11. lépés Rézkarc
Az ezzel a módszerrel készült maratólapokhoz csak vas-klorid oldat alkalmas. Egyéb maratási módszerek ( kék vitriol, sósav stb.) korrodálhatják a Mis Pro sárga tintát. Vas-kloriddal való maratásnál jobb melegíteni nyomtatott áramkör hőpisztollyal ez felgyorsítja a maratási folyamatot stb. kevesebb tintaréteg "ül le".

A hevítési hőmérsékletet, arányokat és a maratás időtartamát tapasztalati úton választják ki.













