1. Το κύριο πλεονέκτημα του σχεδιασμού της μηχανής προφίλ δοκού flagman 4x240 είναι πολύ αξιόπιστο σύστημα τροφοδοσίας τεμαχίου εργασίαςκατά την επεξεργασία: ένας μακρύς ωστήρας στο φορείο σπρώχνει το τεμάχιο εργασίας μέσω όλων των αξόνων, παρέχοντας σταθερή δύναμη και ταχύτητα τροφοδοσίας, κάτι που είναι αδύνατο να επιτευχθεί χρησιμοποιώντας κυλίνδρους τροφοδοσίας και κυματισμούς. Αντίστοιχα, εξασφαλίζεται σταθερή ποιότητα επιφάνειας σε όλο το μήκος της προκύπτουσας ξυλείας. Μια παγωμένη ή όχι πολύ ομοιόμορφη δέσμη - δεν έχει σημασία για τον ωθητή, η τροφοδοσία είναι εγγυημένη σταθερή και καθαρή. Η επιστροφή του ωθητή στην αρχική του θέση πραγματοποιείται στις μέγιστη ταχύτητασε 10-15 δευτερόλεπτα.
Μόνο ένα τέτοιο σύστημα τροφοδοσίας καθιστά δυνατή την παραγωγή σύνθετων τμημάτων, για παράδειγμα, με μία ή ακόμα και δύο πλευρικές ημικυκλικές πλευρές για ένα "τετράγωνο σπίτι", ενώ εγγυάται μια ακριβή γεωμετρία και την πλήρη απουσία βαθουλωμάτων και άλλων σημαδιών από την τροφοδοσία κυλίνδρους στο τελικό προϊόν.
2. Η τροφοδοσία με ώθηση σάς επιτρέπει επίσης να αυξήσετε το "αδιάκριτο": η δύναμη στο φορέα ώθησης μεταδίδεται μέσω μιας αλυσίδας (σιδηροτροχιάς) στερεωμένης άκαμπτα στο τραπέζι τροφοδοσίας και ενός οδοντωτού τροχού κίνησης. Ο οδοντωτός τροχός πιέζεται πάνω στην αλυσίδα από ένα ελατήριο και με μια συγκεκριμένη αντίσταση κύλισης (για παράδειγμα, κάποιος ξέχασε να επαναδιαμορφώσει τους κυλίνδρους πίεσης σε μεγαλύτερο τμήμα), απλώς κερδίζει πίσω, αποδεσμεύεται από την αλυσίδα και γυρίζει. Αυτή η λύση προστατεύει τα στοιχεία του μηχανήματος από απρόσεκτο χειρισμό.
3. Η θέση όλων των στοιχείων εργασίας του μηχανήματος: οι άξονες, η επιφάνεια του τραπεζιού, οι κύλινδροι πίεσης και οι κύλινδροι, οι ράγες οδήγησης είναι ρυθμιζόμενες. Μπορείτε πάντα να ρυθμίσετε τη βέλτιστη σχετική θέση των στοιχείων για άνετη και υψηλής ποιότητας επεξεργασία τεμαχίων εργασίας ενός ευρέος φάσματος τμημάτων.
4. Ο σχεδιασμός του πλαισίου της μηχανής, εκτός από την απαιτούμενη ακαμψία, παρέχει επίσης γρήγορη και εύκολη πρόσβαση σε όλα τα στοιχεία της μηχανής: η ρύθμιση, η συντήρηση και, εάν είναι απαραίτητο, η αντικατάσταση των εξαρτημάτων της μηχανής δεν είναι δύσκολες και δεν απαιτούν ένας μεγάλος αριθμόςχρόνος.
5. Ο ρυθμιζόμενος ρυθμός τροφοδοσίας του τεμαχίου σάς επιτρέπει να επιλέξετε τους βέλτιστους τρόπους λειτουργίας ανάλογα με διάφορες συνθήκες: το μέγεθος του τμήματος του τεμαχίου εργασίας, το βάθος αφαίρεσης, τη σκληρότητα του πετρώματος κ.λπ.
Οι σύγχρονες κατασκευαστικές τεχνολογίες περιλαμβάνουν τη χρήση ξυλείας υψηλής ποιότητας, η οποία δικαίως μπορεί να αποδοθεί στην ξυλεία με προφίλ. Αυτό το προϊόν διακρίνεται από μια σειρά πλεονεκτημάτων (αντοχή, ευκολία εγκατάστασης και εξαιρετικά χαρακτηριστικά θερμομόνωσης), γεγονός που εγγυάται την υψηλή ποιότητα των κτιρίων που κατασκευάζονται στη βάση του.
Ωστόσο, για αυτοπαραγωγήθα απαιτηθεί ξυλεία (εάν είναι αδύνατο να το αγοράσετε σε τελική μορφή). ειδικός εξοπλισμός, δηλαδή, μια τετράπλευρη ξυλουργική μηχανή.
Σχεδιαστικά χαρακτηριστικά και σκοπός
Πριν προχωρήσετε στην κατασκευή μιας μηχανής τεσσάρων όψεων στο σπίτι, θα πρέπει να εξοικειωθείτε με τα χαρακτηριστικά σχεδιασμού μιας τυπικής μονάδας πλάνης.
Ο κλασικός σχεδιασμός μιας μηχανής επεξεργασίας ξύλου 4 όψεων μπορεί να αναπαρασταθεί ως συνδυασμός των ακόλουθων κύριων μερών:
- μηχανισμός λήψης και τροφοδοσίας κενών.
- τμήμα ρύθμισης τύπου, που αποτελείται από έναν άξονα με ένα εργαλείο κοπής (φρέζας ή μαχαιροπρίονο).
- κινητήρας (βενζίνης ή ηλεκτρικός) με κίνηση.
- σώματα για τη ρύθμιση των παραμέτρων κοπής, τη ρύθμιση, την τροφοδοσία και τον έλεγχο της όλης διαδικασίας.
Είναι γνωστά μοντέλα τεσσάρων όψεων, στα οποία αρκετοί άξονες με κοπτικό εργαλείο είναι διατεταγμένοι σε μία σειρά.
Σύμφωνα με τις ιδιαιτερότητες της εφαρμογής τους, όλα τα γνωστά σχέδια μηχανών για την κατασκευή σανίδων προφίλ και την κατασκευή δοκών χωρίζονται σε δύο μεγάλες ομάδες, μέσα σε καθεμία από τις οποίες είναι δυνατές πολλές ενδιάμεσες επιλογές.
Πρώτον, είναι ένα φορητό (κινητό) μηχάνημα διαμόρφωσης προφίλ ξυλείας, το οποίο μπορεί να συναρμολογηθεί με το χέρι και χρησιμοποιείται ευρέως στο σπίτι ή σε μικρά εργαστήρια. Το κύριο πλεονέκτημά του είναι η κινητικότητα (η δυνατότητα μετακίνησης στον χώρο εργασίας), καθώς και η καλή προσαρμογή σε οποιεσδήποτε συνθήκες επεξεργασίας. Τα μειονεκτήματα μιας τέτοιας μονάδας 4 όψεων περιλαμβάνουν την αδυναμία επέκτασης της γκάμας των προϊόντων και τον χαμηλό αυτοματισμό.
Δεύτερον, είναι μια καθολική μηχανή επεξεργασίας ξύλου σε σταθερό σχεδιασμό, η οποία εξασφαλίζει την παραγωγή σημαντικών όγκων ξυλείας. Οι σταθερές μηχανές είναι συνήθως εξοπλισμένες με συστήματα CNC και μια ολόκληρη σειρά από εναλλάξιμα εργαλεία κοπής.
τετραμερής σταθερό μηχάνημαέχει σχεδιαστεί για να εκτελεί μια σειρά εργασιών κατεργασίας ξύλου, συμπεριλαμβανομένης της φρεζαρίσματος (με αυτόν τον τρόπο είναι παρόμοιο με ένα εργαλείο φρεζαρίσματος), το πλάνισμα και η αρμολόγηση, καθώς και το πάχος και το προφίλ. Με τη βοήθειά τους, είναι δυνατή η επεξεργασία των περισσότερων διαφορετικά είδηπρώτες ύλες ξύλου και παραλαμβάνουν τελικά προϊόντα διαφόρων ονομάτων και μεγεθών (δοκοί, ελάσματα, ράγα και επένδυση).
Τρέφων
Ο τροφοδότης μιας σύγχρονης μηχανής τεσσάρων όψεων με λειτουργία πλανίσματος μπορεί να αναπαρασταθεί ως εξής.
Η προμήθεια τεμαχίων ξύλου (μελλοντική ξυλεία) πραγματοποιείται μέσω τεσσάρων κυλίνδρων κίνησης και ένα σετ άνω και πλευρικών σφιγκτήρων είναι υπεύθυνο για τον σωστό προσανατολισμό του προς την κατεύθυνση κίνησης. Οι κύλινδροι που βρίσκονται στην κορυφή εκτελούν τη λειτουργία τους λόγω του δικού τους βάρους ή υπό την επίδραση ενισχυτών ελατηρίου.
Σημείωση!Η προσαρμογή του μεγέθους των αφαιρεθέντων τσιπ και η διαμόρφωση προφίλ των τεμαχίων πραγματοποιείται μετατοπίζοντας το μπροστινό μέρος του τραπεζιού κάθετα.
Η ξυλεία τροφοδοτείται στη συσκευή σε συνεχή λειτουργία, στην οποία το κενό μεταξύ των επόμενων κενών το ένα μετά το άλλο απουσιάζει εντελώς.
Το τελευταίο εξηγείται από το γεγονός ότι ακόμη και ένα μικρό κενό στην τροφοδοσία θα απαιτήσει νέα πλήρωση των κυλίνδρων, η οποία μειώνει σημαντικά την παραγωγικότητα του εξοπλισμού και αυξάνει το κόστος εργασίας.
Είναι δυνατό να αυξηθεί η παραγωγικότητα ολόκληρης της τετράπλευρης μηχανής επεξεργασίας ξύλου στο σύνολό της με μερική αυτοματοποίηση της μονάδας λήψης, η οποία πραγματοποιείται με συνδυασμό των λειτουργιών τοποθέτησης της σανίδας και της τροφοδοσίας της. Συνήθως ρυθμίζεται με ταχύτητα περίπου 8-22 μέτρα το λεπτό, ωστόσο σε ορισμένα μοντέρνα σχέδιαεξοπλισμού, αυτή η παράμετρος αυξάνεται σχεδόν κατά πέντε φορές.
Ταχύτητα εργαλείο κοπήςανά λεπτό, κατά μέσο όρο, είναι 5-6 χιλιάδες μονάδες (στα τελευταία μοντέλα της τελευταίας σχεδίασης, έχει ανέλθει σε 9 χιλιάδες).
Ζώνη και κόμβος επεξεργασίας
Μια τυπική μονάδα επεξεργασίας μιας τετράπλευρης μηχανής επεξεργασίας ξύλου περιέχει πάνω και κάτω οριζόντια σταθερούς άξονες και ένα ζεύγος κάθετα τοποθετημένων αξόνων. Κάθε ένα από αυτά έχει μια κεφαλή κοπής εξοπλισμένη με ένα ίσιο ή διαμορφωμένο μαχαίρι. Το μέγεθος του τεμαχίου εργασίας ρυθμίζεται με οριζόντια κίνηση του άξονα (με αλλαγή της θέσης της κοπτικής ακμής). Κατά την κοπή σανίδων, το πάχος τους ρυθμίζεται από την κατακόρυφη κίνηση του άνω άξονα.
Ένας επιπλέον (πέμπτος) άξονας κοπής ή πλανίσματος μπορεί να συμπεριληφθεί στο κιτ της μονάδας επεξεργασίας, ο οποίος διασφαλίζει τη διάταξη του προφίλ κατά μήκος της κάτω άκρης του τεμαχίου εργασίας. Για την εξάλειψη της επίδρασης ενός κύματος που σχηματίζεται στην επιφάνεια του δέντρου από τις κυκλοφορούσες κεφαλές, παρέχονται ειδικά μαχαίρια σε αυτή τη ζώνη. Παρέχουν μια απομίμηση εξομάλυνσης. Τα μαχαίρια κατασκευάζονται με τη μορφή ενός μπλοκ λεπίδων που στερεώνονται στη βάση του τραπεζιού, τοποθετούνται υπό γωνία 45 μοιρών ως προς το επίπεδο τροφοδοσίας και κόβουν περίπου 0,02-0,2 mm ξύλου από την επεξεργασμένη επιφάνεια. Χάρη σε αυτή τη διάταξη του κόμπου, οι κορυφές κύματος που απομένουν από το έργο του συνδέσμου κόβονται εντελώς.
Σύστημα ελέγχου
Η λειτουργία του σταθερού εξοπλισμού από ξύλο τεσσάρων πλευρών ελέγχεται συνήθως από τηλεχειριστήριο, ωστόσο, ένα τέτοιο σύστημα δεν είναι κατάλληλο για μια οικιακή συσκευή.
Σημείωση!Στην περίπτωση της αυτοκατασκευής του μηχανήματος, το κύριο πράγμα είναι να παρέχονται μηχανισμοί για τον καθορισμό του μεγέθους των τεμαχίων εργασίας και την ταχύτητα τροφοδοσίας τους στη ζώνη κοπής.
Επιπλέον, είναι απαραίτητο να παρέχεται η δυνατότητα ρύθμισης της θέσης ενός σετ ατράκτων σε σχέση με το εξάρτημα, καθώς και η διαφοροποίηση του τύπου και της διαμέτρου του κοπτικού εργαλείου. Δεν πρέπει να ξεχνάμε την υποχρεωτική παρουσία στο μηχάνημα του δέντρου λειτουργικών στοιχείων που είναι υπεύθυνα για την απενεργοποίηση και την ενεργοποίηση του.
Σπιτική μηχανή (επιλογή για προφίλ ξυλείας)
Μια τετράπλευρη μηχανή προφίλ πρέπει να περιλαμβάνει υποχρεωτικά στοιχεία όπως βάση (κρεβάτι), τύμπανο με σετ μαχαιριών και ηλεκτρικό ή βενζινοκινητήρα. Επιπλέον, πρέπει να είναι εφοδιασμένο με κινητό πλαίσιο, το οποίο έχει τη δυνατότητα να προσαρμόζει το μέγεθος του τεμαχίου εργασίας ανάλογα με το ύψος επεξεργασίας, καθώς και ειδικά στοιχεία στερέωσης και ασφάλισης.
Κατά την κατασκευή μιας συσκευής για τη δημιουργία προφίλ με διαστάσεις 150 x 150, είναι απαραίτητο να επιλέξετε έναν αρκετά ισχυρό κινητήρα με κατάλληλα χαρακτηριστικά. Για τους αναφερόμενους σκοπούς, μια μονάδα βενζίνης Honda με χωρητικότητα 6,5 ίππων, που αναπτύσσει έως και 3600 σ.α.λ., είναι αρκετά κατάλληλη.
Αφού επιλέξετε τον κινητήρα, θα πρέπει να προετοιμάσετε ένα σετ μεταλλικών πλακών, γωνιών και καναλιών και να συγκολλήσετε μια δομή πλαισίου από αυτά σύμφωνα με ένα προηγουμένως σχεδιασμένο σκίτσο, στο οποίο η επιλεγμένη μονάδα πρέπει να στερεωθεί με ασφάλεια.
Από τον άξονα του κινητήρα, η ροπή μεταδίδεται στο τύμπανο του μαχαιριού μέσω ενός συστήματος τροχαλιών. Όλα αυτά τα εξαρτήματα μπορούν να αφαιρεθούν από παλιά μη λειτουργικά μηχανήματα ή να τα παραγγείλετε στο συνεργείο, έχοντας προηγουμένως προετοιμάσει τα σχέδιά τους.
Το κινητό πλαίσιο πρέπει να κινείται κατά μήκος των ειδικά προετοιμασμένων οδηγών με ενσωματωμένους κυλίνδρους (είναι προσαρτημένοι στις γωνίες της δομής). Συνολικά, είναι απαραίτητο να παρέχονται τέσσερις κυλίνδροι στερεωμένοι από το κάτω μέρος του.
Η προμήθεια των τεμαχίων πραγματοποιείται σε οικιακή συσκευή χειροκίνητα (λόγω της μυϊκής δύναμης του χειριστή). Για να αλλάξετε το ύψος και το βάθος επεξεργασίας εντός 5-10 cm, ο κινητήρας με το τύμπανο του μαχαιριού πρέπει να κινείται ελεύθερα κατακόρυφα μέχρι τα όρια στοπ.
Θα πρέπει να σημειωθεί ότι πριν από την κατασκευή μιας ξυλουργικής μηχανής με επεξεργασία τεσσάρων όψεων, είναι απαραίτητο να μελετήσετε προσεκτικά το θεωρητικό υλικό και τις πρακτικές επιλογές υλοποίησης. Μόνο υπό αυτήν την προϋπόθεση θα είναι δυνατή η παραγωγή μιας αξιόπιστης δομής εργασίας που εγγυάται τη λύση της εργασίας που έχει ανατεθεί στον χρήστη.
Flagship 4x240, προφίλ ξυλείας
Το Flagship είναι ένα εξειδικευμένο μηχάνημα τεσσάρων όψεων για το προφίλ δομικής ξυλείας. Η επιχείρηση, η μόνη στη Ρωσική Ομοσπονδία, έχει κατακτήσει την παραγωγή μιας εξειδικευμένης μηχανής τεσσάρων όψεων για την κατασκευή προφίλ δομικής ξυλείας (σειρά Flagman). Το τεμάχιο εργασίας (μπάρα) τροφοδοτείται στο μηχάνημα Flagman χρησιμοποιώντας ένα ωστήριο (μπούμα), το οποίο επιτρέπει την επεξεργασία μιας ράβδου οποιουδήποτε μεγέθους και αυθαίρετου σχήματος τομής, συμπεριλαμβανομένου. με πολύ μεγάλο πάχος του στρώματος υλικού που αφαιρείται (έως 50 mm) (για μια μηχανή τεσσάρων όψεων παραδοσιακού σχεδιασμού, αυτή είναι μια κοσμική αξία). Ο ωστήρας μπούμας παρέχει ομοιόμορφη τροφοδοσία του τεμαχίου εργασίας υπό οποιεσδήποτε συνθήκες, συμπεριλαμβανομένου του τεμαχίου εργασίας (δοκού) με σημαντική απόκλιση στη γεωμετρία. Το μηχάνημα τετράπλευρο Flagman 4х240 προορίζεται για το προφίλ μιας ράβδου κατασκευής. Η μέγιστη διατομή της δοκού καθορίζεται από τη διαμόρφωση του μηχανήματος. Το μηχάνημα χρησιμοποιείται ως βάση ενός συγκροτήματος υψηλής απόδοσης για την παραγωγή ξύλινα σπίτιααπό κολλημένη ή τεράστια ξυλεία. Σε ένα μηχάνημα τεσσάρων όψεων, είναι δυνατή η παραγωγή οικοδομικής ξυλείας διαφόρων σχημάτων. Το προφίλ διατομής της δοκού καθορίζεται από ένα σύνολο εργαλείων που είναι εγκατεστημένα σε μια μηχανή τεσσάρων όψεων.
Προσοχή!Χρόνος κατασκευής εξοπλισμού σε εργάσιμες ημέρες.
Αρχή σχεδίασης και λειτουργίας μιας τετράπλευρης μηχανής προφίλ δοκούΤο Machine Flagman 4x240 ανήκει στην κατηγορία των βαρέων τετράπλευρων μηχανών. Ο σκελετός του μηχανήματος συγκολλάται από μεγάλο αριθμό τετράγωνων σωλήνων μεγάλης διατομής με ειδικό τρόπο ώστε να εξασφαλίζεται η μέγιστη γεωμετρική ακαμψία. Ο σχεδιασμός του πλαισίου εγγυάται την πλήρη απουσία υπερβολικών κραδασμών κατά τη λειτουργία του μηχανήματος. Το τεμάχιο εργασίας υφίσταται επεξεργασία και από τις τέσσερις πλευρές σε ένα πέρασμα. Το κατεργαζόμενο τεμάχιο τροφοδοτείται από το άκρο από έναν ειδικό σαρωτή ωστήρα, η ταχύτητα του ωστήρα ρυθμίζεται από τον χειριστή. Ο προωθητής δεν χάνει την επαφή με το τεμάχιο εργασίας καθ' όλη τη διάρκεια του κύκλου επεξεργασίας. Στο τέλος της επεξεργασίας, το ωστήριο επιστρέφει γρήγορα στην αρχική του θέση. Η ράγα οδήγησης, οι κύλινδροι άνω πίεσης και οι πλευρικοί κύλινδροι εξασφαλίζουν τη σταθερότητα του τεμαχίου εργασίας κατά την επεξεργασία. Το προφίλ τομής των κατασκευασμένων προϊόντων καθορίζεται από το εργαλείο που είναι εγκατεστημένο στο μηχάνημα. Κάθε άξονας μηχανικής κατεργασίας έχει έναν αγωγό τσιπ. Η επιφάνεια εργασίας του τραπεζιού, οι άξονες επεξεργασίας, η ράβδος οδήγησης, οι κύλινδροι πίεσης και οι κύλινδροι - όλα τα στοιχεία του μηχανήματος είναι ρυθμιζόμενα.
Πλεονεκτήματα και χαρακτηριστικά της μηχανής τεσσάρων όψεων- Το κύριο πλεονέκτημα του σχεδιασμού της μηχανής προφίλ δέσμης flagman 4x240 έγκειται σε ένα πολύ αξιόπιστο σύστημα τροφοδοσίας του τεμαχίου εργασίας κατά τη διάρκεια της επεξεργασίας: ένας μακρύς ωστήρας στο φορείο σπρώχνει το τεμάχιο εργασίας μέσω όλων των αξόνων, παρέχοντας σταθερή δύναμη και ταχύτητα τροφοδοσίας, η οποία είναι αδύνατο να επιτευχθεί με χρήση κυλίνδρων τροφοδοσίας και κυματισμών. Αντίστοιχα, εξασφαλίζεται σταθερή ποιότητα επιφάνειας σε όλο το μήκος της προκύπτουσας ξυλείας. Μια παγωμένη ή όχι πολύ ομοιόμορφη δέσμη - δεν έχει σημασία για τον ωθητή, η τροφοδοσία είναι εγγυημένη σταθερή και καθαρή. Η επιστροφή του ωθητή στην αρχική του θέση γίνεται με μέγιστη ταχύτητα σε 10-15 δευτερόλεπτα. Μόνο ένα τέτοιο σύστημα τροφοδοσίας καθιστά δυνατή την παραγωγή σύνθετων τμημάτων, για παράδειγμα, με μία ή ακόμα και δύο πλευρικές ημικυκλικές πλευρές για ένα "τετράγωνο σπίτι", ενώ εγγυάται μια ακριβή γεωμετρία και την πλήρη απουσία βαθουλωμάτων και άλλων σημαδιών από την τροφοδοσία κυλίνδρους στο τελικό προϊόν.
- Η τροφοδοσία από τον ωθητή σάς επιτρέπει επίσης να αυξήσετε την "προστασία των ανόητων": η δύναμη στο φορέα ώθησης μεταδίδεται μέσω μιας αλυσίδας (σιδηροτροχιάς) στερεωμένης άκαμπτα στο τραπέζι τροφοδοσίας και ενός οδοντωτού τροχού κίνησης. Ο οδοντωτός τροχός πιέζεται πάνω στην αλυσίδα από ένα ελατήριο και με μια συγκεκριμένη αντίσταση κύλισης (για παράδειγμα, κάποιος ξέχασε να επαναδιαμορφώσει τους κυλίνδρους πίεσης σε μεγαλύτερο τμήμα), απλώς κερδίζει πίσω, αποδεσμεύεται από την αλυσίδα και γυρίζει. Αυτή η λύση προστατεύει τα στοιχεία του μηχανήματος από απρόσεκτο χειρισμό.
- Η θέση όλων των στοιχείων εργασίας του μηχανήματος: άξονες, επιφάνεια τραπεζιού, κύλινδροι πίεσης και κύλινδροι, η ράβδος οδήγησης είναι ρυθμιζόμενη. Μπορείτε πάντα να ρυθμίσετε τη βέλτιστη σχετική θέση των στοιχείων για άνετη και υψηλής ποιότητας επεξεργασία τεμαχίων εργασίας ενός ευρέος φάσματος τμημάτων.
- Ο σχεδιασμός του πλαισίου της μηχανής, εκτός από την απαιτούμενη ακαμψία, παρέχει επίσης γρήγορη και εύκολη πρόσβαση σε όλα τα στοιχεία του μηχανήματος: η ρύθμιση, η συντήρηση και, εάν είναι απαραίτητο, η αντικατάσταση των εξαρτημάτων της μηχανής δεν είναι δύσκολες και δεν απαιτούν πολύ χρόνο.
- Ο ρυθμιζόμενος ρυθμός τροφοδοσίας του τεμαχίου σάς επιτρέπει να επιλέξετε τους βέλτιστους τρόπους λειτουργίας ανάλογα με τις διάφορες συνθήκες: το μέγεθος του τμήματος του τεμαχίου εργασίας, το βάθος αφαίρεσης, τη σκληρότητα του πετρώματος κ.λπ.
Η τυπική μηχανή έχει σχεδιαστεί για την παραγωγή ξυλείας με προφίλ με πλάτος 90 έως 240 mm και ύψος 140 έως 200 mm με επίπεδες πλευρές. Κατόπιν αιτήματος του πελάτη, οι διαστάσεις των τμημάτων μπορούν να αυξηθούν και τα σχήματα των τμημάτων μπορούν να αλλάξουν. Με μια συγκεκριμένη τροποποίηση, είναι δυνατή η κατασκευή μιας ράβδου με μία ή δύο ακτίνες (ή σγουρές) πλευρικές επιφάνειες. Το τμήμα προφίλ και το συγκεκριμένο μέγεθος καθορίζονται από το εργαλείο που είναι εγκατεστημένο στο μηχάνημα.
Συνιστάται να αγοράσετε επιπλέονΟι δυνατότητες του μηχανήματος στη βασική διαμόρφωση μπορούν να αυξηθούν σημαντικά, επομένως συνιστούμε επιπλέον να αγοράσετε:
- Μήκος τεμαχίου εργασίας. Εάν είναι απαραίτητο να επεξεργαστείτε μια δέσμη μεγαλύτερη από 6,5 m, ο πίνακας τροφοδοσίας επεκτείνεται για να φιλοξενήσει μια δοκό 8,5 m, 10,5 m ή 12,5 m.
- Το μέγιστο πλάτος της επεξεργασμένης ξυλείας. Το πλάτος της δοκού είναι η πιο σημαντική παράμετρος που καθορίζει το πραγματικό πάχος του τοίχου του κτιρίου. Στη βασική διαμόρφωση, το μέγιστο πλάτος της τελικής ξυλείας περιορίζεται στα 240 mm, το οποίο είναι αρκετό στο 95% των περιπτώσεων. Ωστόσο, εάν σχεδιάζεται να κατασκευαστούν προϊόντα (δοκοί ή καρότσες) μεγαλύτερου πλάτους, αυτή η τιμή μπορεί να αυξηθεί.
- Το μέγιστο ύψος της επεξεργασμένης ξυλείας. Όσο μεγαλύτερο είναι το ύψος της δοκού από την οποία κατασκευάζεται η κατασκευή, τόσο λιγότερες πιθανές θέσεις για διαρροή θερμότητας στους τοίχους, τόσο πιο εύκολο είναι να επιτευχθούν οι παράμετροι υψηλής ενεργειακής απόδοσης της κατασκευής. Στη βασική διαμόρφωση, το μέγιστο ύψος της τελικής ξυλείας περιορίζεται στα 200 mm, το οποίο είναι αρκετό στο 90% των περιπτώσεων. Ωστόσο, εάν σχεδιάζεται να κατασκευαστεί δοκός μεγαλύτερου ύψους, αυτή η τιμή μπορεί να αυξηθεί.
- Ισχύς κίνησης άξονα. Στην παραγωγή ξυλείας με προφίλ, το τεμάχιο εργασίας βασίζεται σε δύο επίπεδα: δεξιά και κάτω. Σε αυτές τις πλευρές, η ελάχιστη αφαίρεση ρυθμίζεται έτσι ώστε το τεμάχιο εργασίας να μην παραμορφώνεται. Ιδανικά, η αφαίρεση υλικού από όλες τις πλευρές θα πρέπει να είναι ελάχιστη, όπως Αυτό είναι ωφέλιμο από οικονομική άποψη, αλλά για διάφορους λόγους, στην πράξη, συνήθως τρώω περισσότερο από το πάνω και το αριστερό μέρος της ξυλείας. Πρώτον, τα περισσότερα από τα ίδια τα προφίλ της δομικής ξυλείας υποδηλώνουν τη μεγαλύτερη αφαίρεση από πάνω (η κοιλότητα για τη μόνωση επιλέγεται συχνότερα από πάνω) και δεύτερον, εάν το αρχικό τεμάχιο εργασίας έχει μια ορισμένη καμπυλότητα ή πριονίζεται με υπερβολικό περιθώριο , όλη αυτή η αφαίρεση πέφτει ακριβώς στην πάνω και αριστερή άτρακτο, γιατί προς τα δεξιά και προς τα κάτω, η αφαίρεση περιορίζεται πάντα σε μια ορισμένη ελάχιστη τιμή. Από αυτή την άποψη, η κινητήρια ισχύς του άνω και του αριστερού άξονα είναι συνήθως μεγαλύτερη από την ισχύ κίνησης του κάτω και του δεξιού άξονα. Η ισχύς των κινητήρων στη βασική διαμόρφωση είναι βέλτιστη με βάση παραμέτρους όπως απόδοση, κατανάλωση ενέργειας, κόστος, φορτίο στο εργαλείο. Ωστόσο, εάν θέλετε να αυξήσετε τη δυνητική παραγωγικότητα του μηχανήματος, μπορείτε να εγκαταστήσετε περισσότερα ισχυρούς κινητήρες, που θα αυξήσει την αφαίρεση του υλικού ή θα αυξήσει την ταχύτητα επεξεργασίας.
- Το σχήμα διατομής της προκύπτουσας δοκού. Στη βασική διαμόρφωση, το μηχάνημα έχει σχεδιαστεί για την παραγωγή ξυλείας με προφίλ με ευθείες πλευρικές επιφάνειες. Με μια ορισμένη βελτίωση των κυλίνδρων πίεσης και της γραμμής οδήγησης στο μηχάνημα, είναι επίσης δυνατό να ληφθεί μια δοκός με μία ή δύο πλευρικές επιφάνειες αυθαίρετου σχήματος. Το συγκεκριμένο προφίλ της δοκού καθορίζεται από το εργαλείο που είναι εγκατεστημένο στη μηχανή.
- Εργαλείο. Το κόστος της βασικής διαμόρφωσης περιλαμβάνει πλαϊνά κάθετα τύμπανα με ίσια μαχαίρια κουβέρτας που επεξεργάζονται τα πλαϊνά επίπεδα της ξυλείας. Για την κατασκευή ξυλείας απαιτούνται επίσης φρέζες για οριζόντιες άνω και κάτω άξονες, που θα καθορίσουν το προφίλ. ολοκληρωμένο προϊόν. Υπάρχουν πολλά τυπικά κιτ για να διαλέξετε: Το "H" σημαίνει bits δρομολογητή με μύτη από καρβίδιο βολφραμίου. Τέτοιοι κόφτες είναι οι πιο προσιτές, αλλά μετά την άλεση της συγκόλλησης, πρέπει να αγοράσετε καινούργια. Το γράμμα "M" υποδηλώνει κοπτήρες με μηχανική στερέωση μαχαιριών. Αυτός ο τύπος φρέζας είναι πιο ακριβός, αλλά η συνολική λειτουργία θα είναι φθηνότερη στο τέλος. το κόστος των μαχαιριών είναι συνήθως χαμηλότερο από το κόστος των κοπτικών με συγκόλληση t/s. Οι κόφτες που σημειώνονται με το γράμμα "P" με ένθετα κοπής t / s είναι το πιο σοβαρό εργαλείο σε μηχανές αυτής της κατηγορίας και το κόστος αυτών των κοπτικών είναι κατάλληλο, αλλά η λειτουργία θα είναι επίσης πιο κερδοφόρα στο τέλος, επειδή. το κόστος των σετ κοπτικών ένθετων είναι χαμηλότερο από το κόστος των ολόκληρων κοπτικών με συγκόλληση. Εάν χρειάζεται ένα ειδικό προφίλ του προϊόντος, για παράδειγμα με μία πλευρά ακτίνας, τότε το εργαλείο θα πρέπει να επιλεγεί ανάλογα. Οι ειδικοί μας θα σας βοηθήσουν να επιλέξετε το καλύτερο εργαλείο για την επίλυση των προβλημάτων σας.
- Μονάδα πριονιού αντιστάθμισης. Για την πραγματοποίηση κοπής αντιστάθμισης που μειώνει την πιθανότητα ρωγμών στο υλικό φυσική υγρασία, έχει εγκατασταθεί ο αντίστοιχος κόμβος.
- Μονάδα CNC A1. Σε λειτουργία πραγματικού χρόνου, προσδιορίζει αυτόματα το φορτίο που επενεργεί στο εργαλείο και, σύμφωνα με τα δεδομένα που λαμβάνονται, προσαρμόζει την ταχύτητα επεξεργασίας. Με σταθερή ισχύ των κινητήρων των κοπτικών, η μέγιστη ποσότητα ξύλου που αφαιρείται είναι περιορισμένη. Επομένως, όσο μεγαλύτερο είναι το πάχος του στρώματος που πρέπει να αφαιρεθεί, τόσο χαμηλότερη θα πρέπει να είναι η ταχύτητα επεξεργασίας. Το μηχάνημα Flagman είναι εξοπλισμένο με μονάδα τροφοδοσίας τεμαχίου εργασίας με δυνατότητα ομαλή ρύθμιση της ταχύτητας, επιτρέποντας στον χειριστή να ελέγχει την ταχύτητα επεξεργασίας ανάλογα με το πόσο ξύλο χρειάζεται αυτή τη στιγμήαπογείωση. Αλλά ο χειριστής αντικειμενικά δεν μπορεί να διατηρήσει με απόλυτη ακρίβεια τη βέλτιστη ταχύτητα επεξεργασίας. Σε ορισμένα χρονικά σημεία, η ταχύτητα θα είναι μεγαλύτερη και σε ορισμένες στιγμές θα είναι χαμηλότερη από τη μέγιστη επιτρεπόμενη ταχύτητα. Με ταχύτητα κάτω από τη βέλτιστη, το μηχάνημα λειτουργεί κάτω από την ικανότητά του, χωρίς να κάνει την ποσότητα εργασίας που θα μπορούσε να κάνει. Σε ταχύτητες πάνω από το μέγιστο, εμφανίζεται υπερφόρτωση, η οποία θέτει το μηχάνημα σε «ακραία» λειτουργία, γεγονός που επηρεάζει αρνητικά τη διάρκεια ζωής των κύριων εξαρτημάτων (εργαλεία, κινητήρες, άξονες). Μπλοκ συστήματος ελέγχου Η μονάδα A1 σάς επιτρέπει να παρακολουθείτε το τρέχον φορτίο στον κινητήρα κοπής και, ανάλογα με αυτό, να αλλάζετε αυτόματα τον ρυθμό τροφοδοσίας του ωθητή. Η χρήση αυτής της μονάδας είναι ο πιο οικονομικός τρόπος για να αυξήσετε την παραγωγικότητα του μηχανήματος χωρίς να αυξήσετε την κατανάλωση ενέργειας. Επιπλέον, η χρήση αυτού του μπλοκ εξαλείφει την πιθανότητα ακραίων υπερφορτώσεων, γεγονός που αυξάνει τον πόρο του μηχανήματος και μειώνει την πιθανότητα καταστάσεων έκτακτης ανάγκης. Η μονάδα ελέγχου Η μονάδα A1 είναι εναλλάξιμη, δηλ. Ο χειριστής μπορεί ανά πάσα στιγμή να απενεργοποιήσει το αυτόματο ανατροφοδότησηκαι συνεχίστε την επεξεργασία χειροκίνητη λειτουργία. Μία μονάδα Μονάδα A1 συνδέεται μόνο σε έναν κινητήρα. Κατά τη διαμόρφωση μιας κλασικής δοκού, το μέγιστο φορτίο συνήθως πέφτει στον επάνω κινητήρα, στον οποίο θα πρέπει να συνδεθεί η μονάδα A1 σε αυτήν την περίπτωση. Εάν το μέγιστο φορτίο μπορεί συχνά να πέφτει σε διαφορετικούς άξονες, είναι λογικό να εγκαταστήσετε το σύστημα ανάδρασης Module A1 σε πολλούς κινητήρες.
- Τραπέζι υποδοχής. Κατά τη διάρκεια της επεξεργασίας, το τεμάχιο εργασίας, που διέρχεται από το μηχάνημα, στην έξοδο πρέπει να υποστηρίζεται από ένα τραπέζι παραλαβής, από το οποίο στη συνέχεια αφαιρείται το τελικό προϊόν.
- Τομοποίηση του κρεβατιού. Κατά την παραγγελία, μπορείτε να περιορίσετε το μέγιστο μήκος ενός τμήματος του κρεβατιού του μηχανήματος, ώστε να μπορεί να μεταφερθεί με ένα συγκεκριμένο φορτηγό ή σιδηροδρομικό εμπορευματοκιβώτιο.
| Προδιαγραφές | KBS Flagship 4x240 |
| Το ελάχιστο μήκος του επεξεργασμένου τεμαχίου, mm | 1100 |
| Πλάτος της λαμβανόμενης ράβδου, mm | 90-240 (έως 280) |
| Ύψος της λαμβανόμενης ράβδου, mm | 140-200 (έως 240) |
| Το μεγαλύτερο πάχος του αφαιρεθέντος στρώματος, mm | 25 (30) |
| Αριθμός ατράκτων, τεμ | 4 |
| Διαστάσεις κόφτη σε οριζόντιους άξονες, mm | 160-200x60 |
| Διαστάσεις κοπτικών σε κάθετες άξονες, mm | 160x60 (160-200x60) |
| Διάμετρος σωλήνων διακλάδωσης για αναρρόφηση, mm | 100 |
| Συνολικές διαστάσεις του μηχανήματος, mm | |
| Μήκος | 3000 |
| Πλάτος | 950 |
| Υψος | 1850 |
| Ύψος τραπεζιού εργασίας | 750-850 |
| Μήκος τραπεζιού παραλαβής | - (προαιρετικός) |
| Συνολική ισχύς, kW | 46,7 (έως 76,2) |
| Κατώτερη ισχύς κίνησης άξονα, kW | 11 (7,5, 15, 18,5) |
| Ισχύς κίνησης άνω άξονα, kW | 15 (11, 18,5) |
| Ισχύς κίνησης του δεξιού άξονα (σχηματισμού βάσης), kW | 7,5 (11, 15, 18,5) |
| Ισχύς κίνησης αριστερού άξονα, kW | 11 (15, 18,5) |
| Ταχύτητα άξονα, σ.α.λ | 4500 |
| Ισχύς κίνησης τροφοδοσίας, kW | 2,2 |
| Ταχύτητα τροφοδοσίας, m/min | 0-30 |
| Τάση τροφοδοσίας, V | 380 |
| Βάρος, kg | 3000 |
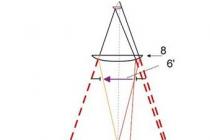
1. Το κρεβάτι μηχανής με τραπέζι εργασίας, το μέγιστο τμήμα του τεμαχίου εργασίας είναι 240x200 mm.
2. Τραπέζι τροφοδοσίας για ξυλεία μήκους έως 6,5 m, σαρωτή ώθηση με ηλεκτρομηχανική κίνηση, ρυθμιζόμενη ταχύτητα τροφοδοσίας.
3. Ρυθμιζόμενη ράγα οδήγησης, κύλινδροι πίεσης και κύλινδροι οδήγησης.
4. Τέσσερις ρυθμιζόμενοι άξονες επεξεργασίας: κάτω και αριστερή ισχύς 11,0 kW έκαστος, άνω - 15,0 kW, δεξιά - 7,5 kW.
5. Πίνακας τηλεχειρισμού.
6. Σκουφάκια για αναρρόφηση.
7. Προστατευτικά καλύμματα.
8. Αμπερόμετρο για κάθε άξονα.
9. Χάρακες για τη ρύθμιση των διαστάσεων του τελικού προϊόντος.
Η διαδικασία για την εργασία σε ένα μηχάνημα τεσσάρων όψεων για το προφίλ μιας ράβδου Flagman 4x240- Η ράγα οδήγησης, οι κύλινδροι πίεσης, οι κύλινδροι στήριξης και οι άξονες μηχανής ρυθμίζονται στο απαιτούμενο τμήμα της ξυλείας.
- Το τεμάχιο εργασίας τοποθετείται στο τραπέζι τροφοδοσίας του μηχανήματος.
- Ξεκινούν οι κινήσεις περιστροφής των αξόνων μηχανικής κατεργασίας.
- Το τεμάχιο εργασίας τροφοδοτείται από τον ωστήρα μέσω όλων των αξόνων.
- Στο τέλος της επεξεργασίας, ο ωθητής επιστρέφει στην αρχική του θέση.
- Το επόμενο κομμάτι τοποθετείται στον πίνακα τροφοδοσίας.
- Ο κύκλος επαναλαμβάνεται.
Ανάλογα με τη διατομή της ξυλείας και την οργάνωση της ροής παραγωγής, η παραγωγικότητα της μηχανής Flagman 4x240 είναι έως και 60 κυβικά μέτρα προφίλ ξυλείας (καλούπωμα) ανά βάρδια. Ένα σετ μηχανημάτων Flagman 4x240 και Format 250 σάς επιτρέπει να παράγετε έως και 60 κυβικά μέτρα εξαρτημάτων τοίχου ανά βάρδια.
ΕργαλείοΤο Machine Flagman 4x240 μπορεί να προσαρμοστεί για χρήση οποιουδήποτε εργαλείου επεξεργασίας. Στην τυπική έκδοση, η διάμετρος της οπής των κοπτικών είναι 60 mm. Η διάμετρος των ίδιων των κοπτικών είναι 160 mm σε κάθετες (δεξιά και αριστερά) άξονες, 160-200 mm σε οριζόντια (πάνω και κάτω). Μπορείτε να χρησιμοποιήσετε κόφτες με συγκόλληση, με μαχαίρια με μηχανική στερέωση, με αντικαταστάσιμα ένθετα κοπής κ.λπ.
Αγοράστε τετράπλευρο μηχάνημα για το προφίλ ξυλείας.
Πάντα ενημερωμένη τιμή για μια μηχανή προφίλ δοκού.