Siųsti savo gerą darbą žinių bazėje yra paprasta. Naudokite žemiau esančią formą
Studentai, magistrantai, jaunieji mokslininkai, kurie naudojasi žinių baze savo studijose ir darbe, bus jums labai dėkingi.
Paskelbta http://www.allbest.ru/
1. Pjovimo procesas ir jį lydintys reiškiniai
2. Dalių charakteristikos
3. Mašinos charakteristikos
4. Pjovimo įrankis tekėjimui
5. Kūginių paviršių apdirbimo būdai
6. Racionalių pjovimo režimų parinkimas
7. Tekinant naudojami tikrinimo ir matavimo įrankiai
8. Tekotojo darbo vietos organizavimas
9. Darbo saugos taisyklės dirbant tekinimo staklėmis
1. ProcesaspjaustymasIrreiškiniai,palydajo
Pjovimo procesas (drožlių susidarymas) yra sudėtingas fizinis procesas, lydimas didelio karščio susidarymo, metalo deformacijos formuojant drožles, pjovimo įrankio susidėvėjimą ir pjaustytuvo kaupimąsi. Pjovimo proceso dėsnių ir jį lydinčių reiškinių išmanymas leidžia racionaliai valdyti šį procesą ir apdoroti dalis kokybiškiau, našiau ir ekonomiškiau.
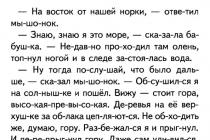
Pjovimo metu įvairios medžiagos Gali būti suformuotos šios pagrindinės drožlių rūšys: nutekėjimas, skaldymas ir lūžimas.
1 pav. Skiedrų tipai: a - nutekėjimas, b - skalda, c - lūžis
Nusausinkitedrožlių(1 pav. a) susidaro pjaunant klampias ir minkštas medžiagas, tokias kaip švelnus plienas ir žalvaris. Pjovimas paprastai vyksta dideliu greičiu. Kuo didesnis apdirbamo metalo pjovimo greitis ir klampumas, tuo mažesnis pjovimo kampas ir pjūvio storis, o kuo aukštesnė pjovimo skysčio kokybė, tuo arčiau drožlių nutekėjimas.
Drožlėssulaužymas(1c pav.) susidaro pjaunant trapius metalus, pvz., pilkąjį ketų. Tokios drožlės susideda iš atskirų, beveik nesusijusių elementų. Susidarius tokioms drožlėms, apdorotas paviršius būna šiurkštus, su didelėmis įdubomis ir išsikišimais. Tam tikromis sąlygomis, pavyzdžiui, apdorojant vidutinio kietumo ketų, lūžių drožlės gali atsirasti žiedų pavidalu. Panašumas su drenažo drožlėmis čia yra tik išorinis, nes užtenka tokias drožles lengvai suspausti rankoje ir jos lengvai subyrės į atskirus elementus.
Drožlėsskaldymas(1 pav. b) užima tarpinę padėtį tarp drenažo drožlių ir lūžimo drožlių ir susidaro apdorojant tam tikrų rūšių žalvarį ir kietąjį plieną su didelėmis pastūmomis ir santykinai mažu pjovimo greičiu. Keičiantis pjovimo sąlygoms, skaldos drožlės gali virsti drenažo drožlėmis ir atvirkščiai.
Veikiant pjovimo įrankiui, nupjautas metalo sluoksnis yra suspaudžiamas. Suspaudimo procesus (taip pat ir tempimo procesus) lydi tamprios ir plastinės deformacijos.
Apdorojimo metu pjovimo įrankis deformuoja ne tik nupjautą sluoksnį, bet ir ruošinio medžiagos paviršinį sluoksnį. Paviršinio metalo sluoksnio deformacijos gylis priklauso nuo įvairių faktorių ir gali siekti nuo šimtųjų iki kelių milimetrų.
Deformacijos įtakoje sutvirtėja paviršinis metalo sluoksnis, didėja kietumas ir mažėja plastiškumas, atsiranda vadinamasis. grūdinimas apdorotas paviršius.
Kuo apdorojamas metalas minkštesnis ir lankstesnis, tuo labiau jis kietėja. Ketaus kietėjimo savybė yra žymiai mažesnė nei plieno. Darbinio grūdinimo dydis ir gylis didėja didėjant pastūmai ir pjovimo gyliui, o mažėja didėjant pjovimo greičiui. Dirbant buku apdirbimo grūdinimo gylis padidėja maždaug 2-3 kartus pjovimo įrankis nei dirbant aštriai. Pjovimo skysčiai sumažina kietėjimo gylį ir laipsnį.
Tam tikromis pjovimo sąlygomis apdirbama medžiaga prilimpa prie pjaustytuvo pjovimo briaunos priekinio paviršiaus, sudarydama vadinamąjį. augimas. Jis yra pleišto formos ir yra 2-3 kartus kietesnis už apdorojamos medžiagos kietumą. Būdamas tarsi pjaustytuvo tęsinys, sankaupa keičia savo geometrinius parametrus (d 1<д), участвует в резании металла, влияет на результаты обработки, износ резца и силы, действующие на резец.
Susitraukimasdrožlių yra svarbus parametras, lemiantis pjovimo proceso eigą. Taigi, pasikeitus drožlių susitraukimui, keičiasi pjovimo jėgos, apdirbamo paviršiaus kokybė, pjovimo įrankio ilgaamžiškumas ir kt. Skiedrų susitraukimo koeficientas nustatomas pagal apdirbamo paviršiaus ilgio ir apdirbamo paviršiaus ilgio santykį. lustą ir gali svyruoti nuo 1,1 iki 10. Kuo didesnis drožlių susitraukimo koeficientas, tuo mažesnis medžiagos kietumas, didesnis plastiškumas ir geresnis apdirbamumas.
Skiedrų susitraukimo koeficientą įtakoja įvairūs pjovimo parametrai, pvz., padidėjus pjaustytuvo posvyrio kampui, susitraukimo koeficientas mažėja, o padidėjus pjovimo antgalio kreivio spinduliui, jis didėja pjūvio storyje susitraukimo koeficientas mažėja.
2. Charakteristikadetales
Ši dalis taikoma pakopiniams velenams. Velenas turi kūginę sekciją, kurios ilgis 160 mm, didelis skersmuo 40 ir kūgis 1:10. Taip pat yra cilindrinė dalis, kurios skersmuo yra 30, o ilgis - 35 mm. Kitoje veleno pusėje yra sekcija su M18-8h sriegiu. Srieginių ir permetimo pjoviklių išėjimui numatyti 5 mm pločio grioveliai.
Kūginė dalis pagaminta sukant viršutinį slankiklį. Norėdami tai padaryti, turite apskaičiuoti viršutinės skaidrės sukimosi kampą, kuris yra lygus kūgio kampui ir nustatomas pagal formulę:
tgb = K/2, kur K yra kūginis
tgb= 1/10/2 =0,5.
Žinodami kampo liestinę, mes naudojame lentelę, norėdami rasti kampo skaitinę reikšmę. Kampas yra 26 30.
Sriegio pjovimui mes nustatome strypo skersmenį pagal formulę:
dst. = d r. - 0,2 = 18 - 0,2 = 17,8 mm
Siūlas pjaustomas pjaustytuvu keturiais grublėtais ir dviem apdailos ėjimais.
Kotas pagamintas iš Steel 35 medžiagos Tai aukštos kokybės anglinis konstrukcinis plienas, kuriame yra 0,35% anglies.
Šis plienas turi gana didelį kietumą, stiprumą ir atsparumą dilimui. Jis gerai apdirbamas pjaunant, suvirinamas ir gerai lituojamas. Kietumą galima padidinti grūdinant.
Aukštos kokybės plienas naudojamas velenų, ašių, krumpliaračių, žvaigždučių ir kitų dalių gamybai.
Ženklinant šiuos plienus, užrašomas visas žodis „Plienas“ ir dviženklis skaičius, nurodantis anglies kiekį šimtosiomis dalimis.
3. Charakteristikamašina
Tekinimo staklės-sraigtinis pjovimasmašina16K20 yra universali įranga, skirta preciziniam metalo gaminių apdirbimui, visiškai atitinkanti tarptautinius kokybės standartus. Objektyvūs tokio tipo staklių privalumai – patogus veikimas, platus funkcionalumas ir puikūs eksploataciniai rodikliai, kurie garantuoja aukštus rezultatus ir maksimalų efektyvumą tinkamai naudojant remonto, gamybos ir kitose metalo apdirbimo įmonėse. Paprastai sraigtinio pjovimo staklės naudojamos įvairaus sudėtingumo technologinėms operacijoms atlikti su išoriniais ir vidiniais dalių paviršiais, įskaitant besisukančius korpusus, kurių ašies profilis yra įvairus. Be to, mašinatekinimo16K20 jis labai dažnai naudojamas greitam ir patogiam kairiųjų ir dešiniųjų sriegių (metrinių, colių, modulinių ir žingsnių) pjovimui, visiškai patenkinant įmonių poreikius visuose šiuolaikinės pramonės sektoriuose. Mašinatekinimas-sraigtinis-pjovimas16K20 turi išplėstinį paketą, kuriame yra visa reikalinga įranga, užtikrinanti sėkmingą darbą:
· pavarų dėžė;
· elektros spinta;
· pašarų dėžė;
· priekinė galvutė;
· šovinio apsauga;
· lova;
· vežimas ir palaikymas;
· prijuostė;
· apkabos apsauga;
· tailstock.
Techninė charakteristikos
|
Centrų aukštis |
||
|
Didžiausias apdorojamo ruošinio skersmuo, mm |
||
|
virš lovos |
||
|
virš suporto |
||
|
Veleno cilindrinės angos skersmuo, mm |
||
|
Suklio apsisukimų skaičius |
||
|
Suklio sūkių diapazonas, aps./min galia, kWt |
||
|
Bendri matmenys, mm 400 |
||
|
Svoris, kg, ne daugiau |
4. PjaustymasįrankisDėltekinimoapdorojimas
Dirbant su tekinimo staklėmis, naudojami įvairūs pjovimo įrankiai: frezos, grąžtai, įgilintuvai, sriegtuvai, srieginiai, štampai, sriegimo galvutės, forminiai įrankiai ir kt.
Tekinimo pjaustytuvai yra labiausiai paplitęs įrankis ir naudojami plokštumų, cilindrinių ir forminių paviršių apdirbimui, siūlų pjovimui ir kt. (1.2 pav.).
Paveikslėlyje pavaizduoti tekinimo pjaustytuvai, skirti įvairiems apdirbimo tipams: a - išorinis tekinimas su lenkta freza; b - išorinis šlifavimas tiesiu pjovikliu; c - posūkis nupjaunant atbrailą stačiu kampu; g - griovelio pjovimas; d - spindulio filė pasukimas; e - skylės gręžimas; g ir h - atitinkamai išorinių ir vidinių sriegių pjovimas
Gręžimas yra vienas iš įprastų tekinimo staklių apdorojimo būdų ir atliekamas iš anksto apdoroti skyles. Iš anksto išpjauti skylę kietoje medžiagoje galima tik naudojant grąžtą. Priklausomai nuo konstrukcijos ir paskirties skiriami grąžtai: spiraliniai, plunksniniai, giluminiam gręžimui, centravimo, ežektoriniai ir kt. Spiraliniai grąžtai yra labiausiai paplitę tekinant.
Šluoja
Dėlapdorojimasduotadetales Naudojami šie įrankiai:
1. Pjoviklis perlenktas. Pjovimo dalies medžiaga yra T15K6. Naudojamas galams pjauti ir nusklembti.
2. Nuolatinis pjaustytuvas. Pjovimo dalies medžiaga yra T15K6. Naudojamas išoriniams paviršiams sukti.
3. Centravimo grąžtas. Pjovimo dalies medžiaga yra P18. Naudojamas ruošinio centravimui.
4. Pjovimo freza (griovelis). Pjovimo dalies medžiaga VK8. Naudojamas siauriems grioveliams ant išorinių cilindrinių paviršių sukurti.
5. Srieginis pjaustytuvas. Pjovimo dalies medžiaga yra T15K6. Naudojamas išoriniams sriegiams pjauti.
5. Metodaiapdorojimaskūginispaviršiai
Kūgių apdirbimas ant sraigtinio pjovimo staklių atliekamas keliais būdais.
Kūgio apdirbimas naudojant kūginę liniuotę (2 pav.) leidžia gauti tikslius iki 18° kampo kūgius, kurių ilgis neviršija liniuotės ilgio. Ant 4 laikiklių, prisuktų prie rėmo galo, pritvirtinama liniuotė 2, kuri sumontuota reikiamu kampu b į mašinos centrų liniją. Slankiklis 1 juda išilgai liniuotės, sujungtos su skersine atrama 5, kuri anksčiau buvo atjungta nuo apatinio vežimėlio. Įjungus išilginį mechaninį padavimą, pjaustytuvas gaus du judesius: išilginį - nuo vežimėlio, skersinį - nuo slydimo. Gautas judesys nukreiptas lygiagrečiai liniuotės ašiai.
Liniuotės poslinkio m dydis matuojamas 3 skalėje ir nustatomas pagal formulę m = A tg b.
Apdirbimo kūgiai su plačiu pjaustytuvu (3 pav., a) naudojami kūginiams paviršiams, kurių ilgis ne didesnis kaip 15-20 mm, esant dideliems pasvirimo kampams ir nedideliems apdorojimo tikslumo reikalavimams.
Papildyti
Kūgių sukimas sukant viršutinį apkabos slankiklį (3 pav., b) naudojamas apdorojant tikslius trumpo ilgio vidinius ir išorinius kūgius, nes pjovimo slankiklio eiga yra ribota. Pjovimo slankikliai pasukami kampu, lygiu pusei kampo kūgio viršūnėje, ir dažnai joms suteikiamas rankinis, rečiau mechaninis padavimas.
Kūgio tekinimas perkeliant uodegos vidurį naudojamas ilgoms dalims su nedideliu nusmailėjimu apdirbti (3 pav., c).
6. Pasirinkimasracionalusrežimaipjaustymas
Pjovimo režimas, užtikrinantis maksimalų įrankio pjovimo savybių ir mašinos galimybių išnaudojimą, atsižvelgiant į reikiamą apdorojimo kokybę, vadinamas racionaliu. Be to, toks režimas turi atitikti ekonominį įrankio patvarumą. Norėdami padidinti našumą, turėtumėte stengtis dirbti kuo didesnėmis pjovimo sąlygomis. Tačiau jų padidėjimą riboja įrankio ilgaamžiškumas, ruošinio standumas ir stiprumas, staklių komponentai ir jo galia.
Atsižvelgdami į pjovimo režimo elementų įtaką pjaustytuvų ilgaamžiškumui, nustatėme, kad labiau apsimoka iš pradžių atlikti apdorojimą didžiausiu pjovimo gyliu, tada pasirinkti didžiausią leistiną pastūmą ir tik po to priimti leistiną pjovimo greitį. Ši pagrindinė metalo pjovimo taisyklė atitinka ir našiausią darbą. Visada naudinga, jei įmanoma, nutraukti visą pašalpą vienu praėjimu. Tokiu atveju sumažėja laiko praradimas grąžinant frezą į pradinę padėtį ir nustatant apdorojamo paviršiaus dydį. Kuo didesnis padavimas, tuo didesnis slydimo greitis, taigi, tuo trumpesnis detalės apdorojimo laikas.
Pjovimo greičio padidinimas taip pat prisideda prie apdirbimo našumo padidėjimo ir, be to, prie apdirbamo paviršiaus švarumo padidėjimo.
Pjovimo greitis, kuris labiausiai įtakoja įrankio nusidėvėjimą ir tarnavimo laiką, parenkamas atsižvelgiant į visas pjovimo sąlygas: ruošinio ir frezos medžiagų savybes, pjovimo gylį, pastūmą, frezos geometriją, kokybę ir pjovimo būdą. tepimas ir aušinimas. Taigi, pjovimo greitis apdorojant ketų, kartu su dideliu įrankio abrazyviniu nusidėvėjimu, yra 1,5–2 kartus mažesnis nei apdorojant konstrukcinį plieną. Pjaunant sunkiai pjaustomus nerūdijančius ir karščiui atsparius plienus, reikia naudoti dar mažesnį greitį. Karbido pjaustytuvams pjovimo greitis gali būti padidintas 4-5 kartus, palyginti su jo verte greitaeigiams pjaustytuvams. Didėjant pjovimo gyliui ir padavimui, pjovimo greitis turėtų būti sumažintas. Pjovimo mašinoms su mažais švino kampais ir dideliu antgalio spinduliu pjovimo greitis gali būti didesnis.
Pjovimo skysčių ir intensyvaus aušinimo metodų naudojimas leidžia padidinti pjovimo greitį. Priskirdami pjovimo režimus, jie vadovaujasi standartinėmis lentelėmis ir pradiniais duomenimis: detalės brėžiniu, ruošinio tipu ir dydžiu, įrankio tipu, medžiaga ir geometrija, paso informacija apie mašiną. Naudojant šiuos duomenis, pjovimo režimo elementai priskiriami tokia tvarka: veleno tekinimo apdirbimo įrankis
1. Pjovimo gylis paimamas priklausomai nuo priedo kiekio, detalės standumo ir apdirbimo tikslumo. Jei sąlygos leidžia, per vieną įrankio važiavimą reikia nupjauti visą priedą. Tikslūs paviršiai pirmiausia iš anksto apdorojami, o vėliau apdorojami. Apdailos praėjimas šiuo atveju atliekamas su nedideliu pjovimo gyliu - 0,5-1 mm.
2. Pašarai parenkami iš standartinių lentelių. Apdirbimo metu jo vertę riboja detalės, įrankio standumas ir leistina mašinos saugaus padavimo mechanizmo jėga. Apdailos padavimo greitį daugiausia lemia apdirbamo paviršiaus švara. Norint gauti aukštesnę švarumo klasę, pašaras turi būti mažesnis. Pastūmą baigiamojo tekinimo metu taip pat įtakoja frezos galiuko kreivio spindulys ir švino kampai. Kuo didesnis viršūnės spindulys ir mažesni įėjimo kampai, tuo didesnis padavimas gali būti naudojamas. Galiausiai padavimas sureguliuojamas pagal mašiną ir pasirenkamas artimiausias turimas.
3. Pjovimo greitis, atitinkantis įrankio ekonominį patvarumą, priskiriamas iš standartinių lentelių, atsižvelgiant į priimtas pjovimo gylio ir pastūmos vertes. Tokios lentelės sudaromos konkrečioms eksploatavimo sąlygoms. Todėl, jei tikrosios pjovimo sąlygos skiriasi nuo standartinių, pasirinktą greitį reikia padauginti iš pataisos koeficientų, pridedamų prie lentelių.
4. Žinodami pjovimo greitį, nustatykite veleno greitį pagal formulę:
n = 320 v/D aps./min
ir parinkite artimiausią mašinos mažesnę ar didesnę reikšmę (jei ji neviršija 5% apskaičiuotos vertės).
5. Remiantis priimtu apsisukimų skaičiumi, apskaičiuojamas tikrasis pjovimo greitis
V= Dn/320 m/min.
7. Instrumentuotėįrankiai,taikomosadresutekinimoapdorojimas
Įrangamatavimai-- matavimuose naudojamos techninės priemonės, turinčios standartizuotas metrologines savybes. Matavimo priemonės skirstomos į matas ir matavimo priemones.
Išmatuoti- matavimo priemonė, skirta atkurti tam tikro dydžio fizinį dydį, pavyzdžiui, ilgio matuoklis, svoris - masės matas. Vienos vertės matas atkuria vieno dydžio fizinį dydį, o daugiareikšmis matas atkuria daugybę vienodų skirtingų dydžių dydžių. Specialiai parinktas priemonių rinkinys, naudojamas ne tik pavieniui, bet ir įvairiais deriniais, siekiant atgaminti daugybę įvairaus dydžio to paties pavadinimo kiekių, vadinamas rinkinyspriemones.
Matavimasprietaisai– matavimo prietaisai, skirti generuoti matavimo informacijos signalą tokia forma, kurią stebėtojas galėtų tiesiogiai suvokti. Pagal rodmenų pobūdį matavimo priemonės skirstomos į analogines, skaitmenines, rodančias, fiksuojančias, fiksuojančias ir spausdinančias, o pagal veikimo principą - į tiesioginio veikimo, palyginimo, integravimo ir sumavimo įrenginius.
Matavimo priemonės pagal paskirtį skirstomos į universaliąsias – skirtas vienodiems įvairių gaminių fiziniams dydžiams matuoti, ir specializuotas – naudojamas tam tikros rūšies gaminiams (pavyzdžiui, krumpliaračių dydžiams) arba atskiriems gaminių parametrams matuoti ( pavyzdžiui, šiurkštumas, paviršių formos nuokrypiai).
Pagal konstrukciją universalūs linijinių matavimų prietaisai skirstomi į:
1. Linijiniai instrumentai su nonija (baro įrankiai);
2. Prietaisai, pagrįsti mikrometrinių/sraigtinių porų naudojimu (mikrometriniai prietaisai);
3. Svirtiniai-mechaniniai instrumentai, kurie pagal mechanizmo tipą skirstomi į svirtį (minimetrus), krumpliaratį (ciferblato indikatorius), svirtį-dantuką (indikatoriai arba mikrometrai), spyruoklę; (mikratoriai ir mikatoriai) ir svirtis-spyruoklė (minikatoriai); 4) optiniai-mechaniniai (optimetrai, optikai, kontaktiniai interferometrai, ilgio matuokliai, matavimo aparatai, matavimo mikroskopai, projektoriai).
Pagal nusistovėjusią terminiją matavimo priemonėmis vadinami paprasčiausi matavimo prietaisai – suportai, mikrometrai.
Norint atlikti valdymo operacijas mechanikos inžinerijoje, jie plačiai naudojami kalibrai, kurie yra korpusai arba įtaisai, skirti patikrinti, ar gaminių matmenys arba jų konfigūracija atitinka nustatytus leistinus nuokrypius. Tai yra sklandžiai ribiniai matuokliai (kištukai ir kabės), srieginiai matuokliai, šablonai ir kt.
Pažvelkime atidžiau į šiuos matavimo prietaisus:
1) Apkabos skirtas išoriniams ir vidiniams gaminių matmenims matuoti. Jie gaminami keturių tipų: ШЦ-I (4 pav., a);
ШЦТ--I (ШЦ--1 be viršutinių žandikaulių ir su kietojo lydinio apatiniais žandikauliais); ШЦ--II (4 pav., b) ir ШЦ--111 (ШЦ--П be viršutinių žandikaulių). Pagrindinės suportų dalys: strypas 1, matavimo nasrai 2, rėmas 3, rėmo spaustukas 4, nonija 5, gylio liniuotė 6 ir mikrometrinis padavimas 7 tikslaus dydžio nustatymui. Matuojant su išorine ShTs-II apkabų nasrų puse, prie ataskaitos pridedamas dydis b = 10 mm.
2) MikrometraisklandžiaitipoMK yra skirti gaminių išoriniams matmenims matuoti. Pagrindiniai mikrometro komponentai: kronšteinas, kulnas ir mikrometro galvutė – nuskaitymo įtaisas, pagrįstas varžtų poros naudojimu, kuris mikrosraigto sukamąjį judesį paverčia kilnojamojo matavimo kulno judesiu. Mikrometrų matavimo ribos priklauso nuo segtuko dydžio ir yra 0--25; 25--50; 275--300, 300--400; 400--500 ir 500--600 mm.
Virš 300 mm dydžių mikrometrai yra su keičiamais (26 pav.) arba reguliuojamais priekalais, užtikrinančiais 100 mm matavimo diapazoną. Reguliuojami kulnai reikiamoje padėtyje tvirtinami spaustuku, o keičiami kulnai tvirtinami veržlėmis 6.
3) Matavimasgalvos- nurodyti svirties-mechaninius įtaisus, naudojamus matmenims, taip pat nukrypimams nuo nurodytos geometrinės formos matuoti.
4) Optinis-mechaninisprietaisai(4 pav.)(optimetrai, optikai, kontaktiniai interferometrai, ilgio matuokliai, matavimo aparatai, mikroskopai ir projektoriai) yra skirti gaminių matmenų ir geometrinės formos nuokrypių aukšto tikslumo matavimui diferencialiniu metodu. Struktūriškai tai yra matavimo vamzdeliai (galvutės), sumontuoti ant stovų. Optometro ir optinių vamzdelių matavimo mechanizmas sujungia mechanines ir optines svirtis, todėl tokie prietaisai kartais vadinami svirtiniais-optiniais.
5) Patikrinimo liniuotės gaminamos iš šių tipų: LD - raštuotos dvipusiu nuožulniu kampu; LT - raštuotas trikampis; LCH - raštuotas tetraedras; ШП - su plačiu stačiakampio skerspjūvio darbiniu paviršiumi; SD - su plačiu I sekcijos darbiniu paviršiumi; ШМ - su plačiu darbiniu paviršiumi, tilteliais; UT – kampinis trikampis.
8. ORGANIZAVIMASDARBUOTOJASVIETOSVARTOJAS
Darbo vietos išplanavimas numato racionalų įrangos ir priedų išdėstymą, efektyviausią gamybinės erdvės panaudojimą, patogių ir saugių darbo sąlygų sukūrimą, taip pat apgalvotą įrankių, ruošinių ir detalių išdėstymą darbo vietoje.
Visi daiktai ir įrankiai darbo vietoje išdėstomi taip, kad būtų pasiekiamos ištiestos rankos, kad nebūtų atliekami nereikalingi judesiai, tokie kaip lenkimas, sukimasis, pritūpimas ir pan., kurie sukelia papildomo laiko ir pagreitina darbuotojo nuovargį. Viskas, ką reikia paimti kaire ranka, dedama į kairę; kas paimama su teise, dedama į dešinę. Medžiagos ir įrankiai, kurie paimami abiem rankomis, dedami toje mašinos pusėje, kur darbo metu yra suktuvas.
Darbo vietos išdėstymas turėtų sudaryti sąlygas plėtoti įprastus judesius. įtampa ir nuovargis.
Mašinų dirbtuvėse, skirtose vienetinei ir smulkiai gamybai, daugelis įrankių ir prietaisų saugomi tekintojo darbo vietoje.
Sandėliavimui naudojama organizacinė ir techninė įranga, kurią sudaro įrankių spintelė su planšete, pritvirtinta prie spintos galo ir naudojama dokumentacijai (brėžiniams, procesų žemėlapiams, saugos instrukcijoms) pakabinti; priėmimo stalas, kurio viršutinėje lentynoje yra talpyklos su ruošiniais, o apatinėje lentynoje laikomi įrenginiai ir priedai.
Vienos pamainos metu darbo vietoje įrengiamas naktinis staliukas su vienu skyriumi, dirbant dviem pamainomis, įrengiamos dvi įrankių spintos: viena su dviem skyriais;
Tekomojo darbo vieta turi atitikti racionalaus darbo organizavimo principus ir standartinius darbo vietų išplanavimus. Tai yra pagrindas pasiekti didžiausią našumą atliekant tekinimo darbus.
Teisingas įrangos išdėstymas yra pagrindinė grandis organizuojant saugų gamybos vietos ir cecho darbą. Statant įrangą būtina laikytis nustatytų minimalių tarpų tarp mašinų, tarp mašinų ir atskirų pastato elementų, teisingai nustatyti praėjimų ir įvažiavimų plotį. Nesilaikant įrangos išdėstymo taisyklių ir nuostatų, patalpos užgriozdinamos ir susižalojama.
Įrangos vietą dirbtuvėse ar aikštelėje daugiausia lemia technologinis procesas ir vietos sąlygos.
Automatizuotoje gamyboje (sudėtingos automatinės gamyklos ar cechai, automatinės linijos, nepertraukiama gamyba) įrenginiai išilgai technologinio proceso išdėstomi į vieną grandinę, išlaikant atstumus tarp įrangos ir pastato konstrukcinių elementų. Ilgose automatinėse ir gamybos linijose įrengiami pereinamieji tilteliai, skirti judėti iš vienos linijos pusės į kitą.
Atliekant kelių mašinų techninę priežiūrą, įranga išdėstoma atsižvelgiant į maksimalų įmanomą atstumų tarp darbo vietų sumažinimą. Jei pagal technologinio proceso sąlygas reikia numatyti stelažus ar stalus ruošiniams ir gataviems gaminiams, tai pagal gamybos ypatybes tam skiriama papildoma erdvė.
9. Taisyklėssaugumodarboadresudirbtiįjungtatekinimo staklėsmašina
Dirbant su tekinimo staklėmis, dėl saugos taisyklių nesilaikymo gali įvykti nelaimingi atsitikimai dėl sužeidimų dėl drožlių, kai liečiasi besisukantys griebtuvai, priekinės plokštės ir ant jų esantys suspaudimo įtaisai, taip pat ruošiniai.
Pjovimo įrankio montavimas yra labai svarbus saugiam suktuvo darbui. Frezą galima montuoti tik į darbinę atramą, naudojant atramą, kurios ilgis ir plotis lygus pjaustytuvo atraminiam paviršiui. Tekintuvas turi turėti įvairaus storio, ilgio ir pločio tarpiklių rinkinį. Tai leis jums pasirinkti reikiamus įdėklus pagal atrama sumontuotą frezą. Pjoviklis turi būti sumontuotas centrų aukštyje. Po pjaustytuvu nėra sumontuotos daugiau nei dvi tarpinės, jos turi būti prispaustos mažiausiai trimis varžtais.
Kad būtų išvengta žalos, pjaustytuvas suspaudžiamas kuo mažiausiu iškyšuliu; lėtai ir atsargiai pritraukite pjaustytuvą prie ruošinio. Nenustatykite iš karto didelio pjovimo gylio. Greitai pjaunant į didelį gylį, gali lūžti pjaustytuvas, nuskilti pjovimo briauna arba išstumti pjovimo įdėklai, pagaminti iš greitaeigio plieno arba kietų lydinių, kurie prastai prilituoti prie pjaustytuvo.
Skiedrų pašalinimas tiesiogiai rankomis kelia pavojų susižeisti ir neturėtų būti leidžiamas. Todėl nuimant drožles rankiniu būdu, būtina naudoti specialius kabliukus ir metalinius šepečius, taip pat plieninius kaušelius, šakutes ir kastuvus.
Kol mašina veikia, iš jos negalima išimti drožlių. Žaizdų drožlės pašalinamos iš įrankio, griebtuvo ar priekinės plokštės, taip pat nuo ruošinio tik visiškai sustojus staklėms, kad būtų galima susmulkinti ir saugiai jas pašalinti iš darbo zonos, naudojamos specialios pjaustyklės, kurios užtikrina drožlių laužymą ir šukavimą, taip pat specialių drožlių šalinimo priemonių.
Tekinimo staklių apdirbimo vieta turi būti apsaugota apsauginiu įtaisu (ekranu). Šiuo atveju apdirbimo zona ekranuojama ne tik iš darbo vietos pusės, bet ir iš priešingos darbo vietos pusės. Universalių tekinimo staklių ir bokštinių tekinimo staklių suspaudimo griebtuvai taip pat turi turėti apsaugas. Apsaugos turi būti kilnojamos ir lengvai įtraukiamos montuojant ir išimant ruošinius, neribojant mašinų technologinių galimybių.
Dalis turi būti saugiai pritvirtinta prie griebtuvo arba priekinės plokštės. Nepriimtina, kad pritvirtinus dalį žandikauliai išsikištų iš griebtuvo arba priekinės plokštės daugiau nei jų išorinis skersmuo. Jei nasrai išsikiša, reikia pakeisti griebtuvą arba sumontuoti specialią apsaugą. Montuojant (sukant) griebtuvą ar priekinę plokštę ant veleno, rekomenduojama ant mašinos pastatyti medinius stovus su griebtuvo (priekinės plokštės) formos įduba. Sunkūs griebtuvai ir priekinės plokštės turi būti sumontuoti ir nuimami nuo mašinos naudojant kėlimo įtaisą ir specialų griebimo įtaisą. Draudžiama prisukti griebtuvą (priekinę plokštę) staigiai stabdant veleną.
Žandikaulio griebtuve galima pritvirtinti tik trumpas, subalansuotas dalis, ne daugiau kaip dviejų skersmenų. Montuojant ilgesnes dalis, atrama turėtų būti naudojama galinė atrama. Apdorojant labai ilgas dalis centruose (ilgis lygus 12 ar daugiau skersmenų), taip pat greitai ir galingai pjaunant dalis, kurių ilgis lygus 8 skersmenims ar daugiau, papildomos atramos (atramos), taip pat saugios. turi būti naudojami griebtuvai arba spaustukai. Suspaudimo griebtuvai negali būti naudojami, jei tvirtinimo nasrų darbiniai paviršiai yra susidėvėję. Dalis turi būti suimta griebtuve kuo didesniu gyliu, kad eksploatacijos metu ji neiškristų.
Prieš montuodami dalis centruose, patikrinkite centrų tinkamumą naudoti ir jų išlygiavimą išilgai vidurio linijos. Centrines skyles reikia periodiškai sutepti. Centrai su susidėvėjusiais arba užsikimšusiais kūgiais neturėtų būti naudojami. Tekinimo centrų matmenys turi atitikti ruošinio centrines angas. Nepriveržkite galinės dalies per stipriai. Galas ir plunksna turi būti tvirtai pritvirtinti taip, kad dalis remtųsi į centrą su visa kūgine centrinės angos dalimi, o centras nesiremtų į detalės vidurinės angos apačią.
Valant ar poliruojant tekinimo staklėmis apdirbtą detalę dilde, būtina atramą su pjaustytuvu perkelti į saugų atstumą. Kaire ranka reikia laikyti failo rankeną, o dešine – jos galą. Šlifuodami dalis švitriniu popieriumi naudokite specialias prispaudimo trinkeles (valant išorinius paviršius) arba apvalų įtvarą (valant vidinius paviršius).
Neremkite dalies rankomis, ypač pjaudami centre arba griebtuve pritvirtintą dalį. Tokiu atveju detalei palaikyti būtina naudoti specialias medines pagalvėles.
Mašinai veikiant nepriimtina per stakles matuoti detales, ranka tikrinti ruošinio išorinių ar vidinių paviršių švarumą, montuoti ar keisti pjaustytuvus, valyti ir tepti mašiną, pernešti detales, įrankius, techninę dokumentaciją ir kt. mašina, baigus apdoroti detalę, atramą su pjaustytuvu reikia patraukti į šoną, išjungti mašiną ir variklį. Norėdami greičiau sustabdyti išjungtą mašiną, nestabdykite griebtuvo ar priekinės plokštės ranka.
Sąrašasnaudotasliteratūra
1. Bergeris I.I. Jaunojo tekintojo vadovas - 365, p. nesveikas. 17 cm 2 leidimas, pataisytas. ir papildomas Minsko aukštasis. mokykla 1987 m
2. Brushteinas B.B., Dementjevas V.I. Pasukimas . Vadovėlis prof.-techn mokyklos Red. 6 d., 1967 m
3. Feščenka V.N. Pasukimas . Leidykla: M. „Aukštoji mokykla“, 2005 m
Paskelbta Allbest.ru
Panašūs dokumentai
Pakopinio veleno konstrukcijos pagaminamumo, jos aptarnavimo paskirties analizė. Gamybos tipo ir jos charakteristikų nustatymas. Ruošinio apdirbimo maršruto parinkimas, įrankių parinkimas, pjovimo sąlygų skaičiavimas ir CNC staklių nustatymas.
kursinis darbas, pridėtas 2011-09-23
Dalies „Venenas“ dizainas ir paskirtis. Ruošinio gavimo ir jo kainos apskaičiavimo būdas. Technologinių pagrindų paviršių nustatymas. Armatūros, pjovimo ir matavimo įrankių parinkimas. Pjovimo sąlygų skaičiavimas ir operacijų standartizavimas.
baigiamasis darbas, pridėtas 2011-05-19
Dalies pagaminamumo analizė. Tekinimo operacijų projektavimas. Pjovimo gylio skaičiavimas, mašinos parinkimas. Pjovimo režimai frezavimo metu. Pjovimo įrankio pasirinkimas projektuojant gręžimo operaciją. Siūlų ir medžiagų parametrai, apdaila.
kursinis darbas, pridėtas 2012-02-04
Vertikalaus frezavimo staklių dinaminis skaičiavimas 675 P. Pakopinio veleno apdirbimo skaičiavimas. Dinaminis 16B16A varžtų pjovimo staklių pagrindinių charakteristikų modelis. Veleno įlinkio, frezos parametrų, pjovimo ir frezavimo režimų nustatymas.
praktinis darbas, pridėtas 2011-01-31
Mašinos ir įrankių pasirinkimas. 6R13F3 CNC frezavimo staklių darbo erdvės matmenys, techninės charakteristikos ir elektros įranga. Pjovimo sąlygų frezavimo operacijoms skaičiavimas. Apdorojimo etapų ekrano nuotraukos. NC-110 aprašymas.
kursinis darbas, pridėtas 2015-08-04
Pjovimo gylių parinkimas, ruošinio dalies matmenų nustatymas. Tekinimo ir šlifavimo operacijų įrangos parinkimas. Pjovimo sąlygų skaičiavimas. Technologinių procesų operacijų standartizavimas. Pagalbinės įrangos parinkimas ir maketo kūrimas.
kursinis darbas, pridėtas 2011-06-14
Mašinos, pjaustytuvo tipo ir jo charakteristikų pasirinkimas tam tikram paviršiui apdoroti. Pjovimo režimo parametrų įtaka tekinimo procesui. Pjovimo sąlygų grublėtam ir baigiamajam tekinimo apskaičiavimas. Tekinimo staklių kinematinės pusiausvyros lygtys.
kursinis darbas, pridėtas 2013-12-18
Pjovimo parametrų skaičiavimas gręžiant skylę ruošinyje ir šlifuojant veleną cilindrine šlifavimo stakle. Lyginamoji plokščių paviršių apdorojimo efektyvumo tam tikru tikslumu analizė obliavimo ir frezavimo procesų metu.
testas, pridėtas 2014-11-19
Pilnas analitinis pjovimo sąlygų skaičiavimas. Pjoviklio geometrinių parametrų parinkimas. Leidžiamų pašarų nustatymas pagal plokštės stiprumą ir paviršiaus apdorojimo šiurkštumą. Mašinos greičio, gylio, pjovimo jėgos, galios ir sukimo momento skaičiavimas.
kursinis darbas, pridėtas 2014-10-21
Serviso paskirtis ir detalės techniniai reikalavimai. Technologinė brėžinio kontrolė ir projekto pagaminamumo analizė. Ruošinio gavimo metodo pasirinkimas. Detalių apdorojimo maršruto technologijos projektavimas. Pjovimo sąlygų ir laiko normų skaičiavimas.
Parfeneva I.E. STATYBINIŲ MEDŽIAGŲ TECHNOLOGIJA. M.: Vadovėlis, 2009 m
1. Bendrosios pjovimo apdirbimo charakteristikos
Bendrosios pjovimo apdirbimo charakteristikos. Pjovimo proceso esmė. Traškučių rūšys. Pjovimo jėgos. Pjovimo proceso terminiai reiškiniai. Pjovimo metu susiformavę briaunos. Vibracijos pjovimo metu.
1.1. Bendra informacija
Metalo pjovimas yra metalo sluoksnio drožlių pavidalo nupjovimas nuo ruošinio paviršiaus pjovimo įrankiu, siekiant gauti reikiamą geometrinę formą, matmenų tikslumą, santykinę detalės paviršių padėtį ir šiurkštumą.
Ruošiniai detalėms yra liejiniai, kaltiniai ir štampuoti bei valcuoti gaminiai. Naudojami ir juodieji, ir spalvotieji metalai.
Pjovimo metu nuo ruošinio pašalintas metalo sluoksnis vadinamas pašalpa.
Priklausomai nuo naudojamo įrankio, išskiriami šie pjovimo medžiagų tipai:
1. Ašmenų apdorojimas (pjaustytuvai, pjaustytuvai, grąžtai ir kt.)
2. Abrazyvinis apdorojimas (apskritimai, strypai, pastos ir kt.)
3. Fizinėje ir cheminėje aplinkoje (elektrolitai, plazma, lazerio spindulys ir kt.).
1.2.Pjovimo proceso esmė
Metalo pjovimas– sudėtingas pjovimo įrankio ir ruošinio sąveikos procesas, lydimas tam tikrų fizikinių reiškinių. Pjovimo procesą galima supaprastinti pagal šią diagramą (1 pav.). Pradiniu pjovimo proceso momentu judantis pjaustytuvas veikiamas jėgos Rįspaudžiamas į metalą, nupjautame sluoksnyje atsiranda tamprių deformacijų. Tolesniam frezos judėjimui elastinės deformacijos, kaupiančios absoliučią vertę, virsta plastinėmis. Sudėtinga tamprumo įtempimo būsena susidaro ruošinio medžiagos sluoksnyje, esančiame arti pjovimo. Pjautuvo trajektorijai statmenoje plokštumoje atsiranda normalūs įtempiai, o plokštumoje, sutampantoje su frezos trajektorija – tangentiniai įtempiai. Didžiausi šlyties įtempiai veikia pjaustytuvo galą A, mažėja iki nulio tolstant nuo jo. Įprasti įtempiai iš pradžių veikia kaip tempimo įtempiai, o vėliau greitai mažėja ir, eidami per nulį, virsta gniuždymo įtempiais.
Veikiant normaliam ir tangentiniam įtempimui, nupjautas sluoksnis plastiškai deformuojamas. Plastinės deformacijos padidėjimas sukelia šlyties deformacijas, t.y. kristalų dalių poslinkiui viena kitos atžvilgiu. Taip atsitinka, kai atsirandantys įtempiai viršija apdorojamos medžiagos tempimo stiprumą. Skiedrų formavimosi zonoje atsiranda šlyties deformacijos ABC, ir jie prasideda lėktuve AB ir baigiasi lėktuvu AC– elementaraus metalo tūrio skaldymas ir drožlių susidarymas. Tada procesas kartojamas ir formuojamas kitas lusto elementas ir pan.
Įprastai pripažįstama, kad šlyties deformacijos atsiranda išilgai plokštumos OO, kuri vadinama šlyties plokštuma. Šlyties plokštuma OO esantis maždaug kampu = 30? pjaustytuvo judėjimo kryptimi. Kampas vadinamas šlyties kampu. Tai nepriklauso nuo pjovimo įrankio geometrinių parametrų ir apdorojamos medžiagos savybių.
Nupjautas ir drožlėmis paverstas metalo sluoksnis papildomai deformuojasi dėl drožlių trinties priekiniame įrankio paviršiuje.

1 pav. Metalo tampriai įtemptos būsenos pjovimo metu schema
Zoninė metalinė konstrukcija ABC o drožlės smarkiai skiriasi nuo netauriojo metalo struktūros. Netauriojo metalo struktūrą sudaro lygiašiai grūdeliai. Zonoje ABC grūdai yra labai susmulkinti ir pailgi tam tikra kryptimi, sutampančia su plokštumos kryptimi O1 O1, kuri sudaro kampą su šlyties plokštuma. Trapioms medžiagoms plastinės deformacijos praktiškai nėra ir kampas artimas nuliui, o pjaunant dalis iš plastikinių medžiagų kampas siekia 30 laipsnių. Priekiniame pjaustytuvo paviršiuje drožlių sluoksniai yra išlenkti ir yra beveik lygiagrečiai jam.
Vadinasi, pjovimas gali būti vaizduojamas kaip nuoseklios nupjauto metalo sluoksnio elastinės ir plastinės deformacijos, o vėliau jo sunaikinimo procesas.
1.3. Traškučių rūšys
Priklausomai nuo apdorojamos medžiagos, pjovimo sąlygų ir pjovimo įrankio geometrijos, keičiasi drožlių pobūdis. Pjovimo metu drožlės gali būti (2 pav.):
nusausinti- nusiima spirale susisukančios juostelės pavidalu. Jo paviršius, nukreiptas į smilkinį, yra švarus ir lygus. Kitoje pusėje yra mažų įdubimų. Jis susidaro apdorojant kaliąsias medžiagas (švelnią plieną, žalvarį, aliuminį ir kt.), turinčias reikšmingą slydimo greitį ir mažus įrankių padavimus su optimaliais kampais. Drenažo drožlių susidarymą palengvina padidėjus pasvirimo kampui, sumažėjus pjūvio storiui a, padidėjus pjovimo greičiui, taip pat padidėjus apdorojamos medžiagos lankstumui;
skaldymas– susideda iš atskirų tarpusavyje sujungtų elementų. Pusė, nukreipta į smilkinį, yra lygi, o priešingoje pusėje yra didelių dantukų. Susidaro apdorojant vidutinio kietumo metalus su mažu pjovimo greičiu ir dideliu pjaustytuvų padavimu su mažais kampais;
sulaužymas– susideda iš atskirų nesusijusių arba silpnai tarpusavyje sujungtų lustų elementų. Susidaro apdirbant trapias medžiagas (ketaus, bronzos, kai kurių aliuminio lydinių). Apdorotas paviršius turi didelių nelygumų.

2 pav. Traškučių tipai:
a- kanalizacija; b- smulkinimas; V- lūžis
Pjovimo proceso metu susidariusios drožlės patiria didelę deformaciją, kurios viena iš apraiškų yra jos susitraukimas.
Susitraukimas susideda iš to, kad drožlės ilgis tampa mažesnis už apdirbamo paviršiaus ilgį, o storis tampa didesnis nei metalo sluoksnio, išpjauto iš ruošinio, storis. Skiedros plotis praktiškai nesikeičia. Susitraukimo dydis apibūdinamas susitraukimo koeficientu:
Kur L o – apdoroto paviršiaus ilgis; L– drožlių ilgis; h o – nuo ruošinio nupjauto sluoksnio storis; h – drožlių storis.
Skiedrų susitraukimo dydis priklauso nuo apdirbamos medžiagos savybių, pjovimo režimo, įrankio geometrinių parametrų ir kt.. Trapioms medžiagoms, kalioms. Aušinimo skysčio naudojimas sumažina drožlių susitraukimą.
1.4. Pjovimo jėgos
Pjovimo metu metalas priešinasi pjovimo įrankiui. Šis pasipriešinimas įveikiamas pjovimo jėga, veikiančia įrankio grėblio paviršių. Pjovimo jėga nukreipta statmenai priekiniam pjaustytuvo paviršiui. Pjovimo jėga išnaudojama norint atskirti drožlės elementą nuo pagrindinės metalo masės ir jo deformacijos, taip pat įveikti drožlių trintį ant priekinio pjaustytuvo paviršiaus ir pjoviklio galinio paviršiaus ant pjovimo paviršiaus.
Dėl metalo atsparumo deformacijos procesui atsiranda reaktyviosios jėgos, kurios veikia pjovimo įrankį (3a pav.).

3 pav. Pjoviklį veikiančių jėgų diagrama ( A), ir pjovimo jėgos išskaidymas į komponentus ( b)
Tai elastinės jėgos ( Ru1 Ir Ru2) ir plastiko ( Rp1 Ir Rp2) deformacijos, kurių vektoriai nukreipti statmenai priekiniam ir pagrindiniam galiniam įrankio paviršiams. Įprastų jėgų buvimas sukelia trinties jėgų atsiradimą T1 Ir T2, nukreiptas palei priekinį ir pagrindinį galinį įrankio paviršių. Visa nurodyta jėgų sistema lemia gaunamą pjovimo jėgą: .
Jėgos taikymo taškas R esantis pagrindinės įrankio pjovimo briaunos darbinėje dalyje. Absoliutus dydis, taikymo taškas ir kryptis jėgos erdvėje R veikiami daugelio veiksnių (ruošinio struktūros ir kietumo nevienalytiškumo, nupjauto metalo sluoksnio kintamumo ir kt.) yra kintami. Todėl skaičiavimams naudojama ne dėl to atsirandanti pjovimo jėga R, o jo komponentai, veikiantys trimis viena kitai statmenomis kryptimis, yra Rx, RU , Pz. Dėl posūkio
X ašis – mašinų centrų linija; Y ašis – horizontali linija, statmena mašinos centrų linijai; Z ašis yra tiesė, statmena XOU plokštumai (3b pav.).
Jėga PZ – vertikalioji pjovimo jėgos sudedamoji dalis arba tiesiog pjovimo jėga. Veikia pjovimo plokštumoje pagrindinio judėjimo kryptimi. Pagal jėgą Pz nustatyti mašinos suklio sukimo momentą, efektyviąją pjovimo galią, ruošinio lenkimo deformaciją XOZ plokštumoje, lenkimo momentą, veikiantį pjovimo strypą, taip pat atlikti dinaminius mašinos pavarų dėžės mechanizmų skaičiavimus.
Jėga RU – radialinis pjovimo jėgos komponentas. XOU plokštumoje veikia statmenai apdorojamo ruošinio ašiai. Pagal jėgą RU nustatyti frezos tamprios gniuždymo nuo ruošinio dydį ir apskaičiuoti technologinės sistemos standumą. Jėga RU linkęs stumti frezą nuo ruošinio ir deformuoti. Į tai atsižvelgiama apskaičiuojant rėmo ir atramos stiprumą, tai prisideda prie vibracijos atsiradimo.
Jėga RH – ašinis pjovimo jėgos komponentas. Veikia išilgai ruošinio ašies lygiagrečiai išilginio pastūmos krypčiai. Pagal jėgą Pz apskaičiuokite mašinos padavimo mechanizmą, taip pat lenkimo momentą, veikiantį pjovimo strypą.
Gaunama pjovimo jėga apibrėžiama kaip gretasienio, pastatyto iš jėgų komponentų, įstrižainė:
![]()
Kiekvienas pjovimo jėgos komponentas nustatomas pagal formos empirines formules: ![]() , N
, N
kur yra koeficientas, pagal kurį atsižvelgiama į apdirbamo ruošinio medžiagos fizines ir mechanines savybes;
– koeficientas, kuriame atsižvelgiama į veiksnius, neįtrauktus į formulę (pjovimo kampai, pjovimo medžiaga ir kt.)
– pjovimo gylis, mm;
S– pastūma, mm/aps.
V – pjovimo greitis, m/min;
Laipsnio rodikliai.
Koeficientų ir eksponentų reikšmės parenkamos iš informacinių knygų konkrečioms apdorojimo sąlygoms. Yra panašios formulės jėgoms nustatyti RU Ir Pz.
Tarp šių jėgų yra maždaug toks ryšys:
Sukimo momentas ant mašinos veleno: ![]() , n m,
, n m,
Kur Dzag– ruošinio skersmuo, mm
Efektyvi galia Ne reiškia energiją, sunaudotą deformuojant ir nupjaunant metalo sluoksnį nuo ruošinio. Sukant cilindrinį paviršių ant sraigtinio pjovimo staklių efektyvioji galia yra
![]() , kW
, kW
Kur n– ruošinio sukimosi greitis, aps./min.
Jėgos galia yra 1-2% visos galios. Todėl jis yra apleistas ir galia Ne nustatoma pagal formulę:
Elektros variklio suvartojama galia yra
kur – efektyvumas mašina lygi 0,7 - 0,8.
1.5. Pjovimo proceso terminiai reiškiniai
Pjaunant visas mechaninis darbas paverčiamas šilumine energija. Šilumos kiekis K, išsiskiriantis pjovimo metu per laiko vienetą (šiluminė galia), nustatoma pagal formulę: , J,
Kur PZ - pjovimo jėga, V- pjovimo greitis.
Pjovimo zonoje susidaranti šiluma paskirstoma tarp ruošinio, drožlių, pjovimo įrankio ir aplinkos.
Šilumos susidarymo priežastys yra elastoplastinė deformacija drožlių susidarymo zonoje, drožlių trintis priekiniame įrankio paviršiuje, galinių įrankio paviršių trintis ant ruošinio. Pjovimo proceso šilumos balansą galima pavaizduoti taip:
Kur: KD– apdirbamos medžiagos elastoplastinės deformacijos metu išsiskiriantis šilumos kiekis;
KP.P– šilumos kiekis, išsiskiriantis drožlėms besitrinant į priekinį įrankio paviršių;
KZ.P. – įrankio galinių paviršių trinties ant ruošinio metu išsiskiriančios šilumos kiekis;
K C – lustų pašalintas šilumos kiekis;
KIR– pjovimo įrankio pašalintas šilumos kiekis;
KL– į aplinką perduodamos šilumos kiekis (radiacijos šiluma).
Daugelio tyrimų duomenimis, drožlių pašalinamas šilumos kiekis yra (25-85)% visos išleidžiamos šilumos, ruošinio (10-50), pjovimo įrankio (2-8)%. Kiekybinis šilumos pasiskirstymas daugiausia priklauso nuo pjovimo greičio (4 pav.). Didėjant pjovimo greičiui, didėja drožlių pašalinama šiluma, mažėja ruošinio, įrankio ir aplinkos pašalinama šiluma.

4 pav. Pjovimo šilumos pasiskirstymas priklausomai nuo pjovimo greičio
Terminų santykis šilumos balanso lygtyje nėra pastovus ir kinta priklausomai nuo apdirbamos medžiagos fizinių ir mechaninių savybių, pjovimo sąlygų ir įrankio medžiagos, apdirbimo sąlygų ir kt.
Pašarų padidėjimas S padidina temperatūrą pjovimo zonoje, bet ne taip intensyviai nei didinant pjovimo greitį V. Pjovimo gylis turi dar mažesnį poveikį temperatūrai. t.
Pjovimo geometrijos poveikis:
1. Didėjant pjovimo kampui ir pjovimo kampui, temperatūra pjovimo zonoje didėja.
2. Didėjant kreivio spinduliui ant galo, temperatūra pjovimo zonoje mažėja.
Šilumos generavimas neigiamai veikia apdorojimo procesą. Apdorojimas turi būti atliekamas neperkaitinant pjovimo įrankio. Taigi, naudojant įrankį, pagamintą iš anglinio plieno, temperatūra pjovimo zonoje neturi viršyti (200-250) laipsnių C, greitaeigio plieno (550-600) laipsnių C, įrankių su kietaisiais lydiniais - (800-1000) laipsnių C, o mineralinei keramikai - (1000-1200) laipsnių C; abrazyvinės medžiagos - (1800-2000) laipsnių C. Įrankio kaitinimas virš nurodytų temperatūrų sukelia struktūrinius medžiagos, iš kurios pagamintas įrankis, transformacijas, sumažėja jo kietumas ir prarandama pjovimo galimybė. Taip pat keičiasi įrankio geometriniai matmenys, kurie turi įtakos matmenų tikslumui ir apdirbamų paviršių geometrinei formai. Kaitinant ruošinį, pasikeičia jo geometriniai matmenys. Dėl standaus ruošinio pritvirtinimo prie mašinos jis pradeda deformuotis. Ir tai sumažins apdorojimo tikslumą.
Siekiant sumažinti neigiamą šilumos poveikį pjovimo procesui, apdorojimas turėtų būti atliekamas naudojant tepimo ir aušinimo priemones (aušinimo skystį).
1.6. Pjovimo metu užstatytas kraštas
Pjaunant plastikines medžiagas (plieną, žalvarį), atsiranda reiškinys, vadinamas susikaupimu, kai ant priekinio pjaustytuvo paviršiaus ties pjovimo briauna susidaro tankus metalo dalelių sankaupa, kuri tvirtai pritvirtinama prie priekinio įrankio paviršiaus. . Susikaupimo susidarymas paaiškinamas tuo, kad esant tam tikroms apdorojimo sąlygoms (aukštam slėgiui, didelėms temperatūroms drožlių sąlyčio su pjaustytuvu zonoje) atsiranda trinties jėgos tarp priekinio įrankio paviršiaus ir nupjauto metalo sluoksnio. tampa didesnės už vidines sukibimo jėgas, o esant tam tikroms temperatūros sąlygoms metalas tvirtai nusėda ant priekinio paviršiaus įrankio. Augimo dydis ir forma nuolat kinta. Jis periodiškai sunaikinamas, nunešamas drožlių ir vėl susidaro.

5 pav. Sukaupimo formavimo schema
Sudėties metalas deformuojasi, o jo kietumas žymiai (kartais 2-3 kartus) viršija apdirbamo metalo kietumą.
Pjovimo kampas ant sankaupos yra mažesnis nei pjovimo kampas ant pjaustytuvo, todėl pjovimo energijos sąnaudos šiek tiek sumažėja. Susikaupimas apsaugo pjaustytuvo galą ir pjovimo briauną nuo ankstyvo susidėvėjimo. Paviršiaus apdorojimo tikslumas ir kokybė blogėja, kai kaupiasi. Paviršiaus šiurkštumas didėja. Todėl grublėtoje vietoje, kur paviršiaus kokybė nėra itin svarbi, užstatytas kraštas turi teigiamą poveikį pjovimui, o apdailoje, kur svarbi apdirbamo paviršiaus kokybė, užstatytos briaunos susidarymas yra žalingas. ir reikia vengti.
Nustatyta, kad užstatytos briaunos formavimosi intensyvumas labai priklauso nuo pjovimo greičio. Didžiausias susikaupimas susidaro pjovimo greičiui 18-30 m/min, o pjovimo greičiui iki 10-12 m/min ir daugiau nei 50-70 m/min, ant pjovimo įrankio praktiškai nesusidaro. . Todėl apdailos apdirbimas atliekamas padidintu pjovimo greičiu.
Didėjant pašarams S augimo dydis didėja. Todėl baigiamiesiems tekinimo darbams rekomenduojami 0,1–0,2 mm/aps.
Pjovimo gylis t neturi didelės įtakos ataugos dydžiui.
Didėjant pjovimo kampui, užstatyta briauna didėja. Aušinimo skysčio naudojimas sumažina susikaupimą.
Pjovimo su pertrūkiais metu (obliavimo, frezavimo) metu užstatyta briauna ant pjovimo briaunos dažniausiai neišlaikoma.
1.7. Vibracijos pjovimo metu
Dėl technologinės sistemos AIDS elementų nelankstumo (mašina-įrenginys-įrankio dalis) visada atsiranda įrankio vibracijos ruošinio atžvilgiu, kurios vadinamos. vibracijos pjovimo metu.
Vibracijos neigiamai veikia pjovimo procesą:
- sumažinti apdirbamo paviršiaus kokybę
- sustiprėja pjovimo jėgos dinaminis pobūdis, o mašinos judančių dalių ir surinkimo mazgų apkrovos padidėja dešimtis kartų – ypač rezonanso sąlygomis, kai AIDS sistemos natūralių virpesių dažnis sutampa su svyravimų dažniu. pjovimo apdorojimo metu
- įrankio tarnavimo laikas smarkiai sumažėja, ypač naudojant įdėklus iš kietųjų lydinių
- kyla triukšmas, kuris vargina aplinkinius, mažėja darbo našumas.
Pagrindinės kovos su vibracija priemonės:
- didinant technologinės sistemos standumą
- virpesių sistemų masės sumažėjimas
- vibracijos slopintuvų (dinaminių, hidraulinių, elastinių) naudojimas
- optimalių pjovimo sąlygų ir pjovimo įrankio geometrijos parinkimas.
Tačiau apdirbant sunkiai pjaustomas medžiagas, vibracija atlieka teigiamą vaidmenį. Tokioms medžiagoms apdoroti naudojamas vibracinis pjovimas. Vibracinio pjovimo esmė ta, kad apdirbimo proceso metu sukuriamos dirbtinės įrankio vibracijos su reguliuojamu dažniu ir tam tikra amplitude tam tikra kryptimi. Vibracijos šaltiniai yra mechaniniai vibratoriai arba aukšto dažnio generatoriai. Virpesių dažnis nustatomas nuo 200 iki 20000 Hz, vibracijos amplitudė – nuo 0,02 iki 0,002 mm. Virpesiai nustatomi tiekimo kryptimi arba pjovimo greičio kryptimi.
Ugnies linijaBilietas Nr.6
Metalo pjovimas yra sudėtingas procesas, lydimas daug vidinių ir išorinių reiškinių. Šiuo atveju vyksta trys nupjauto sluoksnio deformacijos etapai: elastingumo, plastiškumo ir lūžio.
Deformacijos pobūdis ir dydis priklauso nuo apdorojamos medžiagos fizikinių ir cheminių savybių, pjovimo sąlygų, įrankio geometrijos ir naudojamų pjovimo skysčių. Metalinės medžiagos, būdamos granuliuotos struktūros polikristaliniai kūnai, turintys skirtingas kristalines gardeles, veikiant įrankiui plastiškai nevienodai deformuojasi; Pjaustomame sluoksnyje (drožlių) ir po apdorotu paviršiumi transformacijos vyksta skirtingai
Metalo pjovimo procesą galima pavaizduoti šioje diagramoje.
Pradiniu momentu, kai, veikiant jėgai P, į metalą įspaudžiamas judantis frezas (7 pav.), pjaunamame sluoksnyje atsiranda tamprios deformacijos plokštumos, kuriose yra mažiau palankios padėties.
Tolesnis apkrovos padidėjimas sukels grūdų sunaikinimą, taip pat jų judėjimą ir sukimąsi vienas kito atžvilgiu. Keičiasi kūno struktūra ir fizikinės bei mechaninės savybės – formuojasi tekstūra, atsiranda vidinių įtempimų, didėja kietumas, mažėja plastiškumas, mažėja šilumos laidumas.
Plokštumoje, sutampantoje su frezos antgalio trajektorija, atsiranda tangentiniai ir normalūs įtempiai.
τmax taške A, mažėja didėjant atstumui.
σ y pradžioje veikia kaip tempiamasis (+σ), kuris tam tikromis sąlygomis gali sukelti metalo „skilimą“ – pažengusį įtrūkimą išorinės jėgos kryptimi.
Iš taško A mažinkite, pereikite per 0 ir virskite gniuždymo įtempimu (-σ).
Plastinės deformacijos padidėjimas sukelia šlyties deformaciją. Įvairūs fizikiniai reiškiniai, lydintys pjaunamo sluoksnio deformacijas, yra susiję su šiais santykiais:
Susidariusių drožlių pobūdis, jų susitraukimas, susisukimas, sukietėjimas.
Šilumos išsiskyrimas, veikiantis įrankį, nupjautą sluoksnį ant apdirbamo paviršiaus ir gretimą viršutinį gaminio medžiagos sluoksnį.
Užstatymo formavimas.
Paviršinio sluoksnio kietėjimas, liekamųjų įtempių atsiradimas, ramybės reiškinys (minkštėjimas ir perkristalizacija).
Skiedrų trintis ant įrankio grėblio paviršiaus ir įrankio šoninio paviršiaus trintis į pjovimo paviršių.
Vibracijų atsiradimas.
Didžiausios plastinės deformacijos atsiranda drožlių susidarymo zonoje ABC (7 pav.) Deformacijos zoną riboja linija AB, išilgai kurios atsiranda pirmosios šlyties deformacijos, ir linija AC, išilgai kurios atsiranda paskutinės šlyties deformacijos.
Tuo momentu, kai plastinės deformacijos pasiekia didžiausią dydį, o įtempiai viršija metalo grūdelių vidinio sukibimo jėgas, grūdeliai pasislenka vienas kito atžvilgiu ir nutrūksta elementarus tūris/8 pav. Tada deformacijos procesas kartojamas ir susidaro drožlės susiformavo.
Esant dideliam pjovimo greičiui, manoma, kad poslinkiai vyksta ne išilgai AB ir AC, o išilgai 00 - šlyties plokštumos.
Įsteigė rusų K. A. Laikas, K. A. Zvorykinas.
θ poslinkio kampas.
Nupjautas sluoksnis, pavirtęs drožlėmis, papildomai deformuojasi dėl drožlių trinties priekiniame įrankio paviršiuje. Grūdeliai yra pailginti išilgai O 1 O plokštumos, kuri sudaro kampą β su šlyties plokštuma OO.
Taigi pjovimas yra nuoseklios nupjauto metalo sluoksnio deformacijos procesas; elastingas, plastiškas, lūžtantis – priklauso nuo medžiagos savybių. Trapiuose metaluose plastinės deformacijos praktiškai nėra.
Vidutinio kietumo plienams θ-30°, β priklauso nuo apdirbamos medžiagos savybių ir pjovimo kampo
Pjovimo procesas (drožlių susidarymas) yra sudėtingas fizinis procesas, lydimas didelio karščio susidarymo, metalo deformacijos formuojant drožles, pjovimo įrankio susidėvėjimą ir pjaustytuvo kaupimąsi. Pjovimo proceso dėsnių ir jį lydinčių reiškinių išmanymas leidžia racionaliai valdyti šį procesą ir apdoroti dalis kokybiškiau, našiau ir ekonomiškiau.
Pjaunant įvairias medžiagas, gali būti suformuoti šie pagrindiniai drožlių tipai: nusausinti(nuolatinis), skaldymas(elementinis) ir sulaužymas(82 pav.).


Ryžiai. 82. Traškučių rūšys: a - nutekėjimas, b - skaldymas, c - lūžis
Nusausinkite drožles(82 pav., a) susidaro pjaunant klampias ir minkštas medžiagas, pvz., švelnų plieną, žalvarį. Pjovimas paprastai vyksta dideliu greičiu. Kuo didesnis apdirbamo metalo pjovimo greitis ir klampumas, tuo mažesnis pjovimo kampas ir pjūvio storis, o kuo aukštesnė pjovimo skysčio kokybė, tuo arčiau drožlių nutekėjimas.
Sulaužytos drožlės(82 pav., c) susidaro pjaunant trapius metalus, pvz., pilkąjį ketų. Tokios drožlės susideda iš atskirų, beveik nesusijusių elementų. Susidarius tokioms drožlėms, apdorotas paviršius būna šiurkštus, su didelėmis įdubomis ir išsikišimais. Tam tikromis sąlygomis, pavyzdžiui, apdorojant vidutinio kietumo ketų, lūžių drožlės gali atsirasti žiedų pavidalu. Panašumas su drenažo drožlėmis čia yra tik išorinis, nes užtenka tokias drožles lengvai suspausti rankoje ir jos lengvai subyrės į atskirus elementus.
Skiedrų traškučiai(82 pav., b) užima tarpinę padėtį tarp drenažo drožlių ir lūžimo drožlių ir susidaro apdorojant tam tikrų rūšių žalvarį ir kietąjį plieną su didelėmis pastūmomis ir santykinai mažu pjovimo greičiu. Keičiantis pjovimo sąlygoms, skaldos drožlės gali virsti drenažo drožlėmis ir atvirkščiai.
Veikiant pjovimo įrankiui, nupjautas metalo sluoksnis yra suspaudžiamas. Suspaudimo procesus (taip pat ir tempimo procesus) lydi tamprios ir plastinės deformacijos.
Apdorojimo metu pjovimo įrankis deformuoja ne tik nupjautą sluoksnį, bet ir ruošinio medžiagos paviršinį sluoksnį. Paviršinio metalo sluoksnio deformacijos gylis priklauso nuo įvairių faktorių ir gali siekti nuo šimtųjų iki kelių milimetrų.
Deformacijos įtakoje sutvirtėja paviršinis metalo sluoksnis, didėja kietumas ir mažėja plastiškumas, atsiranda vadinamasis apdoroto paviršiaus sukietėjimas.
Kuo apdorojamas metalas minkštesnis ir lankstesnis, tuo labiau jis kietėja. Ketaus kietėjimo savybė yra žymiai mažesnė nei plieno. Darbinio grūdinimo dydis ir gylis didėja didėjant pastūmai ir pjovimo gyliui, o mažėja didėjant pjovimo greičiui. Dirbant buku pjovimo įrankiu, apdirbimo grūdinimo gylis padidėja maždaug 2-3 kartus, nei dirbant su aštriu. Pjovimo skysčiai sumažina kietėjimo gylį ir laipsnį.
Esant tam tikroms pjovimo sąlygoms, apdorojama medžiaga prilimpa prie pjaustytuvo pjovimo briaunos priekinio paviršiaus, sudarydama vadinamąjį užstatytą kraštą. Jis yra pleišto formos ir yra 2-3 kartus kietesnis už apdorojamos medžiagos kietumą. Būdamas tarsi frezos tęsinys, susikaupimas (83 pav.) keičia savo geometrinius parametrus (δ 1<δ), участвует в резании металла, влияет на результаты обработки, износ резца и силы, действующие на резец.

Ryžiai. 83. Sumontuotas kraštas ant pjaustytuvo:
a - pastatymo dydis, b - pjovimo kampas
Apdorojimo metu augimas periodiškai sunaikinamas ir vėl atkuriamas. Didėjant apdirbamo metalo lankstumui, susikaupimo dydis didėja, o apdorojant trapius metalus, pavyzdžiui, ketaus, sankaupos gali nesusiformuoti.
Apdorojant pjovimo greičiu iki 5 m/min., nesusidaro užstatytos briaunos, kai pjovimo greitis yra 10–20 m/min. Šis greičio diapazonas nepalankus apdailai. Toliau didėjant pjovimo greičiui, priklausomai nuo metalo stiprumo, temperatūra pjovimo zonoje didėja, o susikaupimas, minkštėjimas palaipsniui išnyksta.
Susikaupimas didėja didėjant pastūmai, todėl baigiant apdirbti rekomenduojamas 0,1–0,2 mm/aps. pastūmas. Pjovimo gylis neturi didelės įtakos sankaupos dydžiui. Pjovimo skysčio naudojimas sumažina susikaupimą.
Atliekant grublėtą apdirbimą naudinga turėti užstatytą briauną.
Kaip minėta aukščiau, metalų pjovimo procesas frezavimo metu iš esmės nesiskiria nuo pjovimo proceso tekinimo metu. Pakalbėkime apie kai kuriuos pjaustymo procesą lydinčius reiškinius.
Iškirptas metalo sluoksnis drožlių pavidalu, kaip žinoma, gali turėti skirtingą išvaizdą, priklausomai nuo apdorojimo sąlygų. Pagal klasifikaciją prof. I.I. laikas, lustai gali būti šių tipų: nutekėjimo, skaldos ir lūžimo.
Pjaunant metalus susidaro sankaupos. Pjaunant kietus metalus, kai kuriais atvejais priekiniame įrankio paviršiuje susidaro vadinamasis užstatytas kraštas. Tai stipriai deformuotas apdorotos medžiagos gabalas, pritvirtintas (suvirintas) prie priekinio frezos paviršiaus didelio kietumo pleišto pavidalu (243 pav.). Šis metalo gabalas nuolat atsiklijuoja su drožlėmis ir vėl formuojasi. Iš esmės tai yra įrankio pjovimo dalis ir apsaugo pjovimo briauną nuo nusidėvėjimo. Tačiau jei priekiniame įrankio paviršiuje susidarė nuosėdų, apdirbamo paviršiaus kokybė pablogėja. Todėl apdailinant metalus, taip pat pjaunant siūlus, užstatyta briauna yra žalingas reiškinys. Norėdami jį pašalinti, turėtumėte atidžiai sureguliuoti priekinį įrankio paviršių arba pakeisti pjovimo greitį (dažniausiai jį padidindami iki 30 m/min ar daugiau), taip pat naudoti aušinimo tepalus, atitinkančius apdorojimo sąlygas.

Skiedrų susitraukimas. Pjaunant metalus drožlės deformuojasi ir pasirodo trumpesnės už plotą, iš kurio buvo nupjautos (244 pav.).
Šis drožlių trumpėjimo išilgai ilgio reiškinys vadinamas išilginiu drožlių susitraukimu.
Metalo tūris deformacijos metu išlieka beveik nepakitęs. Todėl sutrumpinant lustą išilgai, turėtų būti padidintas lusto skerspjūvio plotas. Skerspjūvio ploto padidėjimas vadinamas skersiniu drožlių susitraukimu.
Skiedrų deformacija veda prie garbanojimo. Pjovimo įrankių (gręžtuvų, įpjovų, frezų ir kt.) grioveliai turi leisti laisvai įdėti garbanojimo drožles.
Šiluminiai reiškiniai pjaunant metalus. Metalų pjovimo metu ruošinys, pjovimo įrankis ir drožlės įkaista. Didėjant pjovimo greičiui, ypač pašalinant plonas drožles, temperatūra pjovimo zonoje pakyla iki 60°. Toliau didėjant pjovimo greičiui, kai kuriais atvejais galima pastebėti krentančius skiedras, įkaitintas iki ryškiai raudonos ugnies (900°C).
Apdorotame plieninės dalies paviršiuje gali būti pastebimi visų spalvų nešvarumai, rodantys aukštą ploniausio detalės paviršiaus sluoksnio temperatūrą jo sąlyčio su galiniu įrankio paviršiumi momentu. Temperatūros padidėjimas pjovimo zonoje atsiranda dėl mechaninės energijos, sunaudotos pjovimo procesui, pavertimo šilumine energija. Taip pat G. Ušačevas nustatė, kad į drožles patenka nuo 60 iki 86 % bendros šilumos kiekio, į pjovimo įrankį – nuo 10 iki 40 %, o į pjovimo įrankį – nuo 3 iki 10 %. ruošinį. Pažymėtina, kad šiluma tiek drožlėje, tiek įrankyje pasiskirsto netolygiai. Pjovimo įrankyje nepertraukiamo veikimo metu pastovus terminis režimas nustatomas per kelias veikimo minutes. Praktiškai temperatūros išlyginimas ruošinyje baigiasi po apdorojimo. Pjovimo zonoje susidaranti šiluma turi didelę įtaką visam pjovimo procesui ir su juo susijusiems reiškiniams (susikaupimams, įrankių nusidėvėjimui ir kt.) Todėl metalo pjovimo teorijoje šiluminiai reiškiniai pjaunant metalus yra labai svarbūs. dėmesį.
Apdoroto paviršiaus šiurkštumas. Gaminių kokybės gerinimo problema kartu su nuolatiniu darbo našumo didėjimu yra svarbiausia mechanikos inžinerijoje.
Vertinant gatavos detalės kokybę, atsižvelgiama į šiuos pagrindinius rodiklius: matmenų tikslumą, geometrinės formos tikslumą ir paviršiaus šiurkštumą.
Apdirbamo paviršiaus šiurkštumas priklauso nuo šių faktorių: teisingo įrankio geometrinių parametrų (galandimo kampų) pasirinkimo ir, svarbiausia, nuolydžio kampo. kampų įvedimas, teisingas pastūmos pasirinkimas, pjovimo greitis ir tinkamų pjovimo skysčių naudojimas.
Norint pasiekti aukštą paviršiaus švarumo klasę, taip pat būtina kruopščiai apdoroti priekinį ir galinį įrankio paviršius (apdoroti deimantiniais ratukais arba boro karbido pasta).
Vibracijos pjaunant metalus. Metalų pjovimo procese tam tikromis sąlygomis atsiranda vibracijos (svyravimai). Vibracijos atsiradimas daugeliu atvejų yra pagrindinė priežastis, ribojanti galimybę padidinti pjovimo sąlygas ir darbo našumą. Metalo pjovimo vibracijos neigiamai veikia įrankio tarnavimo laiką. Netgi silpna vibracija neleidžia pasiekti aukštos apdorotų paviršių švaros klasės. Jei visi kiti dalykai yra vienodi, apdorojant ketų vibracijos tikimybė yra žymiai mažesnė nei apdorojant plieną.
Vibracija gali būti pašalinta arba sumažinta naudojant įrankius su mažu ir dideliu posvyrio kampu bei parenkant tinkamus pjovimo greičius ir vėsinimo sąlygas, mažinančias vibracijos intensyvumą. Vibracijai pašalinti arba sumažinti naudojami specialūs vibracijos slopintuvai.