Micile afaceri, care se bazează pe ideea de imprimare pe țesătură: tricouri, pânze, fețe de masă, câștigă din ce în ce mai mult popularitate în spațiul post-sovietic. Oamenii iubesc lucrurile luminoase, exclusive la un preț mic și folosesc de bunăvoie serviciile de imprimare pe materiale textile. Pentru ca imaginea să fie de înaltă calitate, cu rezoluție înaltă, problema alegerii unei imprimante speciale ar trebui să fie sarcina principală a antreprenorului: acesta este ceea ce vă va face un nume și vă va genera venituri. Dacă o imprimantă pentru imprimare pe țesătură este achiziționată pentru uz casnic, nu vă grăbiți să vă cheltuiți banii câștigați din greu. Există mai multe motive pentru aceasta.

Este o altă problemă dacă scopul achiziției imprimanta textila –crearea sau extinderea unei afaceri . În acest caz, nu există niciun risc de oprire sau uscare a dispozitivului, ceea ce este important pentru volumul și durata de viață a imprimantei. Dacă volumul de imprimare este de aproximativ 200-300 de produse pe zi sau loturi mici, dar în 3-5 ani fără pierderi de calitate, trebuie să vă gândiți la achiziționarea de echipamente profesionale. Categoria profesională include o imprimantă bazată pe Epson 4880 cu format de imprimare A2. Capacitatea de a desena modele mici combinată cu capacitatea de a umple suprafețe mari (40 pe 80 cm) vă permite să lucrați cu multe materiale: bumbac, in, piele, mătase, tricotaje. Acest model va costa cumpărătorului 500-600 de mii de ruble și este cea mai fiabilă opțiune din linia de imprimante textile Epson. Piesele din model sunt predominant metalice, iar durata de viață a imprimării este de 20 de mii de imprimări impresionante. Pe piata ruseasca Sunt prezentate câteva modele pro-clasă mai demne:

Epson F2000, mai multe modele DTX-400 de la DekoPrint, câteva modele de la Brother, Kornit, American I-Dot și Texjet de la Polyprint. Atunci când alegeți un dispozitiv de imprimare, trebuie să acordați atenție posibilității și costului serviciu Notă: Imprimanta este un dispozitiv complex, reparațiile și întreținerea trebuie efectuate la un centru de service de către profesioniști. Asigurați-vă că întrebați vânzătorii cum funcționează dacă aveți nevoie de reparații în garanție.
Alimentare și reparare
Imprimantele Brother și Epson F2000 nu permit utilizarea consumabilelor neoriginale. Producătorul garantează calitatea și fiabilitatea dispozitivului numai dacă este utilizat cartușe originale, pe care utilizatorul trebuie să le cumpere imediat ce cele vechi se epuizează. Dar prețul originalului consumabile pentru toate dispozitivele de imprimare, fără excepție, este prohibitiv de mare, așa că înainte de a cumpăra, asigurați-vă că consultați cel mai apropiat centre de servicii disponibilitatea cernelii și capacitatea de a reumple cartușe. Atunci când alegeți o imprimantă pentru textile, acordați atenție numărului de culori - acest lucru vă va permite să economisiți semnificativ la rezerve sau la înlocuirea cartuşelor în viitor. Pentru imprimarea color de înaltă calitate, sunt suficiente 4 culori (negru, cyan, magenta, galben), un cartuş pe culoare şi patru cartuşe pentru alb. U alb cel mai mare consum. Alegerea imprimanta textila cu 8-9 culori, rețineți că calitatea imprimării și luminozitatea nu se vor schimba prea mult, dar costurile cu cerneala se vor dubla. Cea mai frecventă problemă cu dispozitivele de imprimare pe bază de cerneală a fost și rămâne problema cerneala se usucă în timp ce este inactiv- când nimeni nu folosește imprimanta.

Pentru a evita înfundarea și uscarea duzelor, imprimantele sunt echipate cu un sistem de reciclare a cernelii și micro-curățare în timpul nefuncționării. Recircularea nu permite cernelii să parcurgă întregul traseu de la cartuş la duzele de pulverizare şi poate preveni doar îngroşarea cernelii, dar nu uscarea capului de imprimare. Funcția este utilă, dar nu elimină pericolul. Mult mai importantă este prezența unei funcții de micro-curățare în dispozitiv: în modul automat și fără participarea dvs., imprimanta în sine va trece cerneala de la cartușe la duze. Da, o cantitate mică de cerneală va merge la scurgere, dar utilizatorul își va proteja imprimanta de o problemă serioasă.
Uneori, uscarea cernelii pigmentare din duze nu poate fi eliminată complet, iar singura soluție este înlocuirea capului de imprimare, al cărui cost este comparabil cu prețul unei imprimante noi. Merită să acordați atenție pachetului de livrare a imprimantei: ce este inclus în pachetul acestuia. O surpriză neplăcută din partea multor producători de imprimante poate fi absența cernelii de imprimantă din kitul de bază la cumpărare. Nu există nicio modalitate de a imprima fără cerneală, așa că va trebui să cauți cerneală de înaltă calitate în magazinele specializate. Nu ar trebui să vă zgâriești cu cerneala - calitatea produselor și durata de viață a dispozitivului depind direct de calitatea consumabilelor. La fel ca în mașini: o mașină sport nu va produce putere maximă cu combustibil prost, iar unitatea de putere va deveni rapid inutilizabilă.

Imprimantă textilă - alegeți cu înțelepciune
Nuanțe importante cărora trebuie să le acordați atenție atunci când cumpărați o imprimantă textilă:
— format și rezoluție;
— circulație estimată;
— marca (producător);
— numărul de culori și posibilitatea de reumplere în viitor;
— durata de viață declarată a dispozitivului;
- compatibilitate cu sisteme de operareși programele pe care le utilizați la locul de muncă, disponibilitatea driverelor;
— consumul de energie;
- greutatea aparatului.

Nu faceți achiziții spontane - studiați cu atenție ofertele, citiți forumuri, solicitați sfaturi de la inginerii de service: aceștia vor oferi informații complete despre punctele slabe ale unui anumit model. De asta depind confortul muncii tale cu o imprimantă textilă, costurile de întreținere și durata de viață a acesteia.
Cea mai simplă, mai accesibilă și cu cea mai bună metodă de producție pentru a face plăci de circuite imprimate acasă este așa-numitul „fier cu laser” (sau LUT). O descriere a acestei metode poate fi găsită cu ușurință folosind cuvintele cheie corespunzătoare, așa că nu ne vom opri în detaliu, vom reține doar că, în cea mai simplă versiune, tot ce este necesar este accesul la o imprimantă laser și cel mai obișnuit fier de călcat ( nesocotind materialele obisnuite pentru placile de gravat). Deci, există alternative această metodă Nu?
Dezvoltarea unei varietăți de dispozitive electronice, folosit, de exemplu, la testarea monitoarelor, am folosit mai multe metode de montare a componentelor electronice. În același timp, plăcile de circuite imprimate ca atare nu au fost întotdeauna folosite, deoarece atunci când se creează prototipuri și dispozitive într-o singură copie (și adesea aceasta s-a dovedit a fi ambele), supuse unor erori și modificări inevitabile, este adesea mai profitabilă și mai convenabil de a utiliza panouri fabricate din fabrică, efectuând cablare cu sârmă subțire cu toroane în izolație de teflon. Chiar și cele mai cunoscute companii fac acest lucru într-un mod similar, așa cum demonstrează prototipul robotului de jucărie AIBO de la Sony.
Magazinele vând relativ ieftine plăci de conservare față-verso și chiar de foarte înaltă calitate, cu găuri metalizate și o mască de protecție pe jumperi.

Rețineți că astfel de plăci de dezvoltare fac posibilă obținerea de densități mari de ambalare fără prea mult efort, deoarece nu este nevoie să vă faceți griji cu privire la rutarea pistelor conductoare. Cu toate acestea, de exemplu, atunci când dezvoltați blocuri de putere și când utilizați elemente cu distanță nestandardă între pini sau geometria acestora, precum și atunci când folosiți elemente montate pe suprafață (ceea ce nu facem încă), devine dificil să folosiți panouri gata făcute. .
Ca o alternativă la plăci, am folosit metode de tăiere a foliei în golurile dintre plăcuțele conductoare și metoda LUT menționată. Prima metodă este aplicabilă numai în cazul celor mai simple opțiuni de cablare, dar nu necesită absolut nimic în afară de un cuțit ascuțit și o riglă. Metoda LUT a dat rezultate în general bune, dar am vrut o varietate. Am considerat că metoda de utilizare este prea intensivă în muncă și necesită utilizarea de substanțe chimice caustice, ceea ce nu este întotdeauna acceptabil acasă. Incidentul ne-a permis să aflăm despre o altă metodă - metoda de imprimare directă cu jet de cerneală a unui șablon pe folie din fibră de sticlă ( cuvinte cheie pentru a căuta engleză- Direct la imprimare cu jet de cerneală PCB).
Metoda este împărțită în următoarele etape:
- Sigiliul propriu-zis pigmentat
- Întărirea termică a șablonului imprimat. În acest caz, cerneala devine rezistentă la soluția de gravare.
- Îndepărtarea cernelii de pe o placă de circuit.
Există și o opțiune alternativă:
- Tipărirea în principiu orice cerneală șablonul PCB direct pe laminatul din fibră de sticlă folie, de obicei folosind o imprimantă cu jet de cerneală modificată.
- Tonerul praf de la o imprimantă/copiator laser este pulverizat pe cerneala încă umedă, iar tonerul în exces este îndepărtat.
- Întărirea termică a șablonului imprimat. În acest caz, tonerul fuzionează și aderă fiabil de folie.
- Gravarea zonelor foliei neprotejate de șablon în mod obișnuit, de exemplu, folosind clorură de fier III.
- Îndepărtarea tonerului aglomerat de pe o placă de circuit.
Nu am luat în considerare a doua opțiune din cauza reticenței noastre de a lucra cu toner pudră, care ar putea păta totul în jur cu o mișcare greșită accidentală sau un strănut. Toate metodele implementate de imprimare directă a șablonului cu jet de cerneală pe care le-am găsit au folosit imprimante cu jet de cerneală Epson. De asemenea, tipul de cerneală, sau mai degrabă tipul de colorant folosit în ea - pigment, este puternic asociat cu imprimantele acestui producător, așa că am început căutarea unei imprimante potrivite cu catalogul Epson. Aparent, Epson are, sau cel puțin a avut modele capabile să imprime pe suporturi cu o grosime de până la 2,4 mm (și nu doar pe CD-uri/DVD-uri), de exemplu, Epson Stylus Photo R800, dar acest model nu mai este produs. , și nu știam dinainte dacă vom putea folosi vreunul dintre analogii moderni (evident nu ieftin). Drept urmare, s-a decis să se caute cel mai ieftin model care folosește cerneală pigmentară. Modelul a fost găsit - Epson Stylus S22. Această imprimantă s-a dovedit, de asemenea, a fi cea mai ieftină dintre toate imprimantele Epson - prețul ei a fost mai mic de 1.500 de ruble, apoi a crescut considerabil: în comerțul cu amănuntul la Moscova (echivalent în ruble - în sfatul instrumentului) - N/A (0) .

O inspecție rapidă a arătat necesitatea introducerii schimbări semnificativeîn designul imprimantei, deoarece a implicat imprimarea pe suporturi flexibile cu îndoirea acesteia atunci când se trece de la tava de încărcare superioară în tava de ieșire. Modificarea secvențială descrisă mai jos a fost sintetizată din mai multe iterații, deoarece după următoarea asamblare a devenit clar că trebuie făcute anumite modificări la proiect. Prin urmare, nu poate fi exclusă posibilitatea unor ușoare inexactități în descrierea acestui proces. Modificarea are două obiective principale. În primul rând, pentru a asigura o alimentare directă cu suporturi, fără îndoituri sau diferențe de înălțime, pentru care trebuie să schimbați și, de fapt, să creați din nou, tăvile de alimentare și de primire. În al doilea rând, pentru a asigura capacitatea de a imprima pe materiale groase - până la 2 mm, pentru care este necesară ridicarea ansamblului cu capul de imprimare și diapozitivele sale de ghidare. Aşa:
1. Deșurubați cele două șuruburi de pe peretele din spate și scoateți carcasa, eliberând zăvoarele care încă se agață de fund.

2. Deconectați cablul panoului de control de la placa principală, deșurubați cele două șuruburi care fixează panoul de control,

eliberați cablul panoului de control și puneți-l deoparte. Va veni în continuare la îndemână, spre deosebire de carcasa carcasei.
3. Deșurubați cele 4 șuruburi autofiletante ale unității de alimentare cu hârtie, eliberați firele care merg la motorul căruciorului, eliberați blocarea rolei de alimentare, scoateți suportul rolei de alimentare și întreaga unitate de alimentare, scoateți clema laterală pentru hârtie - aceste părți nu va mai fi de folos.




4. Deșurubați șurubul autofiletant de pe tava de tampon absorbant și de pe sursa de alimentare, deconectați furtunul de scurgere de la tavă și cablul de la sursa de alimentare de pe placa principală, scoateți tava de tampon absorbant și sursa de alimentare. Pune-le deoparte - vor fi la îndemână mai târziu.



5. Deșurubați cele două șuruburi autofiletante cu rolele apăsând foaia care se desprinde, scoateți acest ansamblu și mutați-l într-o grămadă cu părți „în plus”.

6. În partea dreaptă, deșurubați șurubul autofiletant și șurubul care fixează glisiera de-a lungul căreia se mișcă capul de imprimare.

Scoateți arcul care apasă glisiera.

Scoateți arcul riglei cărucior (bandă ștanțată) și rigla în sine.

Deșurubați cele două șuruburi care fixează placa principală,

și apăsați-l departe de diapozitiv (aveți grijă cu senzorul de hârtie!). Deșurubați șurubul care fixează glisiera situat sub placa principală.

Deșurubați șurubul care fixează glisiera din stânga.

Deconectați conectorul motorului de alimentare (J7) de la placa principală.

Deconectați arcul din partea stângă a glisierei.

Scoateți ansamblul glisant cu căruciorul de imprimare și placa principală.

7. Deșurubați șurubul autofiletant al blocării arborelui broșei din stânga,

scoateți arborele și dispozitivul de reținere al acestuia.

8. Scoateți toate ghidajele suplimentare la începutul broșării, care sunt atașate de cleme.

9. Folosind o lamă de ferăstrău și pile cu ac, tăiați o fereastră în partea de jos de la stâlpii laterali, până la partea de jos a tăvii de alimentare și la arborele de alimentare. În acest caz, este convenabil să folosiți canelurile și găurile existente în partea de jos. Tăiați bavurile cu un cuțit și îndepărtați rumegușul.

10. Acum trebuie să creați o tavă de alimentare directă. Pentru a face acest lucru, puteți folosi două bucăți de colț de aluminiu de 10 pe 10 mm, lungime de 250 mm și o parte din suportul de hârtie original în tava de alimentare (puteți folosi orice placă rigidă de dimensiune adecvată). Colțurile sunt atașate folosind șuruburi M3 înecate așa cum se arată în fotografiile de mai jos. Canelurile trebuie tăiate pe planurile verticale ale corpului imprimantei de care sunt atașate colțurile, astfel încât tava de alimentare să poată fi mutată ușor în sus și în jos pentru a-și regla poziția fin.






În colțul din dreapta trebuie să tăiați colțul vertical, altfel rola de presiune din dreapta se va sprijini de el. De asemenea, trebuie să tăiați o canelură pe palet opus senzorului de hârtie (deși, aparent, nu trebuie să faceți acest lucru).

Și puneți o bucată de tub pe antena senzorului de hârtie, prelungindu-l astfel puțin.

11. Deconectați senzorul de poziție a arborelui de alimentare (un șurub), tăiați opritorul de pe corpul senzorului și fixați-l deplasându-l cât mai jos posibil.

În timpul asamblarii ulterioare, asigurați-vă că discul cu dungi este plasat în mijlocul fantei senzorului și nu atinge marginile acestuia.
12. Sub cele trei puncte de montare ale glisierei, așezați douăşaibe cu orificiu de 4 mm, fiecare cu grosimea de 1 mm. Când folosiți șaibe largi în două locuri, acestea trebuie să fie pilite, astfel încât să nu se sprijine de elementele corpului.


13. Scoateți rolele de presiune, puneți pe ele 2-3 straturi (cel puțin 3 straturi pe perechea centrală de role) de tub termocontractabil, micșorând straturile intermediare cu un pistol cu aer cald sau altă metodă de încălzire. Utilizați o pilă pentru a adânci canelurile pentru role, astfel încât acestea să se rotească liber. Introduceți rolele în suporturi.

14. În poziția de parcare, precum și în timpul procesului de curățare a duzelor și inițializarea cartușelor noi, un tampon cu o garnitură de cauciuc este apăsat pe suprafața inferioară a capului de imprimare, unde sunt amplasate duzele. Există un tub conectat la partea inferioară a tamponului care merge la pompa de vid. La curățare, pompa aspiră cerneală din cartușe, iar în timpul depozitării, duzele sunt protejate de uscarea cernelii în ele. Prin urmare, este important să vă asigurați că garnitura de cauciuc se potrivește strâns pe cap, dar din cauza mișcării în sus a glisierei și a capului de imprimare, această condiție poate să nu fie îndeplinită. Este necesar să creșteți mișcarea pernei în pătuț. Pentru a face acest lucru, va trebui să scoateți sau cel puțin să mutați pompa - deșurubați cele două șuruburi și apăsați cele două zăvoare.


Apoi scoateți arcul care strânge suportul pentru pătuț, scoateți ansamblul pernă pentru pătuț și deconectați tubul care se extinde din suport. Apoi, folosiți un cuțit pentru a tăia secțiunile corpului tamponului și patului cu aproximativ 1,5 mm în locurile potrivite, mărind cursa verticală a tamponului. Apoi puneți unitatea la loc. Deoarece atunci când folosim cartușe neoriginale, curățarea automată a duzelor și inițializarea cartuşelor au condus la rezultate ciudate, am decis să deconectam pompa de la tampon, pentru care am folosit o bucată de tub și un tee. Pentru a elimina excesul de cerneală sau atunci când spălați manual tamponul, puteți conecta o seringă la tee sau pur și simplu strângeți orificiul acesteia cu degetul și, rotind arborele de alimentare înapoi (cu roata din față din stânga), porniți imprimanta pompa.
15. Reasamblați imprimanta în ordine inversă. Când instalați arborele de alimentare, curățați cu grijă scaunele de așchii și praf și aplicați un strat de unsoare. După instalarea arborelui, trebuie să reglați tava de alimentare. Prin slăbirea șuruburilor care fixează tava de pereții laterali ai carcasei, folosind o placă rigidă de o dimensiune adecvată (de exemplu, o bucată de fibră de sticlă), trebuie să vă asigurați că mișcarea plăcii de pe tava de alimentare de-a lungul alimentului. arborele și de-a lungul arborelui din tava de ieșire este netedă, fără diferențe de înălțime. De asemenea, trebuie să vă asigurați că ghidajele tăvii de alimentare sunt strict paralele și perpendiculare pe arborele de alimentare. După găsirea acestei poziții a tăvii de alimentare, șuruburile trebuie strânse și, de preferință, fixate pe partea piuliței cu o picătură de lac. Apoi continuați asamblarea. Pe partea dreaptă, din cauza deplasării în sus a glisierei, orificiul de montare nu va coincide cu orificiul din suportul carcasei - puteți depune orificiul și fixați toboganul cu un șurub sau îl puteți lăsa așa cum este.

Am instalat tava de tampon absorbant, scurtand anterior stalpul din dreapta, in locatia initiala, fixand-o in doua puncte cu adeziv termofuzibil. Sursa de alimentare nu se potrivea în poziția inițială, așa că nu am găsit nimic mai bun decât pur și simplu fixarea cu o cravată de plastic pe stâlpul din stânga cadrului imprimantei. Am înșurubat panoul de comandă la clema de pe sursa de alimentare.


Tava de ieșire originală face ca foaia să iasă îndoită, așa că trebuie îmbunătățită pentru a se asigura că foaia iese fără probleme și orizontal. Pentru a face acest lucru, trebuie doar să puneți ceva mai puțin de 3 cm înălțime sub tavă și să puneți câteva reviste groase sau un teanc de hârtie pe tavă. Cu toate acestea, după ceva timp, am înlocuit acest design cu o tavă făcută din carcasa unui DVD player nefuncțional. Ce trebuie făcut cu carcasa pentru a o transforma într-o tavă este clar din fotografii, totuși, aici toată lumea își poate folosi imaginația și materialul disponibil.


Rezultat:


Deplasați slide-ul în sus la b O o valoare mai mare decât cea descrisă mai sus este asociată cu unele dificultăți. Zonele cu probleme sunt cel puțin senzorul de poziție a arborelui de alimentare, suportul din dreapta al riglei căruciorului și unitatea de parcare. Poate si altceva. Ca urmare, grosimea materialului pe care poate imprima o imprimantă modificată este undeva în jur de 2 mm sau puțin mai mult, prin urmare, cu un PCB de 1,5 mm grosime, substratul nu trebuie să fie mai gros de 0,5 mm și ar trebui să fie rigid. suficient pentru a muta semifabricate pentru plăcile de circuite imprimate. Cartonul gros, de exemplu, dintr-un dosar pentru hârtii, s-a dovedit a fi un material potrivit și accesibil. Căptușeala trebuie tăiată exact la lățimea tăvii de alimentare, deoarece orice mișcare orizontală va afecta precizia tipăririi. În cazul nostru, substratul s-a dovedit a avea o dimensiune de 216,5 pe 295 mm. Unitatea de alimentare originală nu poate fi utilizată, așa că căptușeala trebuie plasată manual sub rolele de presiune, dar senzorul de hârtie nu trebuie activat. Din aceasta cauza va trebui facuta o decupare in substrat pentru antena senzorului de hartie, in cazul nostru la o distanta de 65 mm de marginea dreapta, 40 mm adancime si 10 mm latime. În acest caz, imprimarea începe la o distanță de 6 mm de partea inferioară a decupajului, adică 6 mm înainte de marginea suportului pe care o detectează imprimanta. De ce este așa - nu știm. Pentru a fixa piesele de prelucrat pe substrat, este convenabil să utilizați bandă adezivă cu două fețe. Rolele de presiune apasă substratul pe rola de alimentare cu mare forță, astfel încât, pentru o imprimare lină, rolele nu trebuie să se deplaseze sau să se deplaseze de pe piesa de prelucrat. Pentru a asigura această condiție, înainte, după și eventual pe părțile laterale ale piesei de prelucrat, este necesar să se lipească material cu aceeași grosime. Acest lucru va facilita, de asemenea, poziționarea piesei de prelucrat pentru imprimare în serie și/sau duplex.
Cartușele originale s-au terminat destul de repede, dar în general rezultatele utilizând cerneală originală s-a dovedit a fi destul de bun. Cu toate acestea, s-a decis să achiziționeze cartușe reîncărcabile și cerneluri compatibile.


Sufletul nu s-a odihnit pe aceasta; Ca urmare a acestor experimente, duzele cu cerneală neagră au fost înfundate cu 90%, cu cerneală magenta cu 50%, o duză din rândul „galben” nu a funcționat și doar duzele cu cerneală cyan au rămas pe deplin funcționale. Cu toate acestea, pentru tipărirea șabloanelor, este suficientă o singură culoare. Deoarece cerneala magenta a arătat cele mai bune rezultate, acestea au fost reumplute în cartuşul cyan.
1. Pregătiți suprafața piesei de prelucrat. Dacă este relativ curat, atunci este suficient să-l degresați cu acetonă. În caz contrar, se degresează, se curăță cu un burete abraziv și, pentru a forma un strat de oxid, se da la cuptor pentru 15-20 de minute la o temperatură de 180°C. Apoi se răcește și se degresează cu acetonă.
2. Folosind bandă adezivă cu două fețe și resturi auxiliare de textolit, fixați piesa de prelucrat pe substrat.
3. Convertiți șablonul într-o culoare pură care va fi folosită pentru imprimare. În cazul nostru - în albastru (RGB = 0, 255, 255). Executa imprimare de testare(nu puteți folosi întreg șablonul, ci doar punctele dimensionale, de exemplu colțuri), dacă este necesar, corectați poziția șablonului în programul utilizat pentru imprimare, spălați rezultatul anterior cu acetonă și repetați procedura de corectare, dacă este necesar.

4. Imprimați șablonul pe piesa de prelucrat. Cele mai bune rezultate au fost obținute cu următoarele setări:


5. Uscați piesa de prelucrat la aer timp de 5 minute, puteți folosi un uscător de păr pentru a o accelera. Apoi desprindeți piesa de prelucrat de substrat și efectuați fixarea preliminară în cuptor timp de 15 minute (timpul de la pornirea cuptorului) la 200°C la vârf. Răciți piesa de prelucrat.
6. Pentru poziționarea precisă a celui de-al doilea strat, puteți găuri mai multe găuri cu diametru mic, de exemplu, 1 mm în diametru, la punctele de atașare ale viitoarei plăci. Asigurați piesa de prelucrat cu suprafața pentru al doilea strat în sus și aplicați bandă adezivă cu două fețe pe zonele complet vopsite ale primului strat. Dacă piesa de prelucrat este strâns cuprinsă între două plăci din față și din spate, atunci nu este necesară utilizarea unei benzi cu două fețe. Degresați piesa de prelucrat cu acetonă.
7. Efectuați poziționarea și imprimarea - repetați pașii 3 și 4.

8. Uscați piesa de prelucrat la aer timp de 5 minute, puteți folosi un uscător de păr pentru a o accelera. Apoi detașați piesa de prelucrat de substrat, fixați-o pe suporturi, de exemplu, din agrafe, introduceți-o în cuptor și efectuați fixarea timp de 15 minute (timpul de la pornirea cuptorului) la 210 ° C la vârf. . Răciți piesa de prelucrat.



9. Inspectați piesa de prelucrat, locuri cu suspecte strat subțire Zonele cu cerneală (de exemplu, lângă găuri sau particule de praf lipite) trebuie acoperite cu un marker rezistent la apă. Gravați piesa de prelucrat. Pentru a vă asigura că suprafața piesei de prelucrat menține o distanță față de fundul recipientului, puteți introduce scobitori în găuri (1 mm în diametru utilizate pentru poziționarea celui de-al doilea strat), astfel încât vârful ascuțit să se extindă cu 1,5-2 mm și mușcă-l pe cel gros la aceeași înălțime. Când gravați, întoarceți periodic placa și verificați-i pregătirea.


Spălați cerneala cu acetonă.


Note importante.
1. Pentru ca cerneala folosită să devină rezistentă la soluția de gravare, aceasta trebuie păstrată aproximativ 15 minute (timpul de la pornirea aragazului) la o temperatură de aproximativ 210°C la vârf (obținut cu ajutorul unui termocuplu situat lângă la piesa de prelucrat). Intervalul este îngust, deoarece atunci când este depășit cu 5-10 ° C, textolitul începe să se prăbușească, iar când este prea scăzut, cerneala este spălată cu soluția de gravare. Condițiile exacte într-un caz anume trebuie selectate empiric. Pentru control, puteți folosi un test cu tampon de bumbac. Dacă un tampon de bumbac umezit cu apă se spală cu ușurință de cerneală, atunci trebuie să creșteți temperatura dacă nu se spală sau doar pete puțin, atunci a fost dobândită rezistență la soluția de gravare. Dacă chiar și un tampon de bumbac umezit cu acetonă are dificultăți în îndepărtarea cernelii, înseamnă că rezistența la soluția de gravare este foarte bună. Astfel puteți selecta cerneala și condițiile de întărire care dau cele mai bune rezultate. Rețineți că am folosit o sobă electrică grill, a pornit doar elementul de încălzire superior, iar când cerneala a fost în sfârșit fixată, termostatul aragazului a fost setat la 220°C.
2. Reproductibilitatea imprimării ajunge la aproximativ 0,1 mm, așa că, dacă este necesar, o puteți imprima a doua oară deasupra primei părți a șablonului, cu uscare intermediară direct pe suport cu un pistol cu aer cald (cu temperatură reglabilă) sau o casă. uscator de par setat la temperatura maxima. Uscarea este necesară pentru ca rolele de presiune să nu lubrifieze stratul anterior.
3. Producerea a două fețe se poate face secvenţial. Mai întâi, imprimați și asigurați prima față și protejați folia pe a doua, de exemplu, vopsea acrilică dintr-o cutie. Gravați prima față, spălați protecția de pe a doua cu acetonă, imprimați și asigurați a doua față, protejați prima cu vopsea, gravați a doua față și spălați protecția de pe prima.
4. Trebuie să imprimați după cum urmează: mai întâi trimiteți lucrarea de imprimare, așteptați până când imprimanta raportează că nu există hârtie, apoi glisați cu grijă substratul cu piesa de prelucrat fixată sub rolele de presiune, rotind arborele de alimentare cu roata din față pe stânga, apoi apăsați butonul de continuare imprimarea. Dacă există pauze scurte între sesiunile de imprimare, imprimanta nu va efectua o procedură scurtă de curățare, astfel încât mai întâi puteți încărca substratul cu piesa de prelucrat și apoi trimiteți lucrarea la imprimare.
5. Trebuie respectată o curățenie deosebită, deoarece orice fir de praf care intră pe cerneala umedă pe piesa de prelucrat poate duce la un defect.
Mai multe plăci de circuite imprimate pe două fețe au fost produse folosind această metodă și, deși, pistele la Cu toate acestea, mai degrabă decât 0,5 mm nu au fost utilizate, posibilitatea de a obține piste cu o lățime de 0,25 mm a fost demonstrată în zonele de testare, iar aceasta nu este în mod clar limita acestei metode.

P.S. Un exemplu de placă cu două fețe cu șine de 0,25 mm (în timpul proiectării au fost stabilite standardele de 0,25 mm pentru lățimea șinelor și pentru goluri, dar la finisarea manuală distanțele dintre șine au fost mărite cât posibil). Rețineți că atunci când faceți plăci cu două fețe, este aparent mai sigur să imprimați și să gravați laturile secvenţial. Partea 1:

Partea 2:

Pot fi observate trei tipuri de defecte:
1. Distorsiune liniară, care aparent este cauzată de faptul că o parte a fost imprimată într-un mod rapid cu două treceri, iar cealaltă într-un mod lent cu o singură trecere. Adică, este mai bine să imprimați ambele fețe în același mod.
2. În unele locuri, urmele sunt puțin mai largi din cauza răspândirii cernelii. Acest defect poate fi evitat prin pregătirea cu grijă a suprafeței - degresați cu o bucată de cârpă înmuiată în acetonă, apoi ștergeți bine cu un tampon de bumbac uscat.
3. Pe o margine, urmele și plăcuțele de contact erau vizibil mai gravate. Acest lucru s-a întâmplat din cauza supraîncălzirii, ca urmare a căreia cerneala a devenit foarte închisă și a început să se desprindă. Aceasta înseamnă că este necesar să monitorizați cu atenție uniformitatea încălzirii (alegeți un loc în cuptor în care încălzirea este mai uniformă) și în niciun caz să nu permiteți supraîncălzirea - cerneala ar trebui să se întunece vizibil, dar să nu dobândească o nuanță de sulf închis.
Cu toate acestea, aceste defecte nu s-au dovedit a fi critice și, ca urmare, fără nicio corecție a cablajului, am primit un dispozitiv complet funcțional.

Imprimare pe țesături acasă
Folosind o imprimantă cu jet de cerneală obișnuită, pe care majoritatea cititorilor o au acasă, puteți aplica inscripții și modele pe îmbrăcăminte, precum și să faceți steaguri, fanioane și alte produse unice de dimensiuni mici.
Suport media de transfer de imagini
Aproape orice imprimantă cu jet de cerneală sau MFP - atât modernă, cât și întreruptă de mult timp - vă permite să imprimați imagini pe suporturi speciale pentru a le transfera la produse din bumbac și țesături mixte care pot rezista la încălzirea prelungită. Structura unor astfel de suporturi include o bază densă de hârtie și un strat elastic subțire care este atașat de țesătură atunci când este încălzită - pe suprafața sa este aplicată cerneala în timpul procesului de imprimare.
Fiecare dintre cei mai importanți producători de imprimante cu jet de cerneală din lume oferă suporturi de imprimare de marcă pentru transferul imaginilor pe material textil. Astfel, linia de produse Canon include suporturi de transfer pentru tricouri (TR-301), Epson are hârtie de transfer Iron-On Cool Peel (C13S041154), iar HP are transferuri pentru tricouri Iron-On (C6050A). Pachetele de vânzare cu amănuntul ale suporturilor enumerate (Fig. 1) conțin zece coli în format A4.
![]()
În plus, producătorii terți produc și suporturi pentru transferul imaginilor pe material textil. De exemplu, cunoscuta companie Lomond din țara noastră oferă mai multe opțiuni: Hârtie de transfer cu jet de cerneală pentru pânză strălucitoare (pentru țesături ușoare), hârtie de transfer cu jet de cerneală pentru pânză întunecată (pentru țesături întunecate) și hârtie de transfer luminos cu jet de cerneală (potrivit pt. țesături întunecate și deschise, iar datorită aditivilor fluorescenți imaginea strălucește în întuneric). Suporturile Lomond enumerate (Fig. 2) sunt disponibile în pachete de 10 și 50 de coli în formatele A4 și A3.
Pregătirea imaginii
Pregătirea și ieșirea imaginii pot fi efectuate în orice editor de grafică raster sau vectorială. Cu toate acestea, trebuie luat în considerare faptul că, datorită particularităților atât ale tehnologiei cu jet de cerneală, cât și ale procesului de transfer termic în sine, imaginea transferată pe țesătură folosind un mediu special va fi vizibil diferită de aceeași imagine tipărită de aceeași imprimantă în mod obișnuit și cu atât mai mult pe hârtie foto. În special, imaginea transferată pe țesătură este caracterizată de un contrast mai scăzut, o gamă de culori mai mică și o transmisie mai slabă nuanțe deschise comparativ cu o imprimare de control realizată chiar și pe hârtie de birou obișnuită. Pentru a minimiza pierderile la pregătirea imaginilor raster (fotografii, reproduceri etc.), este necesar să le creșteți contrastul și saturația. Când creați și editați imagini vectoriale pentru umbrirea obiectelor și contururilor, este logic să folosiți culori curate, saturate și, dacă este posibil, să evitați utilizarea nuanțelor deschise și a liniilor foarte fine.
Fotografiile, precum și modelele vectoriale și raster cu o mulțime de semitonuri și tranziții în gradient vor arăta cel mai bine pe articolele din material alb cu o textură fină. Faptul este că o altă culoare a țesăturii decât albul poate distorsiona semnificativ culorile imaginii originale. Din acest motiv, pentru a transfera imaginile pe țesături melange sau colorate, este indicat să creați modele monocrome sau imagini cu un număr limitat de culori.
Pentru utilizarea cât mai eficientă a suporturilor speciale, mai multe imagini individuale de dimensiuni mici pot fi aranjate pe o singură coală ca bucăți de model, lăsând spații de 10-15 mm lățime între limitele lor.
Sigiliu
Deci, imaginea este gata. În setările imprimantei, selectați suportul de transfer termic, formatul și orientarea foilor utilizate (Fig. 3). Pentru ca inscripțiile transferate pe țesătură să fie citite normal, iar imaginile „să arate” în aceeași direcție cu originalul, acestea trebuie tipărite într-o imagine în oglindă. Pentru a face acest lucru, activați opțiunea de oglindire a imaginii tipărite în setările driverului imprimantei (în versiunile rusești poate fi numită „oglindă” sau „întoarce pe orizontală”, în engleză - flip sau mirror). Dacă driverul imprimantei pe care o utilizați nu oferă o astfel de opțiune, căutați-o în setările de imprimare ale programului din care intenționați să imprimați desenul (Fig. 4 și 5). Pentru a verifica dacă setările pe care le-ați ales sunt corecte, utilizați modul de previzualizare.



Transferarea unei imagini pe material
O presă de călcat este cea mai potrivită pentru transferul unei imagini imprimate pe țesătură - va asigura cea mai durabilă fixare a designului. Cu toate acestea, dacă printre dvs ustensile de uz casnic Nu există un astfel de dispozitiv, puteți folosi un fier de călcat obișnuit.
Pregătiți o masă de lucru cu o suprafață plană, dură, rezistentă la căldură prelungită (o masă de călcat, din păcate, nu va funcționa în acest scop). În plus, veți avea nevoie de o bucată de cârpă curată.
Tăiați imaginea imprimată pe o coală de suport special, retrăgându-se la 5-6 mm de la margini.
Setați regulatorul de fier în poziția corespunzătoare putere maxima. Dacă modelul dvs. are un aparat cu abur, opriți-l. Lăsați fierul de călcat un timp până ajunge la temperatura maximă.
Deoarece condițiile de putere și temperatură ale diferitelor modele de fier de călcat diferă, va trebui să experimentați pentru a selecta timpul optim de transfer. Pentru a face acest lucru, este logic să tipăriți câteva imagini de test mici și să încercați să le transferați pe o bucată de material.
După ce v-ați asigurat că fierul de călcat este cald, puneți pe masa de lucru o bucată de cârpă curată pregătită în prealabil și neteziți-o bine, astfel încât să nu rămână riduri sau pliuri. Apoi plasați articolul pe care intenționați să transferați designul deasupra acestei țesături. Pregătiți suprafața pentru transferul imaginii prin călcarea acesteia.
Așezați imprimarea decupată cu fața în jos unde doriți să meargă, conform designului dvs. Pentru a fixa cât mai bine imaginea, este recomandabil să folosiți cea mai largă parte a suprafeței de lucru a fierului de călcat. Când transferați o imagine mare, cel mai bine este să neteziți foaia în mai multe treceri, mișcând încet fierul de călcat apăsat strâns pe masă de-a lungul părții lungi a designului (Fig. 6). Durata unei treceri ar trebui să fie de aproximativ 30 de secunde.
Rotiți fierul de călcat la 180° și repetați procedura de mai sus, începând de la marginea opusă. Apoi călcați cu atenție marginile imaginii transferate, mișcând fierul de călcat apăsat ferm în jurul perimetrului imaginii.
![]()
folosind un fier de călcat
După parcurgerea pașilor de mai sus, lăsați produsul să se răcească timp de una sau două minute, apoi îndepărtați cu grijă suportul de hârtie prinzând-l de oricare dintre colțuri. Vă rugăm să rețineți că va fi mult mai dificil să îndepărtați baza dintr-un produs complet răcit.
Dacă intenționați să aplicați mai multe imagini sau inscripții aceluiași produs, trebuie să le plasați în așa fel încât să nu se suprapună.
Îngrijirea produselor finite
Articolele cu imagini imprimate folosind metoda descrisă se spală cel mai bine în apă rece folosind detergent pentru articole colorate. Tricourile și cămășile cu imagini traduse trebuie întoarse pe dos înainte de a le încărca în mașina de spălat. Fii pregătit ca culorile din imagine să devină mai puțin vibrante și saturate după prima spălare - acest lucru este destul de normal.
Imaginile bine fixate pot rezista la câteva zeci de spălări cu pierderi minime de luminozitate și saturație. Cu toate acestea, conservarea optimă este asigurată prin spălarea manuală.
Lista echipamentelor de imprimare include echipamente profesionale și universale. O imprimantă care imprimă pe țesătură aparține celui de-al doilea grup. Imaginile pe textile albe și colorate sunt luminoase și durabile. Pentru materiale diferite Avem propria noastră tehnologie și echipamente adecvate.
Dispozitive pentru imprimare directă
Metoda digitală este una dintre cele mai accesibile și eficiente. Nu este nevoie de forme intermediare, puteți lucra cu orice tip de material. Tehnica se bazează pe impregnarea unei baze textile cu vopsea solubilă în apă urmată de încălzire. Sub influenta temperaturi ridicate modelul este fixat ferm pe suprafață.
ÎN proces tehnologic Sunt implicate 2 dispozitive principale: o imprimantă și o presă termică. În primul rând, un aspect al desenului este dezvoltat pe un computer - într-un editor grafic.
Articolul este apoi plasat într-o imprimantă de imprimare directă. Imaginea este transferată de la sursă digitală pentru textile. Vopseaua pătrunde rapid în țesătură și se așează într-un strat uniform. Imaginea este luminoasă, cu contururi precise, vizibilă din ambele părți și nu se estompează mult timp.
Mărci celebre: HP, Brother, Epson, JETEX, DreamJet, Power Jet. Cele mai populare sunt mașinile de imprimat direct care creează modele în dimensiunile A4 și A3.
Prețul echipamentului care funcționează pe materiale mixte în culori deschise începe de la 100 de mii de ruble. Imprimantele pentru imprimarea pe țesături din bumbac natural costă 400-650 mii de ruble. Modelele care lucrează atât cu textile albe, cât și cu cele colorate costă aceeași sumă.
 Tipografiile mari folosesc imprimante textile industriale
Tipografiile mari folosesc imprimante textile industriale
Echipamente suplimentare
Pentru a fixa modelul, se folosește o presă de căldură plată (un alt nume este un plat). Textile (de exemplu, un tricou) sunt așezate pe suprafața de lucru și presate cu o sobă, care este încălzită la 220-250 de grade. Presiunea și temperatura ridicate topesc vopseaua în țesătură.
Conform mecanismului de deschidere, presele cu plat pot fi pliabile vertical sau rotative. În primul caz, placa se ridică în sus. În al doilea, se deplasează în lateral în raport cu masa.
Presele termice variază, de asemenea, ca dimensiune placa de incalzire. Cele mai populare formate sunt 380 x 380 și 400 x 500 mm. Ele pot fi folosite pentru a aplica imagini diferite tipuri suprafete plane: haine, esarfe, prosoape, lenjerie de pat.
La cumpărare, acordați atenție puterii presei, metodelor de reglare a presiunii și temperaturii și tipurilor de materiale prelucrate. Verificați netezimea sobei și încălzirea uniformă a acesteia.
O unitate manuală simplă costă 15-35 mii de ruble. Control automat crește prețul la 100 de mii de ruble.
 Mărci populare de prese termice: HIX, Insta HTP, AcosGraf, Sefa, ZnakPress, Transfer Kit.
Mărci populare de prese termice: HIX, Insta HTP, AcosGraf, Sefa, ZnakPress, Transfer Kit.
Echipamente de sublimare
Tehnologia de transfer termic se bazează pe transferul unei imagini pe o bază textilă printr-un mediu intermediar. Dacă aplicați un design pe țesătură sintetică, obțineți un imprimeu texturat și durabil. Pe bumbac, imaginile sunt spălate rapid atunci când sunt spălate.
Pentru transfer termic aveți nevoie de:
- un computer cu un pachet de programe grafice pentru crearea machetelor;
- imprimanta de sublimare;
- presă de căldură plată.
O imprimantă de sublimare poate fi înlocuită cu una digitală obișnuită. La cumpărare, trebuie doar să verificați dacă este reumplut cu cerneală de sublimare.
Designul este imprimat pe hârtie de sublimare. Nu absoarbe vopseaua, nu îi permite să se răspândească și formează o imagine clară cu o suprafață netedă.
Produsul este trimis la o presă termică. Sub influența temperaturilor ridicate și a vidului, hârtia arde, iar cerneala de sublimare este lipită ferm de material. Se folosesc aceleași tipuri de prese termice ca și pentru imprimarea digitală directă.
 Designul texturat arată grozav pe tricouri și alte îmbrăcăminte
Designul texturat arată grozav pe tricouri și alte îmbrăcăminte
Mașini de serigrafie
Această tehnică de imprimare se bazează pe crearea unui model folosind șabloane speciale, fiecare dintre ele corespunde unei anumite culori. În primul rând, imaginea digitală este împărțită în părți după umbră. Apoi silueta designului este imprimată pe coli separate de hârtie într-o singură culoare și acoperită cu emulsie foto.
După aceasta, mașina de serigrafie este conectată la lucru. Mai multe acțiuni sunt efectuate succesiv asupra acestuia:
- transferați desenul într-un cadru cu o plasă întinsă;
- textilele sunt trase pe mașină;
- Un șablon cu cerneală este plasat deasupra și presat prin celule mici.
Presele monocolor au o singură secțiune de imprimare. Modelele cu două și mai multe culori sunt dispozitive de tip carusel. Puteți acoperi mai multe lucruri cu un model în același timp fără a schimba șabloanele. Fiecare vopsea este într-o secțiune separată și este presată prin propria plasă.
 Vopseaua poate fi aplicată pe zona de lucru cu o perie sau o rolă
Vopseaua poate fi aplicată pe zona de lucru cu o perie sau o rolă
În funcție de nivelul de mecanizare, mașinile de serigrafie sunt împărțite în 3 tipuri:
- Cu control manual. Dispozitiv simplu, operare convenabilă, poate fi folosit acasă. Nu este potrivit pentru tiraje mari. Prețul minim - 35 de mii de ruble.
- Semiautomat. Costă de la 70 de mii de ruble. Productivitate crescută - procesul de imprimare și îndepărtare a produselor este automatizat. Suprapunerea produselor se face manual. În etape intermediare, imprimanta textilă asigură uscarea cernelii de pe îmbrăcăminte.
- Automat. Echipamente profesionale de serigrafie cu productivitate ridicată. Toate procesele sunt automatizate și nu necesită muncă manuală. Costul minim al echipamentului este de 150 de mii de ruble.
Producători cunoscuți de echipamente pentru șablon: Fusion, Chameleon, Economax, Kruzer, Sidewinder.
Lăsați cerneala să se usuce după ce fiecare culoare este aplicată și când imprimarea este finalizată. Pe lângă imprimantele manuale și semi-automate pentru țesături, trebuie să cumpărați dispozitiv de uscare tip camera sau tunel. Uscătoarele cu bandă rulantă sunt scumpe (de la 250 de mii de ruble) și sunt potrivite pentru producția industrială mare.
Echipamente auxiliare pentru tehnologia serigrafiei:
- Mașină pentru realizarea șabloanelor;
- dispozitiv de expunere;
- cabină de spălat pentru prelucrarea ramelor de plasă.
În general, setul va costa 150-200 de mii de ruble.
Aplicare termica pe tesatura
Tehnologia decalcomania termică este cea mai simplă dintre toate tipurile de imprimare textilă. Designul pentru îmbrăcăminte este creat manual din elemente individuale ale filmului adeziv. Apoi materialul este plasat într-o presă încălzită, care fixează aplicarea. Se folosesc aceleasi prese termice ca si pentru imprimarea directa. Acasă, puteți repara poza cu un fier de călcat.
Filmul este imprimat pe o imprimantă digitală obișnuită sau cu jet de cerneală. Vinilul, catifeaua și pielea de căprioară sunt, de asemenea, folosite ca consumabile.
Revizuirea modelelor emblematice de imprimante textile
Imprimantă compactă pentru țesături de sublimare, cu o lățime de imprimare de 64 inchi (1626 mm). Recomandat pentru tiraje mari. Funcționează cu cerneluri de înaltă densitate care asigură un negru intens și un consum economic de cerneală. Echipat cu sistem de uscare încorporat.
Specificatii:
- Rezoluția de până la 720 x 1440 dpi vă permite să creați printuri de precizie fotografică.
- Productivitate - până la 58 mp. metri de material pe oră.
- Recipientele de imprimare cu două rânduri încorporate au 1,5 litri de cerneală fiecare, iar compartimentul de colectare a deșeurilor de cerneală are 2 litri. Volumele mari de containere economisesc timp la întreținerea echipamentelor.
- Ecranul LCD de 6,5 cm facilitează configurarea și controlul procesului.
- Costul estimat al imprimantei de sublimare Epson SureColor SC-F7200 este de 1 milion de ruble.

Imprimanta profesionala pentru orice suprafete neuniforme ale textilelor. Cu sprijinul cerneală solubilă în apă. Conceput pentru imprimare directă pe produse de culoare deschisă și închisă, realizate din țesături naturale și mixte.
Realizează printuri pe textile albe în culori CMYK în 1 sau 2 treceri. Imaginile sunt luminoase și suculente. Atunci când procesează materiale întunecate, adaugă vopsea albă modelului de culoare.
Specificatii:
- Dimensiunea mesei - 356 x 406 mm.
- Rezoluție - de la 600 x 600 la 1200 x 1200 dpi.
- 8 capete de imprimare.
- Costul mediu al unei imprimante textile este de 1,3 milioane de ruble.

Ranar Pony P-4400
Mașină de serigrafie manuală de tip rotativ pentru aplicarea desenelor pe textile Design de dimensiuni mici pentru 4 capete de imprimare și 4 mese. Lățimea maximă a cadrului este de 78 cm.
Există opțiuni pentru imprimarea șepcilor de baseball și a numerelor. Este prevăzut un cadru de blocare pentru lucrul la îmbrăcăminte căptușită. Preț - 240-300 mii de ruble.
ÎN în ultima vreme Am căutat modalități de a ușura fabricarea PCB-urilor. Acum aproximativ un an, am dat peste o pagină interesantă care descria procesul de modificare a unei imprimante inkjet Epson pentru imprimarea pe materiale groase, inclusiv. pe textolit de cupru. Articolul descria modificarea imprimantei Epson C84, totuși, aveam o imprimantă Epson C86, dar pentru că... Cred că mecanica imprimantelor Epson este similară pentru toată lumea, așa că am decis să încerc să-mi fac upgrade imprimantei.
În acest articol voi încerca să descriu cât mai detaliat posibil, pas cu pas, procesul de upgrade a unei imprimante pentru imprimare pe PCB cu cupru.
Materiale necesare:
- Ei bine, bineînțeles că veți avea nevoie de imprimanta din familia Epson C80 în sine.
- tabla din material aluminiu sau otel
- capse, șuruburi, piulițe, șaibe
- o bucată mică de placaj
- epoxidic sau superglue
- cerneală (mai multe despre asta mai târziu)
Instrumente:
- o râșniță (Dremel, etc.) cu roată de tăiere (puteți încerca cu o maimuță mică)
- diverse surubelnite, chei, hexagonale
- burghiu
- pistol cu aer cald
Pasul 1. Dezasamblați imprimanta
Primul lucru pe care l-am făcut a fost să scot tava de ieșire a hârtiei din spate. După aceasta, trebuie să scoateți tava frontală, panouri laterale iar apoi corpul principal.
Fotografiile de mai jos arată procesul detaliat de dezasamblare a imprimantei:



Pasul 2. Scoateți părțile interne ale imprimantei
După ce corpul imprimantei este îndepărtat, este necesar să îndepărtați unele părți interne ale imprimantei. În primul rând, trebuie să scoateți senzorul de alimentare cu hârtie. Vom avea nevoie de el mai târziu, așa că nu îl deteriorați când îl scoateți.

Apoi, este necesar să se scoată rolele centrale de presiune, deoarece pot interfera cu alimentarea PCB-ului. În principiu, rolele laterale pot fi și demontate.

În cele din urmă, trebuie să îndepărtați mecanismul de curățare a capului de imprimare. Mecanismul este ținut prin zăvoare și poate fi îndepărtat foarte ușor, dar la scoatere, fiți foarte atenți, deoarece diferite tuburi i se potrivesc.


Dezasamblarea imprimantei este completă. Acum să începem să o „ridicăm”.
Pasul 3: Scoaterea platformei capului de imprimare

Începem procesul de actualizare a imprimantei. Lucrarea necesită acuratețe și utilizarea echipamentului de protecție (trebuie să vă protejați ochii!).
Mai întâi trebuie să deșurubați șina, care este fixată cu două șuruburi (vezi fotografia de mai sus). Deşurubat? Îl punem deoparte; vom avea nevoie de el mai târziu.

Acum observați cele 2 șuruburi de lângă mecanismul de curățare a capului. Le deșurubăm și noi. Cu toate acestea, pe partea stângă se face puțin diferit elementele de fixare pot fi tăiate acolo.
Pentru a îndepărta întreaga platformă cu capul, mai întâi, inspectați cu atenție totul și marcați cu un marker locurile în care va trebui să tăiați metalul. Și apoi tăiați cu grijă metalul cu o râșniță de mână (Dremel etc.)



Pasul 4: Curățați capul de imprimare
Acest pas este opțional, dar deoarece ați dezasamblat complet imprimanta, este mai bine să curățați imediat capul de imprimare. În plus, nu este nimic complicat. În acest scop am folosit bețișoare obișnuite pentru urechi și detergent de sticlă.

Pasul 5: Instalați platforma capului de imprimare. Partea 1
După ce totul a fost dezasamblat și curățat, este timpul să asamblați imprimanta, ținând cont de spațiul liber necesar pentru imprimarea pe PCB. Sau, după cum spun jeeperii, „ridicarea” (adică ridicarea). Cantitatea de ridicare depinde în întregime de materialul pe care urmează să imprimați. În modificarea imprimantei, am plănuit să folosesc un alimentator de material din oțel cu un PCB atașat. Grosimea platformei de alimentare cu material (oțel) a fost de 1,5 mm, grosimea PCB-ului foliei, din care făceam de obicei plăci, a fost de asemenea de 1,5 mm. Cu toate acestea, am decis ca capul să nu apese puternic pe material și, prin urmare, am ales o dimensiune a spațiului de aproximativ 9 mm. Mai mult, uneori imprimez pe PCB cu două fețe, care este puțin mai gros decât pe o singură față.

Pentru a-mi fi mai ușor să controlez nivelul de ridicare, am decis să folosesc șaibe și piulițe, a căror grosime am măsurat-o cu un șubler. Am cumpărat și niște șuruburi lungi și piulițe pentru ei. Am început cu sistemul de alimentare frontală.
Pasul 6: Instalați platforma capului de imprimare. Partea 2

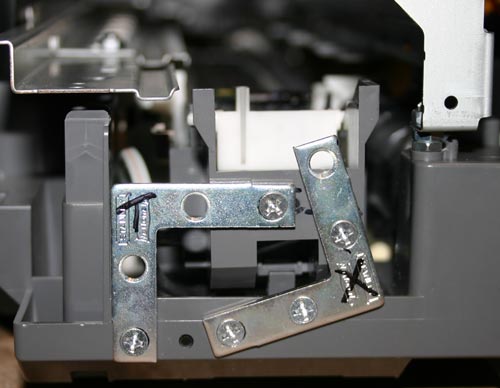
Înainte de a instala platforma capului de imprimare, este necesar să faceți jumperi mici. Le-am făcut din colțuri pe care le-am tăiat în 2 părți (vezi fotografia de mai sus). Desigur, le puteți face singur.



După aceea, am marcat găurile pentru găurire în imprimantă. Găurile de jos sunt foarte ușor de marcat și de găurit. Apoi, am înșurubat imediat suporturile la locul lor.

Următorul pas este să marcați și să găuriți găurile superioare în platformă, acest lucru este oarecum mai dificil de făcut; totul ar trebui să fie la același nivel. Pentru a face acest lucru, am plasat o pereche de piulițe la joncțiunea platformei și baza imprimantei. Folosind un nivel, asigurați-vă că platforma este la nivel. Marcam găurile, găurim și strângem cu șuruburi.


Pasul 7. „Ridicarea” mecanismului de curățare a capului de imprimare
Când imprimanta termină de imprimat, capul este „parcat” în mecanismul de curățare a capului, unde duzele capului sunt curățate pentru a preveni uscarea și înfundarea acestora. Acest mecanism trebuie, de asemenea, ridicat puțin.
Am asigurat acest mecanism folosind două colțuri (vezi fotografia de mai sus).
Pasul 8: Sistemul de alimentare
În această etapă, vom lua în considerare procesul de fabricație a sistemului de alimentare și de instalare a senzorului de alimentare cu material.

La proiectarea sistemului de alimentare, prima provocare a fost instalarea senzorului de alimentare cu material. Fără acest senzor imprimanta nu ar funcționa, dar unde și cum se instalează? Când hârtia trece prin imprimantă, acest senzor spune controlerului imprimantei când a trecut începutul hârtiei și pe baza acestor date imprimanta calculează poziția exactă a hârtiei. Senzorul de alimentare este un fotosenzor convențional cu o diodă emițătoare. Când trece hârtie (în cazul nostru, material), fasciculul din senzor este întrerupt.
Pentru senzor și sistem de alimentare, am decis să fac o platformă din placaj.

După cum puteți vedea în fotografia de mai sus, am lipit mai multe straturi de placaj împreună pentru a face alimentarea la nivel cu imprimanta. În colțul îndepărtat al platformei am atașat un senzor de alimentare prin care va curge materialul. Am făcut un mic decupaj în placaj pentru a introduce senzorul.


Următoarea sarcină a fost nevoia de a face ghiduri. Pentru a face acest lucru, am folosit colțuri din aluminiu pe care le-am lipit de placaj. Este important ca toate unghiurile să fie clar de 90 de grade, iar ghidajele să fie strict paralele între ele. Ca material de alimentare, am folosit o foaie de aluminiu pe care va fi plasat și fixat PCB-ul placat cu cupru pentru imprimare.


Am realizat foaia de aprovizionare cu material dintr-o tabla de aluminiu. Am încercat să fac dimensiunea foii aproximativ egală cu formatul A4. După ce am citit puțin pe Internet despre funcționarea senzorului de alimentare cu hârtie și a imprimantei în general, am aflat că pentru ca imprimanta să funcționeze corect, este necesar să se facă o mică decupaj în colțul foii de alimentare cu material astfel încât senzorul este declanșat puțin mai târziu decât încep să se rotească rolele de alimentare. Lungimea decupajului a fost de aproximativ 90 mm.

După ce s-a terminat totul, am atașat o foaie obișnuită de hârtie la foaia de alimentare, am instalat toate driverele pe computer și am făcut o imprimare de test pe o foaie obișnuită.
Pasul 9. Umplerea cartuşului de cerneală

Ultima parte a modificării imprimantei este dedicată cernelii. Cerneala Epson obișnuită nu este rezistentă la procesele chimice care apar în timpul gravării unei plăci de circuit imprimat. Prin urmare, aveți nevoie de cerneală specială, acestea se numesc cerneală galbenă Mis Pro. Cu toate acestea, această cerneală poate să nu fie potrivită pentru alte imprimante (non-Epson), deoarece... alte tipuri de capete de imprimare pot fi folosite acolo (Epson folosește un cap de imprimare piezoelectric). Magazinul online inksupply.com oferă livrare în Rusia.

Pe lângă cerneală, am cumpărat cartușe noi, deși bineînțeles că le poți folosi pe cele vechi dacă le speli bine. Desigur, pentru reumplerea cartuşelor veţi avea nevoie şi de o seringă obişnuită. De asemenea, am cumpărat un dispozitiv special pentru resetarea cartuşelor de imprimantă (albastru în fotografie).
Pasul 10. Teste

Acum să trecem la testele de imprimare. In programul de proiectare am realizat mai multe semifabricate pentru printare, cu piste de diferite grosimi.


Puteți evalua calitatea imprimării din fotografiile de mai sus. Și mai jos este un videoclip de tipărire:
Pasul 11: Gravare
Pentru plăcile de gravare fabricate prin această metodă, este potrivită doar o soluție de clorură ferică. Alte metode de gravare ( sulfat de cupru, acid clorhidric etc.) pot coroda cerneala galbenă Mis Pro. Când gravați cu clorură ferică, este mai bine să se încălzească placa de circuit imprimat folosind un pistol termic, acest lucru accelerează procesul de gravare etc. Mai puțină „mâncare” a stratului de cerneală.

Temperatura de încălzire, proporțiile și durata gravării sunt selectate experimental.